Как согнуть стальной прут
Обновлено: 17.05.2024
Гибка металла – это технологическая операция, при которой изделие принимает нужные размеры и форму с помощью сжатия внутренних и растяжения наружных слоев материала. В результате чего из заготовки плоской формы получают объемное изделие без сварных и иных швов и соединений.
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. Значение гибки и в современном постиндустриальном мире трудно переоценить. Куда ни посмотреть – всюду конструкции из гнутого листового металла. Даже производители гибочных прессов удивляются, насколько сложные детали стали изготавливаться на разработанном ими оборудовании.
Всё это стало возможным благодаря активному внедрению ЧПУ, применению в технологии гибки нескольких управляемых осей, новейших систем гидравлики и измерительной электроники, а также широким использованием роботов. Основным же двигателем ускоренного развития высокоточной гибочной технологии явился повсеместный переход металлоoбрабатывающей промышленности на применение высокопроизводительных вырубных прессов и листовой лазерной резки.
Исторически эта технологическая операция возникла практически одновременно с литьём и ковкой – первичными этапами металлообработки. Научившись правильно гнуть заготовки из металла, люди решили огромное количество насущных бытовых и военных задач, начиная от создания сложных инструментов для охоты и сельского хозяйства, и заканчивая производством оружия.
«Лист» и «гибка» не очень ассоциируются с высокой технологией – high tech, однако для того чтобы гнуть «непослушный» лист металла необходимы специальные знания и огромный практический опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90 градусов, не меняя параметров настройки.
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина – 500мм, 1000мм или 2000 мм, если гибка производится вдоль или поперёк волокон материала, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию (горячекатаный прокат), если поверхностное упрочнение при самой деформации сильнее или слабее и т.д. и т.п.
Да, о гибке листового металла, как о профессиональной сфере металлообработки, можно говорить очень много, но, пожалуй, надо отметить самое главное.
1. Гибка листового металла – это высокопроизводительная, быстрая и высокоточная операция.
2. Замена сварки гибкой, как правило, очень выгодна при увеличении скорости производственного процесса и при обеспечении дополнительной прочности изделия за счёт так называемых рёбер жесткости.
3. Гибка металла редко является первичной операцией, как правило, — её задача максимально приблизить деталь к конечной форме (товарному виду).
4. Гибка сложных многопрофильных изделий из листового металла (в т.ч. плющение и изготовление петель) очень сильно зависит от применения редких специальных инструментов — узких, изогнутых пуансонов и ковочных оснасток.
5. Гибка заготовок из толстого (более 5 мм) листа сильно зависит от «тоннажности» станка, т.е. от такой характеристики как усилие балки, измеряемой в тоннах на метр.
6. Гибка малых бортов (отгибов) напрямую увязана с физическими характеристиками металла – его толщиной, жёсткостью и текучестью. Так, например, получить борт высотой в 2 мм из листа толщиной 1 мм гибкой технологически невозможно – нужно применять операцию штамповки.
7. Также стандартным холодным способом согнуть заготовку металла толщиной более 5 мм с внутренним угловым радиусом гиба менее толщины самого металла чревато разрывом внешней плоскости детали.
Гибка листового металла в нашей компании осуществляется на 120-ти тонном, 3-х метровом гидравлическом прессе с ЧПУ производства компании Baycal. Используемый на нашем производстве листогибочный станок имеет широкий арсенал оснастки (матриц и пуансонов), которые позволяют нам выполнять даже самые сложные заказы.
Нержавеющая сталь нашла широчайшее применение во многих сферах деятельности человека: строительном деле, автомобильной промышленности, производстве посуды и других. Но для того, чтобы лист нержавейки превратился в конечное изделие, его необходимо обработать: обрезать, согнуть, просверлить и т.д. Все эти виды обработки, несмотря на кажущуюся простоту, являются сложными технологическими процессами, требующими профессионального подхода и наличия специального оборудования. Даже такой, казалось бы, простейший процесс, как гибка, требует высокой точности и соблюдения технологии, иначе конечное изделие вряд ли будет отличаться высоким качеством.
Особенности гибки нержавеющей стали
Нержавейка представляет собой устойчивую к коррозии сталь. Эта устойчивость достигается благодаря специальным легирующим веществам, входящим в состав стали. Помимо защиты от коррозии легирующие компоненты способны заметно повлиять на свойства стали: прочность, хрупкость, пластичность и т.д. Поэтому при любой обработке нержавеющей стали, необходимо обязательно учитывать ее марку. Перед гибкой стальной лист обычно подвергается резке с помощью лазера, водной струи высокого давления или другого метода. В процессе резки создается плоская развертка будущего изделия. Далее лист подвергается гибке, при которой ему придается необходимая форма. Гибка листов из нержавейки принципиально ничем не отличается от гибки листов из обычной стали, алюминия или других металлов. Для этого применяются специальные листогибочные станки или прессы. Гибка листа нержавеющей стали обычно осуществляется в холодном состояния. Если требуются более серьезные деформации, то лист, во избежание повреждений, нагревают перед гибкой.
В последнее время процесс гибки листового металла все больше автоматизируется. Это позволяет добиться:
- увеличения объемов производства;
- снижения себестоимости изделий;
- улучшения их качества;
- уменьшения количества бракованной продукции.
Станок, управляемый компьютером, четко выполняет все шаги, заданные в программе. Участие человека в процессе обработки требуется минимальное. Но это касается только высокоразвитых крупных производств. На сравнительно малых производствах часто используется преимущественно ручной труд.
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
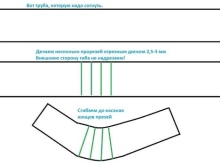
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Преимущества гибки
Гибку очень часто сравнивают с другим распространенным видом обработки металла – сваркой, т.к. изделие, созданное путем сгибания стального листа, в большинстве случаев можно изготовить, сварив между собой отдельные его элементы. Однако для производства изделий, которые могут быть изготовлены путем гибки, сварка практически не используется. Это объясняется огромным числом достоинств гибки по сравнению со сваркой. Среди основных достоинств гибки можно выделить:
- отсутствие сварного шва (наименее прочного элемента конструкции);
- меньшая себестоимость изделия;
- меньший расход материалов;
- высокая скорость изготовления;
- более привлекательный внешний вид и т.д.
Также стоит отметить, что гибке можно подвергнуть не только нержавейку, но и многие другие материалы, сварка которых сложна или невозможна.
Чтобы конечная продукция отличалась высоким качеством, необходимо строго соблюдать производственный процесс и использовать качественное оборудование. К квалификации рабочего, работающего за листогибочным станком или прессом, также предъявляются высокие требования. И, как уже отмечалось, перед гибкой или любой другой обработкой необходимо обязательно учитывать марку нержавеющей стали, т.к. лист из нее может обладать специфическими свойствами.
Есть два способа согнуть стержень из нержавеющей стали, один требует усилия, а другой требует нагрева. Когда вы механически сгибаете стержень из нержавеющей стали с помощью гибочного пресса, вы создаете изгиб с истинным радиусом. Если у вас нет доступа к гибкому прессу, другой вариант — использовать кислородно-ацетиленовую горелку, чтобы нагреть стержень, а затем согнуть нагретую область стержня. Из двух способов нагрев стержня из нержавеющей стали является наиболее часто используемым способом создания изгиба стержня из нержавеющей стали.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
В процессе монтажа трубопроводов различного назначения, а также строительных конструкций на основе труб с круглым сечением или профильных часто возникает необходимость в изгибе труб на требуемый радиус. Способов сделать это существует множество. Выбор зависит от материала, толщины стенки, диама, объема работ, наличия необходимого оборудования. Трубы из нержавеющей стали часто применяются в промышленном и индивидуальном строительстве. Чтобы согнуть трубу из нержавейки, нужно применить специальные знания и навыки, о чем будет рассказано в данной статье.

Схема технологии производства нержавеющих труб.
Существующие способы гибки металлических труб можно разделить на горячие и холодные, а также на ручные и механические. Важно знать, что трубы из нержавейки нельзя гнуть горячим способом (при нагревании горелкой), поэтому будут описаны только способы холодного изгиба.
Гибка труб, как правило, сопровождается нежелательными явлениями, влияющими на последующую эксплуатацию. Возможность их появления зависит от материала, диама, способа изгиба.
Принцип сгибания арматуры
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Как согнуть арматуру без специального устройства
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Как согнуть трубу под прямым углом
Металл выступает в качестве достаточно прочного материала, но при особом воздействии его можно согнуть. На сегодняшний день известно несколько способов решения этого вопроса. В качестве первой технологии выступает использование колышков. Но вы должны помнить, что такой способ может повлечь повреждение трубы или даже ее поломку. Избежать этого можно, заполнив внутреннюю полость сухим песком. С обоих концов следует установить заглушки.

На следующем этапе можно начинать сгибание. Для этого в землю вкапываются колышки. Их вы будете использовать в роли рычагов. Если в своих силах вы не уверены, то для начала следует потренироваться на ненужных отрезках труб. Если перед вами встал вопрос о том, как согнуть трубу без трубогиба, то с помощью данной технологии вы сможете изменить форму изделия, диаметр которого варьируется в пределах от 16 до 20 мм. Для труб более внушительного диаметра данная методика не подходит, так как процесс окажется довольно сложным. Важно учесть ещё и материал, который лежит в основе. Например, для оцинковки рекомендуется использовать другие способы.
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:
Как гнуть нержавейку лист в домашних условиях?

- Металлические заготовки сегодня выпускаются согласно определенным стандартам, поэтому изначально получить готовое изделие таким способом не получиться. Особенно это касается листового проката, имеющего форму плоского листа определенной толщины.Данные материалы в дальнейшем применяются для получения конкретных изделий, необходимых для решения конкретной задачи. Приобрести лист из нержавеющей стали можно в специальных магазинах или напрямую с завода.
Гибочный станок. Преимущества
Деформация металла зачастую предполагает не только изменение формы, но снижение качественных характеристик. Поэтому гнуть листовую сталь желательно только с помощью специальных станков.Они имеют относительно простую конструкцию и состоят из нескольких элементов:
- струбцины;
- щечки и основания;
- кронштейна, сварного прижима и оси;
- уголка пуансона.
Применение таких инструментов для гибки, имеет несколько преимуществ:
Алгоритм гибки
Сегодня листовые заготовки можно гнуть несколькими способами, которые отличаются применяемым для этого оборудованием:
- Относительно тонкие листы можно деформировать с помощью молотка, плоскогубцев или киянки. Для этого следует организовать определенный упор, по торцу которого и будет выполняться гибка. Это может быть обычный стол, на краю которого и располагается лист.
- Для придания заготовке различной и точной формы, а также для сталей большой толщины применяются специальные прессы роликового типа или гидравлические вальцы. С помощью этих механизмов можно получить разную форму и придать необходимых угол.
Следует отметить, что принцип гибки остается один и тот же. Здесь меняется только физическое усилие, которое может быть, как выполняемым человеком, так и автоматизированными у
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
Как согнуть арматуру в домашних условиях: варианты, советы, видео
Вопрос о том, как можно гнуть арматуру не только в производственных, но и в домашних условиях, интересует многих из тех, кто самостоятельно занимается строительством на своем приусадебном участке. Актуальность такого вопроса обусловлена тем, что от правильности выполнения этого процесса во многом зависят надежность и долговечность возводимых строений и бетонных конструкций любого назначения.

Армирование угла ростверка с использованием гнутых элементов
Для чего необходимо гнуть арматуру и как это лучше сделать
Как известно, бетонные конструкции плохо переносят нагрузки на изгиб, под воздействием которых они начинают разрушаться. Чтобы избежать таких негативных последствий, бетонные конструкции укрепляют при помощи каркасов из стальных прутков, а с недавнего времени для этих же целей стали использовать и композитную арматуру. Без армирующего каркаса почти невозможно сделать надежный фундамент для любого строения, а также бетонные конструкции, испытывающие в процессе эксплуатации механические нагрузки.
Наиболее слабыми местами в любом арматурном каркасе являются места стыков прутков, что особенно актуально для угловых соединений, создание которых путем пересечения прямых арматурных прутков является серьезным нарушением технологии.

Усиление арматурного каркаса посредством гнутых стержней
Угловые участки армирующего каркаса, сформированные таким неправильным образом, значительно ослабляют бетонную конструкцию и могут привести к ее расслоению. Именно поэтому для подобных соединений необходимо гнуть и укладывать арматуру таким образом, чтобы на каждый примыкающий к ней пруток образовывался нахлест величиной минимум 80 см. Гнутые арматурные элементы используются не только для создания каркасов для фундамента, их также применяют в качестве соединительных элементов, которые эксплуатируются под воздействием растягивающих нагрузок (крюки различного назначения, лапки и др.).
О том, как согнуть арматуру таким образом, чтобы она при этом не лишилась своих первоначальных прочностных характеристик, знают только специалисты. При этом важно иметь в виду, что своими руками допускается гнуть только арматуру из металла, но не из композитных материалов (информацию о том, чем резать стеклопластиковую арматуру, можно найти в конце статьи).

Минимальный радиус загиба арматурных стержней
Гибку арматуры для получения надежного каркаса для фундамента следует выполнять только механическим способом, избегая образования острых углов в месте изгиба. Радиус закругления прутков, который формируется в месте изгиба, должен иметь величину в интервале 10–15 диаметров самого изделия.
Те, кто выполняет гибку арматуры своими руками, часто совершают следующие грубые ошибки:
- делают надпил или надрез места сгиба, чтобы облегчить себе работу (такой надрез, нарушая структуру металлического прутка, значительно ослабляет конструкцию каркаса);
- место, где необходимо выполнить изгиб, предварительно нагревают при помощи паяльной лампы или помещая пруток в костер.
После выполнения надреза или нагрева прутка в домашних условиях его обычно гнут при помощи подручных средств – кувалды, молотка, куска трубы и др. Естественно, что все подобные процедуры приводят к ослаблению и разрушению арматурной конструкции. Чтобы сохранить ее прочностные характеристики, гнуть элементы, из которых она состоит, необходимо только в холодном состоянии и не нарушая целостности их структуры, ели это дополнительно не оговорено в проектной документации.
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
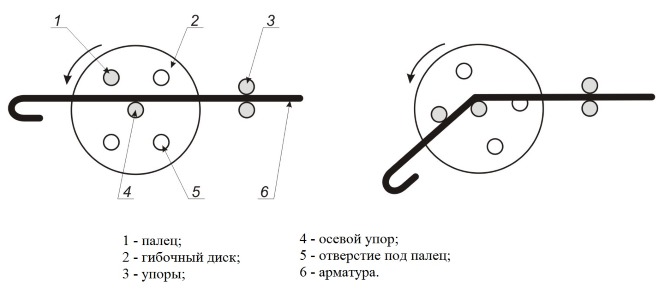
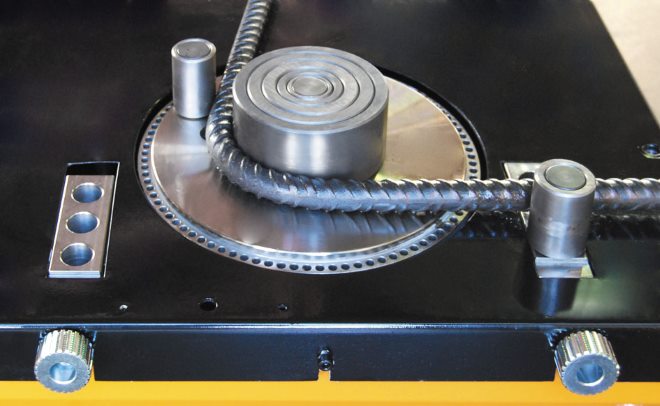
Принцип работы станков для гибки арматуры
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.

Ручные станки для изгиба арматуры
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).
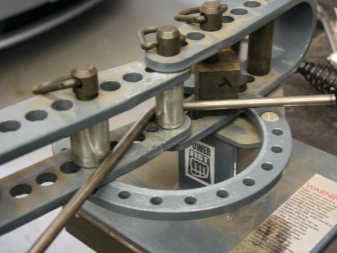
Арматурогибочный станок PF32
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.

Малогабаритный станок легко перенести и закрепить на месте работы
В достаточно большом ассортименте представлены на рынке и ручные приспособления для гибки, среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Как сделать приспособление для гибки арматуры своими руками
Ориентируясь на чертежи серийных гибочных станков, а также на многочисленные видео в интернете, можно своими руками сделать подобное приспособление. Без такого устройства просто не обойтись, если вы собираетесь изготовить надежный армирующий каркас для укрепления фундамента своего будущего дома и построек другого назначения.

Простой самодельный станок для изгиба арматуры
Элементами самодельного станка для гибки арматуры являются металлическая станина, к поверхности которой приваривается упорный штырь (можно использовать обычный уголок), и поворотная платформа из металла, управляемая при помощи рычага (на ее поверхности фиксируют центральный и гибочный штыри). На выбор размеров такого приспособления, а также на расстояние между его элементами оказывает влияние диаметр прутков, которые вы собираетесь на нем гнуть. Крепить это устройство можно либо к поверхности верстака при помощи болтовых соединений, либо к полу мастерской, но для этого станок необходимо оснастить ножками.
Самые простые способы гибки арматурных прутков
При армировании фундамента небольших строений не всегда целесообразно делать специальные приспособления, позволяющие гнуть для него арматуру. В тех случаях, когда будущее строение, армирование фундамента которого вы собираетесь выполнять, не будет оказывать серьезных нагрузок на основание, можно обойтись и без гибочных устройств.

Простейший способ изгиба арматуры
Металлические прутки, диаметр которых не превышает 8 мм, можно гнуть и своими руками, это не представляет особой сложности. Правда, рассчитывать на качественно выполненный изгиб в таких случаях не приходится. Более удачный изгиб получают при помощи двух труб, одна из которых выступает в роли рычага, а вторая – в качестве упорного элемента. Труба, выполняющая роль упорного элемента, может быть зажата в тисках, закопана или даже забетонирована в земле. О том, как гнуть любую арматуру без специальных приспособлений, можно узнать из многочисленных видео в интернете.
Как уже говорилось выше, гнуть изготовленную из композитных материалов арматуру не рекомендуется. В этом случае более актуальным является вопрос о том, чем резать стеклопластиковую арматуру. Для выполнения такой процедуры в зависимости от количества выполняемых резов подойдет обычная ножовка по металлу, болгарка или болторез.
Как согнуть профильную трубу?
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40x20 или 20x20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Как согнуть арматуру в домашних условиях?
Прошли времена, когда домашний мастер гнул по ночам прутья и небольшие трубы о железный или бетонный фонарный столб, стальной забор или ограду соседа. Прутогибы выпускаются массово – подобно болторезам, болгаркам и перфораторам разной мощности, они доступны каждому желающему.



Когда нужна гибка арматуры?
Распространённая причина сгибания арматуры – создание стальных каркасов на её основе. Первейшее их применение – усиление бетонных плит и фундамента. Без стального каркаса бетон не выдерживает усиленных нагрузок и растрескивается, крошится не за десятилетия, а за годы.
Арматура – «костяк» для любого фундамента и железобетонных панелей. Одна из узкоспециальных областей – самодельное перекрытие из бетона и связанных (либо сваренных) прутьев арматуры для септика или небольшой самодельной лестницы. Второе применение согнутой арматуры – создание перекрытий и решетчатых конструкций посредством сварных швов: гнутые прутья арматуры и профильная сталь идут на изготовление дверей, перил, заборных секций, оконных решёток и многого другого.


Общие правила
Арматура гнётся холодным методом – без нагрева над газовой горелкой или в костре (либо мангале). Это относится в том числе и к стали – при нагреве она меняет свои свойства, в частности, теряет прочность, гнуть её в таком состоянии нельзя. Композитные материалы, стеклопластик попросту подгорят и рассыпятся, стоит вам нагреть прут хотя бы до нескольких сотен градусов.
Не подпиливайте место сгиба – арматура не должна иметь острых углов. Недопустимо её резко гнуть и под тупым углом при нагревании, как иногда сгибают трубы. Такие способы облегчения приведут к преждевременному (в разы) разрушению всей конструкции.
Радиус сгибания арматуры должен быть равен 10-15 диаметрам прута. Неважно, гнётся прут в кольцо или дугу, меньше брать диаметр не рекомендуется: усилий потребуется больше.
Так, радиус сгибания прута на 90 градусов диаметром 12 мм составляет 12-18 см, для 14-миллиметрового прута – 14-21 см, для толщины в 16 мм – 16-24 см. При создании 180-градусного (U-образные скобы, после обтачивания концов которых на них нарезается резьба под гайки) или 360-градусного изгиба действует такой же нормативный радиус.
Больший радиус, наоборот, хоть и сохранит целостность прута, не придаст ему достаточной упругости.
Исключение составляет лишь кольцо, концы прута на котором сварены, или арочная (скруглённая сверху) конструкция из множества прутов, используемая для создания стенных (дверных) сводов и потолочно-крышных куполов.
Сталь, несмотря на относительную неломкость по сравнению с теми же алюминиевыми сплавами, углеродистым и серосодержащим железом, может дать небольшой надлом, нагревшись при этом от внутреннего трения, что нарушает технологию на 100% холодного сгибания. Некоторые сорта стали повредить нетрудно. Оттого и принят норматив по радиусу сгибания. К стекловолокну подходят ещё осторожнее – подобно стеклотекстолитовым листам, стеклопластик даёт «размытый» надлом, точную середину которого определить невозможно. О нём свидетельствует смена блеска поверхности прута в месте сгибания на матовый отлив.
Специальные приспособления
Гибочный станок (прутогиб) может быть как ручным, так и механическим. И на том, и на другом можно не просто согнуть прут в кольцо, в «разворот» и «поворот», но также и изготовить буквы, цифры и иные символы из кусков такого прута, сделать изразцы (завитушки) для перил и ворот. Последняя область применения – для создания основы светящейся вывески.


Ручные
Простейшие станки-прутогибы появились следом за арматурой. Они используются как для сгибания гладких круглых и квадратных прутьев, так и для формовки ребристых. Никакой из прутов согнуть не легче – и гладкий, и ребристый прут имеет один и тот же диаметр. Один и тот же станок справится и с тем и с другим. Чем толще прут – тем больше и мощнее нужен прутогиб для него. Слишком большой станок «растянет» радиус гиба, малый – сломается сам.
Ручной станок приводится в действие одним человеком. Или несколькими – когда прут довольно толстый, а усилий одного рабочего не хватает, несмотря на длинные, удобные и прочные рычаги нажима. Простейшая модель включает в себя гибочный диск, на котором расположено несколько гораздо более толстых, чем самый большой прут, штырей длиной до 10 см. Диск в центре жёстко соединён с осью (ступицей), жёстко соединённой с ведущим валом. Невдалеке (на расстоянии одного-двух радиусов диска) расположены упоры, между которыми прут вставляется во избежание его отклонения в процессе сгибания. Дополнительно прут может быть зафиксирован – чтобы он не двигался вдоль без необходимости. Вся механика прутогиба посажена на раму устройства.


Может использоваться защитная ширма из листовой стали – она обезопасит рабочих от осколков сгибаемого прута и внезапного его соскакивания с прутогиба. Рабочий с другой стороны устройства приводит диск во вращение, поворачивая длинный рычаг.
Для резки прутьев используется мощный болторез с рычагами длиной в 1-1,5 м каждый. В особых случаях используется трубогиб – с его помощью гнутся и прутья, а не только трубы. И трубогиб, и прутогиб легко закрепить – в его рабочей (гнущей) части просверлены отверстия. С их помощью устройство фиксируется на любой несущей конструкции, в которой предварительно сверлятся дырки для болтов.
Станки с механическим приводом
Механизированный прутогиб вместо усилий рабочих использует крутящий момент от редуктора, приводимого в движение мощным мотором. В домашних условиях изготовить такой станок довольно сложно: для прутов с диаметром до 16 мм потребовался бы механизм, способный поднять кабину лифта.
Сверхтолстые прутья (20-90 мм диаметром) возможно согнуть лишь на производстве. Чем мощнее станок, тем больше тонких прутьев (от 3 мм) он способен согнуть: пассатижами или тисками сделать такую работу в одиночку непросто. Профессиональные пруто- и трубогибы используют гидравлический привод – его сила не меньше усилий, создаваемых домкратом.

Самодельные устройства
Не каждый мастер и не сразу обзаведётся готовым штырегибом. Но на то он и мастер, чтобы выйти из положения, не затратив для сгибания арматуры почти ни копейки. Взглянув на конструкцию готового станка, мастер без особого труда изготовит приспособление, его заменяющее. Особенно это нужно тем, кто строит дом «с нуля» и столкнулся с закладкой железобетонного фундамента, а также варит калитки, ограды, ворота, двери из арматуры на заказ.


Главной частью в самодельном станке является стальная станина – кожух. На нём закреплены рычажный привод и сгибающий диск с упорными штырями. Вместо штыря применяют и уголковый профиль. Вращающая платформа с рычагом, на котором размещены гнущий и упорный штыри, строится с учётом толщины (диаметра) штыря и количества обрабатываемой арматуры. Закрепляется такой штырегиб либо к верстаку, либо к полу рабочего помещения.

Как согнуть вручную?
Небольшие по толщине прутья – до 8 мм – сгибаются и собственноручно, например, при помощи труб. Одна из них – упорная – крепится в мощных тисках. Вторая – сгибающая, заменяющая главный «палец» в станке – надевается на арматуру, и с её помощью этот прут сгибается. С качеством работы, выполненной на станке, не сравнится никакой «кустарный» способ. Дело в том, что проконтролировать правильность выполнения главного требования – 12,5 диаметров прута – вручную сложнее.
В станке же рабочего подстрахует упорное колесо, на котором и гнётся штырь.
Типичные ошибки
Чтобы не допустить одну из часто встречающихся ошибок, выполняйте сгибание правильно.
- Сгибать композит и стеклопластик не следует – он растрескивается, после чего его легко «добить». В результате он сломается. Правильнее его резать на нужные отрезки и связывать их концы, оставляя небольшой отступ.
- Недостаточно мощный станок при попытке согнуть на нём слишком толстый прут сломается. Если в процессе сгибания ломается либо сам штырь, либо станок, рабочий, гнущий арматуру вручную, травмируется либо осколком, либо при потере равновесия (по законам физики). На моторизованном станке, настроенном неправильно, ломается двигатель и/или редуктор.
- Тонкий прут, вставленный в мощный станок, гнётся слишком быстро – от этого он может нагреться. В результате нарушится сама технология процесса. Дело в том, что внутри сгиба металл или сплав претерпевает сжатие, снаружи – растяжение. И то и другое не должно быть слишком стремительным.
- Нельзя работать на станке, не имеющем защиты от частиц сгибаемой арматуры. Особенно это касается неметаллов, из которых и делается композитная основа.
- При сгибании с помощью «сверхтяжёлого» станка, рассчитанного на арматуру диаметром в 4-9 см, более тонкие штыри располагают в ряд, а не пучком, напоминающим жгут проводов. Это позволит добиться одинакового радиуса изгиба.
- Не сгибайте арматуру на рядом растущих деревьях. Подготовьте простейшее рабочее место. Один из лучших способов – забетонировать в земле трубу с толстыми стенками. Короткие – до 3 м – куски арматуры легко гнуть непосредственно в ней. Некоторые мастера приваривают к такой трубе воронку с криволинейно расходящимися стенками, имитирующую рабочую поверхность гибочного (осевого) колеса станка.
- При сгибании прута не делайте рывковых движений – они спровоцируют появление микротрещин даже в штыре из самой гибкой, устойчивой к перекручиванию стали.
- Не гните арматуру при помощи разводного ключа, болтореза, пассатижей (даже самых мощных) и других, не подходящих для такой работы инструментов. Такая работа мало что даст – скорее повредится тот или иной инструмент.




Соблюдение данных правил приносит отличный результат – ровный изгиб – даже в полностью «кустарных» условиях.
Опытный мастер легко согнёт арматуру даже без станка своими руками. Недостаток «самогиба» – повышенная травматичность.
Если сгибание арматуры – не «одноразовое» занятие из разряда «сделал и забыл», а услуга, поставленная на поток для большого числа местных клиентов, то приобретите станок – хотя бы ручной, но довольно мощный, и верно его настройте.
О том, как согнуть арматуру без инструмента, смотрите далее.
Как я гну арматуру у себя дома без каких-то покупных станков: делюсь приспособлениями
Я живу в своем доме. У меня есть достаточно большой участок, который я стараюсь всеми силами облагородить. Купил его практически без ничего и постепенно делаю вложения, ремонт и т. д.
Посадил небольшой сад, сделал уютную беседку. Хотел бы поделиться некоторым своим опытом, который я получил при строительстве гаража и бани, а точнее сказать — фундамента для них.
Речь пойдет про арматуру, как ее согнуть, если нет специального станка. Вы наверно спросите, почему я его не купил.
Ответ прост, он слишком дорогой для того, чтобы использовать для двух небольших фундаментов. Я, естественно, выкрутился из ситуации и сейчас расскажу вам как.
История от подписчика блога Дмитрия Олеговича.

Тот самый дорогостоящий станок.
Для чего вообще нужно гнуть арматуру
Я вкратце объясню, в чем дело. Мне примерно так же рассказывал мой знакомый, перед тем, как я приступил к работе. Он сказал, что любая бетонная деталь сама по себе достаточно хрупкая.
Поэтому. Для её жесткости и крепости используют арматуру. Её кладут ещё в незастывший бетон.

Изогнутая арматура в фундаменте для гаража.
Лучше, конечно, класть слоями. Сначала немного бетона, затем арматура, затем снова бетон. Также арматура добавляет нужной пластичности при возможном изгибании, а точнее, предотвращает его.
Естественно, просто покидать арматуру абы как не подойдет. Нужно создать своеобразную сеть, чтобы она распространялась по всем участкам изделия.
В таких случаях и может понадобиться изгибание арматуры. Стоит также понимать, что арматура бывает разной, она обладает разным диаметром.
Чем он толще, тем сложнее её согнуть. Я сгибал арматуру 8 мм. Возможно, вы осилите и толще, если вам это позволит физическая подготовка.
Важно! Перед тем как закупить нужное количество арматуры, попробуйте сначала проверить свои силы, сможете ли вы согнуть её в домашних условиях без станка.
С помощью швеллера
Так как я уже говорил, что делал и баню, и гараж, то успел испробовать три способа изгиба арматуры. И как оно часто бывает, последний способ был лучше всего, когда работа уже подходила к концу.
Начну рассказывать все по порядку. Первый способ мне самому пришел на ум.

Гну арматуру на швеллере.
Я использовал обычный кусок швеллера. На его боковых стенках нужно друг напротив друга сделать по одной ямочке. То есть, разъем, в который хорошо вместится сама арматура, и при давлении на неё она не выскочит. Делал я их с помощью болгарки.
Все что вам нужно, это вставить в обе эти ямки прут. Взять один его конец, который хотите изогнуть.
И та стенка, которая ближе к концу, за который вы взялись, должна находиться на том уровне арматуры, где, по-вашему, должен быть изгиб. Все, что вам остается, только сильно надавить в нужном направлении.
Важно! Данный способ менее всего удобен, как показала практика.
Две трубы и тиски
Этот способ я случайно увидел в интернете как раз перед тем, как делать гараж. Баня, где я использовал швеллер, к тому времени уже была готова. Новый вариант оказался действительно более удобным. Да и всякие ямки болгаркой делать не надо.
Вам понадобится две трубы, чуть шире диаметром, чем сама арматура. То есть чтобы она туда помещалась, но и лишнего места практически не оставалось. Так работать будет легче всего.
Одну часть трубы нужно как-то закрепить на одном месте. Я для этого использовал тиски, просто зажав конструкцию в них.
Всунул арматуру в трубу. Край трубы будет также тем местом, где должен быть изгиб, поэтому всовывайте арматуру, учитывая это. На торчащий конец, который будет изгибаться, надевается вторая труба.
Этого можно не делать, если у вас хватает сил сгибать собственными руками. Но с трубой намного легче. Да и изгибаться прут будет только в нужном месте, и нигде больше.
Важно! Если использовать слишком широкие трубы, то арматура будет в них ездить и изгиб может получиться не в том месте, где планировалось.
Самодельный станок
В итоге, на половине сделанного дела мой друг увидел, как я мучаюсь с этими трубами, и помог мне сделать самодельный станок для изгиба арматуры. Он сварщик, это стоит учитывать, так как при изготовлении станка потребовались его навыки.

Пользуюсь самодельным станком.
Для этого снова берется швеллер, и на его плоскую часть приваривается один уголок и следом за ним небольшой металлический штырь.
Следом нужно прикрепить еще один уголок, к которому на дальнем конце должна быть приварена ручка. Второй уголок должен быть подвижным. Мы просверлили дырку в нем и швеллере и посадили его на болт.
Затем арматура продевается в оба уголка, и с помощью подвижного уголка мы изгибаем её. Место изгиба будет рядом с приварным штырем. Именно упираясь в него, получается изгиб.
Как оказалось, это лучший способ из мною испробованных. Возможно, вы знаете и более продуктивные варианты, поэтому прошу вас, любезно ими поделиться. Возможно, мне и другим читателям это еще пригодиться в будущем.
Читайте также: