Латунированная сталь что это
Обновлено: 26.04.2024
нанесение на поверхность металлических (главным образом стальных) изделий слоя латуни толщиной в несколько мкм (примерный состав: 70% Cu и 30% Zn). Осуществляется обычно электролитическим способом — осаждением латуни из гальванической ванны. Применяется для защиты изделий от коррозии, для обеспечения прочного сцепления стальных и алюминиевых изделий с резиной при горячем прессовании, для создания промежуточного слоя (т. н. подслоя) при никелировании или лужении стальных деталей (что более эффективно, чем непосредственное покрытие никелем или оловом). Л. — один из способов повышения антифрикционных свойств титана и его сплавов. См. также Гальванотехника.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое "Латунирование" в других словарях:
ЛАТУНИРОВАНИЕ — нанесение (обычно электролитическим способом) тонкого слоя латуни на поверхность металлических (главным образом стальных) изделий для защиты от коррозии, создания т. н. подслоя при никелировании или лужении, повышения антифрикционных свойств … Большой Энциклопедический словарь
латунирование — Нанесение на поверхность металлич. (гл. обр. стальных) изделий и полуфабрикатов слоя латуни толщиной в неск. мкм (примерный состав: 70 % Сu и 30 % Zn) осуществл. электролитич. — осаждением латуни из гальванич. ванны. Применяется для защиты… … Справочник технического переводчика
латунирование — электролитическое нанесение на поверхность стальных изделий слоя латуни (70 % меди и 30 % цинка) толщиной от 1 до 10 мкм. Латунирование применяется для повышения коррозионной стойкости изделий, для улучшения условий последующего никелирования… … Энциклопедия техники
латунирование — нанесение (обычно электролитическим способом) тонкого слоя латуни на поверхность металлических (главным образом стальных) изделий для защиты от коррозии, создания так называемого подслоя при никелировании или лужении, повышения антифрикционных… … Энциклопедический словарь
Латунирование — [brass plating] нанесение на поверхность металлических (главным образом стальных) изделий и полуфабрикатов слоя латуни толщиной в несколько мкм (примерный состав: 70 % Cu и 30 % Zn) осуществляется электролитическим осаждением латуни из… … Энциклопедический словарь по металлургии
латунирование — žalvariavimas statusas T sritis chemija apibrėžtis Dengimas žalvariu. atitikmenys: angl. brass plating rus. латунирование … Chemijos terminų aiškinamasis žodynas
латунирование — латунирование, латунирования, латунирования, латунирований, латунированию, латунированиям, латунирование, латунирования, латунированием, латунированиями, латунировании, латунированиях (Источник: «Полная акцентуированная парадигма по А. А.… … Формы слов
ЛАТУНИРОВАНИЕ — электролитич. нанесение на стальные изделия поверхностного слоя латуни (70% меди и 30% цинка) толщ, от 1 до 10 мкм. Л. применяется для предохранения изделий от коррозии, создания подслоя перед нанесением никелевого или др. покрытия, а также для… … Большой энциклопедический политехнический словарь
латунирование — латун ирование, я … Русский орфографический словарь
Гальванотехника — область прикладной электрохимии (См. Электрохимия), охватывающая процессы электролитического осаждения металлов на поверхность металлических и неметаллических изделий. Г. включает: гальваностегию получение на поверхности изделий прочно… … Большая советская энциклопедия
Латунирование, это просто

Иногда, некоторым деталям, помимо функциональности, хочется придать красивый внешний вид. Бывает, что железные детали, просто необходимо защитить от воздействия воды, воздуха и прочих агрессивных воздействий. Самым простым, дешёвым и распространённым способом решения таких задач является покраска. Но у этого метода есть много минусов и ограничений. А иногда, просто хочется нечто лучшего. Качества иного порядка. А речь пойдёт, конечно, о гальваническом методе нанесения металла.

Как-то раз, мне в руки попал самый настоящий паровозный чугунный свисток, который я восстанавливал для своего парового мотоцикла. Конечно, самым простым способом было бы покрыть его черной краской. Но, как говорится, мы не ищем легких путей. Захотелось чего-то особенного. В итоге я покрыл его латунью, гальваническим способом. От части мне хотелось выдержать стиль «Стимпанк», в своём паровом мотоцикле, а отчасти захотелось освоить новую технологию и поэкспериментировать.

Когда я начал разбираться с технологией нанесения латуни, оказалось что есть несколько различных способов, но информация довольно скупая. Нет достаточно подробных описаний со всеми тонкостями, нюансами и спрятанными «подводными камнями». Поэтому пришлось взять базовую информацию и путём долгих экспериментов понять всё самому. Теперь, когда цель успешно достигнута, я с радостью поделюсь со всеми своими знаниями и опытом.
Подготовка
Ну что ж. Давайте подробнейшим образом разберемся, как покрывать латунью железные детали. Для начала, конечно, ваша деталь должна быть качественно подготовлена, ведь гальваника это не краска, которая заливает все щели и ухабы. Поэтому, перед нанесением латуни, ваша деталь должна быть уже тщательно ошкурена, и отполирована до блеска. Далее, очень важно подобрать правильно емкость для электролиза. Тут главное правило - емкость не должна быть металлическая! Иначе она непременно прореагирует до дыр. Далее нашу емкость следует обложить, так называемой, жертвенной латунью. Почему жертвенной? Потому что, именно она будет участвовать в процессе, и в итоге наноситься на нашу деталь. И тут есть одна очень важная тонкость!

Ёмкость обложена жертвенной латунью (анод)
Вы должны сделать все таким образом, чтобы расстояние между вашей деталью и латунью было от 3 до 10 сантиметров, и было приблизительно одинаково на всех участках. Это очень важно соблюсти для того, чтобы плотность тока была на всех участках приблизительно одинаковой и равномерной, так как именно плотность тока будет определять оттенок покрытия.
Электролит
Поскольку речь идет об электролизе в домашних или гаражных условиях, огромное значение имеет доступность компонентов. Я нашел несколько разных рецептов, и практически во всех них используется какая-то трудно выговариваемая химия, которую, я не знаю, откуда они берут и, где в обычной жизни она может применяться. Поэтому для создания своего электролита я решил воспользоваться, так сказать «дедовским методом». Химикаты для которого, можно было бы достать в радиусе 1 - 2 километров от любого дома. Этот метод практиковался ещё в советские времена, был забыт, но по моему мнению, не потерял актуальность и в наше время.

Лимонная кислота
И так, первый компонент, который понадобится для нашего электролита - это лимонная кислота. Она широко используется в кулинарии и как антинакипин. Продаётся почти во всех продуктовых магазинах и отделах бытовой химии. 80г. приблизительно стоит 40-50р.

Раствор аммиака (нашатырь)
Второй компонент, это аммиачная вода, или как её ещё называют, нашатырный спирт. С ним тоже у вас не возникнет никаких проблем, так как он продается практически в каждой аптеке.
Для создания электролита вам потребуется: на 1 литр воды, лимонной кислоты 60 грамм и аммиачной воды приблизительно 80 ml. Почему приблизительно, объясню чуть ниже. Высчитаете по пропорции, сколько вам потребуется ингредиентов, и закупите необходимое количество химикатов. Когда все приготовления и закупки будут сделаны, можем начинать готовить электролит.

Вообще, в этом старом дедовском способе использовался еще один химикат который называется "Трилон Б" (динатриевая соль этилендиаминтетрауксусной кислоты). Этот компонент выполняет две функции. Восстановление металлов и, как выражаются отцы, растворение нерастворимого. Его потребуется 6-10 г. на литр воды.
Раньше, в советские времена его можно было найти практически везде. Он использовался и как удобрения, и как чистящее средство, как восстановитель ржавчины и даже в медицине. Но в наше время, я почему-то его нигде не нашёл. В принципе, можно делать и без него. «Трилон Б», в данном случае, больше сказывается не на качестве покрытия, а на экономичности и скорость процесса.
И так. Приступим к изготовлению электролита. Для начала, в отдельную посуду, наливаем горячую воду. В горячей воде гораздо лучше растворяются все ингредиенты. Затем, высыпаем в это ведро всю, отмеренную заранее, приготовленную лимонную кислоту и тщательно перемешиваем до полного растворения осадка. А вот с аммиаком, уже всё не так просто. Аммиачную воду нужно добавлять потихонечку, небольшими порциями, периодически помешивая и постоянно контролируя запах электролита, а если имеется pH-индикаторная бумажка, контролируем по цвету. Как только электролит начнет пахнуть аммиаком (цвет начнёт меняться с красного на бесцветный), значит достаточно. Хочу сразу предупредить, что делать это нужно в защитных очках и в проветриваемом помещении! Смешавшись с кислой средой, аммиак нейтрализуется, и перестаёт быть столь опасным. Но практика показывает, что электролиз идёт гораздо лучше, если pH электролита немного смещено в щелочную сторону. По этому, лучший электролит будет чуть-чуть пахнуть нашатырём (лакмус начнёт синеть), а значит, все работы лучше проводиться в защитных очках.
Чтобы электролит был готов и начал правильно функционировать, не достаточно просто перемешать компоненты. Нужно ещё его приготовить электрическим способом, проводя через него повышенный ток. И поскольку электрохимическое приготовление электролита плавно перетекает в сам электролиз, делать его будем, как говорится, по ходу дела.
Тщательнейшим образом обезжириваем нашу деталь ацетоном, переливаем электролит в приготовленное металлизированное ведро, и погружаем туда деталь.

Далее, нам понадобится блок питания постоянного тока. Очень важно, чтобы он был снабжен амперметром! Именно по его-то показаниям мы и будем настраивать режим. Сразу должен предупредить, что просто электричество из розетки вам не подойдёт! Присоединяем плюс (анод) к фольге, а минус (катод) к детали и включаем блок питания. Ток выставляем таким образом, чтобы на детали активно начал выделяться водород. Если ваша деталь достаточно велика, а блок питания слабый, вы можете использовать несколько блоков питания в параллель. Как, собственно, мне и пришлось сделать. Для своего чугунного, 5 килограммового свистка я выставил ток 15 ампер, и набрал я его с помощью двух блоков питания.

И теперь ждем. Некоторое время никакого осаждения металла происходить не будет. Электролит должен приготовиться. И первым сигналом того, что электролит у нас готов, будет сильное почернение вашей детали. Не пугайтесь это нормально! Чистыми, обезжиренными руками тщательно отмываем нашу деталь в теплой воде. Далее начинается самая сложная и самая тонкая работа. Нужно правильно подобрать ток электролиза.
Электролиз
Латунь - это сплав меди и цинка. И физика электролиза такова, что при малых токах преимущественно осаждается медь, а значит, цвет вашего покрытия будет уходить в розовый и даже в красный. Если тока слишком много, по большей части будет осаждаться цинк, а значит, цвет покрытие будет светлеть, и даже белеть. Иными словами, если не хватает тока, будет красно, а если его слишком много, будет бело.

Оттенок можно создавать на свой вкус
Зная это, вы легко сможете подобрать любой интересующий вас оттенок. В инструкциях пишут конкретную плотность тока, 0,1…0,3 А на Дм2, но на практике эти значения не сработают, так как требуемы ток для нужного вам оттенка зависит от многих факторов. Температура, плотность электролита, расстояние от детали до Электрода (латуни) и пр. Поэтому, ориентируйтесь на получаемый цвет детали. Именно для моих габаритов детали и моей плотности электролита, идеальным током оказалось 11 ампер. Чем больше площадь поверхности вашей детали, тем больше вам понадобится ток.
Итак, вот как по моему мнению должен выглядеть самый правильный процесс электролиза. Погружаем деталь в электролит (30-50*С), выставляем приблизительные параметры тока, и ждем 15 минут. По истечению этого времени, вытаскиваем деталь, тщательно отмываем, и контролируем цвет покрытия. Корректируем ток в нужную сторону и повторяем процесс следующие 15 минут. И такими вот 15-ти минутными этапами, добиваемся требуемого оттенка и нужной толщины покрытия. И тут я должен рассказать об одном очень важном и опасном нюансе, который вас поджидает! Со временем ваш электролит будет, так сказать, вырождаться. А значит требуемый для вашего оттенка ток, будет уменьшаться. Поэтому-то и важно постоянно контролировать оттенок и корректировать ток.

Конечно, электролит легко можно восстановить, добавив туда еще немножечко аммиачной воды, но не рекомендую вам так делать! Потому что, тогда полностью собьются все ваши настройки оттенка и тока. И придется подбирать все заново. У меня ушло шесть часов электролиза, чтобы понять все эти тонкости и нюансы. Так что,воспользуйтесь моими советами и не повторяйте моих ошибок. Еще "старожилы" говорят, что на процесс электролиза хорошо сказываются ПАВ. В нашем случае это будет малюсенькая капелька "Фэри". Но, честно говоря, я попробовал и "Фэри", и "Комнат", и какой-то особенной разницы не заметил. Но, тем не менее, если будете экспериментировать, такой вот информацией делюсь.

Ну а далее друзья, все на ваше усмотрение. Можете оставить свое изделие матовым, можете покрыть лаком, а если вам хватило терпения наложить достаточно толстый слой, то можно его заполировать до зеркала, что, собственно, я и решил сделать.
Заключение
Данный способ очень прост, дёшев, и легкодоступен в плане компонентов. Но сразу хочу предупредить, что таким способом можно покрыть латунью только железные детали, с трудом ложится на нержавейку, и совершенно не подходит для алюминия, хрома и большинства других металлов и их сплавов.
Для большей наглядности, я сделал специальное 9-минутное видео, где рассказываю обо всех тонкостях и нюансах.
Ну, вот друзья, все что знал, рассказал, всем что было, поделился. Если вы воспользуетесь этим рецептом, пишите, делитесь своим опытом, присылайте фото своих деталей. Надеюсь благодаря этой статье, на свет появится много красивых и уникальных шедевров.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
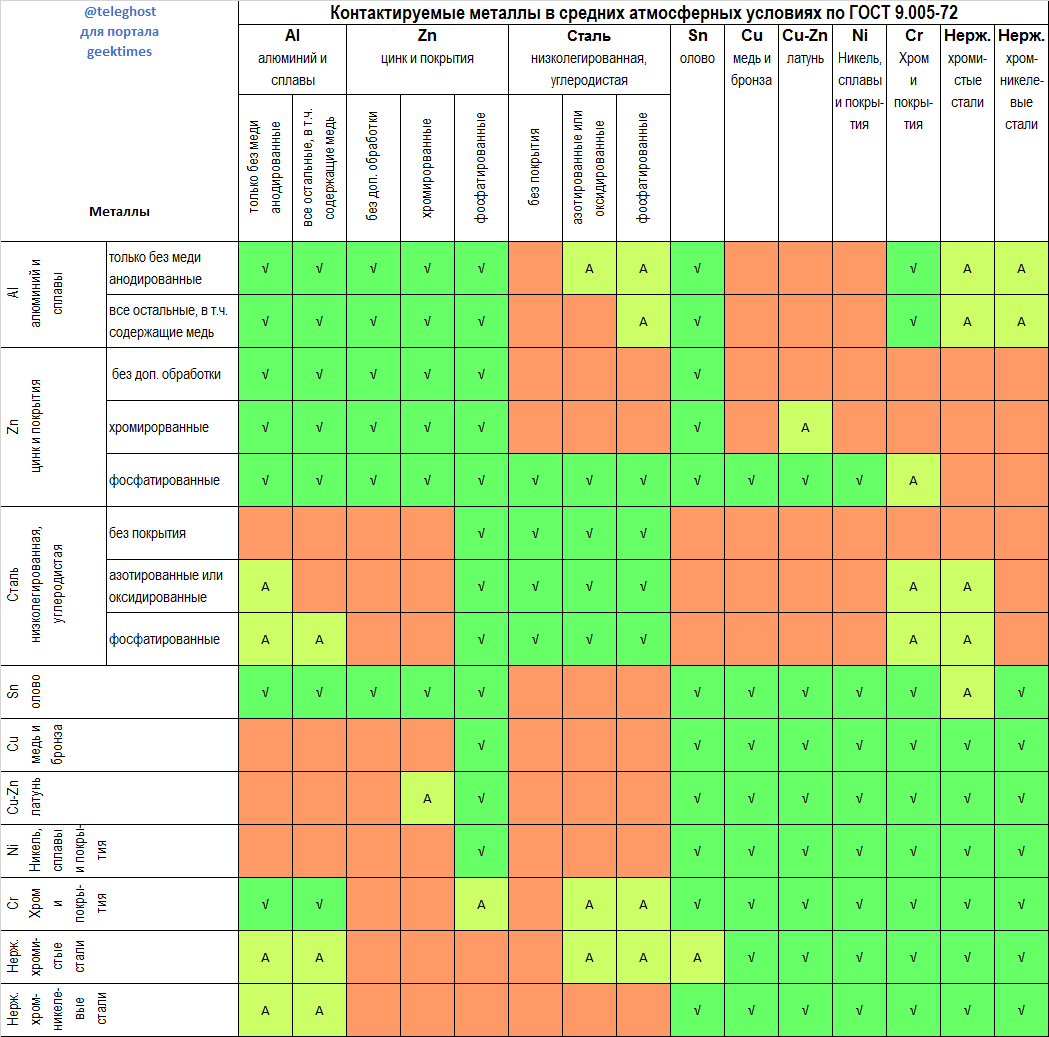
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
ЧТО ЛУЧШЕ: ЛАТУНЬ ИЛИ НЕРЖАВЕЮЩАЯ СТАЛЬ - СРАВНЕНИЕ
Латунь и нержавеющая сталь занимают прочные позиции в промышленных производствах и используются практически во всех сферах и отраслях. Для того, чтобы ответить на вопрос: что лучше - латунь или нержавеющая сталь (или, как ее еще называют - нержавейка), необходимо сначала подробно рассмотреть механические свойства, сильные и слабые стороны каждого материала по отдельности. Только сравнив наглядно и оценив все достоинства и недостатки, можно ответить на вопрос - что лучше: латунь или нержавеющая сталь, что мы и постараемся сделать в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
ВИДЫ НЕРЖАВЕЮЩЕЙ СТАЛИ
Получить нержавейку можно путем усовершенствования обычной стали, в результате усиления ее свойств при помощи добавления примесей других металлов. Чаще всего в качестве таких усиливающих компонентов используют: медь, никель, хром, марганец, титан сера, кремний и некоторые другие. Несмотря на множество вариантов примесей, именно процентное содержание хрома является основополагающим и определяет наличие тех, или иных свойств нержавейки. Исходя из содержания хрома в составе, принято различать пять основных видов нержавеющей стали.

Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.

Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.

Ферритные стали. В их составе допускается до 29% хрома.

Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.

Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
СВОЙСТВА НЕРЖАВЕЮЩЕЙ СТАЛИ
Дак что же лучше: латунь или нержавеющая сталь? Давайте рассмотрим положительные свойства нержавеющей стали:
- Высокая устойчивость к агрессивным средам и условиям окружающей среды;
- Невосприимчивость к коррозийным разрушениям даже в местах повреждения целостности изделия;
- Хорошая устойчивость к повышенным температурам;
- Устойчивость к температурным перепадам;
- Эстетическая привлекательность;
- Экологическая безопасность;
- Возможность использования в медицине и пищевой промышленности ввиду полной безопасности для здоровья человека;
- Простота обработки;
- Способность выдерживать большие нагрузки не теряя при этом формы и своих качеств.
МАРКИРОВКА И ОБЛАСТИ ПРИМЕНЕНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
Маркировка нержавеющей стали - число указывающее на процентное содержание углерода; буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.
Аустенитные стали имеют свою, несколько отличающуюся от других типов маркировку:
- А1. Сталь с высоким содержанием серы. В связи с этим ее антикоррозийные свойства ниже чем у других марок.
- А2. Одна из самых популярных марок. Легко поддается разным видам обработки, в том числе сварке. Обладает хорошей холодоустойчивостью. Основным минусом является подверженность коррозиям при воздействии агрессивных кислотных сред.
- А3. Сходна по свойствам с предыдущей маркой стали, но благодаря большему содержанию усилителей, обладает большей прочностью и устойчива к кислым средам.
- А4. Содержит значительную примесь молибдена, благодаря чему имеет хорошую устойчивость к кислотам.
- А5. Имеет сходный состав с А4, но более устойчива к высоким температурным режимам.
Нержавеющая сталь зарекомендовала себя во многих промышленных сферах:
- Автомобилестроение;
- Химическая промышленность;
- Энергетика;
- Бумажная промышленность;
- Пищевая промышленность;
- Медицина.
СУЩЕСТВУЮЩИЕ ВИДЫ ЛАТУНИ
Латунь, в отличие от нержавеющей стали, получена в результате сплавления меди и цинка.
Принято различать два типа латуней:
- Двухкомпонентные. В соответствии с названием, состоят из двух составляющих-меди и цинка. Причем последний является основным связывающим компонентом и составляет обычно от 30 до 50%. Однако, марки с высоким содержанием цинка используются достаточно редко. Двухкомпонентные латуни имеющие в своем составе до 97 процентов меди, называют красными. Второе их название "томпак". Латунь с процентным содержанием меди не превышающим 35, называют желтой;
- Многокомпонентные. Сплавы, содержащие достаточно большое количество добавочных элементов. Чаще всего используются марганец, олово, никель, свинец и кремний.
СВОЙСТВА И ХАРАКТЕРИСТИКИ ЛАТУНИ
К основным положительным свойствам латуни относят:
- Легкость в обработке и полировке;
- Привлекательный внешний вид;
- Простота томпака в сваривании с другими металлами;
- Достаточно высокие антифрикционные свойства.
Маркировка латуни производится в зависимости от типа сплава. Так, двухкомпонентные латуни маркируются буквенными и цифровыми обозначениями, где Л-обозначает материал, а последующие цифры говорят о процентном содержании меди. Многокомпонентные сплавы имеют более развернутую и сложную маркировку в связи с наличием сразу нескольких компонентов. В целом, суть остается такой же, как и у простой латуни.
Основные технические характеристики латуни:
- Легкость в обработке под давлением;
- Коррозийная устойчивость имеет средний уровень;
- Высокие температуры, агрессивные среды, воздействие сернистого газа увеличивают риск появления коррозии;
- При понижении температур повышается пластичность, при этом прочность не уменьшается;
- При воздействии температур от 200 до 600 градусов значительно увеличивается хрупкость.
ОБЛАСТИ ПРИМЕНЕНИЯ ЛАТУНИ
В вопросе многообразия применения что лучше: латунь или нержавеющая сталь, можно сделать вывод, что оба материала используются достаточно широко:
- В производстве втулок, переходных деталей;
- Составляющие моторных агрегатов;
- Сантехническое оборудование;
- Элементы декора;
- Судостроение;
- Различные армейские нужды.
ЧТО ЖЕ ЛУЧШЕ: ЛАТУНЬ ИЛИ НЕРЖАВЕЙКА - АНАЛИЗ
Рассмотрев подробнее технические характеристики нержавеющей стали и латуни, их отличия, становится понятным, что это абсолютно разные материалы. Скорее всего вряд ли получится однозначно ответить на вопрос: латунь или нержавейка - что лучше?
Каждый из двух сплавов обладает достаточным количеством положительных качеств и каждый хорош в своей сфере.
Так, нержавейка в отличие от латуни является более выносливым материалом, не боящимся термических и механических нагрузок, коррозийных повреждений и агрессивных сред. Но при этом стоит учитывать ее прочность, способную доставить некоторые трудности в процессе обработки, и будет задаваться логичный вопрос: чем режут металл такого типа?. В сравнении с нержавеющей сталью, латунь более пластичный и мягкий сплав. Устойчивостью к агрессивным условиям она явно уступает нержавейке. Однако, благодаря своей "мягкости", она легче принимает заданные параметры, может подлежать покрытию декорирующим слоем и даже сама по себе латунь способна стать отличным материалом для изготовления различных декоративных изделий, с высокой эстетической привлекательностью.
Таким образом, отвечая на вопрос: что лучше: латунь или нержавейка - прежде всего необходимо определить сферу использования и все дополнительные условия и в соответствии с возможностями самих материалов, выбрать оптимальный вариант. Помимо учета технических возможностей немаловажным аспектом может являться финансовая сторона.
Изделия, произведенные из нержавеющей стали, как правило, значительно дороже возможных аналоговых вариантов, изготовленных из латуни. Самым ярким примером может служить разница и соответствие цены-качества в линейке сантехнических изделий. Именно в этом направлении выбор между двумя сплавами актуален, пожалуй, чаще всего. Подводя итог, можно сказать, что при верном подходе к выбору любой из представленных материалов полностью удовлетворит запросы потребителя.
Алитирование стали
Чтобы защитить различные детали от воздействия внешних факторов, выполняется латунирование. Данная технология помогает улучшить сцепление резины с металлом, а также применяется в декоративных целях. При выполнении процедуры на металлическую поверхность наносится медно-цинковый сплав слоем с толщиной в несколько микрометров. Прочитав эту статью, вы узнаете, что из себя представляет метод, каковы его преимущества, и для какого сырья он делается, а также получите другую полезную информацию.

Компания «МеталХантерс» сотрудничает с ведущими компаниями, занимающимися разработкой оборудования (цинкование, алюминизация) и улучшением соответствующих технологий.
Поэтому «МеталХантерс» предлагает наиболее эффективные и выгодные услуги по антикоррозийной обработке металлоконструкций с применением электродуговой металлизации.
Компания сегодня успешно занимается нанесением алюминиевых, цинковых, стальных и комбинированных покрытий на конструкции, применяемые в различных сферах и отраслях тяжёлой, лёгкой и нефтехимической промышленности. И в каждом случае металлизация конструкций оказывается самым надёжным способом защиты от коррозии и прочих воздействий.
Рассчитайте стоимость работ сейчас .
Оставьте ваш контакт, мы вам перезвоним

Возможность изгиба и выправления обработанных конструкций (в зависимости от толщины защитного покрытия обработанные изделия выдерживают изгиб при радиусе до двух толщин без повреждения антикоррозионной поверхности).

Металлические защитные покрытия, нанесённые электродуговым методом, имеют свойство самовосстановления, то есть при механическом повреждении поверхности, они просто «заживают» на металле.

Металлизация, в отличие от нанесения лакокрасочных покрытий, производится только в один слой, что позволяет обрабатывать большие поверхности быстрее.

Металлизационные покрытия обладают большой адгезионной прочностью, то есть не отслаиваются от самой конструкции, на которую нанесены.

Нанесение маркировки на металлоконструкцию после обработки Металлизация производится при разных внешних температурах, что существенно расширяет технологические возможности антикоррозионной обработки — при нанесении покрытий не происходит нагревания поверхностей свыше 70–100°C.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.Антикоррозионные покрытия выдерживают температуры до −60°C, не отслаиваясь и не разрушаясь, что позволяет использовать их даже на крайнем севере.

Защитные металлические покрытия не содержат органических веществ, что позволяет хранить в обработанных резервуарах различные жидкости.

Металлизационные покрытия могут применяться для защиты больших поверхностей различных сооружений непосредственно на месте их эксплуатации.
Когда требуется нанесение латуни?
- металла;
- стали;
- меди;
- алюминия и пр.
Примеры работ

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер - Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.


Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.


Нанесение металлизационного цинкового покрытия с последующей окраской на установки освещения для стадиона г.Химки


Металлизация алюминием металлической дымовой трубы

Дымовая труба ТЭЦ-26

Комбинированное металлизационное покрытие дымовой трубы

Нанесение цинкового покрытия на металлоконструкции подъемного механизма для компании Оптима-Строй. г. Москва.


Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внешняя сторона.

Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внутренняя сторона.

Антикоррозионное металлизационное покрытие металлоконструкций-ферм, двутавров.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.


Нанесение маркировки на металлоконструкцию после обработки



Металлизация суппорта"> Газопламенное напыление металлов
Читайте также: