Как залудить стальной провод
Обновлено: 28.04.2024
Практически во всех сферах электромонтажных работ, моделирования, робототехники, радиоэлектроники используются токоведущие провода, как соединительный элемент электрической цепи.
Среди огромного разнообразия методов соединений для получения качественного электрического контакта может выполняться пайка, клеммное обжатие, болтовое соединение, гильзовая обжимка. Но ни один контакт не может длительно сохранять электрические параметры без предварительного покрытия проводника слоем олова. Поэтому в данной статье мы рассмотрим, как лудить провода и для чего выполняется эта процедура.
Зачем нужно лудить провода?
Не смотря на то, что большинство проводников изготавливается из цветных металлов, особо не подверженных коррозионному разрушению, их поверхность, со временем, все же окисляется. Это приводит к возникновению полупроводникового слоя с довольно большим показателем омического сопротивления, значительно превышающим сопротивление металла. Из-за чего в местах окисления алюминиевых и медных проводов будет возникать чрезмерный нагрев и металла, и окружающих его элементов – изоляции, деталей, конструктивных частей. Перегрев, в свою очередь, может, как вывести со строя оборудование, так и привести к воспламенению горючих частей.
Процесс лужения подразумевает под собой нанесение защитного проводящего слоя на проводник. Такой слой должен равномерно распределяться по контактной поверхности и прочно закрепляться на ней, для чего разработана специальная технология.
Материалы и инструменты, чтобы лудить провода
Для того чтобы лудить провода вам понадобятся специальные вещества, слесарный и электрический инструмент. Их желательно заготовить заранее, чтобы вам не пришлось отвлекаться от работы и переделывать определенные этапы по-новому.
Сюда относятся:
- – необходим для удаления диэлектрика с токоведущих частей, позволяет очистить с поверхности проводов полимерный, тканевый или лаковый состав. Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы. Рис. 1: специализированное приспособление для снятия изоляции
- Приспособления для удержания и манипуляций с проводами – пассатижи, кусачки, пинцет и прочие. Позволяют перекусить токоведущие жилы, удерживать их под воздействием высоких температур, гнуть, подносить к паяльнику, чтобы лудить и т.д.
- Приборы для разогрева припоя – в зависимости от метода пайки выделяют устройства локального и общего воздействия. Первые из них представлены паяльниками и станциями, которые позволяют лудить провод в определенной точке. Они подходят, чтобы лудить провода малого и среднего сечения локально. Вторые представлены тигелями и печами, которые наполняются лудильной смесью для погружения металлических жил или мест пайки, они позволяют выполнять большие объемы работы и лудить провода большого сечения или целые детали. Рис. 2: разновидности устройств для разогрева припоя
- Флюсы и припои – являются расходными материалами, используются для покрытия проводов, при пайке скруток и т.д. Флюсы наносятся перед тем, как лудить провода, чтобы очистить поверхность и сделать ее более восприимчивой. И те и другие представлены широким ассортиментом, припои отличаются по химическому составу, тугоплавкости и электротехническим свойствам. Одни из них предназначены для медных проводников, другие только для алюминиевых проводников. Флюсы также имеют большой ассортимент, в быту чаще всего используют канифоль и паяльную кислоту, реже применяют подручные средства.
Перечень необходимых материалов и инструментов подбирается непосредственно перед тем, как лудить провода исходя из конкретных задач и особенностей обрабатываемой детали. А о назначении, применении и типах наиболее распространенных припоев и флюсов вы можете узнать из таблиц ниже.
Таблица 1: Наиболее распространенные флюсы для пайки
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса | |
| Канифольные не активные флюсы | |||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью | |
| Спирто – канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | ||
| Глицерино – канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | ||
| Канифольные активные флюсы | |||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью | |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Кислотные активные флюсы. | |||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью | |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | |||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью | |
Таблица 2: Наиболее популярные припои для пайки паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Пошаговая инструкция
Наиболее простым и распространенным способом, чтобы лудить поверхность, является обработка паяльником, поэтому рассмотрим детально такой способ. После того, как вы подготовили все необходимое, чтобы лудить провода, выполните следующие операции:

- Определите длину обрабатываемого участка – рекомендуется лудить отрезки в пределах от 10 до 50мм. Если нет каких-либо конкретных требований к этому параметру, то оптимальным будет расстояние в 10 – 20мм.
- Очистите отрезок провода от изоляционного покрытия, в данном примере используется острый нож, но можете применять и другие инструменты. Рис. 3: удалите изоляцию
Соблюдайте осторожность при удалении слоев диэлектрика, чтобы не повредить жилу, что особенно актуально для многожильных проводов, так как это существенно уменьшит их поперечное сечение.
Для этого можете использовать тот же нож, но это не всегда представляется удобным. Так как тонкие проводники легче обрабатывать наждачной бумагой, напильником или химическими реагентами. Многожильные марки проводов необходимо распушить, чтобы обработать их со всех сторон.
- Перед тем как лудить, необходимо очистить жало от остатков припоя, нагара, кусочков металла. Это можно сделать при помощи наждачки или напильника, особо крупные наплывы можно удалить ножом. Рис. 5: Очистьте жало паяльника
- Включите паяльник и дождитесь его полного прогревания. Если вы начинающий радиолюбитель и еще не можете опередить достаточность нагрева по времени или внешним признакам, коснитесь жалом паяльника олова, припой должен моментально расплавиться – это значит, что вы можете начинать паять паяльником. Рис. 6. Опробуйте достаточность прогрева паяльника
- Нагрейте паяльником зачищенные жилы и поместите их в канифоль. Рис. 7: опустите провод в канифоль
Дождитесь плавления флюса и аккуратными движениями проверните провод под жалом. Добейтесь равномерного распределения канифоли по поверхности. Если вы не будете лудить канифолью, а используете какие-либо специальные флюсы, технология их применения может отличаться.

- Разогрейте припой и нанесите его на кончик провода, если флюса оказалось достаточно, и он равномерно распределился по все поверхности, олово быстро покроет нужную вам площадь. Рис. 8: нагрейте и наберите припой
Поверните провод у жала паяльника, чтобы слой олова попал на всю площадь электрического контакта.
- После лужения внимательно осмотрите слой припоя, он должен иметь гладкую, ровную поверхность светлого цвета. Если ваш результат отличается (имеются комочки, неравномерное распределение или темные пятна), то лучше повторить процедуру и полудить провода снова.
В виду большого разнообразия медных и алюминиевых проводов, типов электрических соединений лудить такие элементы нужно по-разному, соблюдая определенную технологию. Такие знания доступны опытным радиолюбителям, но мы рассмотрим самые часто встречающиеся из них.
Советы профи о том, как лудить провода
Если под рукой нет заводского флюса, очистить поверхность от оксидов поможет таблетка аспирина, деревянная дощечка или пластик. Каждый из этих компонентов достаточно расположить под проводник и паяльник, а выделяемые из них при нагревании вещества дадут нужный эффект.
Наиболее эффективно лудить аспирином – это универсальное средство, пластик хорошо подходит для мелких многожильных марок кабельно-проводниковой продукции. Дерево требует длительного нагревания и прожигания до появления дыма, поэтому его целесообразно использовать как вспомогательный элемент.
Новые детали, которые вы достаете из упаковки, можно сразу паять, их ножки уже очищены заводом изготовителем, и их не нужно лудить, так как припой равномерно и прочно сцепиться с поверхностью без этого.

Рис. 9: пайка новой детали без лужения
Если вы собираетесь лудить большую длину или обмоточные провода, лучше возьмите тигель, паяльником эту процедуру выполнять нецелесообразно.

Рис. 10: обжечь покрытие тонких проводов
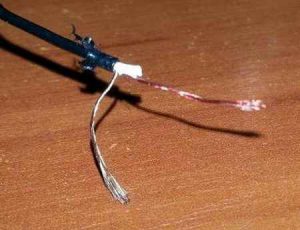
Для того чтобы припаять или залудить скрутку слаботочных проводников, к примеру, в гарнитуре мобильного телефона или наушниках, медную поверхность очищают от лака. Но делать это вручную довольно сложно, поэтому куда проще обжечь жилы зажигалкой и очистить от нагара.
Чтобы эффективно лудить металл старайтесь работать не ребром конца паяльника, а его плоской частью. Это увеличит площадь рабочей поверхности и улучшит прогревание.
Учтите, что со временем классические паяльники разогреваются еще больше, поэтому легкоплавкие припои могут скатываться с жала еще до того, как вы поднесете их к проводам. Чтобы избежать такого эффекта, не стоит включать устройство заблаговременно, сделайте это непосредственно перед тем, как начать лудить провод.
Почему не лудится провод
Почему не лудится провод – как и чем быстро залудить
Очень часто начинающие радиолюбители, да и не только, сталкиваются с такой проблемой, как невозможность залудить провода. Вроде и все делают правильно, и канифоль с оловом качественные используют, но вот не ложится припой и все.
Еще часто проблемы возникают в том случае, если провода имеют бежевый цвет. И если медь еще более менее как-то паяется, то вот с такими проводами чаще всего и возникают проблемы при лужении. Они нередко встречаются в китайских устройствах, будь-то наушники или что-то другое.
Причины, по которым не лудятся провода
Существует несколько главных причин, по которым провода не лудятся оловом:
- Неподходящий сплав;
- Тугоплавкая оксидная пленка на поверхности;
- Наличие эмали на проводах;
- Использование неподходящего флюса;
- Перегрев паяльника.

Если паяльник будет сильно перегреваться, то, запаять и залудить им провода просто невозможно. Связано это с тем, что флюс быстро выгорает, жало окисляется, и припой не липнет к нему.
Как залудить провода
Если вы используете для лужения проводов сосновую канифоль, а провода не лудятся, то попробуйте заменить её на другой флюс. Можно попробовать в качестве такого использовать обычную лимонную кислоту. Потребуется всего лишь пару гранул для того, чтобы залудить провода. Чаще всего проблема решается именно таким способом.

Можно также использовать для лужения проводов и медный купорос. Его нужно аккуратно наносить на спаиваемые изделия при помощи медной щёточки. Кроме того, можно использовать таблетку аспирина, которая также часто применяется для лужения проводов.
Вообще, если провода не лудятся, то, скорее всего в их составе присутствует нержавейка. Металл, достаточно сложный для паяния, поэтому нужно применять и соответствующие материалы для этих целей. Часто именно аспирин помогает спаять и залудить провода из нержавейки.

Чтобы паять нержавейку в качестве флюса необходимо использовать олеиновую или фосфорную кислоту. Также важно не забывать о том, что паяльник должен иметь соответствующую температуру. Если паяльник сильно перегревается, то паять им становится очень трудно.
Как регулировать температуру паяльника
Сегодня в продаже можно без проблем приобрести паяльники с терморегулятором. Очень удобная штука, рекомендую. Однако что делать, если паяльник старый, но вполне себе рабочий, только вот без регулятора температуры.
Самый простой способ регулировать температуру нагревания жала в старом паяльнике, это встроить выключатель в провод питания. При необходимости, можно сразу же обесточить паяльник, чтобы он не перегревался.
Также можно использовать диммер или переменный резистор, чтобы регулировать температуру нагревания жала паяльника. Многие понижают мощность своих паяльников и путем установки диода.
Правила пайки стали

Правила пайки стали
Если кто не знает, то изделия из стали можно не только сваривать, но и паять. Однако в отличие от пайки меди и алюминия, пайка стали имеет свои особенности.
Наиболее просто пайке подвергается низколегированная сталь, что во многом обусловлено её характеристиками и составом. На поверхности изделий из низколегированной стали не такая прочная плёнка окислов, которая может быть устранена при помощи использования обычного флюса.
А вот паять конструктивную сталь, уже более сложно, за счет того, что в её составе содержится хром, в качестве легирующей добавки. Наличие хрома в стали значительно усложняет пайку деталей из неё, и требует использования особых припоев.
Чем лучше всего паять изделия из стали
Сразу нужно оговориться и сказать о том, что паять сталь можно и оловом. Однако если мы хотим получить достаточно прочное и надежное соединения, то предпочтительно использовать тугоплавкие припои с содержанием серебра и меди.

При использовании таких припоев сталь спаивается довольно при высокой температуре, начиная от 450 градусов. Поэтому использование обычного 100 ватного паяльника для этих целей здесь не совсем целесообразно. В основном применяются газовые горелки.

Также, следует знать, что флюсы для пайки бывают разные. Одни из них требуют смывания водой с мылом, другие нет. Смывать надо обязательно флюсы на основе соляной и ортофосфорной кислоты.
Как паять сталь обычным оловом
Пайка стали обычным оловом возможна с использованием ортофосфорной кислоты в качестве флюса. Обязательно после пайки следует смыть флюс водой. Это главное условие при использовании кислот в качестве активных флюсов при пайке металлов.
Перед тем как подвергать металл лужению, с его поверхности нужно полностью снять все загрязнения, в том числе ржавчину и следы масел. Для выполнения данной работы можно воспользоваться шлифовальной шкуркой, стальной щёткой или же напильником.

Для эффективности можно обработать места с ржавчиной, перед пайкой, специальным раствором-преобразователем ржавчины. Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Только после тщательной подготовки стальных изделий на них можно наносить тонкий слой флюса. Перед соединением деталей из стали, если для пайки используется олово, то предварительно осуществляют лужение заготовок.
Лужением называется равномерное смачивание поверхности спаиваемых деталей с помощью расплавленного олова.
После выполнения лужения детали соединяются и надежно фиксируются в выбранном положении. Затем они тщательно прогреваются газовой горелкой до температуры, которая будет превышать температуру плавления припоя. Таким образом, происходит пайка стали.

При этом расплавленный припой сам затекает в зазор между заготовками и заполняет собой всё имеющееся пространство. При остывании он образует надежное и прочное соединение. Расплавление основного металла при этом не происходит.
Обязательно, как и было сказано выше, после пайки стали с оловом и ортофосфорной кислотой, нужно смыть все следы флюса в конце.
Технология лужения токопроводящих жил – обзор методов
Существуют различные способы соединения отдельных электрических проводников. От качества получаемого контакта зависит надежность, безопасность и бесперебойность всей электрической цепи. Для достижения указанных показателей требуется выполнять лужение проводов.
В чем заключается необходимость лужения проводов
Современные проводники изготавливаются из цветных сплавов, покрытых изоляционным слоем, что сопровождается повышенным сопротивлением к коррозионному воздействию. При выполнении их соединения требуется зачистить часть изоляции. Это приводит к образованию контакта с воздушной средой, а со временем — к окислению поверхности проводника.

Обратите внимание! При наличии слабого контакта будет отмечаться повышенный нагрев в месте соединения проводов. В лучшем случае все закончится обрывом электрической цепи, в худшем — возгоранием.
Для исключения указанных проблем следует лудить зачищенные участки проводов. Облуживание удалит с открытых жил кабеля оксидные примеси и позволит повысить сцепление между соединяемыми элементами.
Перечень необходимых для лужения провода материалов и инструментов
Качественно облудить соединяемые жилы кабеля можно только после предварительной подготовки. Она заключается в сборе требуемого материала и инструмента. Для проведения лужения потребуется:
- Устройство для удаления изоляционного покрытия — используется для снятия полимерной, лаковой или тканевой изоляции. При этом жила не подвергается механическим повреждениям. Такой инструмент стоит достаточно дорого. При его отсутствии можно воспользоваться канцелярским ножом или скальпелем.
- Средство для удерживания проводников — процесс лужения сопровождается нагревом жил кабеля и различных припоев до высоких температур. Поэтому понадобится подготовить плоскогубцы, пинцет, кусачки или подобный инструмент.
- Припои, флюсы — материал, используемый непосредственно для лужения проводников. Первоначально электропровод обрабатывается флюсом для очистки поверхности. Затем наносится слой припоя. Существуют различные виды указанных материалов, которые подбираются под конкретный сплав проводника.
- Устройство для разогревания припоя — подбираются исходя от требуемого вида выполнения пайки. При локальном лужении жил кабеля небольшого сечения используются паяльники или паяльные станции. Чтобы облудить провода с толстыми жилами, используется тигель или печь. Их конструкция предусматривает наличие специальной ванны, которая заполняется лудильной смесью.
Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
Тонкости проведения лужения проводов
Лужение проводов состоит из множества нюансов, которые становятся доступными с опытом. Далее представлены некоторые советы от профессионалов о том, как облегчить и улучшить процесс облуживания:
- Чтобы залудить провод большой длины, целесообразнее использовать тигель или печь.
- При выполнении пайки заводских деталей не нужно делать облуживание. Все контактные части уже очищены от примесей.
- Удалять слой лака с проводников мелкого сечения гораздо проще при помощи зажигалки. Достаточно обжечь контактную часть и удалить образовавшийся нагар.
- При работе с припоем рекомендуется использовать плоскую часть жала паяльника.
- Старые паяльники со временем разогреваются до больших температур. Это приводит к тому, что припой скатывается с жала в процессе пайки. Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.

Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.

При применении аспирина рекомендуется использовать классическую форму препарата. Таблетки растираются до порошкообразного вида и растворяются в воде или спиртосодержащей жидкости. Потребуется принять меры для защиты органов дыхания. Можно использовать ватно-марлевую повязку или задействовать вытяжку. Оба варианта сопровождаются выделением вредных газов.

Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.

Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.

Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Пайка проводов паяльником в домашних условиях
Качественная пайка проводов гарантирует надежность их контакта. Однако для соединения придется учесть материал токоведущих жил, тип флюса, припоя и ряд других факторов. Каждому, кто работает с проводкой, будет полезным разобраться в этих вопросах и узнать, как правильно паять провода.
Физика процесса пайки
Пайка проводов — это их электрическое соединение, по надежности уступающее только сварке. При спаивании токоведущие жилы соединяются на уровне микрочастиц. Расплавленный припой проникает в поверхность медного провода и становится с ним одним целым.

Для достижения этого эффекта требуется 2 фактора:
- Высокая температура. Необходима для расплавления припоя до текучего состояния.
- Чистота поверхности спаиваемых металлов. Слой грязи, окисла или жира препятствует диффузии припоя в поверхность металла.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.

Обратите внимание! Большинство продаваемых паяльников имеют правильную температуру для ПОС-60. Если требуется работать с другими припоями, то придется приобретать паяльную станцию. На ней возможно вручную регулировать температуру жала и поддерживать ее на заданном уровне.
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Примером твердого флюса служит канифоль. Это хоть и устаревший, но по-прежнему востребованный расходный материал. Канифоль состоит из смол хвойных деревьев. В состав современных флюсов часто входят различные жиры и кислоты. Применяя их, возможно паять сталь и другие металлы.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.

Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Важно! Самый главный критерий при выборе флюса — это его активность. От этого зависит надежность контакта. Для пайки меди оптимально подходит слабоактивная канифоль. Если применить для подобных проводов сильноактивные флюсы на основе соляной или ортофосфорной кислоты, то со временем место контакта начнет окисляться.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.

Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.

Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.

Обратите внимание! Оплетка для удаления припоя продается в магазинах. Однако ее возможно получить гораздо быстрее и дешевле. Экраны некоторых сигнальных кабелей обладают таким же строением как лента для удаления припоя. Достаточно разделать старый ненужный антенный провод РК-75 и бесплатная оплетка для пайки готова. Для улучшения всасывающих свойств ленту не помешает пропитать любым слабоактивным жидким флюсом.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Важно! Новый паяльник при первом подключении в розетку начинает дымить. Не следует переживать. Это абсолютно нормальное явление. Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Важно! Существуют и другие, экзотические виды паяльников. Например, инфракрасный. Нагрев осуществляется с помощью ИК теплового излучения.
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.

Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.

Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Особенности пайки электропаяльником
Пайка электропаяльником имеет ряд особенностей перед другими способами соединения. Их необходимо учитывать при выполнении монтажных работ.
Важно! Работая в домашних условиях, старайтесь не вдыхать испарения от паяльника. Дымок от канифоли относительно безопасен. А пары кислот совсем не полезны для органов дыхания и приводят к кашлю. Если нет специальной вытяжки, то пайку следует проводить с открытыми окнами.
Выбор флюса
Чаще всего электрики используют твердый флюс — канифоль. Есть два способа нанести ее на спаиваемые провода:
- Жало паяльника касается камушка канифоли. Затем флюс переносится с разогретого острия инструмента на спаиваемые провода. Важно успеть нанести канифоль на токоведущую жилу до того, как она испарится с жала. Обычно это 3-5 секунд.
- Зачищенный провод кладется на канифоль и прижимается сверху нагретым жалом. При этом флюс плавится, а провод погружается в расплав.
Канифоль можно смешать с этиловым спиртом. В итоге получится неплохой жидкий флюс, который удобно наносить кисточкой. Здесь важно не переборщить, чтобы раствор не стекал по изоляции провода. Ведь в будущем на это место прилипнет пыль.
Пайка многожильных проводов
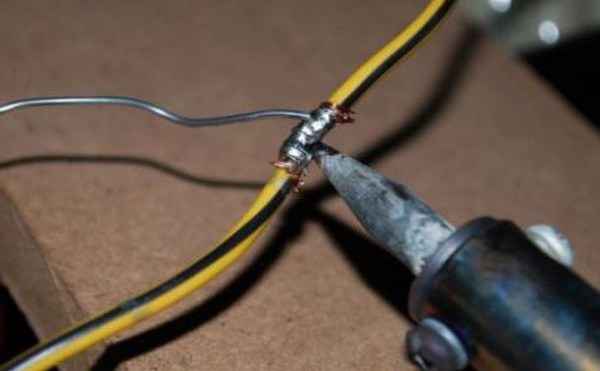
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.

Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.

Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
После пайки с Ф-64 скрутку нужно промыть слабощелочным раствором для нейтрализации кислотных свойств флюса. Для получения отмывочной смеси достаточно развести пищевую соду в теплой воде. Затем требуется отмывка простой мыльной водой или жидким мылом с применением зубной щетки.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.

Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.
Читайте также: