Кислородная резка углеродистых сталей
Обновлено: 05.05.2024
Кислородная резка осуществляется вследствие нагрева металла до температуры воспламенения теплом газового пламени и экзотермической реакции окисления металла с последующим удалением оксидов кинетической энергией режущего кислорода. Ниже приведены условия разрезаемости металлов и сплавов.
- Источник тепла должен быть достаточно мощным.
- Температура горения металла должна быть ниже температуры его плавления, а также температуры плавления образующихся оксидов.
- Оксиды и шлаки должны быть жидкотекучими и легко выдуваться струей режущего кислорода.
Всем этим условиям удовлетворяют титановые сплавы, низкоуглеродистые и низколегированные стали, однако содержание в сталях легирующих элементов влияет на разрезаемость их кислородным пламенем (табл. 27).
Таблица 27. Влияние легирующих элементов на разрезаемость стали при кислородной резке
Для определения разрезаемости легированных сталей пользуются углеродным эквивалентом, который подсчитывается по формуле:
СЭ = С + 0,15Mn + 0,3(Si + Mo) + 0,4Cr + 0,2V + 0,04(Ni + Cu).
Пределы его изменения позволяют оценить разрезаемость легированных сталей (табл. 28).
Таблица 28. Разрезаемость углеродистых и низколегированных сталей при кислородной резке
15ХФ, 10ХФ, 15ХГ, 20М, 12ХН3А,
30Х, 50Х, 12ХМ, 35ХМ, 20ХГ,
40ХГ, 40ХН, 50ХН, 12Х2Н4А,
20ХН24А, 10ХФА, 5ХНМ, ШХ10,
20Х3, 35ХЮА, 37ХН3А, 35Х2МА,
25ХНВА, 40ХГМ, 38ХМЮА,
45ХНМФА, 50ХГА, 50ХФА,
50ХГФА, 5ХНМ, 12Х2Н3МА
Ниже перечислены основные параметры кислородной разделительной резки.
Пламя — нейтральное, при резке металла толщиной более 400 мм — науглероживающее.
Мощность пламени зависит от толщины, состава и состояния металла. При ручной резке повышается в 1,5…2 раза по сравнению с механизированной; при резке литья увеличивается в 3…4 раза; определяется номером сменного мундштука (табл. 29).
Давление режущего кислорода зависит от толщины разрезаемого металла, формы режущего сопла и чистоты кислорода; необходимо руководствоваться указаниями и инструкциями по эксплуатации.
Скорость резки должна соответствовать скорости окисления металла по толщине. При нормальной скорости поток искр и шлака с обратной стороны разрезаемого листа сравнительно спокойный и направлен почти параллельно кислородной струе. Зависит от толщины металла, требований к качеству поверхности реза и от степени чистоты кислорода (табл. 30—11.32).
Параметры режима ручной резки приведены в табл. 33, 34, а поверхностной кислородной строжки — в табл. 35.
Таблица 29. Выбор сменного мундштука при ручной кислородной резке
- Мундштуки рассчитаны для использования горючего газа в соответствии с исполнением резака.
- Давление на входе в резак пропан-бутана и природного газа 0,02…0,15 МПа.
- Расход пропан-бутана определяют умножением расхода кислорода подогревающего пламени на коэффициент 0,55…0,6.
- Чистота кислорода не менее 99,5%.
Таблица 30. Зависимость скорости резки и ширины реза от толщины металла
Примечание. Скорости указаны для фигурной резки по 1-му классу кислородом чистотой 99,5 %. При другом качестве газа и использовании кислорода другой чистоты эти значения скорости следует умножить на коэффициенты, приведенные в табл. 31 и 32.
Таблица 31. Зависимость скорости резки от качества поверхности реза
Таблица 32. Зависимость скорости резки от чистоты кислорода
Таблица 33. Параметры режима резки углеродистых и низколегированных сталей
Таблица 34. Параметры режима ручной резки сталей больших толщин
Таблица 35. Параметры режима ручной поверхностной кислородной строжки
* Для ацетилена 0,9…1,0 м 3 /ч.
При использовании в качестве горючего вещества керосина или бензина возможна резка металла как на воздухе, так и под водой (табл. 36 и 37). При ручной резке используют типы инжекторных резаков согласно ГОСТ 5191-79 (табл. 38). Конкретные технические данные марок резаков, в том числе и вставных, приведены в табл. 39.
Механизированная резка осуществляется на резаках, приведенных в табл. 40, где р, МПа — давление газа, Qг, м 3 /ч — расход газа.
Таблица 36. Параметры режима ручной керосино-кислородной резки
Таблица 37. Параметры режима подводной ручной бензокислородной резки
Таблица 38. Типы инжекторных резаков для ручной кислородной резки
* Применяемый горючий газ: А — ацетилен, ПГ — природный газ, ПБ — пропан-бутан.
Таблица 39. Технические характеристики резаков для ручной кислородной резки
* В числителе приведены данные для ацетилена, в знаменателе — для пропана-бутана.
** В числителе приведены данные для кислорода подогревающего пламени, в знаменателе — для режущего кислорода.
Таблица 40. Параметры режима фигурной механизированной кислородной резки (1-й класс качества поверхности реза, чистота кислорода 99,5 %)
Улучшить качество поверхности реза можно, используя специальную конструкцию каналов режущего кислорода (табл. 41), применяя кислород повышенной чистоты (табл. 42) или ведя процесс при большем давлении кислорода (табл. 43).
Резку можно осуществлять и с использованием газов-заменителей ацетилена (табл. 44).
Таблица 41. Параметры режима безгратовой резки сталей с использованием кислорода чистотой 99,5 %
Таблица 42. Параметры режима механизированной безгратовой резки с использованием кислорода чистотой 99,8…99,9%
* Для ацетилена 0,01…0,03 МПа.
Таблица 43. Параметры режима механизированной безгратовой резки при давлении кислорода 1,5…1,8 МПа
* В числителе — подогревающего, в знаменателе — режущего кислорода.
Таблица 44. Параметры режима механизированной резки с использованием газов — заменителей ацетилена
Повысить производительность резки, особенно, при необходимости получения большого количества деталей сравнительно небольшой толщины можно, используя пакетную резку.
Разрезаемые листы собирают в пакет, который стягивается струбцинами или специальными зажимными устройствами, и разрезают за один проход резака, применяя кислород низкого давления (табл. 45).
Таблица 45. Параметры режима механизированной пакетной резки
Резка сталей больших толщин осуществляется специальными мундштуками кислородом низкого давления (табл. 46). С помощью специальных установок можно добиться высокой производительности при выполнении операций резки с односторонней разделкой кромок под сварку (табл. 47). Односторонняя разделка выполняется двумя резаками: первый осуществляет вертикальный рез и создает притупление, а второй — косой рез. Двухсторонняя разделка выполняется одновременно тремя резаками: первый осуществляет вертикальный рез и создает притупления, второй срезает нижнюю кромку, а третий — верхнюю кромку.
При этом мощность подогревающего пламени вертикального резака такая же, как и для однорезакового резания, а для боковых резаков этот показатель увеличивается в 1,5…2 раза. Технические характеристики резаков для механизированной резки и машин, на которых они установлены, приведены в табл. 48. Буквы и цифры в обозначении типа резака: РМ — резак механический, однозначное число — количество вентилей; И — инжекторный; РД — равного давления, трехзначное число — длина резака. Технические характеристики переносных газорезательных машин приведены в табл. 49.
Таблица 46. Параметры режима механизированной резки сталей большой толщины
Таблица 47. Параметры режима механизированной резки при подготовке кромок металла под сварку
Таблица 48. Технические характеристики резаков для механизированной резки
Кислородная резка металла

Процесс кислородной резки металлов основан на свойстве металлов сгорать в кислороде. Если сталь нагреть до определенной температуры и на нагретое место пустить струю кислорода начнется немедленное окисление, т. е. интенсивное сгорание металла средних и больших толщин, во много раз превышает количество тепла подогревательного пламени. Тем не менее, подогревательное пламя после начала резки выключить нельзя, и оно горит непрерывно, пока передвигается резак. Так как окисление металла происходит не мгновенно, тепло от сгорания металла в кислороде выделяется несколько ниже верхней кромки разреза.
Поэтому недостаток тепла в верхней кромке щели реза надо возмещать подогревательным пламенем резака. Оно же является основным источником нагрева при резке металла малых толщин. Кроме того, подогревательное пламя покрывает охлаждающее действие быстро вытекающей струи режущего кислорода и потери тепла на теплопроводность и лучеиспускание.
Процесс кислородной резки показан на схеме (рис. 1).

Рис. 1. Схема кислородной резки.
1 — режущий кислород; 2 — смесь ацетилена с кислородом; 3 — наружный мундштук; 4 — подогревательное пламя; 5 — шлак; 6 — разрезаемый металл; 7 — режущая струя кислорода; 8 — внутренний мундштук.
Кислородная резка металла
В наружный мундштук резака поступает смесь ацетилена (или другого горючего газа) с кислородом. При выходе из мундштука смесь зажигается, образуя подогревательное пламя, которым место начала реза нагревается до температуры начала горения. Затем на нагретую поверхность металла по каналу внутреннего мундштука направляется струя чистого кислорода, вследствие чего происходит горение металла.
От тепла, выделяющегося при сгорании верхних слоев металла, а также от тепла подогревательного пламени нагреваются нижележащие слои металла, которые также воспламеняются и сгорают. Таким образом металл сгорает на ширину струи по всей своей толщине. Образующийся в результате сгорания металла в кислороде шлак почти полностью выдувается из щели реза кислородной струей, небольшая часть его по окончании резки легко отделяется от кромок разрезаемого металла при ударах.
Сгорание металла будет непрерывным полиции движения резака. Таким образом лист металла может быть разрезан на отдельные детали.
Условия кислородной резки
Металл, обрабатываемый кислородной резкой, должен обладать следующими свойствами.
1.Начальная температура горения металла должна быть ниже температуры его плавления если же это условие не соблюдается, то при резке металл будет не сгорать, а выплавляться, образуя некачественный разрез.
От химического состава стали и чугуна зависит их температура начала горения, а именно от количества углерода. Значит, чем больше содержания углерода, тем выше начальная температура горения, но в то же время понижается температура плавления стали. Таким образом, из сплавов железа с углеродом первому условию осуществления кислородной резки отвечает только та сталь, в которой содержание углерода будет до 0,7%. Температура начала горения меди и алюминия выше температуры плавления, и обычная кислородная резка их невозможна.
2.Температура плавления металла должна быть всегда выше температуры плавления окислов металла. Окислы должны обладать соответствующей легкоплавкостью и жидкотекучестью. При соблюдении этого условия окислы будут легко выдуваться в жидком виде струей кислорода и не будут нарушать процесс резки.
3.При осуществлении процесса непрерывной резки должно выделятся достаточное количество тепла для нагрева прилегающий к месту разреза участков. При сгорании железа — самого распространенного металла, подвергающегося кислородной резке,— выделяется большое количество тепла, достаточное для плавления окислов и нагревания соседних слоев металла.
4.Теплопроводность металла должна быть низкой, иначе будет происходить быстрый отвод тепла и охлаждение места реза. Высокая теплопроводность является одной из основных причин, препятствующих обычной кислородной резке меди и ее сплавов.
5.В разрезаемом металле не должно содержаться примесей, затрудняющих процесс кислородной резки. Металл должен быть плотным, без раковин и пор, поверхность его должна быть чистой.
Всем перечисленным условиям полностью удовлетворяют железо и сталь с содержанием углерода не свыше 0,7%, а также в достаточной степени легированная сталь некоторых марок. Другие металлы или вовсе не подвергаются обычной кислородной резке или требуют специальных методов.
Технология кислородной резки высокоуглеродистой и легированной стали.

Простая углеродистая сталь (с содержанием углерода до 0,3%) режется кислородом без особых предосторожностей, так как она не так чувствительна к резким изменениям температуры. Твердость кромок реза такой стали от высокого нагрева и быстрого охлаждения увеличивается незначительно.
Чувствительность стали к резким изменениям температуры увеличивается по мере повышения содержания углерода или добавления легирующих элементов. При наличии легирующих элементов сталь легко закаливается на воздухе. Поэтому при кислородной резке высокоуглеродистой и легированной стали очень часто по кромке реза образуются трещины от закалки. Наличие в стали многих легирующих элементов замедляет процесс резки.
Влияние различных элементов па условия кислородной резки приведено в табл. 1.
Таблица 1. Влияние химических элементов металла на процесс кислородной резки.
На процесс резки не влияют.
Подготовка металла к резке.
К кислородной резке высокоуглеродистой и легированной стали допускаются резчики, прошедшие специальный техминимум и квалификационное испытание и имеющие соответствующее свидетельство.
Листы перед резкой должны быть выправлены и уложены так, чтобы обеспечить горизонтальность положения и исключить их прогиб от собственного веса, а также падение тяжелых отходов или деталей после резки.
Линия реза должна быть тщательно очищена от окалины и грязи.
Для получения требуемой точности обработки резка высокоуглеродистой и легированной стали должна производиться на газорезательных машинах. Ручную резку следует применять только при невозможности применения машин.
Газорезчик перед началом резки должен подробно ознакомиться с технологической картой на обработку высокоуглеродистой и легированной стали, в которой помимо маркировки детали должны быть указаны оптимальные режимы резки (давление газов, номера применяемых мундштуков, скорость резки и др.), а также последовательность и направление резки.
Особенности резки металла.
Кислородная резка высокоуглеродистой и легированной стали, обладающей повышенной чувствительностью к образованию трещин, требует соблюдения режимов и целого ряда особых технологических мероприятий.
Основной причиной появления трещин при кислородной резке такой стали является большая скорость охлаждения металла в месте реза после сильного нагрева.
Технологические мероприятия при резке высокоуглеродистой и легированной стали сводятся к уменьшению скорости охлаждения, т. е. к предотвращению возможного образования трещин.
Уменьшить скорость охлаждения при резке можно:
а) предварительным и последующим подогревом металла;
б) уменьшением скорости резки;
в) выбором правильного направления и порядка резки с целью рационального использования тепла, выделяемого при резке;
г) оставлением детали в вырезаемом контуре, т. е. удалением отходов после их остывания.
При резке высокоуглеродистой и легированной стали нужно придерживаться тех же режимов, что и при резке малоуглеродистой стали, но давление кислорода должно быть несколько большим. В случае обильного шлакообразования следует уменьшить скорость резки, пока стекание шлака не станет свободным.
Для резки допускается кислород чистоты не ниже 99%, поэтому лучше всего брать кислород из баллонов. В качестве горючего рекомендуется ацетилен.
Для получения чистого реза при снятии фасок с помощью переносных газорезательных машин необходимо соблюдать порядок резки, при этом V-образные скосы с лицевой стороны за один проход нужно делать до 30°, а с обратной стороны — до 20°. При больших углах и при разделках с притуплением необходимо снимать фаски за два прохода резака, при этом второй рез всегда нужно производить при положении резака для резки с обратной стороны (см. рис. 1, б, в).
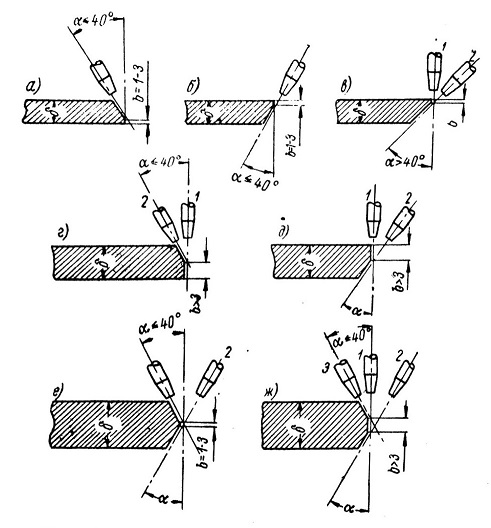
Рис.1. Основные виды односторонних и двусторонних разделок.
Резку стали с повышенной чувствительностью к образованию трещин рекомендуется производить с предварительным нагревом до температуры 150—200°С. Однако метод нагрева и величину температуры необходимо в каждом отдельном случае согласовать с технологическим бюро.
Запрещается производить резку высокоуглеродистой и легированной стали при температуре ниже —5° С. |
Отходы вокруг вырезанной детали уменьшают скорость охлаждения ее, поэтому их нужно удалять после полного остывания.
Рез должен быть непрерывным, без остановок, так как повторные нагревы могут вызвать образование трещин.
Основные сведения о технике кислородной резки
При выполнении разделительной кислородной резки необходимо учитывать требования, предъявляемые к точности резки и качеству поверхности реза. Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку. Перед началом резки листы подают на рабочее место и укладывают на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть не менее 100-150 мм. Поверхность металла перед резкой должна быть очищена. На практике окалину, ржавчину, краску и другие загрязнения удаляют с поверхности металла нагревом зоны резки газовым пламенем с последующей зачисткой стальной щеткой. Вырезаемые детали размечают металлической линейкой, чертилкой и мелом. Часто разрезаемый лист подают к рабочему месту резчика уже размеченным.
Перед началом кислородной резки газорезчик должен установить необходимое давление газов на ацетиленовом и кислородном редукторах, подобрать нужные номера наружного и внутреннего мундштуков в зависимости от вида и толщины разрезаемого металла.
Процесс кислородной резки начинают с нагрева металла в начале реза до температуры воспламенения металла в кислороде. Затем пускают режущий кислород (происходит непрерывное окисление металла по всей толщине) и перемещают резак по линии реза.
Основными параметрами режима кислородной резки являются: мощность подогревающего пламени, давление режущего кислорода и скорость резки.
Мощность подогревающего пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Она должна обеспечивать быстрый подогрев металла в начале резки до температуры воспламенения и необходимый нагрев его в процессе резки. Для резки металла толщиной до 300 мм применяют нормальное пламя. При резке металла больших толщин лучшие результаты получают при использовании пламени с избытком горючего (науглероживающее пламя). При этом длина видимого факела пламени (пои закрытом вентиле кислорода) должна быть больше толщины разрезаемого металла.
Выбор давления режущего кислорода зависит от толщины разрезаемого металла, размера режущего сопла и. чистоты кислорода. При увеличении давлении кислорода увеличивается его расход.
Чем чище кислород, тем меньше его расход на 1 пог. м реза. Абсолютная величина давления кислорода зависит от конструкции резака и мундштуков, величин сопротивлений в кислородоподводящей арматуре и коммуникациях.
Скорость перемещения резака должна соответствовать скорости горения металла. От скорости резки зависят устойчивость процесса и качество вырезаемых деталей. Малая скорость приводит к оплавлению разрезаемых кромок, а большая - к появлению непрорезанных до конца участков реза. Скорость резки зависит от толщины и свойств участков реза. Скорость резки зависит от толщины и свойств разрезаемого металла. При резке сталей малых толщин (до 20 мм) скорость резки зависит от мощности подогревающего пламени. Например, при резке стали толщиной 5 мм около 35% тепла поступает от подогревающего пламени.
а - скорость резки мала, б - оптимальная скорость, в - скорость велика
Рисунок 1 - Характер выброса шлака
На скорость кислородной резки влияет также метод резки (ручной или машинный), форма линии реза (прямолинейная или фигурная) и вид резки (заготовительная или чистовая). Поэтому допустимые скорости резки определяют опытным путем в зависимости от толщины металла, вида и метода резки. При правильно выбранной скорости резки отставание линии реза не должно превышать 10-15% толщины разрезаемого металла.
На рисунке 1 схематически показан характер выброса шлака из разреза. Если скорость кислородной резки мала, то наблюдается отклонение пучка искр в направлении резки (рис. 1, а). При завышенной скорости резки отклонение пучка искр происходит в сторону, обратную направлению резки (рис. 1, в). Скорость перемещения резака считают нормальной, если пучок искр будет выходить почти параллельно кислородной струе (рис. 1, б).
Ширина и чистота реза зависят от способа резки. Машинная резка дает более чистые кромки и меньшую ширину реза, чем ручная. Чем больше толщина разрезаемого металла, тем больше шероховатость кромок и ширина реза. В зависимости от толщины металла ориентировочная ширина реза составляет:
| Толщина металла, мм | 5-15 | 15-30 | 30-60 | 60-100 | 100-150 |
| Ширина реза, мм | 2-2,5 | 2,5-3,0 | 3,0-3,5 | 3,5-4,5 | 4,5-5,5 |
В начале кислородной резки мундштук располагают перпендикулярно поверхности металла или с небольшим наклоном (5-10°) в сторону, обратную направлению резки. По мере углубления в массу металла ослабевает действие подогревающего пламени, уменьшается скорость кислородной струи, поэтому при резке происходит отставание режущей струи (рис. 2). Отставание увеличивается с увеличением скорости резки, отставание можно компенсировать наклоном мундштука вперед по направлению движения.
Кислородная резка стали
Процесс кислородной резки стали зависит от содержания углерода и химического состава примесей в стали. Хорошо режутся низкоуглеродистые стали, содержащие до 0,3% углерода. При содержании углерода в сталях свыше 0,3% поверхность реза закаливается, а при содержании его свыше 0,7% резка становится затруднительной. Кремний при содержании его в сталях до 4% и одновременном содержании углерода до 0,2% процесс резки не затрудняет. При более высоком содержании углерода процесс резки ухудшается в связи с образованием тугоплавкого окисла кремния.
Марганец при содержании в стали до 6% на процесс кислородной резки не влияет, при более высоком содержании марганца процесс резки затрудняется. Сера и фосфор в тех количествах, в которых они содержатся в стали, на процесс резки не влияют. Хром, так же как и кремний, повышает в стали вязкость шлака и при содержании 2-3% способствует зашлаковыванию кромок реза. При содержании в стали хрома от 1,5 до 5% возможна резка с предварительным подогревом. При более высоком содержании хрома хромистые и нержавеющие стали можно резать только кислородно-флюсовым способом. Никель обладает низким сродством к кислороду и поэтому окисляется кислородной струей при резке очень слабо. Никель при содержании его в стали до 6-7% процессу кислородной резки не препятствует, при более высоком содержании никеля процесс резки затрудняется. Молибден при содержании в стали 0,15-0,25% на процесс резки не влияет.
Кислородной резке подвергаются стали толщиной не менее 3 мм. Резка стали малых толщин сопровождается значительным перегревом, оплавлением кромок и короблением разрезаемого металла. При резке тонколистовой стали на резаках устанавливается внутренний мундштук с минимальным отверстием для режущего кислорода и наружный мундштук № 1. Лучшие результаты при резке сталей малых толщин дает резка с последовательным расположением подогревающего пламени и режущего кислорода. Резку ведут с максимальной скоростью и минимальной мощностью подогревающего пламени. Мундштук резака наклоняют под углом 15-40° к поверхности реза в сторону, обратную направлению резки. Для получения резов без грата на разрезаемых кромках необходимо применять кислород чистотой не ниже 99,5%.
Лучшее качество при кислородной резке малых толщин, особенно при массовой вырезке одинаковых деталей, дает пакетная резка. Сущность процесса кислородной пакетной резки заключается в том, что разрезаемые листы складывают в пакет, стягивают струбцинами или специальными зажимными приспособлениями и разрезают за один проход резака. Максимальная толщина каждого листа не более 4-6 мм, общая толщина пакета не более 100 мм. При этом способе необходимо, чтобы листы были хорошо очищены и плотно прилегали друг к другу. Мощность подогреваемого пламени, а также расход и давление режущего кислорода при пакетной резке устанавливают по суммарной толщине пакета. Скорость резки пакета несколько меньше скорости однослойной резки стали той же толщины. Верхний лист пакета при малой толщине коробится, поэтому на пакет накладывают лист большой толщины. Пакетную резку рекомендуется выполнять кислородом низкого давления. В этом случае не требуется принудительное сжатие листов (зазоры между листами иногда достигают 3-4 мм). Пакет закрепляют с одной стороны. По окончании пакетной резки поверхность металла очищают от окалины и остатков шлака стальной щеткой. Образующиеся в процессе пакетной резки наплывы с нижней кромки металла срубают зубилом.
а - с плотным зажатием пакета, б - с зажатием пакета со стороны, противоположной началу резки
Рисунок 1 - Пакетная кислородная резка листов стали
Кислородная резка сталей средних толщи от 10 до 100 мм не вызывает затруднений. Она выполняется обычной аппаратурой как ручными, так и механизированными способами. Резку сталей средней толщины выполняют при давлении кислорода 0,25-0,6 МПа.
Кислородную резку сталей большой толщины применяют в металлургической промышленности и на предприятиях тяжелого машиностроения. Стали толщиной до 300 мм разрезают обычными универсальными резаками.
Заготовки больших толщин разрезают специальными резаками при низком давлении кислорода, которое перед мундштуком равно 0,05-0,3 МПа. Мундштуки имеют увеличенные (по сравнению с универсальными резаками) проходные сечения для режущего кислорода без расширения на выходе. При низких скоростях истечения, не превышающих звуковую(как это имеет место при резке кислородом низкого давления), каждая частица кислорода имеет возможность дольше соприкасаться с металлом, благодаря чему уменьшаются потери кислорода. Кроме того, при этом уменьшается количество теплоты, уносимое из разреза избыточным кислородом и газами, не участвующими в реакции окисления, и сокращается общий расход кислорода, хотя ширина реза несколько увеличивается.
При резке кислородом низкого давления рез получается более широким. При этом зона дефекта заполняется расплавленным металлом и шлаками, а струя продолжает процесс резки без существенных завихрений.
Для устранения подпора газов и для свободного вытекания шлака под заготовкой должно быть свободное пространство высотой 300-500 мм. При резке стали больших толщин процесс окисления металла по толщине протекает значительно медленнее, чем при резке обычных толщин. Поэтому успех резки в значительной степени определяется правильным началом врезания кислородной струи в металл.
Стали толщиной, свыше 300 мм режут специальными резаками, мундштуки которых имеют увеличенные по сравнению с универсальными резаками проходные сечения для режущего кислорода.
Читайте также: