Какими электродами варить углеродистую сталь
Обновлено: 28.04.2024
Электроды для углеродистых сталей выполнены в виде металлических стержней, покрытых защитным слоем, предназначенных для сваривания деталей, состоящих из железа с углеродом, содержащих легирующие добавки в незначительных количествах.
Купить электроды ГОСТ 9467-75 можно, заполнив форму заявки.
Электроды для углеродистых сталей представлены в обширном ассортименте, так как металлы из стальных углеродистых сплавов более широко применяются, по сравнению с прочими типами сплавов. Для каждого углеродистого сплава требуется выбирать соответствующий электрод с нужными параметрами, свойствами.
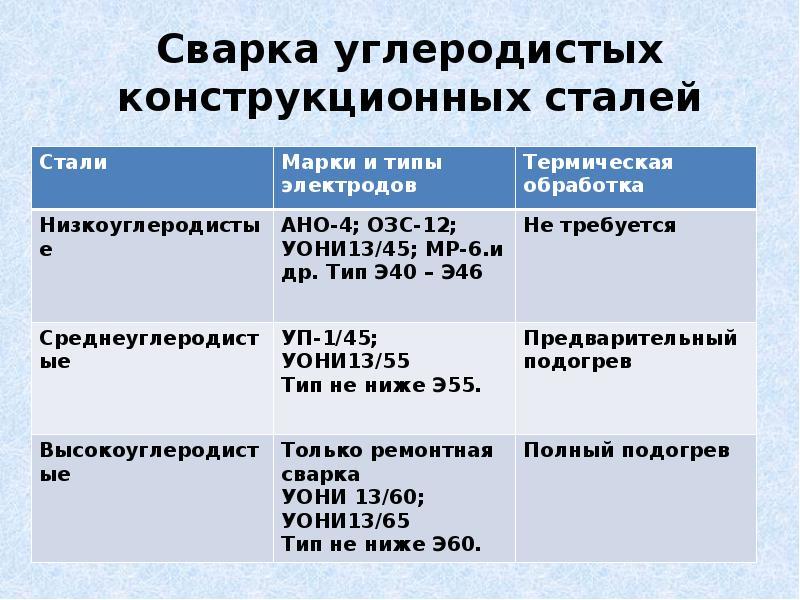
Сварка углеродистых сталей
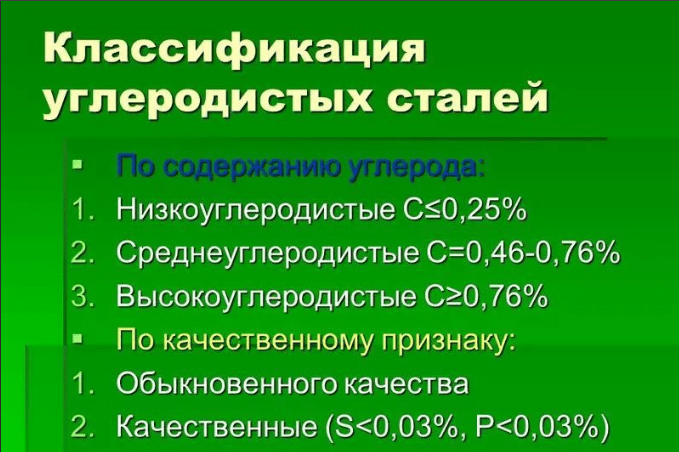
Углеродистые стали содержат в своем составе углерод, являющийся основным легирующим компонентом в составе и задающим основные технические характеристики, свойства углеродистых сталей. Процент углерода в углеродистой стали может быть разным. В зависимости от процентного состава углерода в металле различаются и следующие группы сталей:
- низкоуглеродистые — с углеродом в них ниже 0,25%;
- среднеуглеродистые — с процентным содержанием углерода от 0,25 до 0,6%;
- высокоуглеродистые — с углеродной долей от 0,6% до 2,07%.
Кроме этого, в небольших количествах углеродистая сталь содержит такие легирующие элементы, как кремний, марганец, обеспечивающие полезные свойства сплаву, а также сера, водород, в виде вредных примесей.
Углеродистая сталь – это сплав железа с углеродом. Сложность при сваривании данных металлов зависит от концентрации примесей.
Если при сваривании углеродистых сталей не соблюдать необходимые требования, то свариваемый шов может кристаллизоваться, образуя трещины, а также при таком сваривании увеличивается разбрызгивание металла. Причина возникновения данных проблем - это неверный электродов для углеродистых сталей.
Применяются электроды для углеродистых сталей для сварки, наплавления материала, содержащего углерод от 0,04 до 2,14%. Состав легирующих элементов в таких сплавах небольшой, присутствуя в сплаве в виде примесей.
Электроды для углеродистых сталей различаются по:
- прочности, пластичности сварного шва;
- стабильности горящей дуги;
- типу электродной оболочки (рутиловой, кальциево-фтористорутиловой, органической, руднокислой, с добавлением железного порошка, со стабилизирующей оболочкой);
- значению ударной вязкости;
- относительному удлинению;
- способу сварки;
- значению временного сопротивления;
- положению сварки.
Электроды для низкоуглеродистых сталей
Электроды для низкоуглеродистой стали подобрать легче, т.к. это группа самых пластичных и хорошо поддающихся свариванию углеродистых сталей.
Сварочный шов обладает пониженным составом углерода, однако, высоким процентным составом марганца и кремния. Для сварки низкоуглеродистой стали можно применять, как ручную сварку, так и автоматическую или полуавтоматическую, а также производить соединение многослойным способом.
При этом, требуется учитывать, что сварной шов перегревается, теряя высокие показатели прочности.
Электроды для углеродистых сталей применяются следующих марок: АНО-4С, МР-3, ОК 48 Р, ОММ-5, СМ11, СМ-5, УОНИ 13, УОНИ 45, ЦМ-7 и прочие. Оболочка электродов: рутиловая, кальциево-фтористорутиловая, с добавлением порошка из железа и др.
Для сохранения требуемых прочностных параметров стали после сваривания шов прокаливается, проковывается.
Электроды для среднеуглеродистых сталей
Состав углерода в среднеуглеродистых сталях достигает 0.6%. Сплавы характеризуется средним качеством сварочного шва, с риском появления трещин в нем, а также неравномерности состава основного металла с металлом шва. Поэтому, при сварке среднеуглеродистых сталей используются электроды с малым процентным составом углерода. Наиболее подходящими электродами для данной углеродистой стали считаются модели УОНИ 13/45 и 13/55, с фтористо-кальциевой оболочкой.
Особого внимания заслуживает кромки свариваемых деталей. Их необходимо разделывать, для недопущения проплавления металла, способное образовать высокие токи, необходимые для разогрева свариваемых деталей. Также, для увеличения качества шва требуется учитывать, что детали требуют предварительного разогрева и в процессе сварки – прогрев металла.
Для качественной сварки необходимо:
- движения электродом для углеродистой стали рекомендуется осуществлять вдоль стыка, а не поперек;
- сварку желательно проводить на малой дуге;
- по завершению сварки - шов, для обеспечения большей прочности, необходимо проковывать и обрабатывать термически.
Электроды для углеродистых сталей, используемые для сваривания среднеуглеродистых металлов, выпускаются моделей УОНИИ: 13/45, 13/55, 13/55, 13/65.
Для высокоуглеродистых сталей
Процентный состав углерода в высокоуглеродистых сталях не должен быть выше 2.07%. Сваривание высокоуглеродистых сталей затруднено из-за высокого содержания углерода. Допускается применение электродов для среднеуглеродистой стали, однако сварочный процесс требует температуры окружающей среды до +5оС и отсутствия сквозняков.
Предварительный прогрев в области шва осуществляется до 250°C - 300°C. После завершения сварки высокоуглеродистой стали - термообработка шва, проковка.
Электроды для углеродистой стали применяются модели УОНИ: 13/45 и 13/55. Данные марки способствуют снижению в шве доли водорода, а также предупреждают возникновение проблем, появляющихся при сварке металла. УОНИ славятся небольшим разбрызгиванием металла, отличным отделением шлаков от сварного шва, что считается немаловажным фактором при сварке углеродистых сталей.
Электроды для углеродистых сталей с рутиловой оболочкой считаются наиболее эффективными и распространенными. Расходники с фтористо-кальциевой оболочкой выбирают для сварки высокоответственных конструкций. Со стабилизирующей оболочкой - не очень эффективны, обладают низким качеством свариваемого шва и низкой производительностью (применяются для сварки малоответственных деталей).
Для сварки сталей, характеризующимся временным показателем сопротивления до 490 Мпа, применяются электроды Э-38, Э-42, Э-46 и Э-50. При этом, изделия марок Э42А, Э46А и Э50А используются в вариантах, когда сварной шов должен характеризоваться повышенными требованиями к относительному удлинению, вязкости ударной.
Электроды марок Э55 и Э60 для углеродистых сталей применяются для сваривания металлов, обладающих значением временного сопротивления от 490 до 590 МПа.
Тип оболочки электрода зависит от процентного содержания в углеродистой стали кислорода:
- при сварке углеродистых сталей раскисленных до кипения допустимо использовать электроды с любой оболочкой;
- при сварке металлов, раскисленных до промежуточного состояния рекомендуется использовать рутиловые изделия;
- при сварке спокойных сталей рекомендуется использовать продукцию с основной оболочкой.
Стандарты
Электроды для углеродистых сталей, обеспечивающие сварку теплоустойчивых и конструкционных сплавов должны соответствовать ГОСТ(у) 9467-75.
Электроды для сварки, изготовляемые для:
- наплавления поверхностей сплавов регулируются ГОСТ(ом) 10051-75;
- сваривания высоколегированных сплавов, обладающих особыми свойствами, соответствуют ГОСТ(у) 10052-75.
Каждая зарубежная марка Американского и Европейского стандарта соответствует отечественной марке по ГОСТ(у).
Применение электродов для углеродистых сталей
При сваривании углеродистой стали в любом оборудовании, строительных конструкциях, речных и морских судах применяются различные типы электродов, с учетом эксплуатационных и технологических требований.
Электроды для углеродистых сталей применяются практически во всевозможных отраслях народного хозяйства. Марка подбирается в зависимости от категории свариваемого материала.
Как правильно выбрать электроды для сварки
Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.

Виды электродов для сварки и стали
Рассматривая типы и марки электродов для сварки, для начала остановимся на первых. Покрытые электроды (а именно они представлены в каталоге продукции МЭЗ) подразделяются на 4 основных типа — в зависимости от покрытия, которое на них наносится.
Основное покрытие («Б»)
Это один из наиболее распространенных типов обмазки, в составе которой — карбонаты кальция и магния. В маркировке обозначаются буквой «Б». Ключевое преимущество — малое содержание водорода в составе покрытия. Это и другие свойства позволяют получать механически очень прочный, высокопластичный шов с отличной ударной вязкостью. Электроды используются при сварке особо ответственных конструкций, а также конструкций, которые будут эксплуатироваться в знакопеременных по температуре условиях и суровых северных условиях. Наиболее широко известна марка УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Среди минусов: образование при сварке сравнительно большого количества шлака, риски появления пор в сварном шве при сварке на длинной дуге, при влажной или окисленной поверхности.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний. Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21. В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Целлюлозное покрытие («Ц»)
Состоит из целлюлозы, органических смол, ферросплавов и других элементов. Электроды хорошо подходят для выполнения сварки в вертикальном положении благодаря малому количеству шлака и выделению защитных газов. В числе минусов — высокий уровень разбрызгивания металла и высокое содержание водорода, что может ухудшить качество металла сварного шва.

Выбор электродов для сварки металлоконструкций
Выбор перечисленных выше типов электродов зависит от того, какие работы выполняются (сварка или наплавка, заварка браков литья), а также от того, какие металлы и сплавы используются. Поэтому подбирать оптимальный вариант электродов для металлоконструкций следует с учетом их основного назначения:
Назначение
Рекомендуемые марки электродов
Сварка углеродистых и низколегированных конструкционных сталей
Сварка легированных высокопрочных сталей
Сварка теплоустойчивых, жаропрочных сталей и сплавов
ОЗЛ-35, КТИ-7А, ИМЕТ-10, ТМЛ-3У, АНЖР-2, ЦЛ-39
Сварка «нержавейки», коррозионностойких сталей и сплавов
УОНИ-13НЖ, ЭА-400/10Т, ИЖ-15С, ЦТ-15, НИАТ-1
Сварка элементов из разных материалов и сталей разных классов
ОЗЛ-32, ЦТ-28, ЭА-391/15, АНЖР-2, ВИ-ИМ-1, ИМЕТ-10, НИИ-48Г, В-56У
Сварка изделий из никелевых сплавов
Сварка литого чугуна
МНЧ-2, ОЗЧ-3, ОЗЖН-1, ОЗЖН-2
Сварка ковкого чугуна
НИИ-48Г, АНВ-20, ОЗЛ-44, ЭА-112/15
Сварка изделий из сплавов на основе алюминия
ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2
Сварка медных и бронзовых деталей
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы)
Наплавка деталей, работающих в условиях абразивного износа
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок при абразивном износе
12АН/ЛИВТ, ТК3-Н, ВСН-6
Наплавка деталей, работающих в условиях интенсивного износа с ударными нагрузками
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок
Наплавка изношенных деталей из высокомарганцовистых сталей
Наплавка металлорежущего инструмента
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата. Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину. Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Для начинающих сварщиков будет полезно знать одно из основных негласных правил: на 1 мм диаметра электрода приходится в среднем 20-30 Ампер тока. Усредненно значения выглядят следующим образом:
Чем варят высокопрочные стали
Высокопрочными называют коррозионностойкие теплоустойчивые и другие категории и сорта сталей с временной стойкостью к разрыву до 2000 МПа. Их использование позволяет значительно уменьшить металлоемкость и массу ответственных и особо ответственных конструкций, повысить эффективность и технические возможности механизмов при сохранении высоких нагрузок. Для сварки сталей такого типа, как правило, применяются высокопрочные электроды различных марок.
Виды высокопрочных сталей

В группу высокопрочных входят легированные стали. При этом к ней не относят углеродистые и низколегированные – данные материалы также могут иметь прочность до 2000 МПа, однако у них высокий порог хладноломкости: уже при температуре свыше 20 °С может происходить хрупкое разрушение металла. Такой недостаток отсутствует у собственно высокопрочных сталей, поэтому именно они могут использоваться в нагруженных конструкциях. Это стали:
- комплексно-легированные среднеуглеродистые (доля С – 0,35. 0,45%) с комплексным содержанием никеля, хрома, других легирующих добавок;
- аустенитные метастабильные – их высокая прочность достигается комплексной обработкой (закалка и деформация давлением);
- мартенситно-стареющие – закаленные с последующим старением (отпуском при более низкой температуре), с долей Ni до 25%.
Помимо высокой прочности, все стали перечисленных групп обладают трещиностойкостью и высоким сопротивлением к хрупкому разрушению.
Особенности сварки высокопрочных сталей
Сталь повышенной прочности имеет одну важную особенность – она очень восприимчива к закалке. В результате закаливания в зоне кромок резко повышается твердость металла. Это требует при сварке интенсивного нагрева околошовной зоны до высоких температур. Но при последующем охлаждении возникают большие риски образования остаточных напряжений и трещин, что напрямую влияет на качество шва.
Cварка такого металла осуществляется в соответствии со специальными требованиями к свойствам электродов и технологии сваривания, в частности, – с необходимостью подогрева свариваемого сплава.

Технология сварки ММА
Для соединения деталей из высокопрочных сталей используются различные технологии: автоматическая, аргонодуговая сварка, сварочные работы под флюсом. Широкое применение, в частности, в монтажных условиях, находит ручная дуговая сварка. Для получения шва необходимого качества в конструкциях из высокопрочных сталей следует соблюдать ключевые требования технологии ММА.
- Для соединения деталей из комплексно-легированных сталей применяются низководородистые низколегированные электроды, которые прокаливаются при высокой температуре.
- Покрытие не должно содержать органических веществ. Таким образом обеспечивается пластичность металла шва и его высокая деформационная способность.
- Исключены любые внешние факторы, которые могли бы способствовать насыщению сварочной ванны водородом, – влага, ржавчина, загрязнения в районе кромок.
- Легирование при сваривании выполняется за счет основного металла. В получаемом металле шва содержание никеля не должно превышать 2,5%, хрома и марганца – 1,5%, молибдена – 1%, ванадия – 0,5%, углерода – 0,15%. Повышение их содержания снижает пластичность металла шва.
Во избежание появления кристаллизационных трещин необходима термическая обработка соединенных деталей в зоне шва и кромок. Она выполняется непосредственно после сварки и может занять от нескольких минут до нескольких часов. Температурный режим и длительность отпуска зависит от группы стали и толщины деталей. В ряде случаев отпуск можно заменить другой технологией: на основной слой шва накладывается дополнительный – отжигающий. Метод особенно эффективен при сварке толстых деталей.
Другой способ избежать появления холодных трещин в металле шва – подогрев зоны кромок до и в процессе сварки. Металл нагревается до 200–300 °С. Сварка выполняется с низкой погонной энергией – во избежание снижения твердости металла при сохранении его пластичности.
Особенности ММА сварки
- Ручная дуговая сварка деталей из сталей высокой прочности выполняется на короткой дуге постоянным током обратной полярности, в ряде случаев допустим переменный ток.
- Прокалка стержня обязательна. В зависимости от марки стали и электрода температура прокаливания может достигать 420–450°С.
- Работы выполняются только по тщательно зачищенным (до металлического блеска) кромкам.
- При средней и большой толщине деталей (от 20 мм) рекомендуется их предварительный прогрев в месте соединения при температуре 60–150°С.
Марки электродов для высокопрочных сталей
- – позволяют сваривать конструкции из легированных сталей прочностью 690–980 Н/мм². Получаемый металл шва отличается низким содержанием водорода, высокой ударной вязкостью и пластичностью. Конструкции эксплуатируются при температуре до -60 °С.
- Н-48 – используются для высоколегированных и коррозионностойких сталей марок 08Х21Н6М2Т, 10Х25Н6АТМФ, 12Х21Н5Т, 12Х25Н5ТМФЛ. Позволяют получить равнопрочный металл шва при соединении деталей толщиной до 200 мм. Перед сваркой рекомендуется подогрев кромок до t 850 °С во избежание появления межкристаллитной коррозии. Конструкции рассчитаны на работу в неокислительных средах при t до 300 °С.
- ОЗЛ-7 – позволяют варить высокопрочные нержавеющие стали аустенитного класса марок 08Х18Н12Б, 08Х18Н10Т, 08Х18Н10 и им подобных. Оборудование рассчитано на работу в агрессивных средах при высоких температурах (до 1000 °С).
- НИАТ-3М – применяются в работе с конструкциями из легированных сталей с высокой и повышенной прочностью (до 980 МПа). Обеспечивают отсутствие в металле шва кристаллизационных трещин и минимальное содержание водорода.
Электроды для сварки сталей повышенной и высокой прочности представлены в каталоге МЭЗ. В частности, это изделия марки УОНИ-13/85 – продукция собственного производства Магнитогорского электродного завода. Весь товар сертифицирован.
Электроды для сварки углеродистых сталей
К углеродистым сталям относят класс сплавов, в которых углерод (С) как химический элемент является основным легирующим компонентом, задающим важнейшие свойства металла. Его доля в составе может быть различна, в зависимости от нее различают и группы данных сталей:
- низкоуглеродистые — доля С в них менее 0,25%;
- среднеуглеродистые — с долей углерода от 0,25 до 0,6%;
- высокоуглеродистые — с долей углерода от 0,6% до 2,07%.
Также в состав таких сталей в весьма малых количествах входят марганец и кремний — в качестве полезных легирующих элементов, а в качестве вредных примесей — водород и сера.
Особенности сварки углеродистых сталей
Ключевое требование при сварке деталей из углеродистых сталей — прочностные характеристики металла шва и околошовной области: они должны соответствовать характеристикам основного металла. Чем выше доля углерода, тем сложнее получить соединение, которое бы строго соответствовало этому требованию. Поэтому в отношении каждой из групп углеродистых сталей существуют свои особенности сварки.
Сварка низкоуглеродистых сталей

Это группа хорошо свариваемых, наиболее пластичных углеродистых сталей благодаря низкому содержанию углерода и легирующим добавкам. Выполнять сварку можно любыми известными технологиями, включая сварку ручную электродуговую.
Однако такой химический состав металла обуславливает и свои особенности: при неправильном выборе электрода есть риски того, что металл шва будет более прочным, чем металл детали, что может негативно сказаться на общей прочности конструкции. А при выполнении многослойной сварки возможна повышенная хрупкость шовного металла.
Чтобы избежать этих проблем, для сварки обычно используют электроды с рутиловым и фтористо-кальциевым покрытием, а в обмазку добавляется доля железного порошка. В ряду широко используемых для профессиональной сварки низкоуглеродистых сталей — марки МР-3ЛЮКС, МР-3, ОЗС-4, АНО-4, АНО-21, ОЗС-12, МК-46.00, УОНИ-13/55, УОНИ 13/45, УОНИ 13/85.




Ток - переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Электроды по среднеуглеродистым сталям
Количество углерода в таких сплавах больше, соответственно, процесс сварки осложняется. Минус в том, что металл сварного стыка и металл детали могут получиться разной прочности. Кроме того, металл близ кромок шва может получиться очень хрупким и с характерными трещинами. Чтобы этого не было, используют электроды с достаточно низкой долей углерода.
Особое внимание — к кромкам соединяемых деталей. Они обязательно должны быть разделаны, чтобы избежать проплавления металла, которое могут вызвать высокие токи — они необходимы для разогрева соединяемых деталей.

Также следует учитывать:
- для повышения качества шва детали, как сказано выше, предварительно разогреваются и прогреваются в процессе сварки;
- движения электродом лучше осуществлять не поперек, а вдоль стыка;
- сварку лучше всего выполнять на короткой дуге;
- после сварки для большей прочности шов также проковывается и подвергается термообработке.
В ряду известных электродов, которые применяют для сваривания среднеуглеродистых сталей — марки УОНИ-13/55, УОНИИ 13/55, УОНИИ 13/45А, УОНИ-13/65.
Сварка высокоуглеродистых сталей
В таких сталях — высокое содержание углерода, что практически делает их непригодными для сварки различных конструкций. Сварочные работы, как правило, выполняются лишь при необходимости ремонта.
В этом случае используются те же технологии, что и при сварке среднеуглеродистых сталей. Осуществляется предварительный прогрев металла в области шва до 250-300 °C, по завершении сварки производится проковка и термообработка шва. Необходимо соблюдать еще два условия — сварка возможно при температуре не ниже -5 градусов Цельсия в помещении, где полностью отсутствуют сквозняки.
Электроды для углеродистых и низколегированных сталей
Широчайший ряд электродов используется для сварки как углеродистых, так и низколегированных сталей. К этой группе относят углеродистые стали с содержанием С до 0,25%, а также низколегированные с временным сопротивлением разрыву до 590 МПа. И те, и другие имеют повышенное содержание углерода. Благодаря этому уменьшается окисление металла и легче получают свободные от окислов соединения. Их пластичность повышают путем предварительной термической обработки или последующего подогрева.
И углеродистые, и низколегированные стали отличаются относительно невысокой теплостойкостью и прокаливаемостью.

Доля легирующих элементов (кобальт, никель, молибден, алюминий, вольфрам, медь и другие) может доходить в низколегированных сталях до 5%. В сравнении с углеродистыми они характеризуются пониженной склонностью к механическому старению, более высокой износостойкостью, коррозионной и хладостойкостью, пределом текучести.
В зависимости от доли легирующих элементов определяются параметры, по которым выбирают электроды для сварки углеродистых сталей. В число таких параметров входят:
- механические характеристики металла шва;
- требуемые свойства сварного соединения;
- временное сопротивление разрыву;
- ударная вязкость;
- относительное удлинение.




Электроды для углеродистых конструкционных сталей
| Марка и тип | Назначение и описание |
| АНО-4 (Э46) | Электроды с рутиловым покрытием для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Токи — переменный, постоянный прямой полярности. При повышенных токах не образуют пор. Допускают сварку по ржавчине и по незачищенным кромкам, обеспечивают легкое отделение шлаковой корки. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| АНО-6 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей. Доля углерода в составе металла — до 0,25%. Обеспечивают легкое отделение шлаковой корки. Могут работать на повышенных режимах, обеспечивают шов без кристаллизационных трещин. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. Марка АНО-6 рекомендуется для сварки в монтажных условиях. |
| АНО-21 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током прямой и обратной полярности ответственных и рядовых конструкций из углеродистых сталей по ГОСТ 380-71 Ст0, Ст1, Ст2, Ст3 (групп А, Б, В, спокойных, полуспокойных, кипящих); по ГОСТ 1030-74 (10, 15кп, 20кп, 20пс, 20). Способны работать по окисленным, гальваническим поверхностям, по неподготовленным кромкам. Легкий поджиг и стабильность дуги, отличное качество сварного шва. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МР-3 (Э46) | Электроды с рутилово-основным покрытием марки МР-3 предназначены для сварки сталей с временным сопротивлением разрыву не более 500 МПа., доля углерода в них не превышает 0,25%. Сварка выполняется переменным и постоянным током обратной полярности. Обеспечивают стабильность дуги, легкий повторный поджиг. Сварка — только по очищенной от окалины поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва -1,7 кг. |
| МР-3С (Э46) | Электроды с рутилово-основным покрытием используются для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей, когда к качеству получаемого шва предъявляются повышенные требования. Сварка возможна во всех без исключения пространственных положениях. Временное сопротивление разрыву — не более 500 МПа. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-4 (Э46) | Электроды с рутиловой обмазкой применяются для сварки переменным и постоянным током обратной полярности ответственных конструкций из углеродистых сталей (временное сопротивление разрыву до 490 МПа). В равной степени качественно сваривают детали больших и малых толщин. Возможна сварка по ржавой и влажной поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-6 (Э46) | Для сварки переменным и постоянным током обратной полярности конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Имеют рутиловое (с железным порошком) покрытие. Демонстрируют высокую производительность. Возможна сварка удлиненной дугой и по ржавчине. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,5 кг. |
| ОЗС-12 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву не более 500 МПа. Оптимально подходят для сварки соединений таврового профиля с получением вогнутых мелкочешуйчатых швов. Возможна сварка удлиненной дугой и по окисленной поверхности без образования пор. Также допускается сварка на предельно низком напряжении. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МК-46.00 (Э50А) | Универсальные рутиловые электроды для сварки переменным и постоянным током любой полярности углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Широко применяются для сварки листовых и трубных конструкций. Создают пониженное тепловложение. Хорошо подходят для прихваток, сварки коротких и корневых швов. Не чувствительны к ржавчине и загрязнениям поверхности. Сварка возможна во всех пространственных положениях. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОК-48.00 (Э50А) | Универсальные сварочные электроды с основным покрытием для сварки судовых сталей, ответственных конструкций с условиями работы при отрицательных температурах и высоких знакопеременных нагрузках. Обеспечивают минимальное содержание водорода в наплавленном металле. Сварка возможна на постоянном и переменном токе обратной полярности. Отлично подходят для сварки износостойких сталей типа Hardox. |
| УОНИ-13/45 (Э42А) | Электроды с основным типом обмазки для сварки постоянным током обратной полярности особо ответственных конструкций с повышенными требованиями к металлу по пластичности и ударной вязкости. Временное сопротивление сталей на разрыв — до 490 МПа. Рекомендуется для сварки конструкций, эксплуатируемых в низкотемпературных условиях, а также для сварки стыков труб в местах месторождений с высоким содержанием сероводорода. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55 (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности особо ответственных конструкций из углеродистых и низколегированных сталей. Позволяют получить металл шва, стойкий к образованию кристаллизационных трещин. Благодаря этому используются для сварки конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,65 кг. |
| УОНИ-13/55У (Э55) | Электроды с основным покрытием для ручной дуговой сварки переменным и постоянным током обратной полярности ответственных конструкций, а также сварки ванным способом рельсов и арматуры ЖБ конструкций из сталей марок: СТ5, 18Г2С, 15ГС и других. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55Р (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности судовых сталей с пределом текучести до 390H/мм2 (категории А, B, D, A32, A36, D32, D36, D40, E40 по ГОСТ Р 52927-2008 и Правилам Российского морского регистра судоходства). Используются для сварки тавровых и стыковых соединений. Изготавливаются под надзором Российского морского регистра судоходства. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| УОНИ-13/65 (Э60) | Электроды с основным покрытием для сварки постоянным током обратной полярности машиностроительных конструкций, рассчитанных на тяжелые нагрузки. Временное сопротивление сталей на разрыв до 588 МПа. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ТМУ-21У (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности ответственных конструкций и трубопроводов, используемых в атомной, электро- и тепловой энергетике. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ЦУ-5 (Э50А) | Электроды с основным покрытием для сварки постоянным током элементов емкостей, трубного оборудования, котлоагрегатов. Позволяют сваривать корневые швы толстостенных трубопроводов, используемых на объектах энергетики. Максимальная температура эксплуатации сварных соединений до 400°С. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
Продукция производства Магнитогорского электродного завода
Магнитогорский электродный завод выпускает электроды для сварки высокоуглеродистых, средне- и низкоуглеродистых сталей. Электроды позволяют варить любые конструкции из этих материалов – от неответственных при ремонте или для бытового использования до особо ответственных из сталей повышенной прочности, рассчитанных на высокие нагрузки.
Купить электроды по углеродистым сталям вы можете на нашем сайте. Мы предлагаем собственную продукцию, поэтому цены на нее – одни из самых низких в регионе. Весь товар сертифицирован в системе ГОСТ Р, что подтверждается сопроводительными документами.
Как правильно варить углеродистые стали
Сварка углеродистых сталей осуществляется вручную и на автоматизированном оборудовании. Технологию и режим выбирают в зависимости от состава и структуры сплава.

Особенности углеродистых сталей
Материал производят на основе железа с добавкой карбона в количестве, не превышающем 2,07%.
Максимально допустимая концентрация примесей составляет:
- Кремний – 0,1%.
- Марганец – 1%.
- Сера – 0,05%.
- Фосфор – 0,06%.
В составе могут присутствовать водород, азот и кислород.
Вместе с серой и фосфором они ухудшают свойства сплава.
В зависимости от количества нежелательных примесей, материалы делятся на виды:
- обыкновенные;
- качественные;
- высокого качества;
- особо высокого качества.
В основном свойства сплава определяются долей углерода.
С низким содержанием
В низкоуглеродистой стали доля карбона находится в пределах 0,02%-0,3%. Это мягкие и ковкие сплавы, используемые для изготовления малоответственных деталей и конструкций. Также они широко применяются в строительстве.
По степени раскисления делятся на 3 вида:
- кипящие (в марке присутствуют литеры кп);
- полуспокойные (пс);
- спокойные (сп).
Первая разновидность – наименее качественная, последняя – наиболее.
Примеры: Ст3кп, Ст5сп, сталь 10.

Со средним содержанием
Сталь с концентрацией карбона от 0,3 до 0,6% называют среднеуглеродистой.
Увеличение данного показателя влечет за собой следующий результат:
- Возрастание прочности и твердости.
- Снижение пластичности и ударной вязкости.
Материал широко применяется в машиностроении для изготовления ответственных деталей и конструкций, работающих в условиях больших нагрузок:
- пружин;
- рессор;
- контактных пластин;
- деталей спецтехнологической оснастки (штампов, пресс-форм и пр.);
- колес и осей вагонов, рельсов.
Некоторые марки используют для изготовления деталей приборов и инструментов.
Начиная со стали 45, материалы приобретают способность к закалке.
Она состоит в существенном повышении твердости и снижении пластичности после нагрева до высокой температуры и резкого охлаждения в воде или масле.

С высоким содержанием
При концентрации карбона от 0,6 до 2,07% сталь относят к высокоуглеродистым.
Это твердые и хрупкие сплавы, используемые для изготовления:
- Режущего инструмента.
- Абразивной крошки.
- Подшипников.
- Измерительного инструмента.
- Тросов.
Все марки данной группы проявляют способность к закалке.
Требования к сварке сталей с содержанием углерода
Высокие качество, прочность и долговечность соединений достигаются при соблюдении следующих условий:
- Используют электроды и присадочный материал с низкой концентрацией углерода. Данный элемент является причиной появления таких дефектов, как горячие трещины и хрупкие закалочные фрагменты. Также необходимо предотвратить его проникновение из основного металла в шов. С этой целью применяют проволоку Барс-71, Forte E71T-1 и т.п.
- Добавляют флюсы, способствующие появлению тугоплавких соединений.
- Готовое соединение подвергают термообработке, чтобы снизить химическую неоднородность в зоне стыка.
- Принимают меры по снижению концентрации водорода в соединении: используют расходники без органических включений в обмазке (основные); перед применением прокаливают их в соответствии с инструкцией.
Параметры процесса термообработки зависят от состава стали.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.

На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Как подготовиться к сварке
Перед выполнением работ необходимо:
- Подготовить средства индивидуальной защиты: щиток с темным стеклом, спецодежду, ботинки, рукавицы. Поражающим фактором служат брызги расплавленного металла и жесткое ультрафиолетовое излучение, вызывающее ожоги сетчатки глаз и кожи.
- Зачистить кромки соединяемых деталей (удалить грязь и ржавчину). Смазку нейтрализуют обезжиривателем.
- Закрепить заготовки на столе струбцинами или другими зажимами.
- Прокалить расходники в печи. Температура и длительность указаны в инструкции.
Последняя операция нужна для удаления влаги из обмазки. Без этого шов не получает защиты от окисления и насыщается водородом.
Выбор оборудования и электродов
Существуют следующие виды сварочных аппаратов:
- Трансформаторы переменного тока.
- Выпрямители.
- Инверторы.
Трансформаторы обладают следующими достоинствами:
- Низкая стоимость.
- Простое устройство.
- Надежность.
- Долговечность.
Их используют в случаях, когда к качеству соединения не предъявляют высоких требований, поскольку на переменном токе дуга горит хуже и шов получается неровным.
Выпрямители отличаются от трансформаторов наличием диодного моста, дающего на выходе постоянное напряжение.
Они тяжелы, дороже стоят и больше теряют в мощности, но обеспечивают высокое качество соединения. Снижаются потери металла, поскольку на постоянном токе он меньше разбрызгивается.
Инверторы наиболее практичны.
- малые размеры и вес (примерно 3 кг);
- высокое напряжение холостого хода – 90 В против 50 В у трансформатора;
- дополнительные функции, облегчающие розжиг и поддержание дуги.
По способу сварки аппараты делятся на виды:
- Ручные. Используют плавящиеся расходники с покрытием.
- Полуавтоматы и автоматы. Применяют тугоплавкий электрод из вольфрама или графита. Защиту шва от окисления обеспечивают подачей газа (аргона, углекислоты и пр.) или с помощью флюса.
Оборудование выбирают с учетом максимально допустимой для него силы тока. Чем толще заготовки, тем более мощный потребуется аппарат.
Методы сваривания низкоуглеродистых сталей
Сплавы этой группы характеризуются хорошей свариваемостью.
К подготовке предъявляются минимальные требования:
- В большинстве случаев необходимо только снять окисленный слой и обезжирить. Некоторые электроды, например МР-3, хорошо варят даже по ржавчине.
- При толщине более 4 мм выполняют разделку кромок.
- Крупногабаритные заготовки предварительно прогревают до +150…+200°С.
Ручная дуговая сварка
Используют плавящиеся расходники с рутиловым (в большинстве случаев) или основным покрытием.
Марки для малоответственных конструкций:
- АНО-3, АНО-4, АНО-5.
- ОЗС-3.
- ОММ-5.
- ЦМ-7.
Расходники для ответственных конструкций:
- АНО-1, АНО-7.
- ВСП-1.
- ВСЦ-2.
- ДСК-50.
- МР-1, МР-3.
- УОНИ-13/45.
Техника выполнения работ:
- Расходник держат с наклоном в сторону движения под углом 40-50° к линии шва.
- Длина дуги не должна превышать 2 мм.
- Скорость перемещения подбирают опытным путем с таким расчетом, чтобы металл плавился на нужную глубину, но сварочная ванна не была чрезмерно большой.
В среде защитных газов
Используют тугоплавкий электрод. Для защиты шва от контакта с атмосферным воздухом в зону сварки подают углекислый газ (наиболее распространенный вариант), аргон или гелий (для ответственных конструкций).
Присадочным материалом служит проволока Св-08Г2С.
Диаметр зависит от пространственного положения:
Проволока выполняет ту же функцию, что и стержень плавящегося расходника – служит источником дополнительного материала для заполнения шва.
Сварку начинают в следующей последовательности:
- Открывают подачу газа.
- Через 5-15 секунд разжигают дугу и одновременно подводят к стыку присадочный материал.
- Проволоку удерживают под углом 30-40° к линии стыка, электрод – перпендикулярно.
Сваривание под флюсом
В работе с малоуглеродистой сталью используют флюсы:
Марка присадочной проволоки зависит от вида стали. Например, для кипящих используют Св-08А, для Ст3пс – Св-08Га, Св-10Г2, Св-08ГС.
Диаметр проволоки зависит от вида оборудования:
Если на оборудовании первого типа варить сложносоставные и угловые стыки, возникает большая вероятность появления хрупких закалочных структур вблизи шва. Во избежание этого детали подвергают предварительному нагреву.
Устанавливают наименьшую силу тока из рекомендуемого диапазона, что обеспечит интенсивный переход марганца и кремния из флюса в шов.
Способы сварки сталей со средним содержанием углерода
С ростом концентрации карбона свариваемость материала ухудшается. Для получения качественного соединения требуется принимать дополнительные меры.
В защитной среде
В основном режим сварки и последовательность операций – те же, что и в случае с малоуглеродистыми сплавами.
- Производят разделку кромок с целью сократить объем плавления основного металла.
- Заготовки подвергают предварительному нагреву до температуры +200°С.
В ручной электродуговой сварке задействуют расходники с низкой концентрацией карбона и добавкой легирующих элементов – кремния, кальция, фтора и марганца. Предпочтительна обмазка основного типа. Она не содержит органики, вызывающей наводороживание шва с последующим образованием в нем пор.
- УОНИ-13/45, УОНИ-13/55, УОНИ-13/65.
- УП-1/45, УП-2/45.
- К-5А.
- ОЗС-2.
Сила тока зависит от диаметра расходника (мм):
- 3 – 80-100 А.
- 4 – 130-200 (А).
- 5 – 170-280 А.
- 6 – 210-380 (А).
Сварочным полуавтоматом
Для получения качественного соединения соблюдают условия:
- Заготовки нагревают до температуры +200°С.
- Края тщательно зачищают до металлического блеска и обезжиривают.
- Кромки подрезают под углом 35-45°.
- Шов накладывают в несколько приемов.
- Поддерживают минимальную длину дуги.
- Исключают поперечное перемещение электрода.
По завершении операции конструкцию укутывают или помещают в печь с целью обеспечить постепенное остывание.
Газовая сварка
Процесс соединения среднеуглеродистых сталей с помощью ацетилена имеет следующие особенности:
- Применяют левый метод.
- Расход газа устанавливают на уровне 100-130 л/ч на мм толщины заготовок.
- Детали со стенкой свыше 3 мм подвергают предварительному нагреву.
- Стали с концентрацией карбона близкой к 0,6% (обладают способностью закаливаться) варят с применением специального флюса.
- Во избежание окисления ванны горелку настраивают так, чтобы получить пламя с переизбытком ацетилена.
- Готовую конструкцию подвергают отпуску или отжигу. При этом общая температура не должна превышать +250…+300°С, зоны соединения – +600…+650°С. Данную операцию можно заменить проковкой шва.
Газосварку по левой технологии осуществляют следующим образом:
- Инструмент перемещают справа налево.
- Пламя направляют на еще не приваренные кромки.
- Присадочный материал перемещают перед горелкой.
Правую технику с характерным для нее большим тепловложением применяют только для толстостенных заготовок (от 5 мм).
- Инструмент перемещают слева направо, попутно совершая небольшие поперечные колебания.
- Пламя направляют на заваренный участок.
- Присадочный материал ведут вслед за горелкой.
- Расход ацетилена устанавливают на уровне 120-150 л/ч на мм толщины заготовок.
Как варить высокоуглеродистые стали
Из-за большой склонности к закалке и низкой пластичности материал плохо поддается данному виду обработки. Ручной электродуговой метод не способен обеспечить хорошее качество, поэтому в большинстве случаев применяют газовую сварку.
- Применяют «левую» технологию.
- Расход газа устанавливают на отметке 90 л/ч на мм толщины заготовки. Пламя должно быть восстановительным либо с избытком ацетилена.
- Детали предварительно нагревают до +200…+300°С. В некоторых случаях им сообщают дополнительное тепло и в процессе сваривания.
Используют присадочную проволоку следующих марок:
Сварка высокоуглеродистых сталей не предполагает упрочнения шва ковкой. При необходимости выполняют отпуск или отжиг готовой конструкции с полным нагревом до +350…+400°С.
Нетрадиционные способы сварки сталей с высоким содержанием карбона:
- электролучевая (потоком заряженных частиц);
- лазерная (фотонами).
Характеризуются высокими скоростью и качеством, но отличаются повышенной энергозатратностью и требуют сложного, дорогостоящего оборудования.
Технология сварки стали различных структурных классов
Состав сплава влияет на структуру его кристаллизационной решетки.
По этому признаку стали делят на 5 классов:
- аустенитные;
- перлитные;
- мартенситные;
- ферритные и карбидные.
Аустенитные стали
Данной структурой обладают хромоникелевые и некоторые другие сплавы.
Основная сложность сваривания состоит в межкристаллитной коррозии в околошовной зоне, обусловленной выходом карбидов хрома.
Данный дефект не устраняется предварительным нагревом.
Необходимо делать следующее:
- Использовать материалы с минимальной концентрацией карбона.
- Если доля данного элемента по техническим условиям должна быть высокой, применять легирующую добавку с похожими свойствами (вольфрам, тантал, титан, ванадий, цирконий).
Перлитные стали
Наиболее распространенная разновидность. К ней относятся углеродистые и низколегированные стали. Отличительной чертой является образование в пришовной части мартенситных структур.
Условием качественного соединения является предварительный нагрев и последующая термообработка.
Это влечет за собой существенные затраты, поэтому к сварке углеродистых и низколегированных сталей перлитной структуры прибегают только в крайнем случае.

Инструментальные сплавы
Эти материалы содержат в своем составе большое количество никеля, хрома и молибдена. Из них изготавливают режущий инструмент или его кромки, испытывающие большие нагрузки. Поэтому сварка должна обеспечить равную прочность шва и основного металла.
Применяют узкопрофильные электроды, соответствующие данной марке стали. Для большинства подходят УОНИ-13/НЖ/20Ж13.
Разнородных типы одного структурного класса
Перлитные стали с разной концентрацией легирующих элементов варят по следующим правилам:
- Расходник подбирают по наименее легированному сплаву.
- Режим и температуру – по наиболее.
- При отсутствии возможности предварительного и сопутствующего нагрева наплавляют кромки. Для этого применяют наиболее легированный материал в виде электрода типа Э42А. Толщина наплавки должна быть такой, чтобы основной металл не нагревался до температуры закалки.
Разные виды мартенситных, ферритных и ферритно-аустенитных сталей с большим содержанием хрома варят по правилам:
- Температуру нагрева подбирают по материалу, наиболее склонному к закаливанию.
- Исключают полное охлаждение заготовок.
- Используют сварочные материалы ферритно-аустенитного класса и технологию с минимальным удельным тепловложением.
- По завершении термообработки конструкцию быстро охлаждают.
Сваркой с использованием аустенитных расходников сложнее обеспечить высокое качество, поскольку при термообработке из-за разницы в температурном расширении шва и основного сплава в зоне соединения возникают чрезмерные напряжения.
Читайте также: