Какие изменения свойств происходят при закалке малоуглеродистых сталей
Обновлено: 29.04.2024
Она предназначена для придания изделиям из металла большей прочности и твердости. Но следует помнить, что при этом они становятся хрупкими. Обычно закаливаются рабочие части инструментов и детали механизмов, подвергающиеся тяжелым нагрузкам. Изделия из низкоуглеродистой стали практически не меняют своих свойств после закалки, поэтому подвергают их термической обработке крайне редко.
Деталь нагревают до температуры, превышающей на 30–70 °C температуру установления правильной кристаллической структуры. Время нагрева должно быть достаточным для установления равномерного строения во всем объеме металла. Оно зависит от размеров детали и ее формы, а также от сорта стали.
Слишком длительная выдержка приводит к тому, что зерна металла увеличиваются, и он теряет прочность. Поэтому продолжительность выдержки ориентировочно берется равной 0,2 от времени нагрева. В горне деталь следует расположить так, чтобы холодный воздух из фурмы не попадал на ее поверхность. Для этого заготовку кладут на слой смешанного с золой угля.
Очень важной частью закалки является охлаждение. От него зависит установление необходимой структуры металла.
Скорость охлаждения не должна быть меньше 150 °C в секунду. Так как температуру заготовки целесообразнее всего доводить до 400–450 °C, то продолжительность процесса составляет лишь 2–3 секунды.
В качестве жидкостей для охлаждения используются вода и трансформаторное масло. В последнем скорость понижения температуры меньше, при нормальных условиях она не превышает 180 °C в секунду. В холодной воде охлаждение идет быстрее – примерно 600 °C в секунду.
При погружении раскаленной детали в жидкость очень важно, чтобы температура последней повышалась очень незначительно. Если объем ее небольшой, то увеличить конвекцию можно помешиванием.
Хороший результат дает закалка в проточной воде, так как при этом образующийся между заготовкой и жидкостью слой пара быстро рассеивается. Улучшить качество закалки можно добавлением в емкость поваренной соли, соды (до 10 %) или серной кислоты (до 12 %).
Когда требуется закалить только часть изделия, например рабочую часть инструмента, после опускания на необходимую глубину его несколько раз перемещают в вертикальном направлении, чтобы не образовалось трещин в промежуточной части.
При неправильном погружении в воду изделие может покоробиться от неравномерного охлаждения. Чтобы этого избежать, надо опускать детали в воду так, как это показано на рис. 157.
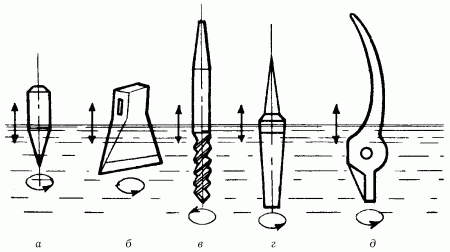
Рис. 157. Погружение поковок в охлаждающую жидкость: а – зубило; б – топор; в – сверло; г – напильник; д – клещи.
Скорость охлаждения так же, как и скорость нагрева, зависит от размеров заготовки и материала, из которого она сделана. Изделия из малоуглеродистых сталей охлаждают в воде, но если они имеют сложную форму, то лучше проводить процесс в масле, иначе на поверхности могут появиться трещины.
У заготовок большой площади сечения верхние слои охлаждаются быстрее нижних, поэтому закалка внешней части гораздо более сильная. Если сталь содержит легирующие элементы – такие, как марганец, хром и другие – то глубина закалки увеличивается.
Часто кузнецы выполняют закалку изделий сразу после ковки, что позволяет значительно экономить топливо. Для этого ковка выполняется с таким расчетом, чтобы после ее окончания металл имел температуру, при которой можно проводить закаливание.
С понижением накала изделия скорость охлаждения тоже должна меняться. В интервале 650–450 °C она должна быть не больше 30 °C в секунду. Чтобы достичь такого режима, пользуются способом, который называется «через воду в масло».
Заготовку опускают сначала на несколько секунд в воду, а затем быстро переносят в масло. Время выдержки составляет 1–1,5 секунды на каждые 5 мм сечения детали. Такой способ применяется для закалки инструментов, сделанных из низкоуглеродистой стали.
Часто у различных режущих инструментов требуется закалить только верхнюю поверхность, а середину оставить мягкой. В этом случае пользуются поверхностным способом закалки.
Изделие на короткий срок помещают в горн или раскаленную до 1000 °C печь, а затем подвергают быстрому охлаждению под проточной водой. При этом надо тщательно соблюдать температурный режим закалки, в противном случае не исключено образование трещин.
Закалка различается по интенсивности. Получить сильную степень можно с использованием охлажденной до 15–18 °C воды и добавками соли и соды.
Среднюю закалку дает погружение поковки в горячую воду, а также добавление нефти, мазута, жидкого минерального масла и пр. Эти материалы образуют на поверхности пленку толщиной до 3 мм, которая более плавно охлаждает деталь.
Закалка с использованием в качестве охлаждающего материала струи воздуха или расплавленного свинца получается самой слабой.
Таким способом закаливают художественные изделия и части несущих конструкций, требующих большой точности расположения частей.
Какую сталь можно закалить

Закалкой называют вид термической обработки металлов, который заключается в нагреве выше критической температуры с последующим резким охлаждением (обычно) в жидких средах. Критической называют температуру, при которой происходит изменение типа кристаллической решетки, то есть осуществляется полиморфное превращение. Она определяется она по диаграмме «железо-углерод».

Свойства стали после закалки
После закалки увеличивается твердость и прочность стали, но при этом повышаются внутренние напряжения и возрастает хрупкость, провоцирующие разрушение материала при резких механических воздействиях. На поверхности изделия появляется толстый слой окалины, который необходимо учитывать при определении припусков на обработку.
Внимание! Некоторые изделия закаляются частично, например, это может быть только режущая кромка инструмента или холодного оружия. В этом случае на поверхности изделия можно наблюдать четкую границу, разделяющую закаленную и незакаленную части. Закаленную часть на клинках называют «хамон», что в переводе на современный язык металлургии означает «мартенсит».
Определение! Мартенсит – основная составляющая структуры стали после закалки. Вид этой микроструктуры – игольчатый или реечный.
Для уменьшения внутренних напряжений и роста пластичности осуществляют следующий этап термообработки – отпуск. При отпуске происходит некоторое снижение твердости и прочности.
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650—400 °C, то есть в том интервале температур, в котором аустенит менее всего устойчив и быстрее всего превращается в ферритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда, а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Читать также: До скольки часов можно сверлить
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения — стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
Технология закалки
Режим закалки определяется температурой, временем выдержки, скоростью охлаждения, используемой охлаждающей средой.
Способы закалки стали:
- в одном охладителе – применяется при работе с деталями несложной конфигурации из углеродистых и легированных сталей;
- прерывистый в двух средах – востребован для обработки высокоуглеродистых марок, которые сначала остужают в быстро охлаждающей среде (воде), а затем в медленно охлаждающей (масле);
- струйчатый – обычно востребован при частичной закалке изделия, осуществляется в установках ТВЧ и индукторах обрызгиванием детали мощной струей воды;
- ступенчатый – процесс, при котором деталь остывает в закалочной среде, приобретая во всех точках сечения температуру закалочной ванны, окончательное охлаждение осуществляют медленно;
- изотермический – похож на предыдущий вид закалки стали, отличается от него временем пребывания в закалочной среде.
Типы охлаждающих сред
От правильного выбора охлаждающей среды во многом зависит конечный результат процесса.
- Для поверхностной закалки и работы с изделиями простой конфигурации, предназначенными для дальнейшей обработки, применяется в основном вода. Она не должна содержать соли и примеси моющих средств, оптимальная температура +30°C.
Внимание! Использовать этот способ охлаждения для деталей сложной конфигурации не рекомендуется из-за риска появления трещин.
Внимание! Для работы с изделиями из углеродистых сталей со сложным химическим составом используют комбинированное охлаждение. Оно состоит из двух этапов. Первый – охлаждение детали в воде, второй, после +200°C, – в масляной ванне. Перемещение из одной охлаждающей среды в другую должно производиться очень быстро.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Читать также: Сечение кабеля для электроплиты 220
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Какие стали можно закаливать?
Процедурам закалки и отпуска не подвергается прокат и изделия из него, изготовленные из малоуглеродистых сталей типа 10, 20, 25. Этот вид термообработки эффективен для углеродистых сталей (45, 50) и инструментальных, у которых в результате твердость увеличивается в три-четыре раза.
Таблица режимов закалки и областей применения для некоторых видов инструментальных сталей
| Марка стали | Для какого инструмента используется | Температура закалки, °C | Температура отпуска, °C | Охлаждающая среда для закалки | Охлаждающая среда для отпуска |
| У7 | Молотки, кувалды, плотницкий инструмент | 800 | 170 | Вода | Вода, масло |
| У7А | Зубила, отвертки, клейма, топоры | 800 | 170 | Вода | Вода, масло |
| У8, У8А | Пуансоны, матрицы, стамески, пробойники, ножовочные ручные полотна | 800 | 170 | Вода | Вода, масло |
| У10, У10А | Деревообрабатывающий инструмент, керны, резцы строгальные и токарные | 790 | 180 | Вода | Вода, масло |
| У11 | Метчики | 780 | 180 | Вода | Вода, масло |
| У12 | Надфили | 780 | 180 | Вода | Вода, масло |
| Р9 | Метчики, ножовочные полотна станочные, сверла по металлу, фрезы | 1250 | 580 | Масло | Воздух в печи |
| Р18 | Ножовочные полотна станочные, сверла по металлу, фрезы | 1300 | 580 | Масло | Воздух в печи |
| ШХ6 | Напильники | 810 | 200 | Масло | Воздух |
| ШХ15 | Ножовочные полотна станочные | 845 | 400 | Масло | Воздух |
| 9ХС | Плашки, сверла спиральные по дереву | 860 | 170 | Масло | Воздух |
Как закалить сталь в домашних условиях?
Закалку и отпуск желательно осуществлять в производственных условиях с использованием специального оборудования и приборов. Однако домашние умельцы часто практикуют это в собственных мастерских. Для нагрева изделия используют электроплиты, духовки, раскаленный песок, паяльные лампы, костер. Самостоятельная термообработка оправдана в случае необходимости упрочнения режущей кромки инструмента.
Как сделать закаленную сталь:
- перед термообработкой изделие необходимо очистить от масла и ржавчины;
- равномерно разогреть;
- охладить и произвести отпуск в соответствии с режимами, рекомендованными для конкретной марки стали.
При необходимости проведения термообработки в домашних условиях в отсутствии приборов температуру металла ориентировочно определяют по цветам побежалости. Условие – помещение не должно быть освещено солнцем.
Определение! Цветами побежалости называют оксидные пленки, образующиеся без участия молекул воды на сплавах на основе железа во время нагрева. Каждому интервалу температур соответствует определенный цвет:
Какими способами можно в домашних условиях закалить сталь?


Отпуск каленого металла
Отпуск металла — это заключительная стадия каления, применяемая для уменьшения твердости, снижения хрупкости и устранения внутренних напряжений. Технология предполагает нагрев металла до определенной температуры с последующим охлаждением. Оно может проходить как на открытом воздухе, так и в различных жидкостях (масляные и расплавные среды).
Фазовые состояния и структуры металлов напрямую зависят от температур нагрева. Чем она выше, тем ниже твердость и хрупкость, но выше вязкость и гибкость.
Активно применяют три вида отпуска металла при калении. Предельные температуры нагрева различны.
- Низкий отпуск. Предельная температура нагрева – 300 °C. При такой температуре отпуска получаются материалы с максимально высокой твердостью. При этом снижаются внутренние напряжения, а также повышается вязкость износостойких сталей.
- Средний отпуск. Предельная температура нагрева — +450°C. Применяется при калении металлических деталей и изделий для получения повышенных показателей упругости и прочности. Вязкость при этом остается на определенном заданном уровне. По этой технологии получают рессорные и пружинные стали. Охлаждение обычно проводится на открытом воздухе.
- Высокий отпуск. Проводится в температурном диапазоне от 450 до 650 °C. После такого отпуска:
- каленый металл становится пластичным;
у заготовки или изделия повышаются относительные удлинение и сужение;

Изображение №1: влияние температуры отпуска на механические свойства металлов и сплавов
Внимание! Для работы с изделиями из углеродистых сталей со сложным химическим составом используют комбинированное охлаждение. Оно состоит из двух этапов. Первый – охлаждение детали в воде, второй, после +200°C, – в масляной ванне. Перемещение из одной охлаждающей среды в другую должно производиться очень быстро.









Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.
Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.
Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
| Марка стали | Для какого инструмента используется | Температура закалки, °C | Температура отпуска, °C | Охлаждающая среда для закалки | Охлаждающая среда для отпуска |
| У7 | Молотки, кувалды, плотницкий инструмент | 800 | 170 | Вода | Вода, масло |
| У7А | Зубила, отвертки, клейма, топоры | 800 | 170 | Вода | Вода, масло |
| У8, У8А | Пуансоны, матрицы, стамески, пробойники, ножовочные ручные полотна | 800 | 170 | Вода | Вода, масло |
| У10, У10А | Деревообрабатывающий инструмент, керны, резцы строгальные и токарные | 790 | 180 | Вода | Вода, масло |
| У11 | Метчики | 780 | 180 | Вода | Вода, масло |
| У12 | Надфили | 780 | 180 | Вода | Вода, масло |
| Р9 | Метчики, ножовочные полотна станочные, сверла по металлу, фрезы | 1250 | 580 | Масло | Воздух в печи |
| Р18 | Ножовочные полотна станочные, сверла по металлу, фрезы | 1300 | 580 | Масло | Воздух в печи |
| ШХ6 | Напильники | 810 | 200 | Масло | Воздух |
| ШХ15 | Ножовочные полотна станочные | 845 | 400 | Масло | Воздух |
| 9ХС | Плашки, сверла спиральные по дереву | 860 | 170 | Масло | Воздух |
- темно-коричневый – 530-580°C;
- коричнево-красный – 580-650°C;
- вишневый – 650-730°C;
- вишнево-красный – 730-770°C;
- вишнево-алый – 770-800°C;
- светло-вишнево-алый – 800-830°C;
- ярко-красный – 830-870°C;
- красный – 870-900°C;
- оранжевый – 900-1050°C;
- темно-желтый – 1050-1150°C;
- светло-желтый – 1150-1250°C;
- желто-белый – 1250-1300°C;
ослепительно белый – более 1300°C.











Эти понятия часто путают.
Термин «каление» в общем смысле означает «нагретый до высоких температур». И все. Применительно к металлам: достижение металлом определенной температуры сопровождается появлением характерного цвета – красного, желтого или белого. При нагреве в муфельной печи начало видимого свечения металла соответствует температуре порядка 600 оС. О цветах каления подробно сказано в Википедии:
| Температура, оС | Цвет каления |
| 550 | Темно-коричневый |
| 630 | Кроичнево-красный |
| 680 | Темно-красный |
| 740 | Темно-вишневый |
| 770 | Вишневый |
| 800 | Ярко- или светло-вишневый |
| 850 | Ярко- или светло-красный |
| 900 | Ярко-красный |
| 950 | Желто-красный |
| 1000 | Желтый |
| 1100 | Ярко- или светло-желтый |
| 1200 | Желто-белый |
| 1300 | Белый |
Цвет каления давал хорошее качественное представление о температуре металла – чем светлее, тем горячее. Поэтому тот кузнец, который мог лучше различать цвета и выбрать оптимальный цвет (= температуру), получал более качественные изделия.
(Понятно, что скверну выжигали каленым железом – самым эффективным, что было в арсенале средств борьбы. Понятно также, что это использовали и палачи – если железо красное, то точно будет больно, и очень. Относительно каленых орешков – их «калят», т.е. нагревают до высокой температуры для того, чтобы сделать скорлупу хрупкой и облегчить извлечение ядрышка. Т.е. в процессе нагрева орехов скорлупа меняет свои свойства. Собственно, то же самое относится и к семечкам. «Щелкать» можно только сушеные или жареные семечки, именно потому, что они сухие. С сырыми — не получится.)
Относительно металла. В первом приближении, если металл нагреть, а потом неспешно охладить, то по окончании охлаждения он будет таким же, как до нагрева (или почти таким же). На рисунке 1 показана структура армко-железа в исходном состоянии (рис.1, а) и после нагрева до 900 оС (рис.1,б). Видно, что размер зерна не изменился, а вот структура внутри зерна, скорее всего, изменилась. Могли измениться и свойства. Тот и другой образец травили одинаково, однако структура выглядит по-разному.


Рисунок 1. Армко -железо в исходном состоянии (а) и после нагрева до высоких температур (б).
Что касается стали, если нагреть ее до температуры существования аустенита, да еще выдержать при этой температуре, то может измениться размер аустенитного зерна; это окажет влияние на свойства. Но это уже дальше от нашей темы. А вот если охладить сталь быстро, то состояние ее кардинально изменится. Это будет уже закаленная сталь. Закалка стали – это вид термической обработки, который заключается в нагреве стали на 30—50 ºС выше критической точки (выше Ас1 для эвтектоидных и заэвтектоидных сталей и выше Ас3 для доэвтектоидных), выдержке при этой температуре и охлаждении со скоростью выше критической. Целью закалки является получение структуры мартенсита, который придает стали совершенно другие свойства. Закалка имеет смысл только для сплавов с переменной растворимостью легирующих элементов при изменении температуры (есть «закалка вакансий», но это не тема данной статьи). Поэтому закалка, например железа, не имеет смысла с технологической точки зрения. Закалка интересна именно большой скоростью охлаждения, поскольку позволяет 1) зафиксировать высокотемпературное состояние (например пересыщенный твердый раствор) и/или 2) создать структуру, имеющую определенные свойства, отличающиеся от свойств медленно охлажденного металла. Результат закалки показан на рисунке 2. В стали, не прошедшей закалку, структура представляет собой зерна феррита и перлита (рис.1, а). После закалки сталь имеет структуру мартенсита (рис.1,б) Соответственно, свойства стали до и после закалки будут разными.


Рисунок 2. Сталь до (а) и после (б) закалки.
Т.е., когда вместо «закаленный» говорят «каленый», это неверно.
В литературных источниках, в том числе в интернете, упоминаются каленые стрелы.Да, стальные стрелы могли иметь закаленный наконечник. Но не каленый. Вероятно, смешение понятий получилось потому, что сначала этот наконечник надо нагреть до температуры каления. Собственно, температура закалки для разных сталей составляет примерно от 850 до 1100 оС и лежит как раз в интервале цветов красного и желтого каления. Есть еще интересный момент. Если стрелы (или наконечники к ним) ковали в кузнице, то для этого надо было их разогреть до высокой температуры. Это делалось на раскаленных углях, другого способа раньше не было. Т.е. имела место твердая цементация. Оптимальная температура цементации 830-850 оС, т.е. опять же попадаем в интервал температур красного каления. После изготовления наконечники охлаждалось в воде. Ну, а термической обработкой после цементации является, в том числе и закалка. Насчет каленых деревянных стрел. Возможно, их обжигали на огне для придания лучших свойств. Тогда точно «каленая». Но это уже к специалистам по обработке древесины. Подведем итог для металлов: 1. Каленый – претерпевший нагрев до высокой температуры, изменение свойств не предполагается; 2. Закаленный – прошедший термическую обработку (закалку) с целью изменения свойств.
Какие изменения свойств происходят при закалке малоуглеродистых сталей?
![]()
Вопрос администрации
Купить Билеты с ответами в формате Word
Панель авторизации
Инструкция по пользованию сайтом
В данной инструкции изложены основные функции сайта, и как ими пользоваться
Здравствуйте,

Вы находитесь на странице инструкции сайта Тестсмарт.
Прочитав инструкцию, Вы узнаете функции каждой кнопки.
Мы начнем сверху, продвигаясь вниз, слева направо.
Обращаем Ваше внимание, что в мобильной версии все кнопки располагаются, исключительно сверху вниз.
Итак, первый значок, находящийся в самом верхнем левом углу, логотип сайта. Нажимая на него, не зависимо от страницы, попадете на главную страницу.
«Главная» - отправит вас на первую страницу.
«Разделы сайта» - выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.

На странице билетов добавляется кнопка "Билеты", нажимая - разворачивается список билетов, где выбираете интересующий вас билет.

«Полезные ссылки» - нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
В правом углу, в той же оранжевой полосе, находятся белые кнопки с символическими значками.
Опускаемся ниже, в серой полосе расположились кнопки социальных сетей, если Вам понравился наш сайт нажимайте, чтобы другие могли так же подготовиться к экзаменам.
Следующая функция «Поиск по сайту» - для поиска нужной информации, билетов, вопросов. Используя ее, сайт выдаст вам все известные варианты.
Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу.

На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На остальных страницах в середине располагается сам билет. Выбираете правильный ответ и нажимаете кнопку ответ, после чего получаете результат тестирования.
Справой стороны (в мобильной версии ниже) на страницах билетов располагается навигация по билетам, для перемещения по страницам билетов.
На станицах категорий расположен блок тем, которые были добавлены последними на сайт.
Ниже добавлены ссылки на платные услуги сайта. Билеты с ответами, комментариями и результатами тестирования.
В самом низу, на черном фоне, расположены ссылки по сайту и полезные ссылки на ресурсы, они дублируют верхнее меню.
Надеемся, что Вам понравился наш сайт, тогда жмите на кнопки социальных сетей, что бы поделиться с другими и поможете нам.
Если же не понравился, напишите свои пожелания в форме обратной связи. Мы работаем над улучшением и качественным сервисом для Вас.
Читайте также: