Как спаять латунь со сталью
Обновлено: 03.05.2024
Добрый день, столкнулся с такой проблемой, время от времени приходится напаивать на латунь серебряные вставки 925 пробы, паяю сапфировским припоем, лень варить свой (как таковым ювелиром не являюсь, просьба не забрасывать камушками)
Химический состав : Серебро 75 % (7,5 гр.).;
Медь 16,25 % (1,625 гр.) .;
Цинк 8,75 % (0,875 гр.).;
Температура солидуса - 752° C.;
Температура ликвидуса - 776° C.
Проблема заключается в том, что серебряный припой как-то хреново бегает по латуни, марки латуни пробывал разные (
Латунь Л63 ,
Л6 1 и другие
) - результат везде один и тот же - припой не бежит как нужно. При пайке серабра с серебром таких проблем не возникает. Какой припой лучше сварить для моих задач?
И проблема вторая - после пайки латунь краснеет (вероятно перегреваю), я так понимаю это медь лезет наружу, получается красноту убрать только полировкой, кислоты не берут, можно ли снять красноту (омеднение) какой-либо химией или только механическая обработка?
чайнег,
Припой любой. Флюс лучше ПВ-209. Обязательно перед пайкой латунную железяку отжечь и отбелить. Потом все как обычно!
чайнег,
Насчёт флюса - для пайки латуни из отечественных идут ПВ-200 и ПВ-201. ПВ-209 можно попробовать, конечно, но с большой вероятностью он у вас, как у меня это было, начнёт засираться латунью и моментально терять флюсующие свойства. Хотя с ним случай на случай не приходится с данным металлом - вон Pusan с 209-м в основном свои горелки и делает, хотя они тоже из латуни - марка, видимо, такая, с которой этот флюс работает нормально. Если ПВ-200 и ПВ-201 найти трудно будет - можно зарубежные попробовать ещё, которые для пайки латунных трубок твёрдыми припоями в магазинах для кондиционерщиков продаются. По серебру они тоже работать будут, поскольку это менее сложный в плане образования оксидной плёнки металл. Ну а то, что латунь краснеет - это следствие выгорания цинка, т.е. недостаточного флюсования и избыточного перегрева.
P.S. Убрал насчёт диаграмм - не в ту из них на гуглокартинках заглянул просто. С латунями всё не так просто - ряд из нескольких перитектик, но припой вам всё равно помягче желателен, раз с имеющимся перегреваете.
Когда понял что получается совсем плохо, вернее правильнее сказать что нихрена не получается, то сварил такой припой ПСр 50 Кд (является сплавом 50% серебра, 16% меди, 16% цинка и 18% кадмия.)
Но ситуация особо не изменилась. Видимо дело всё таки дело во флюсе. Ради интереса попробовал спаять бронзу с серебром - тоже хрен.
завтра попробую найти ПВ-200 или ПВ-201 (онипрактически одинаковые вроде бы из описания)
209 есть в сапфире его купить не проблема
флюс пробовал технофлюс (зелёный из сапфира) и классика - борная кислота + бура - с обоими не получилось нихрена
| Цитата |
|---|
| (чайнег 16.07.2019 18:18:55) с обоими не получилось нихрена |
понял, спасибо, завтра куплю
201 тоже возьму:)
чайнег,
Кстати, латуни вам точно такие, как вы написали, продали, а не сантехнические - со свинцом в составе? Потому что хотя в целом латуни паять заметно тяжелее, чем серебро, но если постараться, то серебряный припой на них всё же ложится и там где лёг - неплохо растекается. Такое, чтобы вообще не ложился никак, только со свинцовыми из них и бывает.
Именно для пайки латуни. Если серебра не жалко. Цвет латуни.
Рекомендую. По В.И.Марченко номер 25 (стр. 81)
Пусть меня расcтреляют .
Ag-50, CU-16, ZN-16, CD-18.
Температура 650-670. Самый легкоплавкий.
Латунь паяю именно им.
Пока.
Олег.
© Жизнь такова, какова она есть, и больше никакова. © Я с вами не ругаюсь и не спорю. Я просто подробно объясняю, почему я прав :) .
чайнег,
в магазинах торгующих з/частями и расходниками для ремонта кондиционеров, продают серебр. припой в прутках, покрытых флюсом, разных марок, с разным кол-вом серебра. Стоят не дешево, из-за наличия серебра.
Правда кондиционерщики паяют в основном медь, латунь редко, но паяют. В основном припаивают латунные фитинги к медным трубкам.
понял, но я в деревне живу, у нас даже магазов таких нет. купил сегодня флюс в сапфире 209 буду пробывать когда придёт, не думал что из-за флюса проблема конечно.
чайнег,
В умных книжках написано, что 209-й флюс не предназначен для латуни. С ним её паять, конечно, можно и даже лучше чем с бурой, но далеко не всякую - бывает так, что расплавленный флюс вдруг начинает поджирать латунь, моментально засираться и в мелкие шарики собираться. Как получите его - такую пробу и проведите с небольшим количеством флюса на латунной пластинке, нагреваемой снизу. Если до самого нагрева докрасна флюс становится прозрачным и растекается по поверхности тонким слоем - всё ОК. А если вдруг в какой-то момент становится грязно-серым и начинает собираться в шарики наподобие ртутных на стекле, то No Way!
Я в таких случаях переходил на такой Castolin'овский припой в офлюсованных прутках, как uvrigel описывал. Флюс там текучий очень и даже пахнет приятно при нагреве - одно удовольствие паять. Его ещё отдельно заказать можно в виде порошка, но дюже дорогой, к сожалению. И да - тоже фторборатный, так что несмотря на приятный запах паять лучше под вытяжкой. Ну и удаление его после пайки - отдельная песня: стекло-стеклом, словно эмаль какая.
у меня в шарики сворачивается как раз флюс от технофлюкса (зелёный в сапфире продаюётся) и с бурой, покрывается типа вшариках/пенкой как-бы вздувается.
У них в лиенйке есть серебряные припои с флюбсом без кадмия и с кадмием. Причём у припоев с добавлением кадмия прочность почему то выше, хотя вроде должна быть меньше. (Если сравнивать EcoBraz 38340F и EcoBraz 38245F)
Пайка стали латунью
Привет. Пост для рукодельников рукоблудящих дома, ну или балконе/дворе.
Ниже также есть видео с субтитрами о том же самом.
Иногда нужно прочно или герметично соединить стальные детали, а сварка дома это так себе развлекуха. Клей- конечно выход, но есть способ соединять и покрепче, к сожалению и процесс погрязней. Выбирать вам, я лишь добавлю вариант.
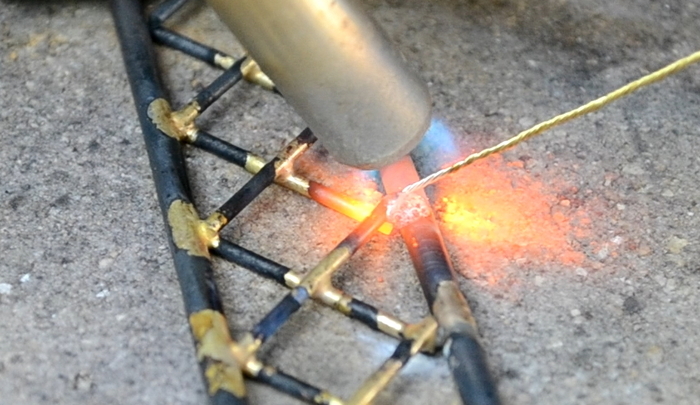
Высокотемпературная пайка стали латунью, это как пайка оловом или склеивание термоклеем, где в качестве клея расплавленная латунь. Вот только температура плавления у латуни гораздо выше: 880-950°C. То есть стальные детальки надо разогревать докрасна. Выглядит опасненько.
Дальше читайте только если не испугались.
Чтоб разогреть детальки до такой температуры придётся купить баллон МАПП газа и горелку к нему.

Так будет удобней чем на костре возле дома, а газовая плита с таким не справится. Хотя конечно если у вас дома случайно завалялись 50-ти литровые баллончики с кислородом и ацетиленом то это прекрасно. Такой аццкой смесью как раз паяют железо на заводах. У меня к сожалению таких баллонов не завалялось, поэтому опишу пайку именно с помощью МАПП газа. Раз температура высокая, то нужен и столик который эту температуру выдержит и изолирует от неё. Таким столиком может быть шамотный кирпич, любой плотности.

Чуть хуже просто кирпич, он может постреливать от перегрева. Хотя если положить на него толстенькую железяку и греть на ней, тоже может получится неплохо.
Кроме горелки и кирпича нужен и наш клей — латунь, в виде проволоки. Удобен диаметр 1-2 мм. Я вот купил на свалке диаметром 0,4мм, пришлось скручивать несколько кусков вместе.
В инет магазинах с размерами проще, но с ценой посложней.
Латунь это сплав меди с цинком, с незначительной примесью других элементов. Сплав меди где кроме цинка или вместо цинка другие металлы, это уже бронзы, нейзильберы, мельхиоры, куниали и прочая тряхомудия.
Нам же нужна латунь Л63,(63% меди, 37% цинка) это самая распространённая марка латуни.
Многие другие марки тоже подойдут.
Чтоб расплавить латунь и залить ей стык, детальки нужно нагреть до температуры 1050°C. Чем такую температуру измерить?
У многих есть отличный встроенный прибор для этого - человеческий глаз. Его только надо откалибровать. Сталь при нагреве начинает светится разными цветами, поэтому нужно просто знать какой цвет и сила свечения соответствует какой либо температуре. Чтоб проапгрейдить наш глазик до глаза, например кузнеца, пригодится такая табличка, с цветами каления.

Табличка на мониторе конечно не передаст свечение стали очень точно, но и этой точности нам вполне достаточно.
Такая высокая температура конечно не пройдёт бесследно для стали, и латуни(температура увеличивает химическую активность). Металлы начнут вступать в хим-реакции с атмосферой. Нужна защита. Этой защитой служит флюс. Он расплавившись покрывает место пайки и не даёт воздуху испортить процесс пайки. Флюс это вещество активное при определённом диапазоне температур. Разные флюсы имеют разные диапазоны активности. Для пайки низкоуглеродистой стали отлично подойдёт борная кислота(порошок). Можно купить в аптеке мало за дорого, или в ювелирном инет магазине много за дёшево(относительно). Можно как флюс использовать и буру, но по мне она менее удобна, делает пламя ярче и её сильно сдувает с припоя пламенем. Да и на заводе где я паял 5 лет, использовали борную кислоту.( для пайки других сталей скорей всего понадобятся другие флюсы)
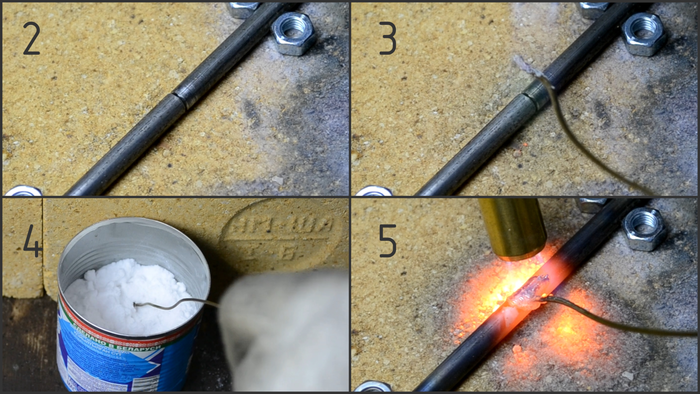
как проходит пайка:
1 детальки зачищаем и обезжириваем(очень желательно)
2 складываем их вместе на кирпиче.
3 нагреваем горелкой место пайки, а заодно и припой.
4 припой окунаем в баночку с борной кислотой и немного ждём, чтоб она налипла.
5 подносим припой к разогретому до 1050°C стыку и касаемся им деталей, ждём пока жиденькая латунька всё зальёт.
В этом месте возможно возмутились ювелиры, типа:
-лошара, флюс надо в воде растворить, а потом намочить в этом растворе детальку и проволоку припоя.
И они будут полностью правы, но только для самых маленьких деталей.
для крупных деталей такого количества налипшего флюса будет маловато, может ещё и рукой посыпать сверху место пайки придётся.
Есть и другие способы пайки:
Лудим детали(покрываем латунью) а дальше составляем вместе и нагреваем.
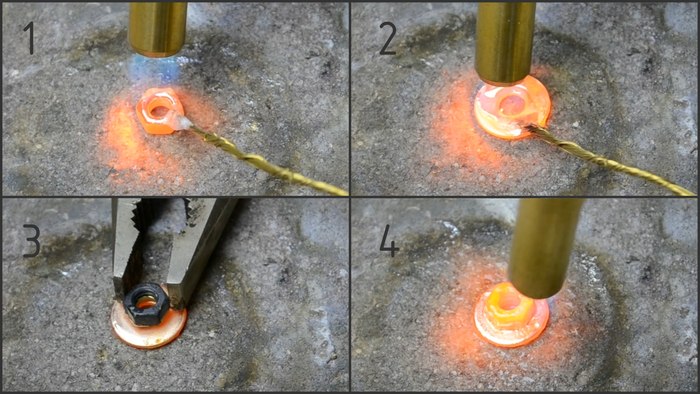
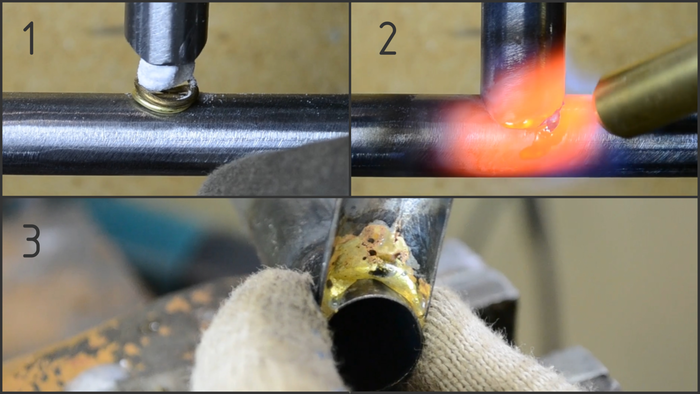
А ещё, если паять трубы, то можно внутрь соединения поместить кусочек припоя с флюсом, и прогрев всё это дело, получить соединение с паяным швом изнутри.
Нагревать кстати можно и не одной горелкой и не только горелкой, а например в печи .
Латунью можно паять и медь, но лучше подойдёт специально сделанный для этого припой из сплава меди с серебром, также и железо можно спаять медным припоем, но латунь тут отработает лучше.
После пайки на шве останется и засохший флюс, его нужно отмывать.
делать это лучше в горячей воде с моющим средством, да и замочить на некоторое время не лишним будет.
Хоть я и пишу типа паяйте дома, но лучше всё же на открытом воздухе или хотя бы под вытяжкой, да и респиратор не помешает.
Теперь об особенностях пайки латунью
Пайка не разрушает детали в отличие от сварки, то есть мелкие и тонкие детали можно прожечь, только если ну прям ооочень постараться.
Для пайки мелочи не нужно много оборудования.
Для пайки крупных деталей оборудование нужно уже посерьёзней.
Не нужно долго учиться.
Неудачное соединение легко переделать, так же как и починить сломавшееся.
Латунь и сталь имеют разные цвета, то есть изделие для красоты обычно нужно покрывать либо краской, либо гальваническими покрытиями.
О прочности слышал мнение, что любая пайка фуфло, по сравнению с прочностью сварки.
Просто приведу примеры где используется пайка латунью.
Резцы из твёрдой стали на круглой пиле которой пилят дерево, обычно напаяны латунью.
Также как и токарные резцы по металлу.
А ещё на пайке иногда собирают рамы велосипедов.
Ну в общем это просто тип соединения деталей, который не очень известен. Можно дырку на глушаке запаять, или станок из гвоздей собрать. Тут уже от фантазии применяющего зависит.
Все о пайке латуни
Пайка латуни может потребоваться в быту или при ремонте техники, при выполнении ювелирных или сантехнических работ, требующих использования материалов из медных сплавов. Чем можно соединить этот метал, как сделать это оловом и другими латунными припоями — такие вопросы часто возникают у тех, кто предпочитает выполнять подобные задачи своими руками. Получить подробное представление о технологии и необходимых компонентах поможет пошаговая инструкция по пайке латуни при помощи паяльника или горелки.


Особенности
Соединение металлов без сварки, в том числе и пайка латуни, нормируется по ГОСТу 17325-79, где подробно изложены основные термины и важные аспекты проведения работ. Впрочем, помимо стандартов есть еще и практические моменты, которые приходится учитывать каждому мастеру. Основной особенностью этого металла является разнородность его составов. Они бывают двойными и многокомпонентными. Обычный состав сплава включает медь и цинк в качестве легирующего компонента. В многокомпонентной латуни дополнительно присутствуют добавки в виде марганца, олова, свинца, влияющие не только непосредственно на свойства металла, но и на специфику его пайки.
Определить, какой именно состав есть у конкретного вида сплава, можно по его маркировке. Например, литера «Л» обозначает двухкомпонентную латунь, цифра рядом с ней укажет на объемы меди в составе. При наличии дополнительных составляющих в маркировке появятся другие буквенные обозначения.
Кроме того, на пайку латуни влияют и другие показатели. Изделия из нее классифицируются как литейные — цельные, а также деформируемые, представленные в виде отрезков металлической ленты, проволоки или других элементов. Имеет значение и процентная доля цинка. Все подобные сплавы делятся на томпак с низким его содержанием и желтую латунь, второй вариант включает от 21 до 36% этого легирующего компонента. Мягкие и пластичные изделия из них довольно хорошо поддаются всем видам обработки, включая пайку, но при работе приходится соблюдать определенные правила.


Обзор способов
Существует множество доступных способов соединения металлов. В случае с латунью проблемы при выборе подходящего метода пайки связаны с испарением цинка при нагреве. При этом на поверхности металла образуется оксидная пленка, препятствующая нормальному протеканию процесса спаивания. Но работу все же можно выполнить одним из двух способов.
- Пайка паяльником. В этом случае используется мощный инструмент с показателями от 1000 Вт, способный обеспечить достаточно интенсивный прогрев детали и расходных материалов. Необходимая рабочая температура в +500 градусов по Цельсию позволит расплавить пленку оксида. При более слабом нагреве пайка возможна только в сплаве, содержащем медь в объеме более 80%.
- Соединение горелкой. При работе с латунными деталями, имеющими желтый цвет и высокую долю содержания цинка, примеси других металлов, рекомендуется применять компактную газовую горелку. Ручной инструмент со сменными баллонами позволит обеспечить локальный прогрев места пайки до 700 градусов. Для защиты рабочего места в этом случае используется пластина из негорючего материала — асбеста.



Каждый из этих способов позволяет получить спаянные между собой латунные детали в домашних условиях.
Чем паять?
Пайка латуни может осуществляться при помощи различных вспомогательных средств. Обязательными для этой процедуры являются флюсы, позволяющие устранить оксидную пленку с поверхности металла. Это может быть пастообразное или жидкое средство на основе буры (тетрабората натрия), хлорида цинка. Припоем называют состав, при помощи которого образуется неразъемное соединение. Он может быть с оловом, с медью, с серебром.


Флюсы
При работе с классической двухкомпонентной латунью чаще всего используются простые флюсы, представляющие собой соединение борной или соляной кислоты с хлоридом цинка. Многокомпонентные сплавы требуют использования более специфических составов. Это может быть специальный вариант флюса, предназначенный для латуни и других цветных и драгоценных металлов, — ПВ 209, ПВ 209Х.
Жидкие материалы для лужения готовят самостоятельно. Стандартный состав хлористо-цинкового типа содержит:
- 74% воды;
- 1% соляной кислоты;
- 25% хлористого цинка.
Такая смесь годится для работы с черными и цветными металлами. Флюс-пасту с аналогичными свойствами можно создать, смешав 16% канифоли и 4% цинка с 80% технического вазелина. Этот состав применяют при пайке особенно ответственных участков. Флюсы на основе хлористого цинка и борной кислоты подходят для однокомпонентной латуни Л63 и многокомпонентной ЛС59.


Припои
Существует несколько групп припоев, при помощи которых можно вести работы с латунными сплавами. Обычным оловянным ПОС можно пользоваться только в тех случаях, когда не предполагается серьезной нагрузки на соединение. Стоит учесть, что он может быть как в проволоке, прутках, так и в виде пасты, фольги, уже содержащим флюс.
Кроме того, к популярным припоям для латуни относят и другие варианты.
- Медно-цинковые составы (ПМЦ). Здесь очень важно убедиться, что имеющееся оборудование способно обеспечить достаточную температуру плавления. У многих медно-цинковых припоев она превышает показатель в 880 градусов. Такими составами скрепляют медь и латунь.
- ПСР. Это припои на основе серебра, отличающиеся повышенной твердостью. Обычно объемная доля благородного металла достигает 40%. При пайке такими составами соединение получается прочным и твердым, надолго сохраняет свои свойства.
- МФ. Припои на медно-фосфорной основе отличаются универсальностью, подходят для разных типов сплавов. По своим прочностным характеристикам они уступают серебряным, но превосходят цинксодержащие аналоги.

Используемое оборудование
Обычный паяльник мало подходит для работы с латунью, поскольку не предполагает наличия терморегулятора. Оптимально, если вместо него мастер будет использовать более эффективное оборудование. Паяльная станция с регулировкой нагрева позволит поддерживать температуру на уровне 350 градусов, исключая перекаливание или слишком слабое термическое воздействие в зоне соединения. При работе с оловянно-свинцовыми припоями хватит обычного паяльника с мощностью до 100 Вт.
Газовая горелка — инструмент, позволяющий осуществлять высокотемпературный нагрев соединяемой области. Она незаменима в тех случаях, когда доступ к электрической энергии полностью отсутствует.
Кроме того, горелкой удобно прогревать детали при пайке, не затрагивая напрямую сам припой. Среди компактных моделей для домашнего применения можно порекомендовать модели Yarboly со специальной насадкой, Iris Barselona с пьезоподжигом. Также популярны различные горелки-насадки с соплом на газовый баллон.



Пошаговая инструкция
Латунь с нержавейкой и другими металлами можно спаять своими руками даже в домашних условиях. Достаточно иметь оборудованное рабочее место, защищенное от термического воздействия, с ровной плоской столешницей или верстаком. Низкотемпературный прогрев паяльником не подойдет, но если в распоряжении мастера есть достаточно мощное оборудование, все получится. Порядок действий в этом случае важно соблюдать.
- Зачистить детали, подлежащие соединению при помощи механических абразивов.
- Уложить их на ровную поверхность, защищенную огнеупорным экраном. Сделать подставку можно из листа асбеста.
- Обработать латунь флюсом, нанося его кисточкой или в виде пасты. Важно тщательно обработать все поверхности, подлежащие соединению, чтобы избавить их от пленки оксидов.
- Измельченный припой насыпать в зону пайки.
- Прогреть паяльник, приложить его к области проведения работ. Дождаться, пока нагрев станет достаточным для расплавления припоя. Дать ему растечься, затем остудить детали.
При использовании твердого припоя для соединения латуни паяльником нужно соблюдать определенные правила. Здесь лучше взять ортофосфорную кислоту в качестве флюса, а работы производить с низкотемпературным воздействием, хорошо прогретым жалом. Сама латунь тоже может выступать в качестве припоя — при бытовом ремонте изделий из нержавеющей стали.
Инструкция по пайке газовой горелкой
Технология пайки изделий из латуни газовой горелкой мало отличается от работы паяльником. Сначала детали нужно правильно подготовить, избавить от загрязнений, обезжирить, обработать флюсом для удаления оксидной пленки. Затем положить их на огнестойкую защитную пластину. Далее последовательность действий будет следующей:
- состыковать детали, подвергающиеся пайке;
- измельчить припой до состояния крошки или стружки;
- насыпать его на область стыка;
- пламя горелки отрегулировать так, чтобы с ним было комфортно и безопасно работать;
- незначительно прогреть участок спаиваемой поверхности до расплавления припоя;
- увеличить интенсивность нагрева и добиться, чтобы латунь приобрела красный цвет (важно помнить, что на этом этапе температура металла может достигать 700 градусов, необходимо соблюдать все меры техники безопасности);
- остудить детали, удалить наплывы металла и остатки флюса.
Это основные рекомендации, которых необходимо придерживаться при пайке латуни паяльником и газовой горелкой. Следуя простой пошаговой инструкции, даже не слишком опытный мастер легко справится с работой.
В следующем видео рассказывается о пайке латуни.
Пайка латуни и дюралюминия
Доброго времени суток.
Требуется спаять латунную и дюралевую детальки. Подсажите как ?
С уважением.
пойти в магазин типа "все для сварки" и купить флюс по алюминию. По латуни он пойдет.
А паять лучше чем ? Горелкой ?
Я, как бы, не против, но . Инет пишет про горелку в основном. Почему ?
Если детали большие, паяльник не прогреет, нужна горелка, если провод 1,5 - 100 Вт справится. Подойдет для подогрева и газовая плитка
Это не провод.
Если коротко на пальцах то:
Деталь номер раз - пластина дюралюминия шириной 2,5см толщиной 2мм
Деталь номер два - латунный "пятак" диаметром 4см толщиной 3мм
Так вот нужно к латунному пятаку припаять торцом дюралевую пластину.
ЗЫ: если рыбаки есть - квок это, чтобы понятней было.
Квок проще из дерева вырезать?
Для изготовления квока используют древесину рябины, вяза, черемухи или яблони. Идеальной наживкой для сома, может послужить либо лягушка, либо кусочек мяса или же воробей.
Во-первых - СИЛЬНО не проще.
Во-вторых - деревянные есть, хочу попробовать металл.
Вы сами-то хоть одного на ЭТО поймали ? ))
Я тоже читал эти сказки, только к действительности они мало отношения имеют. Окажетесь на острове без еды со снастью на сома и будете на воробья ловить (условно) - помрете с голоду.
Из чего квоки резать - я знаю, спасибо. И понимаю, что цитировать статьи из интернета Вы умеете. Только мы от темы уходим )))
А не проще приклеить поксиполом?
Проще тогда вообще ничего не делать )))
Нагрузки представляете при такой маленький площади склеивания ? Отвалится все через 5 минут.
Compa
Деталь номер раз - пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два - латунный "пятак" диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
Так вот я и пытаюсь выяснить, ЧЕМ паять.
Просто сейчас нет для этого пока ничего, все покупать буду, нужно понять, что именно покупать.
ну флюс для люминия вполне должон
А таки паяло или горелка ?
А вообще - пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще - зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
Попробую до Чипа и Дипа доехать, там на месте посмотрю, что предложат по этой тематике.
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО.
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО
+ мильён,паять две тонкие пластинки? жёсткости точно не будет, я бы взял два одинаковых железки для пайки или склепал на заклёпки ИМХО
"А вообще - пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!"
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще 😊 ).
"А вообще - пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!"
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
мда, это здорово, только счас видов алюминия сотни и ни кто не знает что за сплав у него в руках 😊а метод кстати рабочий, сам пробывал и получилось, хотя сейчас у нас продают электроды для простой дуговой сварки, варят алюминий на ура и ни какова аргона ни надо
в свое время. для паийки таких вещей использовал медный купорос разведенный с солью для омеднения поверхности.
паяетсо на ура. как писали выше или паяльником или горелкой
. будет интересно стукнись в мыло. раскажу подробнее
За прошлую неделю 3 квока сделал. Один из дюральки - пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты - соединил холодной сваркой.
bac75
За прошлую неделю 3 квока сделал. Один из дюральки - пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты - соединил холодной сваркой.
В качестве флюса для пайки алюминия можно использовать аспирин. Воняет он только сильно при этом.
Хммм. А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
Мягкие припои (оловянно-свинцовые) механической прочности не имеют, поставьте 3 заклепки, хоть из ляминевой проволоки, и можно не задумываться. Флюсы для ляминя, что продаются в радиолавках - это такая лажа, сам неоднократно пробовал. Были припои марки "АВИА", они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить - отдельная песня, литейщики пары цинка оченно не любят.
Для квока такие извращения? Не проще ли склепать буквой Т два алюминиевых уголка и доработать?
Мастера! Пожалуйста, чертежи и фото квока воткните! Сома навалом, квока в глаза ни разу не видал. В нете нашёл только туманные описания.
Кстати, а серебром люминий паяется, или нет?
Захотел 😀. В этом-то и ньюансы. Ложку без ручки представляешь? Крепим её дном к торцу изогнутой рукояти (чтоб с лодки было удобней по воде хлопать. Вогнутая плоскость - это внешняя сторона, ей и хлопаем). Надо поймать "бульканье" определённого тона. Вот каждый под свой водоём, под себя и ловит. Насколько точно поймал, настолько эффективно и будет работать. Сам я его не пробовал, мужик рассказал (каждый август на местном водохранилище ловит. Не сказать, что очень активно, но в этом году взял трёх 12, 14 и около 25кг. Последнего взвешивалили кусками 😊)
И на том спасибо, бум пробовать! Наши местные кг до 10 растут, но то же ничего рыбка.
Латунь на сталь. как?
Доброго всем времени суток коллеги.Поделитесь кто в теме, при напайке латуни на закаленную сталь, как избежать отпуска и стоит ли пытаться это сделать?Интересуют бринч, гюльбанд, узорчик вот этот хитрый в виде хлопка и полумесяца на клинке, и прочее сходное по виду, потому как есть смутное подозрение параноика, что отпуск все же имеет место быть. Чего дальше делать и стоит ли вообще.
Вопрос собственно к Метрологу, Стинги, Смиксу, Деду Димону и Паше Борзу, но и ко всем остальным ,очень уважаемым мною камрадам. Заранеее спасибо за участие.
Смотря какая сталь, чем паять и как греть 😊 - конкретизировать надо бы.
Чистая углеродка начнет заметно отпускаться градусов с 250, Х12МФ и 400 потерпит.
Может, есть смысл спаять гюльбанд ПСР40, например, отдельно, а на клинок приклеить (тем более, он там и без клея никуда не денется)?
Есть специальные низкотемпературные припои 100-150 гр Поинтересуйтесь в "Чип и Дип" и радиорынке. Насколько помню обычные припои с 60% содержанием олова плавятся при 170-190гр.
дык оловом припаять, и ничего не отпустится 😀
я паяю обычным паяльником , припоем ПОС60 и вроде ничего не отпускалось пока. хотя иногда процесс (на больших клинках) бывает продолжительным.
горелочкой не пробовал пока.
У меня другой вот вопрос: чем защитить клинок и лицевую часть больстера от облуживания. у ювелиров вроде есть какая то химия. а то потом отскребать припой иногда неайс
AvanteУ меня другой вот вопрос: чем защитить клинок и лицевую часть больстера от облуживания. у ювелиров вроде есть какая то химия. а то потом отскребать припой иногда неайс
Химия есть, вот только для твердых припоев, а это 500 гр и выше.
Практически любой лак, жир и просто грязь с окислами и никакой припой к стали не пристанет
В качестве флюса-паяльный жир, или, еще лучше, ортофосфорная кислота. И мощным(100 и более ваттт)паяльником. После пайки обязательно промыть водой(если с ортофосфорной).припой-ПОС40,лучше-ПОС61.
я больстеры обычным мягким припоем паяю, паяльником..
латунь без отпуска наверное не припаять к клинку,
хотя если узор нужен на голомени- погружаем клинок в мокрый песок режущей частью, и в таком виде припаиваем.. просто рзмышления, сам не пробовал))
также узор можно протравить поглубже и в него уже зачеканивать латунь.
Припой ПОС какой-нибудь, оловянно-свинцовый, флюс - солянка с растворенным в ней цинком (собсно, паяльная кислота), паять таки со стороны хвостовика, чтоб не чистить потом больстер и клин до дыр. Горелкой нужен глаз да глаз - чуть ближе-дольше - клин уж синий. Паяльник 60-100 ватт + строительный фен - это самый раз. Латунью или серебряными припоями паять или медными там - t ихнего плавления чаще всего около 800. Паяю такими. Винт в хвостовик в основном впаиваю. Не больстер, нет.
А вот с хлопком и полумесяцем никак. :-( Они сперва латунью его заливают, а потом калят. (Если калят)
Где-то выкладывали (или ссылку давали на ресурс, где было) описание в фотках процесса изготовления клинка, так латунь вделывали в сталь, сначала выбивая чеканами в клинке углубления по форме латунных изображений, и уже туда вплавлялась латунь. Потому и так грубо.
Тонкий орнамент делается методом таушировки, и это гораздо круче.
Кстати, а эти латунные накладки не приклёпывали?
SOS. Помогите ему люди добрые, мне очень нужен этот нож
С паяльной кислотой, обязательно залудить. Смонтировать на холодную и греть газовой горелкой очень осторожно до момента плавления, допаивать электрическим паяльником. Припой попачкает вокруг сталь - придётся немного повыё. но это не тудно.
Когда узбеки увидят этот нож - будут плакать три дня.
Удачи.
А уж если просветить их, что собирался нож на книге мастера ужасов Стивена Кинга и вобрал в себя некую соответствующую энергетику, то они еще и какаться будут. Периодически!
По сабжу - у зубных техников есть какой-то сплав, очень легкоплавкий, емнип, до 80 градусов по Цельсию! Я им легко пропаял маме садовую лейку. внимание! - 40-ваттным паяльником с жалом диаметром в 3 мм! С паяльной кислотой, естессно.
а легкоплавкость припоя является признаком низкой прочности или опять у меня суеверия разыгрались?
Это сплав Вуда или сплав Розе. Они не очень прочные, и довольно мягкие.
сплав Вуда - плавление 70 градусов по Цельсию
Олово - 12,5 %
Свинец - 25 %
Висмут - 50 %
Кадмий - 12,5 % - яд
сплав Розе - плавление 90 градусов по Цельсию
Олово - 25 %
Свинец - 25 %
Висмут - 50 %
видел в продаже в виде пакетиков маленьких лепёшечек (застывшие капли)
При хранении покрываются окисной плёнкой - это мешает
отличить эти сплавы по плавлению в кипятке.
Перед использованием бросьте в кипяток и переплавьте заново.
Окисел сойдёт в шлак и сплавы действительно
можно отличить.
Но нужено ли на ноже использовать сплав, что расжижается в кипятке?
Да и в составе легкоплавкого сплава Вуда есть яд - кадмий.
Соединения кадмия ядовиты. Особенно опасным случаем является вдыхание паров его оксида (CdO). Кадмий является канцерогеном.Острая токсичность
Пары кадмия, все его соединения токсичны, что связано, в частности, с его способностью связывать серосодержащие ферменты и аминокислоты.Симптомы острого отравления солями кадмия - рвота и судороги.
Хроническая токсичность
Кадмий - кумулятивный яд (способен накапливаться в организме).
В питьевой воде ПДК для кадмия 0,001 мг/дм³ (СанПиН 2.1.4.1074-01)
Читайте также: