Какова длина ближней зоны при контроле стальной поковки прямым совмещенным пэп диаметром 12
Обновлено: 06.05.2024
2 Угловое распределение упругого поля в дальней зоне преобразователя называют:
1диаграммой направленности;
2направленностью поля;
3огибающей последовательности эхосигналов;
4полем излучения - приёма.
3 Чем определяется скорость распространения ультразвуковой волны в безграничной сре-де?
1скоростью колебания частиц;
2модулем упругости и плотностью среды;
3длиной волны;
4длиной волны и частотой.
4 В каких средах (материалах) могут распространяться поперечные волны?
1в любых;
2только в твердых;
3в твердых и жидких;
4только в жидких.
5 Угол, образуемый осью ультразвукового пучка, падающего на границу раздела двух различных сред и линией, перпендикулярной границе раздела, называется углом:
1падения;
2отражения;
3расхождения;
4преломления.
6 Расстояние, преодолеваемое упругой волной за время равное одному периоду колебаний, называется:
1путь ультразвука в среде;
2длина волны;
3протяженность волны;
4длительность импульса.
7 Волны сжатия-растяжения, при прохождении которых частицы среды колеблются парал-лельно направлению распространения волны, называются:
1продольными волнами;
2сдвиговыми волнами;
3волнами Лэмба;
4поперечными волнами.
8 Продольные ультразвуковые колебания вводят из воды в сталь под углом 5° к нормали. В этом случае угол преломления для поперечных колебаний будет:
1меньше, чем угол преломления для продольных колебаний;
2равным углу преломления для продольных колебаний;
3больше, чем угол преломления для продольных колебаний;
4не присутствует.
9 Рассчитайте собственную частоту колебаний преобразователя с пьезопластиной из ЦТС-19 (скорость звука 3 мм/мкс) толщиной 0,3 мм.
15 МГц;
22,5 МГц;
31,8 МГц;
41 МГц.
10 Область между поверхностью излучателя и плоскостью, удаленной от излучателя на расстояние d2 /4λ ( d - диаметр излучателя, λ - длина волны) называется:
1ближняя зона;
2зона Фраунгофера;
3зона Френеля;
41 и 3.
11 Криволинейные участки поверхности с небольшим отражением или без отражения от этих участков в общем случае огибают:
1поперечные волны;
2поверхностные волны;
3сдвиговые волны;
4продольные волны.
12 С увеличением отношения характеристических импедансов контактирующих сред (контакт идеальный) коэффициент отражения от границы раздела между ними:
1не изменяется;
2уменьшается;
3увеличивается;
4увеличивается пропорционально величине отношения.
13 Как называют отсечку шумов с сохранением амплитуды полезного сигнала?
1временная селекция;
2традиционная отсечка;
3компенсированная отсечка;
4комбинированная отсечка.
14 Источник ультразвуковых колебаний, обычно используемый в пьезоэлектрических преобразователях, действует по:
1магнитострикционному принципу;
2пьезоэлектрическому принципу;
3электродинамическому принципу;
4ни одному из вышеприведенных.
15 Демпфирование пьезоэлемента используют для:
1повышения лучевой разрешающей способности;
2уменьшения длительности импульса;
3увеличения амплитуды сигнала;
41 + 2.
16 Отношение амплитуд эхосигналов в 2 раза, выраженное в децибелах, составляет:
16 дБ;
210 дБ;
315 дБ;
43 дБ.
17 Диаметр бокового отверстия в калибровочных образцах (мерах), применяемых, должен быть достаточно большим, чтобы избежать:
1большой мертвой зоны;
2малых значений амплитуд сигналов;
3зависимости угла ввода от глубины залегания отражателя;
4наложения волн обегания и соскальзывания на прямо отраженный импульс.
18 Для чего проводится настройка глубиномера по двум образцам, соответствующим мини-мальной и максимальной толщине контролируемого изделия:
1чтобы исключить время пробега УЗ импульса в призме преобразователя;
2чтобы настроится на скорость УЗК в контролируемом материале;
31 и 2;
4чтобы обеспечить минимальный уровень помех при контроле.
19 Эхо-дефектоскоп с прямым преобразователем имеет мертвую зону 7 мм. Как обеспечить оценку толщины стенки сосуда толщиной около 5 мм?
1невозможно;
2по многократным донным сигналам, выполняя измерение по интервалу между вторым и третьим сигналами;
3ввести ВРЧ;
4увеличить частоту посылок импульсов.
20 При контроле акустическим импедансным методом для передачи упругих колебаний от преобразователя контролируемому объекту используется:
1толстый слой жидкости;
2тонкий слой контактной смазки;
3электромагнитное поле;
4сухой контакт.
21 При контроле методом свободных колебаний основным признаком дефекта служит:
1изменение фазы принятого сигнала;
2изменение частотного диапазона возбуждаемых колебаний;
3амплитуда отраженного эхо-сигнала;
4появление многократных эхо-сигналов.
22 В акустическом импедансном методе используются частоты:
1свыше 5 МГц;
2от 1 до 5 МГц;
3от 1 до 20 кГц;
4от 5 до 10 МГц.
23 Какая из перечисленных причин обуславливает уменьшение амплитуды сигнала при контроле теневым способом?
1шероховатость поверхности.
2затухание ультразвука.
3расхождение пучка.
4все указанные выше.
24 Какие эхо-сигналы возникают на экране дефектоскопа при выявлении продольными волнами в листе расслоения размером 30 х 30 мм, заполненного соединениями марганца или кремния?
1только эхо-сигнал от расслоения;
2только донный сигнал;
3эхо-сигнал от расслоения и донный сигнал;
4никакие эхо-сигналы не возникают.
25 Принцип измерения координат отражателя при эхо-методе состоит в:
1измерении сдвига максимума спектра отраженного от дефекта сигнала и пересчете его в координату;
2измерении временного интервала от зондирующего импульса до эхо-сигнала от дефекта и пересчете его в координату;
3анализе расхождения пучка на пути от излучателя до отражателя;
4измерении максимума сигнала от дефекта.
26 При какой из приведенных частот могут наблюдаться наибольшие потери ультразвуковой энергии за счет рассеяния?
11 МГц;
22,5 МГц;
310 МГц;
425 МГц.
27 При контроле прямым контактным преобразователем глубину залегания h отражателя в материале со скоростью звука с определяют по времени t задержки эхосигнала относительно начала цикла по формуле:
1h = c t / 2.
2h = t c.
3h = t c / 4.
4h = t2 c.
28 При контроле наклонным преобразователем поперечными волнами для расчета глубины залегания дефекта по времени прихода эхосигнала необходимо знать:
1время задержки сигнала в призме преобразователя;
2угол ввода луча;
3скорость поперечной волны в материале объекта контроля;
41, 2 и 3.
29 В настроечных образцах для настройки чувствительности контроля при работе продольными волнами используют преимущественно отражатели типа:
1бокового отверстия;
2плоскодонного отверстия;
3зарубки;
4сегментный отражатель.
30 АРД диаграмма дополнительно может использоваться для:
1измерения глубины залегания выявленных дефектов:
2оценки размеров выявленных дефектов;
3оценки затухания ультразвука;
4измерения длины волны.
31 Дефект в виде инородного материала (например, шлака) называется:
1трещиной;
2несплавлением;
3пористостью;
4включением.
32 Дефект в виде разницы между фактическим заполнением металлом сварного шва и требуемым его заполнением называется:
1несплавлением;
2непроваром;
3горячей трещиной;
4флокеном.
33 Дефект в виде отсутствия связи между металлом сварного шва и основным металлом или между очередными слоями сварного шва называют:
1непроваром;
2несплавлением;
3флокеном;
4горячей трещиной.
34 Группа мелких округлых газовых пузырьков в материале называется:
1трещиной;
2шлаковым включением;
3пористостью;
4несплавлением.
35 При оценке размеров дефектов по АРД диаграмме уровень эхо-сигнала соответствует:
1боковому отверстию;
2прямоугольному пазу;
3плоскодонному отражателю;
4зарубке.
36 Величина отраженной энергии определяется:
1размерами неоднородности;
2ориентацией неоднородности;
3типом неоднородности;
4всеми тремя.
37 Какими волнами лучше выявлять трещины, перпендикулярные внутренней поверхности, в том числе в тонкостенных трубах?
1продольными (прямым ПЭП);
2поперечными (наклонным ПЭП);
3волнами Лэмба;
42 и 3.
38 Техническое задание (спецификация) на НК обычно:
1утверждается вышестоящей организацией;
2согласовывается с национальным комитетом по стандартам;
3согласовывается с заказчиком и содержит ссылки на национальные стандарты или нормы;
41 + 2.
39 Документ, содержащий результаты контроля конкретного объекта контроля, называется:
1технологической картой;
2актом контроля;
3спецификацией;
4процедурой.
40 Составление инструкций относится к компетенции специалиста:
1первого уровня;
2второго уровня;
3третьего уровня;
42 и 3.
1 Какова длина ближней зоны при контроле стальной поковки прямым совмещенным ПЭП диаметром пьезоэлемента 12 мм, на частоту f=2,5 МГц.
130,5;
215,3;
314,3;
427,6.
2 Что такое 1-й критический угол? Это угол призмы наклонного ПЭП:
1при котором продольная волна в материале выходит на поверхность;
2при котором возбуждаются головные волны;
31 и 2;
4при котором возбуждаются поверхностные волны.
3 Для какого типа волн длина волны наибольшая, если частота неизменна?
1продольной волны;
2поперечной волны;
3сдвиговой волны;
4поверхностной волны.
4 Какая из перечисленных формул используется для расчета угла раскрытия диаграммы направленности прямого совмещенного преобразователя радиус которого α, частота f , если скорость звука в среде С, угол призмы
1sin φ = 61С / (α f);
2sin φ = 0,5 а f / С sin β;
3sin φ = 0,61 а С f;
4sin β / cos β = 0,61 а / (f С )
5 Основной лепесток диаграммы направленности преобразователя радиусом а на частоту f имеет наименьшую ширину, если:
1af=30 мм МГц;
2af=20 мм МГц;
3af=10 мм МГц;
4af=5 мм МГц.
6 При падении волн из среды со скоростью С0 на границу раздела сред со скоростями С1 и С2 углы преломления равны соответственно α1 и α2. Укажите соотношение между скоростями С1 и С2 , если α1 > α2 ?
1соотношение неизвестно;
2С1 2 ;
3С1 > С2 ;
4соотношение не зависит от углов.
7 Волны сжатия-растяжения, при прохождении которых частицы среды колеблются парал-лельно направлению распространения волны, называются:
1продольными волнами;
2сдвиговыми волнами;
3волнами Лэмба;
4поперечными волнами.
8 Как называют отсечку шумов с сохранением амплитуды полезного сигнала?
1временная селекция;
2традиционная отсечка;
3компенсированная отсечка;
4комбинированная отсечка.
9 Зондирующий импульс:
1формируется в результате отражения ультразвуковых колебаний от дефектов;
2формируется в дефектоскопе для возбуждения преобразователя;
3формируется в дефектоскопе для синхронизации его узлов;
42 + 3.
10 Генератор зондирующих импульсов предназначен для:
1синхронизации работы узлов дефектоскопа;
2усиления сигналов;
3возбуждения преобразователя;
41 + 2.
11 Демпфирование пьезоэлемента используют для:
1повышения лучевой разрешающей способности;
2уменьшения длительности импульса;
3увеличения амплитуды сигнала;
41 + 2.
12 Наклонный преобразователь может применяться для контроля:
1продольными волнами;
2поперечными волнами;
3поверхностными волнами;
41, 2 и 3.
13 Эхо-дефектоскоп с прямым преобразователем имеет мертвую зону 7 мм. Как обеспечить оценку толщины стенки сосуда толщиной около 5 мм?
1невозможно;
2по многократным донным сигналам, выполняя измерение по интервалу между вторым и третьим сигналами;
3ввести ВРЧ;
4увеличить частоту посылок импульсов.
14 Прямой преобразователь последовательно устанавливается на образцы из органического стекла и стали. В каком случае протяженность ближней зоны больше?
1на образце из органического стекла;
2на образце из стали;
3в обоих случаях одинакова;
4нет однозначного ответа.
15 При контроле акустическим импедансным методом для передачи упругих колебаний от преобразователя контролируемому объекту используется:
1толстый слой жидкости;
2тонкий слой контактной смазки;
3электромагнитное поле;
4сухой контакт.
16 При контроле резонансным методом основной резонанс наблюдается при толщине образца, равной:
11/2 длины волны ультразвука;
2длине волны ультразвука;
31/4 длины волны ультразвука;
4удвоенной длине волны ультразвука.
17 При какой из приведенных частот могут наблюдаться наибольшие потери ультразвуковой энергии за счет рассеяния?
11 МГц;
22,5 МГц;
310 МГц;
425 МГц.
18 В чем состоит разница между мертвой зоной и ближней зонами?
1эти понятия совпадают;
2мертвая зона обычно больше;
3в мертвой зоне дефекты не выявляются, а в ближней зоне можно ошибиться в определении количества и координат дефектов;
4в мертвой зоне дефекты не выявляются, а в ближней зоне может быть неправильно определено их местоположение.
19 В общем случае поперечные волны более чувствительны к небольшим неоднородно-стям, чем продольные волны (в данном материале для данной частоты), потому, что:
1длина волны поперечных колебаний меньше, чем длина волны продольных колебаний.
2поперечные волны меньше, чем продольные, рассеиваются в материале.
3направление колебаний частиц для сдвиговых волн более чувствительно к неоднородностям.
4скорость поперечных волн меньше, чем скорость продольных волн.
20 Сдвиговые волны чаще всего применяются для:
1обнаружения дефектов в сварных швах и трубах;
2обнаружения дефектов в тонких листах;
3дефектоскопии клеевых соединений в сотовых панелях;
4измерения толщин.
21 В какой из приведеных пар сред доля прошедшей энергии максимальна (промежуточные слои отсутствуют )?
1медь – сталь;
2сталь – вода;
3воздух – медь;
4медь – вода.
22 В каком материале скорость распространения ультразвука будет наибольшей?
1вода;
2воздух;
3алюминий;
4полиэтилен.
23 Для каких видов волн скорость распространения ультразвука в стали является максимальной?
1продольные волны;
2сдвиговые волны;
3поверхностные волны;
4скорость распространения ультразвука одинакова для всех видов волн.
24 Упругие колебания низких (до 20 кГц) частот используются при контроле:
1эхо-методом;
2импедансным методом;
3методом свободных колебаний;
42 + 3.
25 Способ контроля, использующий два направленных в одну сторону и расположенных на одной линии на постоянном расстоянии друг от друга преобразователя поперечных волн с одинаковыми углами наклона, называется:
1дифракционно-временным способом;
2способом тандем;
3дельта способом;
4способом дуэт.
26 Способ контроля, основанный на излучении в сварной шов наклонным преобразователем поперечной волны и приеме другим преобразователем отраженной от дефекта трансфор- мированной продольной волны, называется:
1дифракционно-временным способом;
2способом тандем;
3дельта способом;
4способом дуэт.
27 При контроле наклонным преобразователем поперечными волнами для расчета глубины залегания дефекта по времени прихода эхосигнала необходимо знать:
1время задержки сигнала в призме преобразователя;
2угол ввода луча;
3скорость поперечной волны в материале объекта контроля;
41, 2 и 3.
28 Факторами, ухудшающими условия ультразвукового контроля, являются:
1грубозернистая структура материала;
2кривизна поверхности объекта контроля;
3шероховатость поверхности объекта контроля;
41 + 2 + 3.
29 С увеличением затухания материала и толщины изделия рабочую частоту контроля:
1снижают;
2повышают;
3на выбор частоты эти параметры не влияют;
4выбор частоты определяется другими факторами.
30 Какое утверждение является правильным?
1дефект – несплошность в материале изделия;
2дефект – это каждое отдельное несоответствие объекта контроля (ОК), требованиям, установленным нормативной документацией;
3дефект – всякое отклонение качества изделия;
4дефект – несплошность, ухудшающая качество изделия.
31 Несплавлением (непроваром) называют:
1множественное включение мелких пор.
2включения инородного материала, например шлака.
3зоны отсутствия сплавления между основным и наплавленным металлом в корне или по кромке шва;
4заполненные газом пузыри округлой формы.
32 Несплошности делятся на компактные и протяженные в зависимости от величины следующей характеристики:
1амплитуды;
2координат;
3условной протяженности;
4формы огибающей эхо сигнала от неё.
33 Величина отраженной энергии определяется:
1размерами неоднородности;
2ориентацией неоднородности;
3типом неоднородности;
4всеми тремя.
34 Укажите соотношение между амплитудой эхо-сигналов от моделей дефектов, расположенных на одной глубине , одинакового размера, но разной формы:
1Ац > А с; Ад > Аc;
2Ац > Ас > Ад;
3Ад > А ц; Ад 4) Ац = Ас = Ад.
4Ац = Ас = Ад.
35 Какими волнами лучше выявлять трещины, перпендикулярные внутренней поверхности, в том числе в тонкостенных трубах?
1продольными (прямым ПЭП);
2поперечными (наклонным ПЭП);
3волнами Лэмба;
42 и 3.
36 Для ультразвукового контроля сварных соединений из ферритных сталей толщиной от 8 мм до 100 мм рекомендуется применять частоты:
10,5…1,5 МГц;
22…5 МГц;
33…6 МГц;
45…15 МГц.
37 Расчитайте чему равен 3й критический угол для стали ( Скорость продольной волны для стали 5900 м/с, скорость поперечной волны 3260 м/с.).
160°;
255°;
345°;
433°.
38 Расчитайте чему равен угол наклона призмы, если угол ввода равен 65° ( sin 65° = 0.9) (скорость волны в призме равна 2760 м/с, скорость поперечной волны в объекте контроля рав-на 3260 м/с.).
1β = 49° (sin49° = 76) ;
2β = 40° (sin40° = 64) ;
Поле излучения прямого круглого ПЭП
Излучаемые пьезопластиной ультразвуковые колебания в контролируемом объекте распространяются в среде в различных направлениях с различной интенсивностью. Направленность излучения ПЭП – это его способность излучать акустические волны в одних направлениях в большей степени, чем в других. Направленность ПЭП описывают характеристикой направленности – отношением интенсивности, создаваемой излучателем в направлении максимального излучения, к интенсивности ненаправленного излучателя той же мощности на том же расстоянии. Характеристику направленности представляют обычно в полярной системе координат и называют диаграммой направленности.
Колеблющийся пьезоэлемент при достаточно больших размерах его в сравнении с длиной ультразвуковой волны (D > λ), создает в окружающей среде волновое поле, имеющее определенную направленность и пространственные границы.
Рассмотрим акустическое поле, создаваемое круглым излучателем, работающим в режиме непрерывного излучения. Поле излучения ПЭП имеет форму узкого, слегка расходящегося пучка, в котором выделяются две характерные области, соответствующие ближней и дальней зоне, описываемые разными закономерностями на близком и далеком расстояниях от преобразователя (рисунок 66).
| Рисунок 66 – Поле излучения прямого круглого ПЭП |
В ближней зоне, зоне Френеля, т.е. в непосредственной близости от излучателя, ультразвук распространяется в виде параллельного пучка лучей без расхождения, имеющего форму цилиндра, и характеризуется сильной неравномерностью распределения амплитуды поля (интенсивности). Более 80% излученной энергии находится в пределах цилиндра, ограниченного краями пьезопластины, однако по сечению цилиндра интенсивность имеет максимумы и минимумы. Возникновение максимумов и минимумов в ближней зоне преобразователя объясняется интерференцией волн. Интерференция возникает, потому что пьезопластина возбуждается неравномерно – по краям амплитуда ее колебаний меньше. Если бы возбуждение ПЭП к краю удалось уменьшить, то поле в ближней зоне было бы равномернее.
Таким образом, для лучшего уяснения возникновения максимумов и минимумов амплитуды вследствие интерференции, представим пьезопластину, состоящую из большого количества маленьких излучателей. Расстояния от разных излучателей до некоторой точки В в ближней зоне могут сильно отличаться, т.е. от излучателя с центральной части пьезопластины расстояние до точки В будет короче, чем от излучателя с краевой области. Соответственно будут отличаться фазы приходящих сигналов. Если в точку В от двух одинаковых зон излучателя приходят сигналы, фазы которых противоположны (т.е. от одних излучателей поступают волны, требующие растяжения объема около точки В, а от других – его сжатия), то амплитуда в этой точке будет равна нулю.
Наиболее удаленный максимум определяет границу ближней зоны. Он расположен на оси преобразователя в точке r (рисунок 67). В этом случае сигналы от всех точек преобразователя приходят в точку r не в противоположных фазах, т.е. волны будут приходить с различным опозданием, но не будет волн, требующих сжатия объема, когда волны от центральной точки преобразователя требуют его растяжения или наоборот. Для этого разность путей от краевой и центральной точки должна быть не более , так как черезфаза растяжения сменится фазой сжатия. Т.о., образование максимумов и минимумов в ближней зоне преобразователя объясняется большой разностью расстояний от различных точек преобразователя до исследуемой точки В и связанной с этим разностью фаз приходящих сигналов.
Рисунок 67 – Поле излучения круглого ПЭП: а) интенсивность поля вдоль оси излучателя;
б) интенсивность поперек оси
Число максимумов в ближней зоне определяется по формуле
Максимумы располагаются на расстоянии r= , где n = 0, 1, 2, …
Минимумы располагаются на расстоянии r= , где n = 1, 2, 3, …
Для излучателя с радиусом а = 6 мм, частоты f = 2,5 МГц количество максимумов равно 5, максимумы располагаются на расстоянии 1,7 мм; 2,1 мм; 3 мм; 5 мм; 15 мм;
минимумы располагаются на расстоянии 1,9 мм; 2,5 мм; 3,75 мм; 7,5 мм.
Акустическое поле в сечениях, расположенных поперек оси излучателя, имеет вид чередующихся кольцевых зон максимумов и минимумов (рисунок 67, б). С удалением от источника ширина максимумов и минимумов увеличивается, вокруг них могут появиться дополнительные максимумы.
Т.о., ближняя зона – зона немонотонного изменения акустического поля, имеющего сложную структуру с чередующимися максимумами и минимумами интенсивности вследствие интерференции волн.
Протяженность ближней зоны
где а – радиус пьезопластины, мм.
Исходя из (34) видно, что чем больше радиус пластины и частота, тем больше ближняя зона преобразователя.
Резкое изменение амплитуды эхосигнала в ближней зоне наблюдается только для небольших дефектов. Чем больше дефект, тем сильнее сглажены максимумы и минимумы эхосигналов от него. Сглаживание максимумов и минимумов происходит при импульсном излучении (чем короче при излучении импульсы, тем более сглажены максимумы и минимумы интенсивности).
Выполнять оценку дефектов, находящихся в ближней зоне трудно, можно ошибиться. Например, на расстоянии rб /2от преобразователя (в середине ближней зоны) поле имеет минимум на оси ПЭП, а в стороне – максимумы (рисунок 63). При поиске и оценке дефектов по максимумам эхосигналов дефектоскопист, найдя в действительности один дефект, решит, что найдено два дефекта, расположенных по сторонам от истинного положения дефекта.
Исходя из этого, выпускают ПЭП с небольшой длиной ближней зоны. Например, прямой ПЭП на частоту f = 2,5 МГц с диаметром 2а = 12 мм имеет длину ближней зоны
где с = 5,9 мм/мкс – скорость продольных волн в стали.
Дальняя зона, зона Фраунгофера, – область поля, в которой амплитуда (интенсивность) монотонно убывает с расстоянием. Здесь поле приобретает форму конуса и имеет вид пучка лучей, расходящегося из точки, которая называется акустическим центром (рисунок 68). Интенсивность излучения уменьшается с увеличением расстояния r от акустического центра (для круглого излучателя акустический центр совпадает с центром тяжести пластины) за счет поглощения и рассеяния на структуре металла.
| Рисунок 68 – Распределение излученной энергии вдоль оси излучателя |
Уменьшению амплитуды способствует также величина угла φр, под которым происходит расхождение ультразвукового пучка.
Половинный угол расхождения φр, определяющий направленность УЗ-поля, зависит от соотношения длины волны и радиуса излучателя:
Как видно из (35), направленность УЗ-поля тем выше (угол φр меньше), чем больше произведение аf.
Максимум интенсивности соответствует акустической оси преобразователя.
Акустическая ось – это геометрическое место точек максимальной интенсивности поля в дальней зоне и ее геометрическое продолжение в ближней зоне.
2 Диаграмма направленности
| Рисунок 69 – ДН круглого прямого ПЭП |
Диаграмма направленности строится в плоскости, перпендикулярной излучающей поверхности и проходящей через акустический центр преобразователя. Центральная часть диаграммы направленности, в пределах которой амплитуда изменяется от единицы до нуля, называют основным лепестком. Границей диаграммы направленности считают точки, в которых амплитуда становится меньше ее максимального значения на 20 дБ, т.к. обычно считают, что когда амплитуда поля уменьшается в 10 раз (на 20 дБ), акустическое поле практически отсутствует. Амплитуду лепестка считают постоянной, когда она изменяется не более чем на 3 дБ. В пределах основного лепестка сосредоточено около 85% энергии излучения. Вне основного лепестка могут возникать боковые лепестки. Это происходит, когда отношение >0,6 (для пьезопластины а = 6 мм отношение = 2,4/6 = 0,4). В боковых лепестках сосредоточена малая часть, около 15 %, излучаемой энергии. Боковые лепестки являются источником помех. Диаграмма направленности не зависит от расстояния до излучателя.
На рисунке 70 представлены диаграммы направленности прямых круглых излучателей по совмещенной схеме включения с разными размерами пьезопластины и работающими с разными частотами (а1f1 < а2f1 а2f2). Из рисунка видно: чем больше радиус пьезопластины, тем уже диаграмма направленности. С другой стороны, при том же радиусе пьезопластины повышение частоты ультразвука ведет к такому же результату. В конечном результате, чем выше частота ультразвука и чем больше радиус пьезопластины, т.е. чем больше величина произведения аf, тем уже диаграмма направленности ультразвукового луча.
Рисунок 70 – Диаграммы направленности круглых излучателей при условии а1f1 < а2f1 а2f2.
Выводы:
1 Увеличение диаметра пьезопластины приводит, как уже отмечалось выше, к повышению абсолютной чувствительности преобразователя и сужению его диаграммы направленности. Более высокая направленность ПЭП повышает точность оценки координат дефектов и их условных размеров, улучшает фронтальную разрешающую способность и снижает уровень помех от структурных неоднородностей. Но одновременно с увеличением размеров пьезопластины возрастает протяженность ближней зоны, которая характеризуется неравномерной чувствительностью по глубине и сечению ультразвукового пучка, следовательно, пониженной вероятностью обнаружения дефектов и неоднозначностью оценки их величины. Т.о. при выборе диаметра пьезоэлемента необходимо, чтобы пьезопластина и дефект находились в дальней зоне относительно друг друга.
2 Уменьшению немонотонности изменения амплитуды в ближней зоне способствует применение импульсного излучения УЗК (рисунок 71). Из рисунка видно, что импульсы от различных частей излучателя приходят в точку наблюдения в разное время, следовательно, интерференция не возникает. Также уменьшает неравномерность распределения амплитуды в ближней зоне применение колококообразных импульсов возбуждения вместо синусоидальных, неравномерное независимое возбуждение отдельных зон пьезопластины, или же укорачивание длительности импульсов менее одного периода (рисунок 72).
| Рисунок 71 – При импульсном возбуждении излучателя интерференция в точке О не возникает |
| Рисунок 72 – Зависимость звукового давления Р на оси волнового поля дискового излучателя от расстояния r от излучателя при равномерном (а), неравномерном (6) возбуждении отдельных участков излучающей поверхности и при излучении импульсов, длительность которых не превышает одного периода (в) |
Неравномерное возбуждение дискового излучателя в реальных конструкциях преобразователей, связанное, например, с зажатием пьезоэлемента по окружности или с независимым возбуждением отдельных зон излучающей поверхности, иная форма излучателя, специальная форма электродов, наносимых на поверхность излучателя – все это в значительной мере уменьшает эффект интерференции.
3 Излучатель, имеющий небольшие размеры, не обеспечивает достаточной мощности генерируемых колебаний и не дает нужной точности при определении координат дефектов из-за широкой диаграммы направленности.
4 Для каждой частоты УЗК имеется оптимальный размер излучателя. Размеры пьезопластины необходимо выбирать в области аf = 12 – 15 мм·МГЦ; при этом пьезопластина должна иметь толщину, равную половине длины ультразвуковой волны в пьезоматериале на рабочей частоте.
Таблица 1 - Выбор ПЭП в зависимости от номинальной толщины АСС
6.2.2 Выбор частоты и угла ввода НП для проведения УЗК осуществляется в соответствии с таблицей 2 и прямого PC ПЭП - в соответствии с таблицей 3.
6.2.3 Для проведения УЗК АСС с номинальной толщиной стенки более 10,0 мм и до 20,0 мм включительно применяется ПЭП, возбуждающий и принимающий головные волны частотой 1,8 МГЦ.
6.2.4 УЗК АСС прямым PC ПЭП проводится только при снятом усилении со стороны поверхности ввода УЗ-волн.
Таблица 2 - Параметры НП (номинальные значения) при УЗК АСС
4,0 70° 2,5 60° 1,545° 50° и 60° 65°
0,540° 45° и 55° 60°
Таблица 3 - Параметры прямых PC ПЭП (номинальные значения) при УЗК АСС
6.2.5 Для УЗК АСС конструкций, сваренных из листового проката (пластин), применяются схемы контроля, представленные на рисунке 2а-и.
6.2.6 Для УЗК АСС оборудования и трубопроводов применяются схемы контроля, представленные на рисунке 2б, г, е, и.
6.2.7 Выбор соответствующих схем контроля обуславливается номинальной толщиной стенки АСС, доступом и наличием на нем усиления.
6.2.8 Продольные стыковые сварные соединения оборудования цилиндрической формы и трубопроводов контролируют с учетом указаний, приведенных в приложении Б ГОСТ Р 50.05.02-2018.
6.2.9 Для АСС с номинальной толщиной стенок от 20,0 мм до 100,0 мм контроль приповерхностного слоя (от 1,0 до 15,0 мм) рекомендуется выполнять головными волнами.
 | |
| 525 × 290 пикс. Открыть в новом окне | |
 | |
| 671 × 325 пикс. Открыть в новом окне | |
 | |
| 626 × 311 пикс. Открыть в новом окне | |
 | |
| 554 × 341 пикс. Открыть в новом окне | |
 | |
| 627 × 311 пикс. Открыть в новом окне | |
 | |
| 608 × 275 пикс. Открыть в новом окне | |
 | |
| 565 × 251 пикс. Открыть в новом окне | |
 | |
| 607 × 343 пикс. Открыть в новом окне | |
6.2.10 Проведение УЗК с одной стороны или с одной поверхности сканирования однократно отраженным лучом допускается в случаях, когда конструкция аустенитного сварного соединения или основной металл одного из элементов не позволяют провести УЗК с обеих сторон (поверхностей) СС. Это должно быть отражено в ТКК (технологической инструкции).
6.2.11 Степень контроледоступности АСС определяется представителем службы неразрушающего контроля в зависимости от ограничений, налагаемых конструкцией контролируемого ОК на возможность установки и пределы перемещения ПЭП согласно указаниям пунктов 6.8, 6.8.2 и 6.8.3 (6.8.3.1-6.8.3.4) ГОСТ Р 50.05.02-2018, и указывается в карте контроля.
6.3.1 УЗК АСС на поперечные несплошности проводят, если это предусмотрено КД, ПКД или требованиями, указанными в таблице 3 ГОСТ Р 50.05.02-2018.
6.3.2 Для УЗК стыковых сварных соединений на поперечные несплошности применяются наклонные совмещенные и раздельно-совмещенные ПЭП, а также ПГВ.
6.3.3 УЗК стыковых сварных соединений со снятым усилением проводят ПЭП, ориентированным вдоль оси шва. Сканирование осуществляется в двух взаимно противоположных направлениях по всей ширине контролируемой зоны. В процессе УЗК ПЭП поворачивают относительно своей оси на угол от 0° до 10° в обе стороны. При этом шаг сканирования во всех направлениях не должен превышать половины диаметра (ширины) пьезоэлемента для совмещенных наклонных ПЭП и не более 8,0 мм для наклонных PC ПЭП и ПГВ (см. рисунок 3а).
 | |
| 797 × 1524 пикс. Открыть в новом окне | |
6.3.4 УЗК стыковых сварных соединений, выполненных с усилением шва, проводят сплошным сканированием НП в секторе от 10° до 40° относительно продольной оси шва в двух взаимно противоположных направлениях (см. рисунок 3б).
6.4.1 Для каждого СС, подлежащего УЗК, должен быть определен объем контроля по протяженности. При наличии неконтролируемых из-за недоступности участков СС УЗК считается выполненным в неполном объеме, а недоступные участки отмечаются в отчетной документации по контролю с указанием их координат и протяженности.
6.4.2 Степень контроледоступности сечения АСС должна быть определена в зависимости от ограничений, налагаемых конструкцией контролируемого изделия на возможность установки и пределы перемещения ПЭП в соответствии с пунктом 6.8.3 ГОСТ Р 50.05.02-2018.
6.4.3 УЗК СС труб с внутренней расточкой однократно отраженным лучом возможен, если длина (lр) цилиндрической части расточки не менее - угол ввода; в - половина ширины усиления шва; В - ширина околошовной зоны, подлежащей УЗК, определяется требованиями федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, СС и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов АС.
При меньших размерах расточки УЗК АСС проводят только прямым лучом при удаленном усилении, что должно быть отражено в ТКК (технологическом процессе).
6.4.4 Поверхности сканирования АСС в зоне перемещения ПЭП с обеих сторон сварного шва должны быть очищены от пыли, грязи, окалины. С них должны быть удалены забоины и неровности по всей длине контролируемого участка.
6.4.5 Ширина подготовленной под УЗК зоны с каждой стороны шва должна быть не менее при контроле однократно отраженным лучом, где Н - толщина сварного соединения;6.4.6 Для проведения УЗК поверхность сканирования должна быть обработана до шероховатости Ra не более 6,3 мкм (Rz 40). Шероховатость донной поверхности для УЗК однократно отраженным лучом должна быть не более Rz 80 (Ra 20 мкм), если она доступна для механической обработки.
6.4.7 Волнистость (отношение максимальной стрелы прогиба к периоду волнистости) поверхности сканирования не должна превышать 0,015.
6.4.8 Усиление шва должно быть удалено и выровнено с поверхностью основного металла в следующих случаях:
- для оборудования цилиндрической формы и трубопроводов с диаметром более 350,0 мм и номинальной толщиной стенки 40,0 мм и более;
- если ширина усиления не позволяет прозвучивать корень шва прямым центральным лучом или все сечение центральным лучом.
7 Требования к средствам контроля и образцам
7.2 Указания по метрологическому обеспечению средств контроля должны соответствовать требованиям ГОСТ 50.05.16.
7.3 Проверку работоспособности дефектоскопа и ПЭП проводят до начала, после окончания и через каждые два часа работы. В случае обнаружения несоответствия в параметрах настройки должен быть выполнен повторный УЗК с момента предыдущей успешной проверки.
1. АППАРАТУРА И ИСПЫТАТЕЛЬНЫЕ ОБРАЗЦЫ
1.1. При контроле должны быть использованы: ультразвуковой импульсный дефектоскоп, преобразователи, испытательные или стандартные образцы или АРД-диаграммы, вспомогательные устройства и приспособления для обеспечения постоянных параметров контроля и регистрации результатов.
1.2. При контроле применяют дефектоскопы и преобразователи, прошедшие аттестацию, государственные испытания и периодическую поверку в установленном порядке.
1.3. При контактном контроле цилиндрических поковок диаметром 150 мм и менее наклонными преобразователями в направлении, перпендикулярном образующей, рабочая поверхность преобразователя притирается по поверхности поковки.
При контроле поковок диаметром более 15 0 мм могут быть использованы насадки и опоры для фиксации угла ввода.
1.5. АРД-диаграммы применяют при мелкосерийном производстве или при контроле крупногабаритных поковок, а также в том случае, когда колебания донного сигнала превышают значения, указанные в п. 1.4.
1.6. АРД-диаграммы применяют при контроле по плоским поверхностям, по вогнутым цилиндрическим поверхностям диаметром 1 м и более и по выпуклым цилиндрическим поверхностям диаметром 500 мм и более - для прямого преобразователя, и диаметром 150 мм и более - для наклонного преобразователя.
1.7. Испытательные образцы должны быть изготовлены из металла той же марки и структуры и иметь ту же обработку поверхности, что и контролируемые поковки. В испытательных образцах должны отсутствовать дефекты, обнаруживаемые методами ультразвукового контроля.
1.9. Допускается использовать испытательные образцы из близких типов сплавов (например, из углеродистой стали различных марок) при условии выполнения требований п. 1.8.
1.10. Форма и размеры контрольных отражателей в образцах указываются в нормативно-технической документации. Рекомендуется использовать отражатели в виде плоскодонных отверстий, ориентированных по оси ультразвукового луча.
1.11. Набор отражателей в испытательных образцах должен состоять из отражателей, изготовленных на разных глубинах, из которых минимальная должна быть равна «мертвой» зоне применяемого искателя, а максимальная - максимальной толщине поковок, подлежащих контролю.
1.12. Ступени глубины должны быть такими, чтобы отношение амплитуд сигналов от одинаковых контрольных отражателей, расположенных на ближайших глубинах, находилось в диапазоне 2 - 4 дБ.
1.13. На каждой ступени глубины в испытательном образце должны быть изготовлены контрольные отражатели, определяющие уровень фиксации и уровень браковки. Допускается изготовление контрольных отражателей и других размеров, но при этом отношение амплитуд от двух ближайших по размерам отражателей не должно быть менее 2 дБ.
1.14. Расстояние между контрольными отражателями в испытательных образцах должно быть таким, чтобы влияние соседних отражателей на амплитуду эхо-сигнала не превышало 1 дБ.
1.15. Расстояние l от контрольного отражателя до стенки испытательного образца должно удовлетворять условию:
где h - расстояние по лучу от точки ввода до отражающей поверхности контрольного отражателя, мм;
l - длина волны ультразвуковых колебаний, мм.
(Измененная редакция, Изм. № 1).
1.16. Площади плоскодонных отражателей должны быть выбраны из ряда (в скобках указаны соответствующие диаметры отверстий): 1 (1,1); 2 (1,6); 3 (1,9); 5 (2,5); 7 (3); 10 (3,6); 15 (4,3); 20 (5); 30 (6,2); 40 (7,2); 50 (8); 70 (9,6) мм 2 .
1.17. Глубины залегания плоскодонных отражателей (расстояния от их торцов до поверхности ввода) должны быть выбраны из ряда: 2, 5, 10, 20, 50, 75, 100, 150, 200, 250, 325, 400, 500 мм и далее через 100 мм с погрешностью не более ±2 мм.
1.18. Испытательные образцы для контроля алюминиевых поковок изготовляются по ГОСТ 21397-81. Допускается использование испытательных образцов-аналогов из алюминиевого сплава Д16Т для контроля других материалов с использованием пересчетных устройств.
1.19. Точность и технология изготовления контрольных отражателей для прямого преобразователя - по ГОСТ 21397-81, для наклонного преобразователя - по ГОСТ 14782-86.
1.20. Радиус, испытательного образца R 0 должен быть равен , где R п - радиус поковки.
Допускается применять испытательные образцы другого радиуса при выполнении соотношения 0,9 R п R 0 1,2 R п .
1.21. Использование испытательных образцов с плоской поверхностью ввода допускается при контроле прямым совмещенным преобразователем цилиндрических изделий диаметром более 500 мм и при контроле прямым раздельно-совмещенным преобразователем или наклонным преобразователем цилиндрических изделий диаметром более 150 мм.
1.22. АРД-диаграммы или счетные устройства должны удовлетворять следующим требованиям:
цена деления шкалы «Амплитуда сигнала» должна быть не более 2 дБ;
цена деления шкалы «Глубина залегания» должна быть не более 10 мм;
расстояния по оси ординат между кривыми, соответствующими различным размерам контрольных отражателей, должны быть не более 6 дБ и не менее 2 дБ.
2. ПОДГОТОВКА К КОНТРОЛЮ
2.1. При общей технологической подготовке производства на поковки, подлежащие ультразвуковому контролю, составляют технологические карты ультразвукового контроля.
2.2. Технологическая карта составляется на каждый типоразмер поковки. В карте указывают следующие данные:
основные данные поковки (чертеж, марка сплава, при необходимости - скорость звука и коэффициент затухания);
обработку поверхностей и припуски (при необходимости указывают на эскизе);
основные параметры контроля (схема прозвучивания, типы преобразователей, углы ввода и рабочие частоты, чувствительность контроля, скорость и шаг сканирования);
требования к качеству поковок.
Допускается составление типовых карт контроля, объединенных одним или несколькими из перечисленных параметров.
2.3. Технологической картой контроля должно быть предусмотрено проведение контроля на той стадии технологического процесса, когда поковка имеет наиболее простую геометрическую форму и наибольший припуск. Допускается контроль без припуска, если обеспечивается полное прозвучивание всего объема металла. Рекомендуется проводить контроль после термической обработки поковки.
2.4. Перед контролем поверхности поковок, со стороны которых проводят прозвучивание (поверхности ввода), должны быть обработаны и иметь параметр шероховатости поверхности Rz < 10 мкм по ГОСТ 2789-73.
Поверхности поковок, параллельные поверхностям ввода (донные поверхности), должны иметь параметр шероховатости Rz ≤ 40 мкм по ГОСТ 2789-73.
Допускается снижение требований к шероховатости поверхности при условии выявления недопустимых дефектов.
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. Контроль поковок проводится эхо-методом и зеркально-теневым методом.
Допускается использование других методов при условии выявления недопустимых дефектов. Контроль зеркально-теневым методом осуществляется путем наблюдения за ослаблением амплитуды донного сигнала.
3.2. Схемы прозвучивания поковок различной геометрической формы устанавливаются технической документацией на контроль.
3.3. Схема прозвучивания поковок в полном объеме устанавливается таким образом, чтобы каждый элементарный объем металла был прозвучен в трех взаимно-перпендикулярных направлениях или близких к ним. При этом поковки прямоугольного сечения прозвучиваются прямым преобразователем с трех перпендикулярных граней. Цилиндрические поковки прозвучиваются прямым преобразователем с торцевой и боковой поверхности, а также наклонным преобразователем с боковой поверхности в двух направлениях, перпендикулярных образующей (хордовое прозвучивание).
3.4. Если один из размеров поковки превышает другой размер в m или более раз, то прямой преобразователь заменяется наклонным. При этом применяются наклонные преобразователи с возможно большим углом ввода и прозвучивание проводится вдоль наибольшего размера в двух противоположных направлениях.
Значение m определяется выражением
где D п - диаметр пьезопластины преобразователя, мм;
f - частота ультразвука, МГц;
с - скорость продольных ультразвуковых колебаний в данном металле, м/с.
3.5. На чертеже приведены примеры схем прозвучивания в полном объеме поковок простой геометрической формы, знаком ↓ указано направление излучения прямого искателя, знаком ← → - направления движения и ориентация наклонного искателя.
Примеры прозвучивания поковок простой формы
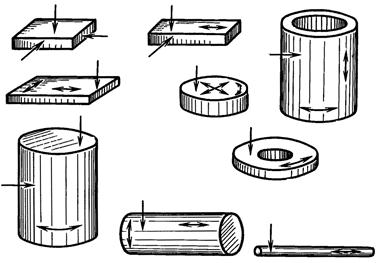
3.6. Контроль проводят путем сканирования преобразователем поверхностей поковок, определяемых заданной схемой прозвучивания.
Скорость и шаг сканирования устанавливаются технической документацией на контроль, исходя из надежного выявления недопустимых дефектов.
3.7. Частота ультразвука указывается в технической документации на контроль. Массивные и крупнозернистые поковки рекомендуется прозвучивать на частотах 0,5 - 2,0 МГц, тонкие поковки с мелкозернистой структурой - на частотах 2,0 - 5,0 МГц.
3.8. Уровень фиксации и браковочный уровень должны соответствовать уровням, установленным технической документацией на поковки, с погрешностью не более ±2 дБ.
3.9. Поиск дефектов проводят на поисковой чувствительности, которую устанавливают:
при ручном контроле - на 6 дБ выше уровня фиксации;
при автоматическом контроле - таким, чтобы дефект, подлежащий фиксации, выявлялся не менее 9 раз из 10 опытных прозвучиваний.
3.10. При контроле фиксируют участки, в которых наблюдается хотя бы один из следующих признаков дефектов:
отраженный сигнал, амплитуда которого равна или превышает заданный уровень фиксации;
ослабление донного сигнала или ослабление прошедшего сигнала до или ниже заданного уровня фиксации.
4. ОБРАБОТКА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
расстояние до преобразователя;
эквивалентный размер или площадь;
условные границы и (или) условную протяженность.
При необходимости выполняют классификацию дефектов на протяженные и непротяженные и определяют их пространственное местоположение.
4.2. Результаты контроля фиксируют в сертификате на поковку и заносят в специальный журнал, который оформляют по ГОСТ 12503-75 с указанием следующих дополнительных реквизитов:
фамилии или подписи оператора.
При обнаружении дефектов в журнале фиксируются их основные характеристики в соответствии с п. 4.1 и (или) дефектограммы.
4.3. На основании сопоставления результатов контроля требованиям нормативно-технической документации делают заключение о годности или забраковании поковки.
4.4. В нормативно-технической документации на поковки, подлежащие ультразвуковому контролю, должны быть указаны:
уровень фиксации, недопустимый уровень ослабления донного сигнала и параметры недопустимых дефектов (минимальный эквивалентный размер или площадь, минимальная условная протяженность, минимальное количество дефектов в определенном объеме), например:
Фиксации подлежат дефекты эквивалентной площадью S 0 и более.
Не допускаются дефекты эквивалентной площадью S 1 и более.
Не допускаются дефекты условной протяженностью L 1 и более.
Не допускаются дефекты, вызывающие при контроле прямым преобразователем ослабление донного сигнала до уровня S 0 и ниже.
Не допускаются непротяженные дефекты эквивалентной площадью от S 0 до S 1 , если они образуют скопление из n или более дефектов при пространственном расстоянии между наиболее удаленными дефектами, равном или меньшем толщины поковки H .
4.5. При записи нормативных требований к качеству поковок рекомендуется указывать группу качества поковок в соответствии в таблицей. В таблице приведены значения n 0 , которые используют для вычисления недопустимого числа n дефектов в скоплении размером H по формуле
При вычислении n округляют до целого числа в сторону уменьшения.
Показатели технических требований к поковкам по результатам ультразвукового контроля
Какова длина ближней зоны при контроле стальной поковки прямым совмещенным пэп диаметром 12
По углу ввода колебаний различают:
- Прямые преобразователи вводят и (или) принимают колебания по нормали к поверхности объекта контроля в точке ввода.
- Наклонные преобразователи вводят и (или) принимают колебания в направлениях отличных от нормали к поверхности объекта контроля.
По способу размещения функций излучения и приема УЗ сигнала различают:
- Совмещенные ПЭП где один и тот же пьезоэлемент, работает как в режиме излучения так и в режиме приема.
- Раздельно-совмещенные преобразователи где в одном корпусе размещены два и более пьезоэлемента, один из которых работает только в режиме излучения, а другие в режиме приема.
По частоте колебаний
По способу акустического контакта
- Контактные ПЭП где рабочая поверхность соприкасается с поверхностью ОК или находится от нее на расстоянии менее половины длины волны в контактной жидкости.
- Иммерсионные которые работают при наличии между поверхностями преобразователя и ОК слоя жидкости толщиной больше пространственной протяженности акустического импульса.
По типу волны возбуждаемой в объекте контроля:
- Продольные волны - колебания которых происходит вдоль оси распространения; - колебания которых происходит перпендикулярно оси распространения;
- Поверхностные волны (волны Реллея) - распространяющиеся вдоль свободной (или слабонагруженной) границы твердого тела и быстро затухающие с глубиной.
- Нормальные ультразвуковые волны (волны Лэмба) – ультразвуковые волны, которые распространяются в пластинах и стержнях. Существуют симметричные и антисимметричные волны.
- Головные волны – савокупность акустических волн возбуждаемых при падении пучка продольных волн на границу раздела 2 твердых сред под первым критически углом.
Выбор ультразвукового пьезоэлектрического преобразователя зависит от параметров контролируемого объекта, таких как материал, толщина, форма и ориентация дефектов и т.д.
Выбор ПЭП по углу ввода (прямой или наклонный) выбирают исходя из схемы прозвучивания конкретного объекта. Схемы прозвучивания содержатся в государственных и ведомственных стандартах, а так же технологических картах контроля. В общем случае угол ввода выбирают таким образом, что бы обеспечивалось пересечение проверяемого сечения акустической осью преобразователя (прямым или однократно отраженным лучем). Выявление дефектов выходящих на поверхность наиболее эффективно обеспечивается при падении поперечной волны под углом 45 °±5° к этой поверхности.
Выбор ПЭП по схеме включения (совмещенный или РС) выбирается в зависимости от толщины изделия или расстояния зоны контроля от поверхности ввода. Прямые совмещенные ПЭП обычно применяют при контроле изделий толщиной более 50мм, а прямые РС ПЭП для контроля изделий толщиной до 50мм включительно, или приповерхностного слоя до 50мм.
Наклонные РС ПЭП в основном используются по совмещенной схеме включения. Наклонные РС ПЭП с поперечной волной используют преимущественно для контроля сварных соединений тонкостенных (до 9мм) труб диаметром не более 400мм (хордовые преобразователи). Наклонные РС ПЭП с продольной волной применяют для контроля соединений с крупнозернистой структурой и высоким уровнем шумов (аустенитные швы).
Выбор ПЭП по частоте колебаний, выбирается в основном исходя из толщины ОК и требуемой чувствительности контроля. Благодаря более короткой волне, высокочастотные преобразователи позволяют находить дефекты меньшего размера, тогда как УЗ волны низкочастотных ПЭП глубже проникают в материал, т.к. коэффициент затухания уменьшается с частотой. Низкочастотные ПЭП применяются при контроле крупнозернистых материалов и материалов с высоким коэффициентом затухания.
При выборе частоты надо учитывать, что ее увеличение вызывает:
- увеличение ближней зоны
- уменьшение мертвой зоны, связанное с уменьшением длительности свободных колебаний пьезоэлемента;
- улучшение лучевой и фронтальной разрешающей способности;
- сужение характеристики направленности;
- увеличение коэффициента затухания и связанное с ним падение чувствительности на больших толщинах
- увеличение уровня структурных шумов в крупнозернистых материалах; уменьшение уровня собственных шумов ПЭП, связанное с увеличением затухания звуковой волны в элементах ПЭП при возрастании частоты;
Подпишитесь на наш канал You Tube
Далее приведены основные типы и характеристики преобразователей, наиболее часто применяемых в процессе ультразвукового контроля.
П111 - Прямые совмещенные преобразователи
Преобразователи типа П111 используются для дефектоскопии и толщинометрии изделий продольными волнами. На практике, прямые совмещенные преобразователи применяются для контроля листов, плит, валов, отливок, поковок, а также для поиска локальных утонений в стенках изделий. Преобразователи П111 используются для выявления объемных и плоскостных дефектов – пор, волосовин, расслоений и т.д. Характеристики ПЭП типа П111 приведены в таблице:
П112 - прямые раздельно-совмещенные преобразователи
Контактные раздельно-совмещенные преобразователи, типа П112, как правило используются для применяются для определения остаточной толщины стенки изделий и для поиска дефектов, расположенных на относительно небольших глубинах под поверхностью. Толщина контролируемых П 112 объектов, как правило, находится в диапазоне от 1 до 30мм. Характеристики П112 приведены в таблице:
П121 наклонные совмещённые преобразователи
Наклонные преобразователи, типа П121, широко применяются в задачах контроля сварных соединений, листов, штамповок, поковок и других объектов. Преобразователи П121 позволяют выявлять трещины, объемные дефекты, такие как неметаллические включения, поры, непровары, усадочные раковины и т.п. С помощью преобразователей типа П121, как правило, определяются характеристики вертикально ориентированных дефектов. Характеристики и возможная маркировка П 121 одного из производителей приведены в таблице:
П122 – наклонные раздельно-совмещенные преобразователи
Хордовые преобразователи типа П122 в основном применяют для контроля кольцевых сварных швов трубных элементов из сталей и полиэтилена диаметром от 14 до 219 мм. с толщиной стенки от 2 до 6 мм., используются контактные раздельно-совмещенные хордовые преобразователи. Применение преобразователей хордового типа особенно эффективно для контроля тонкостенных сварных швов от 2 до 4 мм.
Преобразователи типа П122 предназначены для контроля тонкостенных сварных швов, как правило из нержавеющих, малоуглеродистых сталей и сплавов алюминия Характерная особенность ПЭП – минимальная мертвая зона и фокусировка УЗ поля в определенном диапазоне толщин. Характеристики П 121 представлены в таблице:
Под заказ возможна поставка специальных преобразователей:
- для контроля деталей железнодорожного подвижного состава;
- наклонные контактные совмещенные ПЭП типа П121 для контроля гибов труб;
- фокусирующие и с плоской излучающей поверхностью для иммерсионного контроля дисков из титановых сплавов и других деталей и заготовок;
- для контроля лопастей летательных аппаратов;
- широкозахватные;
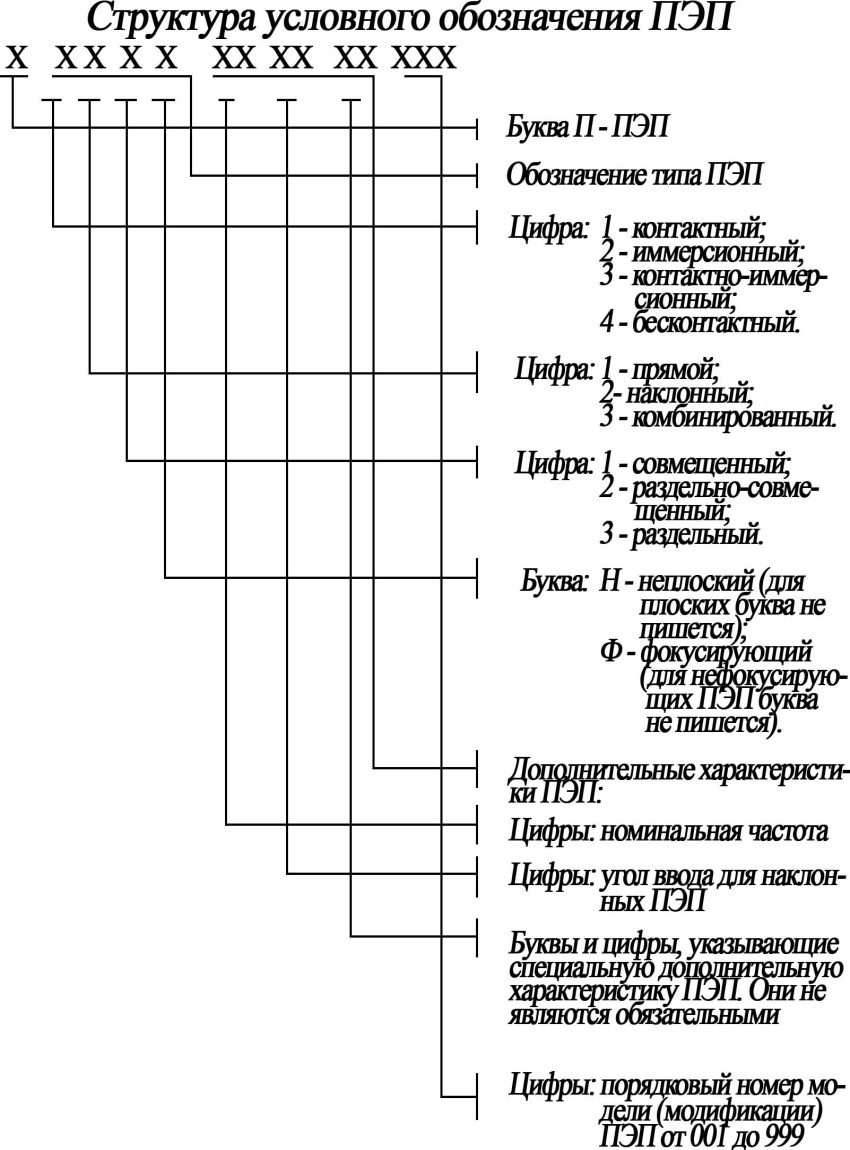
Для основных типов ПЭП в России принято буквенно-цифровое обозначение, которое формируется следующим образом:
- первый знак – буква П – Преобразователь;
- первая цифра – 1 – контактный, 2 – иммерсионный, 3 – контактно-иммерсионный;
- вторая цифра – 1 – прямой, 2 – наклонный;
- третья цифра – 1 – совмещенный, 2 – раздельно-совмещенный, 3 – раздельный;
- кроме этого производители обычно указывают частоту, угол ввода, размер пьезоэлемента.
Схема обозначения ультразвуковых преобразователей приведена ниже
 |
Дополнительные материалы:
Купить ультразвуковые пьезоэлектрические преобразователи и другие приборы неразрушающего контроля можно по официальной цене производителей с доставкой до двери в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Специализированные преобразователи
1. Ультразвуковые резонаторы к рельсовым дефектоскопам типа "ПОИСК".
Номинальные значения углов ввода: 0°, 45°, 50°, 55°, 60°, 65°.
Преобразователи типа П121 для дефектоскопии труб малых диаметров
Наклонные контактные совмещенные типа П121 для дефектоскопии труб малых диаметров
Пример обозначения при заказе:
П121-5-53°-d89-002 - преобразователь с углом призмы 53° для диаметра трубы 89 мм для УД2-12.
П121-5-53°-d89-003 - преобразователь с углом призмы 53° для диаметра трубы 89 мм для УД2-70.
Читайте также: