Как закалить медицинскую сталь
Обновлено: 17.05.2024
Всем доводилось видеть скальпели, пинцеты, зажимы, дистиляторы и прочие медицинские штучки. Есть у меня вариант разжиться таким металлом. Внимание, вопрос: а что это за сплав? По виду - нержавейка, но магнитится. Вроде не ржавеет при штатном употреблении, но как себя поведёт на яхте? Термообрабатывается "до хрупкости стекла", но без закалки мягкая и податливая. Что это ваще такое?
Интересный вопросец Поспрошаю у спецов. В советское время эти сплавы имели литеру У и номер, а вот что сие такое - не знаю. Но они ржавели - не быстро, но ржавели. И еще - по моему есть разница между сталью для скальпелей и всяких там зажимов. Точно железо разное, зажимы и пинцеты ближе к пружинным сталям. Ну ладно - ежели чего узнаю сообчу
Много лет прошло - маркировки не помню. Но. есть технология изготовления жала ножа - по мягкости не должно валиться, по хрупкости не должно крошиться. Так вот, так как удаётся вывести жало на скальпеле, на другом металле бесполезно мучиться. Немного похоже при заточке. качественные коньки.
- Из: Новосибирск
- Судно: хожу регулярно :)
- Название: Други выручают.
Исходя из химического состава сплава (хирургической / медицинской стали), выделяют 4 основных группы:
1. Медицинская / хирургическая сталь первой группы (проба 200) представляет из себя сплав никеля, хрома, магния.
2. Сталь второй группы (проба 300) включает сплавы двух компоненов: никель и хром.
3. В сплаве стали третей группы содержаться сплавы никеля в более больших концентрациях (ПДК – 0,05%).
4. В четвертой группе не содержится ничего кроме сплавов хрома.
P.S. Многие марки нержавейки замечательно магнитятся.
Рулевой 2-го класса
Всем доводилось видеть скальпели, пинцеты, зажимы, дистиляторы и прочие медицинские штучки. Есть у меня вариант разжиться таким металлом. Внимание, вопрос: а что это за сплав?
По виду - нержавейка, но магнитится. Вроде не ржавеет при штатном употреблении, но как себя поведёт на яхте? Термообрабатывается "до хрупкости стекла", но без закалки мягкая и податливая. Что это ваще такое?
Рулевой 1-го класса
еще бывает так же 65 х 13 . Тоже мед. сталь , в ней содержание углерода 0,65 % , а хрома сответственно 13% . Довльно неплохая .
Не специалист по материалам, но хирург ))) Скажу так, по опыту общения с отечественными инструментами, сделанными из медицинской стали это полное г@@но,увы. Вот немецкие инструменты это да,это вещь!! Так что не связывайтесь с отечественной медицинской сталью
Не специалист по материалам, но хирург )))
Скажу так, по опыту общения с отечественными инструментами, сделанными
из медицинской стали это полное г@@но,увы. Вот немецкие инструменты это да,это вещь!! Так что не связывайтесь с отечественной медицинской сталью
Ну дык оно для дел хирургических и может и не очень годится - а на лодку в самый раз По своему опыту работы с металлолм пришел к выводу - для каждого вида рабоы свой инструмент из своего материала и своего способа изготовления согласно четко определенным тех. условиям.
Ведь говорили же дедЫ - правильно поставленный вопрос - половина решения проблемы. Стали типа ААхВВ при значениях АА>40 относятся к инструментальным(не медицинским!), а вот при АА от 09 до 30 - к кислотостойким и жаропрочным, от ВВ - % содержания хрома - качество(прпочность) стали сильно не зависит - хром дает стойкогсть к внешним условиям.
А по поводу немецких железок - знакомый стоматолог у немцев учился зубы ваять - сказал так - они концлагера непросто так строили . (м. б. кощунство конечно, но я почему то знакомцу верю. )
все-равно будет ржаветь, медленно, но будет (я работаю с медицинским инструментом, правда не российского производства)
В средине прошлого века были такие стали 3Х13, 4Х13. Ножи из них классные. Не ржавели, прекрасно затачивались, при хорошем ударе режущей кромкой о металл (обычный профиль) деффектов на лезвии не оставалось. Такое качество достигалось в т.ч. режимом термообработки. О листовом прокате этих сталей не знаю. Круг, квадрат, точно.
Такие стали наверняка идут по ТУ завода - изготовителя. Надо искать ТУ. Поищите на страничках металлургических заводов (Россия, Украина)
В средине прошлого века были такие стали 3Х13, 4Х13.
.
Такое качество достигалось в т.ч. режимом термообработки.
А вот несогласен - не в т.ч. - а именно термообработкой! Сама по себе железка мягкая - мех свойства низкие - углерода мало Отсюда (+ хром, естественно) и свойства повышенной стойкости к внешним условиям - но это не нержавейка!
Именно с 3Х13 я пролет-е-е-е-л с изготовлением водолазного ножа Заточка садилась на одной картофелине! Ну и перекалка ничего не дала.
Хотя потом (после поиска в литературе - и-нета тогда не было!) мы просто не могли достичь нужной t, с этими железками надо за 1000 - не было таких печек у нас.
А насчет и документации производителя - абсолютно правильно - все надо учитывать, а потом уж и применять
Из медицинского оборудования для наших целей подходят ложки для осмотра зева (есть у каждого терапевта), гнутся с небольшим трудом и не ломаются при этом, сверлить правда тяжеловато.
Закалка металла в домашних условиях: закаливаем сталь правильно
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.

Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник. Им проводят по режущей части приобретаемого инструмента. Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит. Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
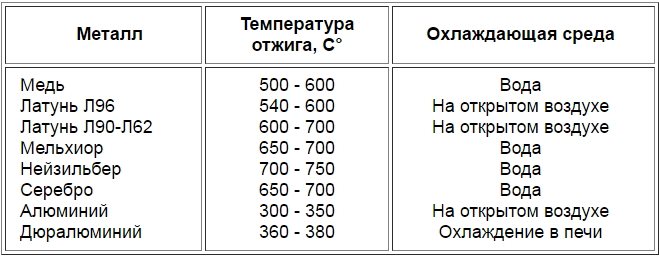
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
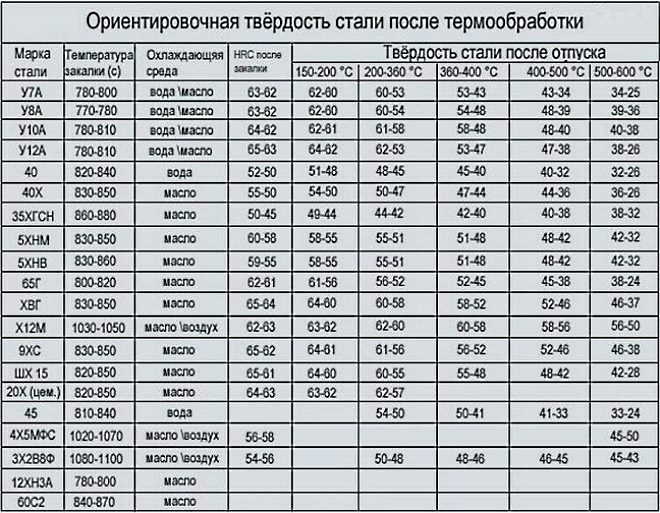
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
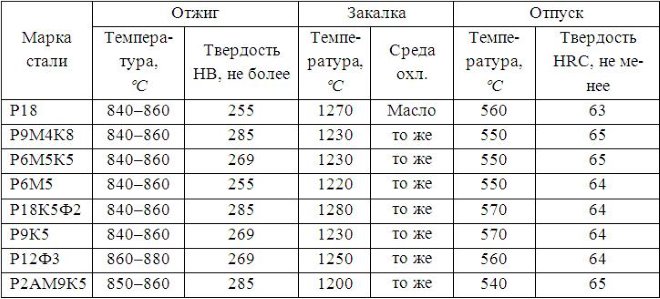
Режимы термообработки быстрорежущих сталей
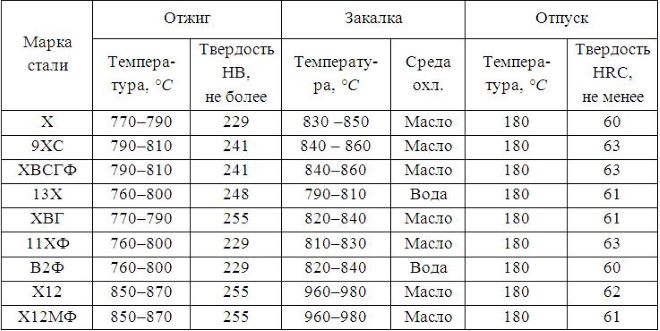
Режимы термической обработки легированных инструментальных сталей
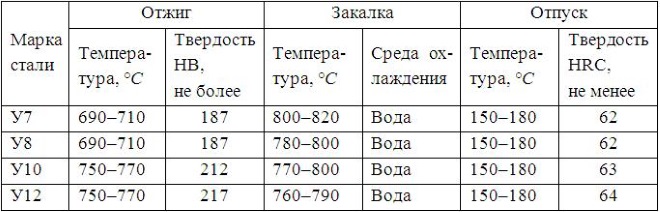
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.

Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.

Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
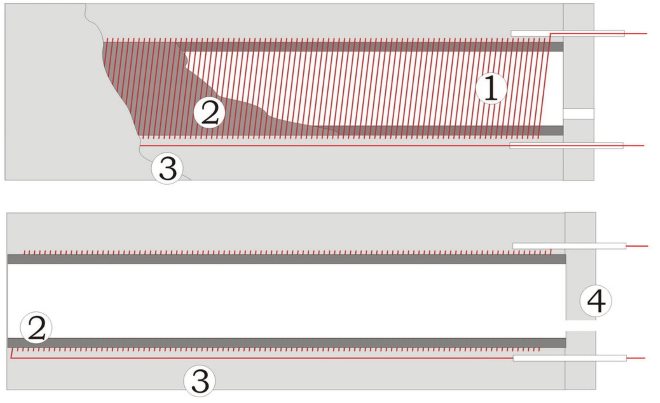
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.

Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.

Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
Особенности закалки различных видов стали – способы, температура, прочие нюансы
Одним из наиболее распространенных способов термообработки металлов является закалка стали. Именно при помощи закаливания формируются требуемые характеристики готового изделия, а ее неправильное выполнение может привести к излишней мягкости металла (непрокаливание) или к его чрезмерной хрупкости (перекаливание). В нашей статье речь пойдет о том, что такое правильная закалка и что нужно сделать, чтобы ее выполнить.

Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
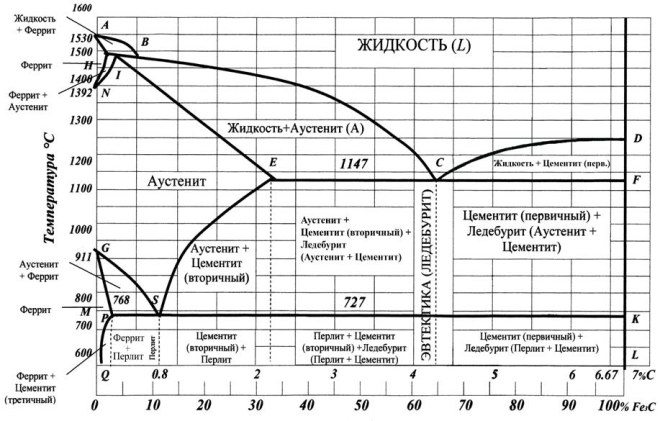
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.

Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.

На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.

Объемная закалка толстостенных заготовок
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.

Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.

Охлаждение в масляной ванне
Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.

Закалка и отпуск стали в домашних условиях
Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.
Хирургическая сталь: что это такое и сферы применения
Сталь – распространённый материал на основе железа. Включение в состав легирующих веществ сделало возможным получить материал нужного свойства. Изобретение «нержавейки» подтолкнуло многие отрасли промышленности к её использованию, этот сплав стал незаменимым помощником в медицине, повседневном быту.

Характеристика медицинской стали
Сталь медицинская – это группа разных марок металлов. Изделия отличаются привлекательным внешним видом. Но это только визуальная характеристика. По плотности и твёрдости медицинская сталь – лучший материал для медучреждений. В ней главное, с чем ассоциируется слово «медицина»:
Чистота инструмента зависит от наличия на нём микроскопических трещин, царапин, в которые может проникать грязь, вредные микроорганизмы. А медицинская или хирургическая сталь:
- не пропускает бактерии внутрь структуры;
- хорошо очищается;
- не вызывает аллергии.
Основные свойства хирургической стали
Понятие «хирургическая сталь» используется специалистами, чтобы обозначать материал, из которого сделаны медицинские инструменты.
Она может иметь различный химический состав, но обязательно отвечает требованиям, без которых применение в хирургии становится невозможным.
Механические
Главное свойство материала – твёрдость. Только из особо твёрдого сплава вытачивают сверхтонкое лезвие. При повышенной механической нагрузке инструмент не должен гнуться, а во время падения, ударов о твёрдую поверхность – образовывать трещины и сколы. Твёрдость зависит от наличия углерода, которого должно быть 0,4-1,2%.
В сплав вводится кремний (1%), марганец (1%), которые и придают готовым изделиям:
Физические
Пористость играет важную роль в дезинфекции инструмента.
Если он сделан из высокопористого сплава, в полости между зёрнами металла попадают бактерии – потенциальные распространители инфекции по организму человека.
Дезинфицирующие средства неспособны как следует обезвредить заражённые поры. Поэтому хирургическая сталь изготавливается из низкопористого сплава, хорошо поддающегося санитарной обработке.
Кроме того, вещи из хирургической стали обладают такими свойствами:
- водонепроницаемость;
- устойчивость к коррозии;
- инертность в отношении к органическим тканям;
- не выделяют токсинов.
При обработке сплавы не вступают в химическую реакцию с неорганическими веществами. И ещё один плюс – медицинская сталь не вызывает аллергии.

Технологические
При изготовлении марки хирургической стали используют современную технологию – легирование – добавление в железо присадок, чтобы полученный материал проявлял наилучшие свойства. Хром, никель, молибден, марганец – элементы периодической таблицы влияют на качественные характеристики конечного материала.

Состав сплавов для хирургической стали
Существует много видов обработки, но именно легирующие присадки влияют на уникальность. В зависимости от добавляемого вещества, меняется структура материала и свойства.
Молибденовый сплав
Из этого материала делают не только высококачественные инструменты, но и посуду, которую используют в медицине. Поверхность:
Молибденовая присадка повышает прокаливаемость сплава, чем существенно улучшает прочность, стойкость изделий.
Хромоникелевый сплав
Главной особенностью соединения называют жаропрочность, поэтому оно лучше прокаливается. Это влияет на прочность, большой ресурс эксплуатации. Сталь, обогащённая хромом и никелем, устойчива к окислению. Предметы, изготовленные из хромоникеля, не ржавеют, поэтому с лёгкостью «работают» в агрессивной щелочной среде.

Ферритно-хромистый сплав
Это распространённый вид сплава, применяемого как в медицине, так и в других производствах. Идеально противостоит коррозии, благодаря 14% входящего в состав хрома. Используется для изделий, не предназначенных для сильной нагрузки.
Сфера применения
Обладая массой преимуществ, медсталь используется в различных сферах жизнедеятельности человека.
- Медицинские хирургические инструменты: щипцы, скальпели, зажимы давно вошли в ежедневный обиход врача любой специальности. Протезы, которые контактируют с живой тканью, обладают прочностью, надёжностью. Тонкая иголка для шприца и высокотехнологические аппараты для проведения сложных операций имеют общее – они изготовлены из медицинской стали.
- Нетоксичная хирургическая сталь используется в пищевой отрасли. Столовые приборы выглядят аккуратно, эстетично. Некоторые детали кухонных электротоваров вылиты из медицинских сплавов.
- Машиностроение использует сплавы для деталей повышенной прочности. Нечувствительные к уксусной, молочной кислоте, они придают элементам устойчивости к изнашиванию, абразивности.
- Архитекторы, дизайнеры при помощи материала приводят здания и помещения в современный презентабельный вид.
- Последнее время медицинская сталь прочно занимает нишу в косметологии, на рынке ювелирных изделий. Украшения завоёвывают поклонников нетребовательностью в уходе, сравнительно низкой ценой. Привлекают и физические свойства: бижутерия из стали не так царапается, как золото, и не так чернеет от влаги, как серебро.
Специальная обработка
Чтобы материал приобрёл свойства, за которые его ценят, он проходит ряд технологических процессов:
- легирование металла (обогащение присадкой);
- закалка при температуре 1000-1100⁰С:
- отпуск (700-750⁰С);
- шлифовка.
Хром, который добавляют в сплав, делает его жаростойким, к тому же, придаёт изделию присущий ему холодный блеск.
Несмотря на то, что в описании хирургической стали указано, что она нетребовательна в уходе, чтобы изделия служили дольше, некоторым правилам всё-таки придётся следовать:
- Медицинские инструменты, а также те, что используются в косметологии, следует беречь от заражения. Для этого они должны храниться в индивидуальных упаковках, или в специальных боксах. После дезинфекции перед помещением в стерилизатор промыть водой, удалив остатки «химии». Это предотвратит возрастание агрессивности препарата под воздействием высокой температуры, что вызывает коррозию. Нельзя превышать дозировку дезраствора.
- Ювелирные украшения, независимо от состава, также требуют внимания:
- каждое изделие желательно хранить в отдельном контейнере (мешочке, коробочке);
- 1-2 раза в неделю протирать полировочной салфеткой, удаляя следы кожного жира, грязи;
- стальные украшения с позолотой носить отдельно от других, чтобы избежать мелких царапин.
Бижутерия надевается после нанесения косметики, чтобы химические средства не оставляли следов в виде пятен, жира.
Незаменимая хирургическая сталь «работает» не только в хирургии. Она востребована в косметологии, ювелирном деле. Можно сказать, что любой нержавеющий материал – это медицинская сталь. Представленная целой группой металлических сплавов, эта сталь встречается часто, так как почти каждая отрасль нашла в ней прекрасный материал, обладающий прочностью, жаростойкостью, длительным сроком эксплуатации.
Закалка ножа в домашних условиях
Много столетий назад, мастера-кузнецы задавались вопросом, твердости клинка. И многие из них понимали, что сталь после нагрева нужно быстро остудить. Дамасские мастера, закаливали сталь в ущельях, где дули сильные ветра. Они считали, что сила ветра передавалась клинку, и он становился упругим, твердым и не ломался.

Еще немного истории
Некоторые кузнецы использовали для этих целей мочу барана, собранную в течение трех дней. А другие применяли для такого процесса мочу мальчика, и он должен был быть непременно рыжим. Вот на какие хитрости шли мастера прошлого.
Кстати, применение мочи, можно частично оправдать, так как присутствие в ней солей, сопутствовало быстрому забору тепла у раскаленного металла.
Были даже довольно варварские методы закалки, раскаленный клинок вонзали между ребер раба, и считалось, что его сила переходила в металлическую заготовку. Хорошо, что те времена миновали. Но люди постепенно замечали, что если после нагревания металла, его поместить в соленую среду, качество и характеристики его улучшались.
Шло время, и было проделано тысячи способов до достижения положительного результата. Молодой ученый металлург Д. К. Чернов, работавший над этой проблемой в 1866 году, достиг немалых успехов в определении для каждого металла определенных значений.
Выбор стали для закалки ножа
Как известно, сталь это есть не что иное, как сплав углерода с железом. В них добавляются в небольших дозах добавки. Большую роль на качество будущего клинка они не играют. Важнейшим элементом является углерод. Добавки могут быть такие, как цинк, хром, молибден, кальций и т.д.
А вот чем меньше углерода в стали, она приобретает высокую прочность, но изнашивается быстрее и коррозия развивается быстрее. Для правильной закалки нужно обязательно знать состав будущего клинка. Лучше всего провести углеродный анализ стали.

Если будущее изделие будет, к примеру, из напильника или рессоры автомобиля. Закалка в данном случае просто необходима, тем более ковка такого металла подразумевает его обязательный нагрев. Проверить качество закалки, можно в домашних условиях, но он довольно «жестокий».
Нужно готовый клинок затянуть в тисках и начать постепенно гнуть его, и если излом клинка произойдет на отметке приблизительно в 45 градусов. Можно смело сказать – закалка была проведена верно. Но так следует сделать, после первой вашей самостоятельной закалки клинка, нужно хорошо запомнить весь процесс и повторить его заново.
Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь.
Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.
При данном процессе сталь получает твердость в 56 HRC.
Но учтите, что в данном случае закалка происходила без погружения в жидкости. Для каждой стали свои условия закалки. И результат, которого вы хотите добиться, будет целиком и полностью зависеть от самого процесса.
На открытом огне
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.
И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
После того как деталь приобрела нужный оттенок и не магнитится, нужно аккуратно взять ее клещами и опустить в масло на 3-и секунды, и так нужно поступить несколько раз. С каждым разом удерживая заготовку в масле немного дольше. И в конечном этапе погружаем ее в воду.
Как изготовить камеру для закаливания металла
Понятно, что изготавливая такую камеру, к процессу лучше подойти серьезно, так как делать вы ее будете не на один день или раз. Попробуем кратко описать процесс изготовления такой камеры, также называют ее – муфельная печь.
- Главное, правильно изготовить «тело» такой камеры, здесь прибегают к простому процессу. Будущая горловина изготавливается из любого бумажного твердого материала (типа картон), обмазывается огнеупорной глиной толстым слоем. Не забываем сделать тонкую прослойку парафина, между формообразующим бумажным материалом и глиной.
- Вторым этапом, минимум сутки высушивается будущая камера, а затем помещается в духовой шкаф и прокаливается на невысокой температуре около 90-110 градусов по Цельсию. После этого этапа бумажную составляющую уже можно извлекать.
- Окончательный обжиг конструкции происходит на открытом огне при температуре около 900 градусов, затем производится остужение при естественных условиях. Нужно дождаться полного охлаждения камеры.
- После того как заготовка будет остужена, она приобретает свойства камня, становится очень жесткой как кирпич. К ней приделывают дверцы, открывающиеся по горизонтали.
- Заключительным этапом можно назвать обматывание будущей печи проволокой из нихрома, диаметром сечения около 0,75 мм. На всю конструкцию потребуется около 18 метров. Для исключения короткого замыкания при обмотке обмазывать сразу лучше сырой глиной. В корпусе проделываем два отверстия, одно для термопары (измерять температуру), а второе для визуального контроля.
На этом, можно сказать, что печь для каления металла готова. Как видите, нет ничего сложного в изготовлении муфельной печи для дома.
Очень хорошо, если имеется печь для закаливания стали. Ее можно даже приобрести в специализированном магазине, но стоит удовольствие не дешево. Так как закалить нож в домашних условиях, не имея специальной муфельной печи? Выход есть и честно говоря не один.
Но для начала, нужно провести небольшие эксперименты, и подробно запомнить все ваши действия. Если результат окажется положительным, то эти же манипуляции можно производить с уже настоящей деталью.
Такой хитрый прием, поможет «набить руку» на небольших заготовках и приобрести навыки нагрева и охлаждения клинка. Нельзя забывать, что для разных сплавов, требуется разная температура и способы охлаждения, а иначе не избежать трещин и хрупкости заготовки.
Источник нагрева
В основном можно выделить несколько источников нагревания заготовки. Муфельную печь, лучше исключить, так как по всем экспертным оценкам – она самая лучшая в этом деле. Но мы попробуем оценить другие довольно распространенные приспособления для нагрева.
Кузнечный горн, довольно неплохо, справляется с накаливанием заготовок. Для такой цели может подойти паяльная лампа или пропановая горелка, способом проб и ошибок, можно достигнуть желаемого результата. Кстати, для этих двух вариантов, можно соорудить небольшую печь из огнеупорного кирпича, и процесс будет проще, а результат положительный.

Ну и последний, можно сказать, совсем неприемлемый источник нагрева, это газовая плита. Если хотите, что-то испортить воспользуйтесь этим вариантом.
Температурный режим
Как уже много раз говорилось, что каждая сталь требует определенной температуры. На производстве используют специальные термометры для контроля, но в быту можно использовать магнит (также выше говорилось).
Нельзя допускать темных пятен, это перегрев, что впоследствии испортит всю заготовку. Если у мастера достаточно опыта, то он может на глаз по цвету раскаленного металла определить, достаточно или нет, разогрета заготовка. Существует и такой метод закалки: нагревается трижды затачиваемая часть клинка до температуры в 285 градусов, а режущую часть только один раз, и до предельных 950-1000 градусов.
Режимы нагрева для каждой марки стали разные:
- низкоуглеродистая сталь требует нагрева в пределах 757-950 °С;
- стали с большим содержанием углерода достаточно и 680-850 °С;
- а вот легирующие марки требуют от 850 до 1150 °С.
Существует целая таблица цветов, цветов каления. К примеру: коричнево-красный 580-650 °С, темновато-красный 780-830 °С или оранжевый 950-1000 °С. Так что будьте бдительны и не перекалите заготовку.
Охлаждение и отпуск
Для правильной закалки нужно выдержать правильный температурный режим при охлаждении. Нержавеющие сплавы предпочтительнее охлаждать в минеральном масле с присадками. А низколегированные стали, в водных растворах с солью, и другими добавлениями.

Существует много вариантов охлаждения:
- клинки с двусторонними лезвиями, опускают сперва в масло, а затем в водный раствор;
- трижды в масло опускают заготовки раскаленные докрасна, каждое погружение, по времени чуть дольше предыдущего. И только потом опускают в воду;
- для придания упругости середине клинка прогревают эту часть, затем опускают в кипяток на 2 часа, а затем в ледяную воду.
При этих всех манипуляциях стоит учитывать, что в масле металл остывает в два раза быстрее. Заготовка, прошедшая закалку, для восстановления кристаллической решетки структуры метала, подвергают специальному процессу, который называется– отпуск. В процедуре этой нет ничего сложного: клинок нужно прогреть в течение пары часов. Для легированной стали 270-320 градусов, для простой 150-200 градусов.
Определение качества работы
Пройдя все вышеописанные этапы, хотелось бы узнать, что из этого выйдет. Как проверить качество проделанной работы, довольно просто:
- заточки должно хватать надолго;
- лезвие не должно сминаться или крошиться при соприкосновении с плотными материалами;
- клинок должен иметь пластичность, изгибаясь – восстанавливать прежнюю форму;
- нормальный инструмент, при регулярной заточке и постоянном использовании, должен прослужить не менее 10 лет.
Не забывайте, что настоящее мастерство приходит с опытом. А опыт, как известно – сын ошибок трудных.
Если не получилось с первого раза, или со второго, то проявите настойчивость – с десятого выйдет не хуже, чем у других. Изучайте материал, упражняйтесь и ваяйте истинную красоту.
Читайте также: