Круг 20 сталь 20 обозначение на чертеже
Обновлено: 07.05.2024
Настоящий стандарт устанавливает общие технические условия для горячекатаного и кованого сортового проката из углеродистой качественной конструкционной стали марок 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 58 (55пп) и 60 диаметром или толщиной до 250 мм, а также проката калиброванного и со специальной отделкой поверхности всех марок.
В части норм химического состава стандарт распространяется на другие виды проката, слитки, поковки, штамповки из стали марок, перечисленных выше, а также из стали марок 05кп, 08кп, 08пс, 10кп, 10пс, 11кп, 15кп, 15пс, 18кп, 20кп и 20пс.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Марки и химический состав стали по ковшевой пробе должны соответствовать приведенным в табл. 1.
Перепечатка воспрещена
© Издательство стандартов, 1989
Массовая доля элементов, %
1. По степени раскисления сталь обозначают: кипящую — кп, полуспокойную — пс, спокойную — без индекса.
2. Сталь марки 05кп не допускается к применению во вновь создаваемой и модернизируемой технике.
1.1.1. Массовая доля серы в стали должна быть не более 0,040%, фосфора — не более 0,035%. Для стали марок 11кп и 18кп, применяемой для плакировки, массовая доля серы должна быть не более 0,035%, фосфора — не более 0,030%.
1.1.2. Остаточная массовая доля никеля в стали всех марок не должна превышать 0,30%, меди в стали марок 11кп и 18кп — 0,20%, в стали остальных марок — 0,30%.
1.1.3. В стали марок 35, 40, 45, 50, 55 и 60, предназначенной для изготовления патентированной проволоки, массовая доля марганца должна быть 0,30—0,60%, никеля — не более 0,15%, хрома — не более 0,15%, меди — не более 0,20%. Массовая доля серы и фосфора — соответственно требованиям стандартов на проволоку, но не превышает норм, приведенных в п. 1.1.1.
1.1.4. В стали марок 08пс, 10пс, 15пс и 20пс, предназначенной для изготовления листового проката для холодной штамповки, допускается массовая доля марганца до 0,25% по нижнему пределу.
1.1.5. В стали марок 08пс, 10пс, 15пс и 20пс допускается массовая доля кремния менее 0,05% при условии применения других (кроме кремния) раскислителей в необходимых количествах.
1.1.6 В стали допускается массовая доля мышьяка не более 0,08%.
1.1.7 Массовая доля азота в кислородно-конвертерной стали не должна превышать 0,006% для тонколистового проката и ленты и 0,008% — для остальных видов проката.
1.2. В прокате, заготовках, поковках и изделиях дальнейшего передела допускаются отклонения по химическому составу от норм, приведенных в табл. 1, в соответствии с табл. 2.
Кремний для спокойной стали
1.3. Сортамент проката должен соответствовать требованиям:
ГОСТ 2590 — для горячекатаного круглого;
ГОСТ 2591 или другой нормативно-технической документации — для горячекатаного квадратного;
ГОСТ 1133 — для кованого круглого и квадратного;
ГОСТ 2879 — для горячекатаного шестигранного;
ГОСТ 103 — для горячекатаного полосового;
ГОСТ 4405 — для кованого полосового;
ГОСТ 7417 — для калиброванного круглого;
ГОСТ 8559 — для калиброванного квадратного;
ГОСТ 8560 — для калиброванного шестигранного;
нормативно-технической документации — для калиброванного полосового;
ГОСТ 14955 —со специальной отделкой поверхности.
Примеры условных обозначений приведены в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики базового исполнения
2.1.1. Прокат сортовой немерной длины с предельными отклонениями для обычной точности размеров, кривизны, овальности и других требований к форме, серповидности и неплоскостности класса 2 по ГОСТ 103 (для полосы).
2.1.2. Прокат калиброванный немерной длины с предельными отклонениями для квалитета — h11, овальностью — не более предельных отклонений по диаметру.
2.1.3. Прокат со специальной отделкой поверхности немерной длины с предельными отклонениями для квалитета — h11, овальностью — не более половины предельных отклонений по диаметру.
2.1.4. Прокат сортовой без термической обработки, калиброванный и со специальной отделкой поверхности нагартованный — Н или термически обработанный (отожженный, высокоотпущенный, нормализованный, нормализованный с отпуском, закаленный с отпуском) — Т.
2.1.5. Прокат сортовой двух групп качества поверхности: а и б. Прокат группы качества поверхности а предназначен преимущественно для горячей обработки давлением, группы б — преимущественно для холодной механической обработки.
2.1.6. На поверхности проката группы качества поверхности а не должно быть раскатанных пузырей, прокатных плен, закатов, трещин, загрязнений, трещин напряжения.
2.1.6.1. Дефекты на поверхности должны быть удалены пологой вырубкой или зачисткой, ширина которой должна быть не менее пятикратной глубины.
Глубина зачистки дефектов, считая от фактического размера, не должна превышать:
половины допуска на размер — для проката размером менее 80 мм;
допуска на размер — для проката размером от 80 до 140 мм;
5% диаметра или толщины — для проката размером от 140 до 200 мм;
6% диаметра или толщины — для проката размером более 200 мм.
В одном сечении проката размером (диаметром или толщиной) более 140 мм допускается не более двух зачисток максимальной глубины.
2.1.6.2. На поверхности проката допускаются без зачистки отдельные риски, вмятины и рябизна глубиной в пределах половины допуска на размер, а также раскатанные пузыри и загрязнения (волосовины) глубиной, не превышающей 1/4 допуска на размер, но не более 0,20 мм, считая от фактического размера.
2.1.7. На поверхности проката с качеством поверхности группы б допускаются местные дефекты глубиной, не превышающей минусового предельного отклонения на размер для проката размером менее 100 мм; допуска на размер — для проката размером 100 мм и более.
Глубина залегания дефектов считается от номинального размера.
2.1.8. Прокат сортовой должен быть обрезан. Допускаются смятые концы и заусенцы. Косина реза сортового проката размером до 30 мм не регла-ментируется, свыше 30 мм — не должна превышать 0,1 диаметра или толщины. Прокат сортовой размером до 40 мм немерной длины допускается изготовлять с необрезными концами.
2.1.9. Качество поверхности и требования по обрезке концов калиброванного проката должны соответствовать — ГОСТ 1051 групп Б и В, со специальной отделкой поверхности — ГОСТ 14955 групп В, Г и Д.
В прокате со специальной отделкой поверхности обезуглероживание не допускается.
2.1.10. Твердость сортового проката не должна превышать 255 НВ, калиброванного и со специальной отделкой поверхности — 269 НВ.
2.1.11. Механические свойства проката должны соответствовать нормам, приведенным в табл. 3.
Условное обозначение профилей проката
При изображении металлических конструкций на схемах и чертежах обозначаются профили прокатной стали, из которой они изготовлены, а также другие элементы. Согласно действующим правилам и нормам указывать их следует как в выносных надписях, так и в текстовых документах.
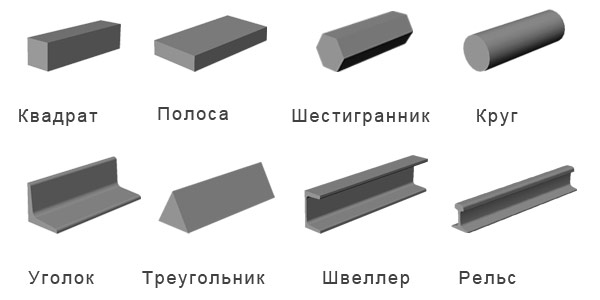
Название и профиль стального проката определяется на основании формы его поперечного сечения. Сейчас самыми распространенными профилями стального проката являются: угловая равнополочная, угловая неравнополочная, тавровая, двутавровая, зетовая, швеллер. Размеры всех этих и других профилей указываются в специальных справочниках на стальной прокат, а также в ГОСТах.
На чертежах в разрезах и видах профили проката указываются при помощи контурных изображений, при этом скругления уклонов и углов полок не отображаются. С правой стороны от графического изображения профиля проставляются значения следующих величин:
- Толщина и ширина полки (для уголка)
- Диаметр стержня (для круглой стали)
- Номер профиля (для швеллера и двутавра)
- Внутренний даиметр и толщина стенки (для трубы)
- Ширина и толщина листа (для полосовой стали)
В тех случаях, когда элемент металлической конструкции состоит из нескольких идентичных профилей, то их количество указывается перед обозначением, к примеру: 3 L 150 × 65 × 7 .
Если проект предполагает применение в конструкции не только стали, но и других металлов (к примеру, алюминия), то для того, чтобы обозначить элементы, которые из них изготавливаются, перед указанием профилей наносятся специальные буквенные символы. Они соответствуют первым буквам названия металла, например: Ал L 60 × 6 .
Чтобы обозначить на схемах расположение таких конструктивных элементов, как фермы, балки, колонны и связи, используются условные изображения.
Чаще всего для соединения друг с другом различных элементов металлических конструкций используются сварные швы, а иногда – заклепки.
Процесс прокатки металла
В современной экономике производство различных металлов имеет немалое значение. Как показывает практика, от того, насколько хорошо в той или иной стране развито металлургическое производство, зависит степень обеспеченности металлами машиностроительных, транспортных, строительных предприятий, сельского хозяйства, а также многих других отраслей. С точки зрения технологии, последней стадией металлургического производства является получение готового проката.
Его непосредственным изготовлением занимаются специализированные прокатные производства. Они оснащены технологическим оборудованием, обрабатывающим практически весь объем стали, который выплавляется в сталеплавильных цехах. Эти машины называются прокатными станами и представляют собой сложный комплекс механизмов, узлов и деталей, предназначенных для осуществления пластической деформации металла. Прокатные станы обладают большой мощностью, а придание стали необходимой формы производится с помощью ее прохождения между валками.
Конструктивно современные прокатные станы состоят из трех основных узлов: рабочих клетей, электродвигателей и передаточных устройств. Рабочие клети состоят из валков, станин, проводки, установочных механизмов и плитовин. Электродвигатели необходимы для вращения валков через передаточные механизмы, которые, в свою очередь, состоят из шпинделей, шестерен, муфт.
По сути дела, в промышленном производстве прокатка – это разновидность обработки металла давлением, при которой ему придается требуемая форма путем сжатия между вращающитмися валками. При этом заготовка вытягивается и сжимается в поперечнике. Профиль готового изделия зависит от профиля отверстий валков, которые сжимают исходную заготовку.
Сортамент материала
В технике под таким понятием, как сортамент материала, подразумевают некоторый упорядоченный в соответствии с определенными правилами набор данных о его размерах и форме. Современной промышленностью материал выпускается в виде прутков, имеющих разную форму поперечного сечения (шестигранную, квадратную, круглую) листов, труб, лент, полос, проволоки, фасонных профилей. Помимо номера стандарта и марки материала при его обозначении на технических чертежах указывается также и такой параметр, как номер стандарта сортамента.
Необходимо отметить, что сортамент того материала, из которого изготавливаются детали, на чертежах необходимо обозначать далеко не всегда. Согласно действующим стандартами и правилам оформления технической документации это нужно обязательно делать тогда, когда изделие в обязательном порядке должно быть выпущено из сортового материала, причем такого, который имеет определенный профиль и размер.
Если техническая документация оформляется в электронном виде, то соответствующие обозначения выглядят примерно следующим образом:
Круг 40 ГОСТ 1133 – 71 / У10 ГОСТ 1435-99
- Материал – У10 ГОСТ 1435 – 99
- Сортамент – сталь кованная круглая и квадратная 40 ГОСТ 1133 – 71
Полоса 50 × 50 ГОСТ 103 – 76 / Ст3ГОСТ 535-88
- Материал – Ст3ГОСТ 535 – 88
- Сортамент – полоса стальная горячекатаная 50 × 50 ГОСТ 103 – 76
В тех случаях, когда техническая документация оформляется в традиционном, «бумажном» виде, то вместо косой черты используется черта горизонтальная (как при обозначении дроби).
- Материал – Сталь 08кп ГОСТ 1050 – 88
- Сортамент – труба бесшовная горячекатаная прямоугольная 20 × 28 × 1 ГОСТ 8645 – 68
- ТУ – ГОСТ 13663 – 86
Проволока 1.0 – 20 ГОСТ 5663 – 79
- Материал – Сталь 20 ГОСТ 1050 – 88
- Сортамент – проволока холоднотянутая, для холодной высадки 1.0 – 20 ГОСТ 5663 – 79
- ТУ – ГОСТ 5663 – 79
- Материал – Сталь 45 ГОСТ 1050 – 88
- Сортамент – полоса широкая горячекатаная 5 × 200 ГОСТ 82 – 70
- ТУ – ГОСТ 1577 – 93
Действующие технические стандарты допускают необязательность указания таких параметров, как вытяжка, плоскостность, группа точности, длина и ширина ленты или листа, обрезка кромок, а также некоторых других в тех случаях, когда они не затрагивают эксплуатационные свойства изделия (детали). Однако при этом установленная техническими условиями на материалы или стандартами общая последовательность записи данных должна быть сохранена.
Современное производство постоянно совершенствуется и развивается. Это, наряду с внедрением передовых технологий и необходимостью создания техники, обладающей обновленными техническими параметрами, требует использования все более широкого ассортимента стали и сплавов. Им надлежит обладать особыми свойствами, благодаря которым обеспечиваются необходимые эксплуатационные параметры.
Использование материалов, имеющих стандартные номинальные значения размеров, позволяет существенно снизить производственные расходы за счет сокращения сортамента материалов, ограничения применяемой в производстве номенклатуры как режущего, так и измерительного инструмента.
Конструкторам, которые разрабатывают детали, в процессе предварительных расчетов надлежит уточнять эскизные размеры с учетом того, что на практике будут использоваться в условиях реального производства и какие есть в наличие материалы стандартного сортамента. Наиболее рациональным как с технологической, так и с экономической точки зрения является такой подход, при котором сортамент и номенклатура марок материалов используется с точки зрения цены и возможности приобретения.
ГОСТ 2590-2006. Круг горячекатаный
1. Настоящий стандарт распространяется на стальной горячекатаный прокат круглого сечения диаметром от 5 до 270 мм включительно.
Прокат диаметром более 270 мм изготовляется по согласованию изготовителя с потребителем.
2. По точности прокат изготовляют:
А — высокой точности;
Б — повышенной точности;
В — обычной точности.
3. Диаметр проката, предельные отклонения по нему, площадь поперечного сечения и масса 1 м длины должны соответствовать указанным на чертеже и в табл. 1.
ГОСТ 2590-2006 С.2
Т а б л и ц а 1
Диаметр d , мм
Предельное отклонение, мм,
при точности прокатки
Площадь поперечного сечения, см 2
Масса 1м профиля, кг
ГОСТ 2590-2006 С.3
Продолжение табл. 1
Диаметр d ,
ГОСТ 2590-2006 С. 4
Диаметр d,
П р и м е ч а н и я :
- Площадь поперечного сечения и масса 1 м длины профиля вычисленыпо номинальным размерам. При вычислении массы 1 м проката плотность стали принята равной 7,85 г/см3. Масса 1 м проката являетсясправочнойвеличиной.
- Для проката диаметром до 9 мм включительно, изготовляемого вмотках на станах, не оборудованных чистовыми блоками,допускаютсяпредельные отклонения по диаметру не более ±0,5 мм до 01.01.92.
- Предельные отклонения по диаметру круглого проката, предназначенного для изготовления калиброванного проката, могут бытьсимметричными,но не должны превышать установленных полей допусков.
- По согласованию изготовителя с потребителем прутки диаметромсвыше 100 мм изготовляют промежуточных размеров с предельнымиотклонениями по ближайшему меньшему размеру.
4. По требованию потребителя круглый прокат изготовляют с плюсовыми отклонениями, указанными в табл. 2.
ГОСТ 2590-2006 С. 5
Т а б л и ц а 2
Предельное отклонение, не более
От 5 до 9 включ.
Суммы предельных отклонений для проката обычной точности прокатки в соответствии с табл. 1.
5. Овальность проката не должна превышать 50 % суммы предельных отклонений по диаметру. Допускается для инструментального легированного и быстрорежущего проката овальность, не превышающая 60 % суммы предельных отклонений по диаметру.
6. Прокат диаметром до 9 мм изготовляют в мотках, свыше 9 мм— в прутках. По согласованию изготовителя с потребителем допускается прокат диаметром более 9 мм изготовлять в мотках, менее 9 мм — впрутках.
7. В соответствии с заказом прокат изготовляют: мерной длины; кратной мерной длины; немерной длины.
8. Прокат изготовляют длиной: от 2 до 12 м — из углеродистой обыкновенного качества и низколегированной стали; от 2 до 6 м — из качественной углеродистой и легированной стали; от 1,0 до 6 м — из высоколегированной стали.
9. По требованию потребителя прокат изготовляют длиной от 2до 24 м.
10. Предельные отклонения по длине проката мерной и кратноймерной длины не должны превышать: + 30 мм — при длине до 4 м включ.; + 50 мм — при длине св. 4 м до 6 м включ.; + 70 мм — при длине свыше 6 м. По требованию потребителя предельные отклонения не должныпревышать: + 40 мм — для проката длиной св. 4 до 7 м; + 5 мм на каждый метр длины — свыше 7 м.
11. Кривизна прутков круглого проката не должна превышать значений, указанных в табл. 3.
ГОСТ 2590-2006 С. 6
Т а б л и ц а 3
12. По требованию потребителя кривизна прутков круглого проката не должна превышать 0,2 % длины.
13. Кривизну проката измеряют на длине не менее 1 м на расстоянии не менее 150 мм от концов.
14. Диаметр, овальность круглого проката измеряют на расстоянии не менее 150 мм от конца прутка и не менее 1,5 м от концамоткапри его массе до 250 кг и на расстоянии не менее 3,0 м примассемотка свыше 250 кг.
ГОСТ 2590-2006 С. 7
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по Стандартам
РАЗРАБОТЧИКИ К.Ф. Перетятько, Г.И. Снимщикова (руководители темы); С.И.Рудюк, канд. техн. наук; В.Ф. Коваленко, канд. техн. наук; Х.М. Сапрыкин, канд. техн. наук; В.А. Ена, канд. техн. наук; Е.И. Булгаков; Ж.М. Роева, канд. эконом, наук; В.И. Краснова; И.Е. Пацека, канд. техн. Наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.06.88 № 2519
3. Взамен ГОСТ 2590-88
4. Ограничение срока действия снято по Протоколу № 4—93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
Читайте также: