Литниковая система для стальных отливок
Обновлено: 27.04.2024
Стали имеют низкую жидкотекучесть, большую объемную усадку, склонны к газонасыщению и образованию горячих трещин, поэтому к литниковым системам для стальных отливок (рис 1) предъявляют следующие требования: 1) длина литников должна быть минимальной, чтобы обеспечить лучшее заполнение формы; 2) металл следует подводить в места отливки, разогрев которых способствует последовательному затвердеванию и питанию отливки; 3) при заливке формы литники должны быть заполнены металлом, чтобы исключить инжекцию воздуха и газов из формы и растворение их в металле или образование раковин в отливках; 4) при затвердевании литники не должны тормозить усадку отливки. Для мелких и средних невысоких отливок используют подвод металла по разъему или сверху, для массивных отливок снизу сифоном, а для крупных комбинированный, так, чтобы первые порции металла подавались сифоном, а последующие — в верхние части формы через литники, расположенные в верхних уровнях литниковой системы. Основное отличие литниковой системы для стали от литниковой системы для чугуна — это установка прибылей для питания усадки отливки. На литниковую систему с прибылями расходуется 25—50% общей массы жидкой стали, поэтому увеличение выхода годного литья можно достигнуть путем уменьшения расхода стали на прибыль, принимая оптимальные ее размеры.
Прибыли ставят на самые массивные части отливки. Кроме того, необходимо обеспечить легкое их отделение. Прямые открытые прибыли помимо своего основного назначения — питания отливки служат как бы резервуаром для всплывания неметаллических включений (засоров). Недостатками открытых прибылей(рис. 2, а) являются зависимость их высоты от высоты имеющихся в цехе опок и возможность засора формы через эти прибыли, а также увеличенный расход сплава на них. Закрытые прямые прибыли (рис. 2, б) используют для высоких опок, когда для открытых прибылей требуется большой расход сплава. Отводные прибыли (рис. 2, в) используют для питания узла отливки в тех случаях, когда нельзя поставить прямую прибыль без изменения конфигурации отливки. На практике часто применяют прибыли со сферической верхней частью, что уменьшает расход сплава и увеличивает выход годного.
Для улучшения работы прибылей важно, чтобы металл в них оставался длительное время в жидком состоянии (прибыль должна застывать позже отливки). С этой целью применяют специальные стаканы (рис. 2, г) из экзотермических смесей, состоящих в основном из термита. При заливке формы эта смесь разлагается с выделением большого количества теплоты, которая и обогревает прибыль. Однако для крупных прибылей такие стаканы применять нецелесообразно, так как они сгорают раньше, чем прибыль закончит свое действие, и эффект их применения будет небольшим.
Для обеспечения работы закрытой прибыли под атмосферным давлением в нее устанавливают песчаный стерженек (рис. 2, б), который быстро прогревается до температуры металла, и металл вокруг него не затвердевает. По этому стерженьку воздух из атмосферы проходит в прибыль, которая и работает под атмосферным давлением.
Для уменьшения расхода металла применяют прибыли, работающие под избыточным давлением, создаваемым специальным патроном / (рис. 2, д), установленным в форме. Патрон состоит из металлического корпуса и мелового заряда. После заливки формы стенки корпуса патрона расплавляются к моменту, когда на стенках формы уже образовалась достаточно прочная корочка твердого металла (рис. 2, е). Мел при нагревании разлагается, образуя газ, который и создает внутри прибыли избыточное давление. Давление улучшает условия заполнения усадочных пор жидким металлом.
Для облегчения отделения прибылей применяют специальные тонкие керамические пластинки 2 (рис. 2, д), которые, быстро прогреваясь, не охлаждают перешеек между отливкой и прибылью и не препятствуют перетеканию металла из прибыли в отливку, но создают своеобразный надрез, позволяющий легко отделять прибыль от отливки.
Конструкции и виды литниковых систем для отливок из стали
Литниковая система для стальных отливок
Изобретение относится к технологии стального литья, в частности к литниковым системам. Сущность изобретения: литниковая система содержит воронку, стояк, литниковые ходы и питатели. Отливка в форме расположена более металлоемкими частями вниз, а в верхней полуформе над выступающими частями отливки расположены выходы, сумма площадей поперечных сечений которых равна сумме площадей поперечных сечений питателей. Такая конструкция исключает применение прибылей. 1 з.п.ф-лы, 2 ил., 1 табл.
Изобретение относится к технологии литейного производства, в частности к литниковой системе для стального литья.
Применяемая в настоящее время литниковая система для производства стального литья состоит из литниковой воронки (чаши), стоянка, литниковых ходов, шлакоуловителей, питателей и прибылей [1] При этом при формовке отливку устанавливают утолщенными частями в верхнюю сторону и над этими утолщенными стенками устанавливают прибыли. Прибыли предназначены для подпитывания утолщенных стенок кристаллизующейся отливки жидким металлом, чтобы избежать возникновения в отливках усадочных раковин и рыхлот. Прибыли могут быть открытые или закрытые, с установленными над ними выпорами для удаления из прибыли газов. В иных отливках объем и масса прибылей превышают объемами и массой самой отливки. Поэтому в сталелитейном производстве выход годного литья составляет в пределах 45 51% от залитого жидкого металла. Из этого годного литья иногда большая часть уходит в брак или на подварку (исправление) по усадочным раковинам.
Практически при массовом или крупносерийном производстве получение отливок в сырых формовочных смесях сопряжены с большими трудностями, так как в большинстве случаев эти прибыли не работают, т.е. металл в этих прибылях затвердевает одновременно или даже раньше металла отливки. И после их удаления на отливах под прибылями вскрываются усадочные раковины и рыхлоты.
Таким образом, установка прибылей на отливках является совершенно необоснованной роскошью и она приводит к значительному снижению качества и эффективности производства.
Вторым существенным несовершенством литниковой системы на сегодняшний день является применение трапецеидального и прямоугольного сечения формы литниковых ходов, шлакоуловителей и питателей. Как известно из геометрии, что при равной площади поперечного сечения периметры трапецеидальных и прямоугольных фигур на 15 40% больше периметра круга той же площади сечения.
Металл, проходящий по трапецеидальной и прямоугольной формы литниковых ходов на 15 40% больше отдает тепла стенкам литниковых ходов, чем при прохождении по круглой формы литниковым ходам, что заначительно тормозит процесс заполнения формы жидким металлом.
Целью изобретения является повышение выхода годного за счет снижения металлоемкости формы и повышение производительности труда.
На фиг. 1 представлена литейная форма в разрезе; на фиг. 2 вид сверху.
Литниковая система содержит литниковую воронку 1, стояк 2, литниковые ходы 3, питатели 4, выпоры 5.
Согласно изобретению отливка формируется без прибыли.
Питание отливки и подпитка усадочного объема происходит за счет горячего металла литниковой воронки и стояка. При этом литниковая воронка устанавливается на 100-150 мм выше верхней кромки опок.
Отливка устанавливается в форму таким образом, чтобы толстостенные и металлоемкие части ее находились в нижнем положении, а в верхней полуформе над выступающими частями отливки просверливаются или пробиваются открытые выпоры диаметром 10 12 мм. Общая сумма площадей поперечного сечения выпоров должна быть равна сумме площадей поперечных сечений питателей отливки.
При заливке этих форм металлом, заполнение литниковой воронки продолжается до тех пор, пока из выпоров не появится жидкий металл. Этот металл застывает в виде пятачков, после чего воронку полностью заполняют металлом. Кристаллизация отливки происходит направленно сверху вниз от застывших лепешек выпоров до нижних массивных частей отливки. Скорость кристаллизации и остывание отливки при этом в 3 4 раза быстрее, чем отливки с прибылями (таблица).
где коэффициент теплопроводности веществ; a = c+изл коэффициент радиационно-конвективного теплообмена; c коэффициент теплоотдачи; изл поправка на теплообмен излучением.
Из таблицы видно, что теплопроводность и теплоотдача, происходящие через открытые выпоры, заполненные металлом в воздушную среду протекает в десятки, сотни раз быстрее, чем в формовочной смеси (кирпич, стекло, вода).
При направленной кристаллизации сверху вниз основной действующей силой является сила ионного притяжения металлических элементов и направление тепловых лучей от горячего металла к охлаждающемуся кристаллу. В этом случае кристаллизация идет свободно без силы давления столба жидкого металла вниз, что наблюдается при кристаллизации снизу. В нашем случае неметаллические включения и газы легко вытесняются из зоны кристаллизации, а также значительно снижаются кристаллизационные дефекты и напряжения.
С переходом на круглую форму изготовления всех литниковых ходов, шлакоуловителей и питателей увеличивается надежность заполнения формы жидким металлом на 15 40% больше, чем по сравнению с трапецеидальной или прямоугольной формой литниковых ходов и настолько же увеличится качество литья. В этом случае литниковые ходы и питатели застывают в последнюю очередь.
Таким образом, изобретение при массовом и крупносерийном производстве в 3 4 раза повышает производительность труда за счет ускорения процесса охлаждения отливок, до двух раз увеличивает выход годного литья за счет устранения прибылей и значительно снижает технологический брак и повышает качество отливок за счет создания благоприятных условий для направленной кристаллизации металла и применения полых стержней.
Изобретение позволяет значительно экономить металл, формовочные и стержневые смеси и другие вспомогательные материалы.
1. Литниковая система для стальных отливок, содержащая литниковую воронку, стояк, литниковые ходы и питатели, отличающаяся тем, что отливки в форме расположены более металлоемкими частями вниз, в верхней полуформе над выступающими частями отливки выполнены выпоры диаметром 10-12 мм, сумма площадей поперечных сечений которых равна сумме площадей поперечных сечений питателей.
2. Система по п.1, отличающаяся тем, что литниковые ходы и питатаели выполнены в сечении круглыми.
Вопрос 30 . Назначение и основные элементы литниковой системы
Назначение Литниковая система — обеспечение оптимальных условий и продолжительности заливки формы с целью получения отливки с чёткими гранями и контурами, предотвращение попадания неметаллических включений (при заливке из поворотного ковша), а при затвердевании сплава — питание отливки для предотвращения усадочных раковин. Элементы Литниковая система в соответствии с их назначением разделяют на подводящие и питающие (в некоторых частных случаях такого разделения не существует).
Назначение литниковой системы
Литниковая система – это система каналов и резервуаров для подвода расплавленного металла в полость литейной формы, её заполнения и питания отливки при затвердевании. Литниковая система должна обеспечивать заполнение литейной формы с необходимой скоростью, задержку шлака и других неметаллических включений, выход паров и газов из полости формы, непрерывную подачу металла к твердеющей отливке. После окончания литья избыточный металл, заполняющий литниковую систему, застывает, сохраняя форму её каналов и образуя отход, подлежащий отделению от самой отливки.

Рис. 33Л. Литниковая система
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель; 5 – выпор; 6 – прибыль.
Основными элементами литниковой системы (рис. 33Л) являются: 1 – литниковая чаша (воронка), которая предназначена для приёма струи расплава, вытекающей из разливочного ковша, и частичного задержания попадающего вместе с расплавом шлака; 2 – стояк – вертикальный или наклонный канал, передающий расплав из литниковой чаши внутрь литниковой системы; 3 – шлакоуловитель – горизонтальный канал, расположенный, как правило, в верхней полуформе и служащий для задержания шлака и передачи расплава из стояка к питателям; 4 – питатель – канал, подающий расплав непосредственно в полость литейной формы (питатель может быть как один, так и несколько, и они обычно располагаются в нижней полуформе); 5 – выпор – вертикальный канал для вывода газов из полости формы, сигнализации об окончании заливки, питания отливки расплавом при затвердевании; 6 – прибыль – резервуар с расплавленным металлом, обеспечивающий его непрерывный подвод к массивной части отливки, застывающей последней (при наличии нескольких массивных частей прибылей также может быть несколько).
Вопрос 31. Изготовление отливок по выплавляемым моделям. Сущность способа. Модельные составы. Формовочные материалы. Последовательность операций процесса литья по выплавляемым моделям. Достоинства и недостатки способа.
Изготовление отливок литьем по выплавляемым моделямэто способ получения отливок изготовленных с использованием одноразовых литейных форм не имеющих плоскости разъема, рабочая полость которых получена с использованием легкоплавких моделей –для изготовления легкоплавких моделей необходимо использовать стальную неразъемную пресс-форму внутреняя полость в которой изготавливается с учетом припуска на мех. Обработку и величину линейной усадки сплавов.
В последнее время предложены новые модельные составы парафин-полиэтиленовые, церезин-полиэтиленовые и парафин-церезин-полиэтиленовые.
Легкоплавкие модельные составы (парафин, стеарин, церезин и др.) приготовляют в водяных, глицериновых или масляных банях с электрическим или газовым подогревом; применяют также бани-термостаты.
Пастообразные модельные составы при малом масштабе производства приготовляют вручную, при более крупном — на специальных установках
Модельные составы с высокой температурой плавления (канифоль, полистирол и др.) изготовляют в специальных поворотных электропечах, оснащенных терморегуляторами.
Способы изготовления моделей разнообразны. Модельный состав вводят в полость формы следующими способами: свободной заливкой, запрессовкой в пастообразном состоянии; заливкой под давлением; запрессовкой под высоким давлением подогретых до состоянии размягчения порошка или крупки модельных составов типа пластмасс
В качестве формовочной смеси исп огнеупорные составляющие –песок в качестве связуещего гидрализованый раствор этил силиката ,воск с добавлением бурого угля.
Для изготовления оболочки керамической литниковой формы блок состоящий из моделей и литниковой системы погружают в суспензию.(песок+гидролизованный раствор этилсиликаты) с последующей обсыбкой каждого промежуточного слоя (5-7раз)
Легкоплавкий бок удаляют из формы погружая конструкцию в горячую воду. Полученную форму устанавливают в опоку (рамку) находящуюся на поддоне укрепляя песком и выдерживаемой в печи при высокой температуре 950 град на длительное времяпосле этого горячую литейную форму заполняют расплавом отливки извлекают из формы разрушая ее механическим или химическим способом. Объем мех обработки снижается в 2-е.
Минусы – 1)самый длительный и дорогостоющий 2)ограничение номенклатуры и массы получаемых изделий 3)использование трудносерийного массовом производстве целесообразно использовать при изготовлении высоколегированных сталей.
Вопрос 32. Изготовление отливок в оболочковые формы. Сущность способа. Литейная оснастка. Формовочные смеси. Последовательность изготовления отливок литьем в оболочковые формы. Достоинства и недостатки способа.
Способ литья в оболочковые формы основан на получении разовых полуформ и стержней в виде оболочек толщиной 6-10 мм. Их изготавливают путем отверждения на металлической оснастке слоя смеси, в которой связующее вещество при нагреве вначале расплавляется, а затем затвердевает (необратимо), придавая оболочке высокую прочность.
Сущность процесса заключается в применении тонкостенных разъемных разовые формы, изготовленных из формовочной смеси. Формовочные смеси изготавливают из мелкозернистого кварцевого песка, перемешанного с термореактивной смолой. Модельную плиту нагревают до температуры 200-250 градусов. На ее поверхность наносят разделительную смазку. Формовочную смесь наносят на на модельную плиту и выдерживают 10-30 секунд; от теплоты модельной плиты термореактивная смола переходит в жидкое состояние, склеивая песчинки с образованием песчано-смоляной оболочковой формы (толщиной 5-10 мм) в зависимости от времени выдержки. При этом смола твердеет. Готовые оболочковые формы снимают с металлической модели и, если они разъемные, то их склеивают. В собранные оболочковые формы заливают металл. Литьем в оболочковые формы получают ребристые цилиндры, коленчатые валы и т.д. Способ применяют для стальных, и для алюминиевых отливок, простой конфигурации без внутренних полостей в серийном производстве. Формовочная смесь состоит из мелкозернистого песка (размер зерна 0,25. 0,06мм) и термореактивной смолы - пульвербакелита. Способ обеспечивает получение шероховатости поверхности Rz =80. 40 мкм, и точность - 12. 14 квалитет. Способ легко можно механизировать и автоматизировать.
Литейная технологическая оснастка (модельно-опочный комплект).
Модельный комплект- комплект технологической оснастки приспособленный и инструментально необходим для изготовления литых форм и стержней. В модельный комплект включают модельные отливки и модельные плиты стержневые ящики, опоки.
Модельная отливка - приспособление с помощью которого в литейной форме получают полость с формой и размером соответствующими форме и размерами будущей отливки. Поверхность модели должна быть гладкой и чистой что бы при ее извлечении из формы она легко отделилась от материала формы. Все размеры модели надо увеличить на величину усадки вертикальным поверхностям модели. Предают уклон для того что бы облегчить извлечение модели из формы.
Модельная плита – плита на которой закрепляют модель и элемент системы при изготовлении литейной формы.
Стержневой ящик – приспособление в котором изготавливают стержни. Они бывают цельными и разъемными. Вертикальные поверхности стержневых ящиков для облегчения готового стержня изготавливают из дерева и из металлов.
Опока – деревянная или металлическая рамка (ящик без дна) в которой производят уплотнение формовочной смеси при изготовлении литейной формы из песчаной глинистой смеси
Формовочная смесьсодержит наполнитель - мелкозернистый кварцевый песок - 100%: связующее - пульвербакелит (фенолформальдегидная смола с добавками уротропина) - 6 - 7%; увлажнитель (керосин, глицерин) - 0,2 - 0,5%; растворитель (ацетон, этиловый спирт) - до 1,5%.
Последовательность изготовления полуформ показана на рис. 39. Металлическую модель с элементами литниковой системы закрепляют на модельной плите, нагревают до температуры 200 – 250 о С и насыпают песчано-смоляную смесь. Смола плавится, склеивает песчинки и через 15 – 25 с на модели (рис. 39, а) образуется полутвердая оболочка толщиной 6 – 12 мм. При повороте модельной плиты на 180 о (рис. 39, б) остатки смеси осыпаются. Затем модельную плиту с оболочкой помещают в печь, где при температуре 280 – 320 °С в течение 2 – 3 мин происходит окончательное твердение оболочки. После извлечения из печи оболочку (полуформу) с помощью толкателей снимают с модели (рис. 39, в). Аналогичным способом изготавливают песчано-смоляные стержни для пустотелых отливок.

| Рис. 39. Изготовление отливки в оболочковой форме |
При сборке формы устанавливают стержень и совмещают полуформы по имеющимся на них выступам и впадинам. Скрепление полуформ производится металлическими скобами, струбцинами или склеиванием (рис. 39, г). Собранную форму помещают в опоку, засыпают снаружи сухим песком или металлической дробью (рис. 39, д) и заливают расплавом. После затвердевания отливки (рис. 39, е) оболочковая форма легко разрушается.
Литьём в оболочковые формы получают коленчатые и кулачковые валы, шатуны, цилиндры с ребрами жесткости и другие о
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Вопрос 33. Изготовление отливок литьем в кокиль. Сущность способа. Типы кокилей и материалы для их изготовления. Последовательность изготовления отливок литьем в кокиль. Достоинства и недостатки способа.
Литье в кокиль это способ получения отливок с использованием металлических многоразовых литейных форм. Для изготовления в кокили используют следующие конструкционные материалы ( серый чугун, высокопрочный,ковкий, углеродистый, легированные стали, аллюминиевые литейные сплавы
Способ изготовления кокиля литье в песчанно-глинистые фориы с последующей иех.обработкой рабочей полости кокиля.
Сущность способа заключается в применении многократно используемой литейной формы, которая формирует конфигурацию и свойства отливки. При этом способе литья либо совсем исключается применение, либо расходуется малое количество песчаных смесей лишь на изготовление разовых стержней. В связи с этим отпадает необходимость в землеприготовительных отделениях.
По конструкции кокиль может быть неразъемный, вытряхиваемый, разъемный .
Заполнения кокиля расплава осуществляется свободной заливкой под действием сил тяжести или гравитационных сил.
Внутренних полостях отливки получают используют не металлические или оболочковые стержни
Технология получения отливок более сложная т.к теплопроводность кокиля высокое для получения качественных отливок требуемой формы необходимо сохранить жидкотекучесть расплава перед заливкой расплав перегревают на более высокую температуру и кокиль подогревают пламенем газовых горелок и рабочую пов-ть кокиля покрывают огнеупорным составми с целью получения хорошего качества отливки.
Кокиль не податлив поэтому металлический стержень и отливку извлекают из кокиля раньше т.е до того как отливка остынет до темп окружающей среды.
Температура при которой отливку извлекабт из кокиля 0.6 т плавления
Для извлечения из кокиля , кокиль снабжают выталкивателями
Достоинства: многоуровневое использование объем мех.обработки сижается вдвое на поверхности отливки имеются отливки свободные от получения более плотной мелкозернистой структуры давления и как следствие более высокие мех.св-ва
Недостатки 1)ограниченная номенклатура изделия 2) массовое производство редко. 3)целесообразно использовать кокиль из цвет сплавов 4)длительность изготовления процесса кококиля
Вопрос 34. Изготовление отливок литьем под давлением. Сущность процесса и схема процесса ( с холодной и горячей камерами прессования). Последовательность изготовления отливок литьем под давлением. Достоинства и недостатки способа.
Литьем под давлением называется способ получения фасонных отливок в металлических формах, при котором форму принудительно заполняют металлом под давлением. Этот способ применяют в массовом производстве для тонкостенных отливок из сплавов цветных металлов (В последнее время этот метод литья начал применяться и для черных металлов). При данном способе обеспечивается большая точность размеров отливок, последние в подавляющем большинстве случаев не требуют дальнейшей механической обработки.
Сущность литья под давлением
Выполняют машинным способом в металлические формы, называемые пресс-формами. Заполнение металлом пресс формы осуществляют после её смыкания через литниковые каналы, которые соединяют рабочую полость пресс-формы с камерой прессования машины для литья под давлением. Наружные очертания отливки образуются рабочей поверхностью сомкнутой пресс-формы, а внутренние отверстия и полости получают при помощи металлических стержней, которые извлекают из затвердевшей отливки в момент раскрытия пресс-формы. Стержни имеют механически привод в виде реек, шестерен, зубатых секторов, клиньев, эксцентриков, кинематически связанных с механизмом раскрытия пресс формы.
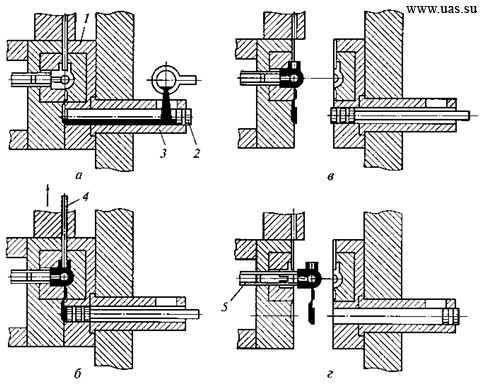
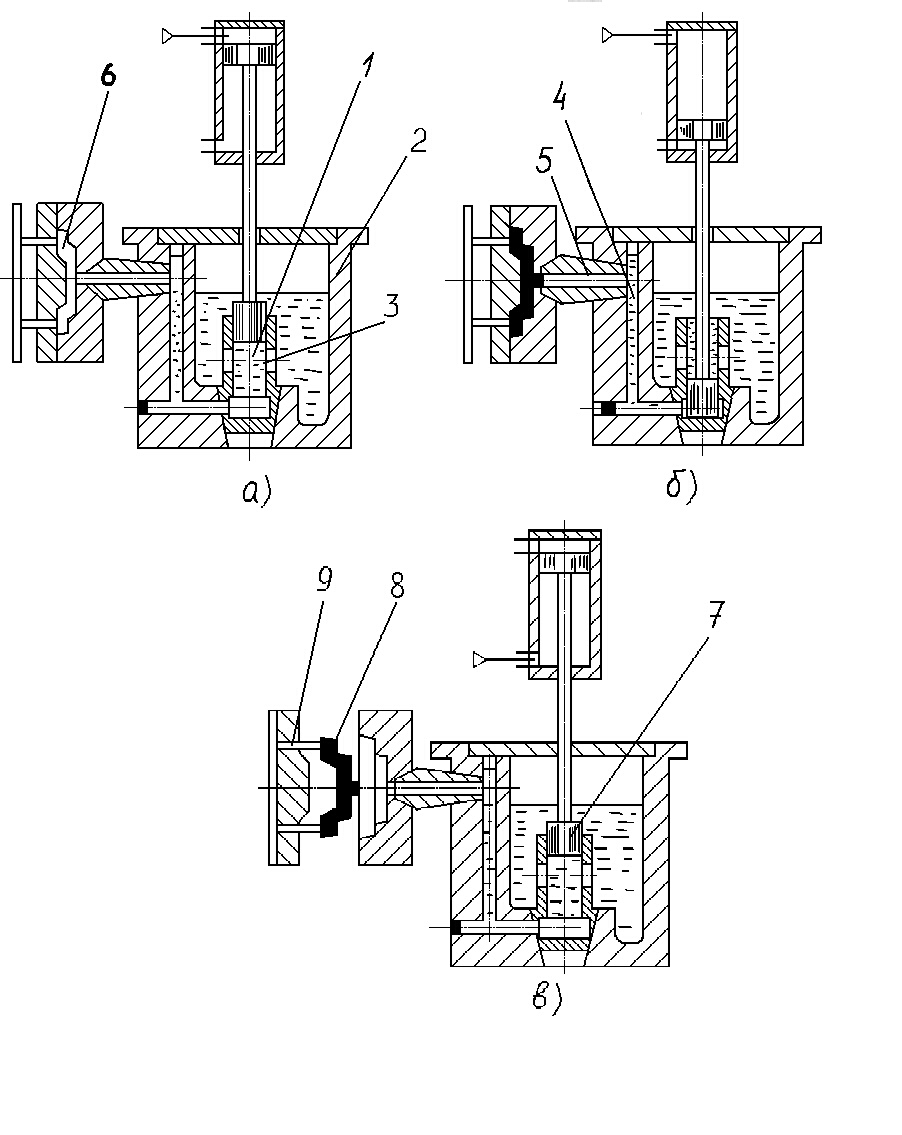
Рисунок 4.1 – Схема технологического процесса литья под давлением на машине с холодной камерой прессования: а – подача расплава в камеру прессования; б – запрессовка; в – раскрытие пресс-формы; г – выталкивание отливки; 1 – пресс-форма; 2 – пресс-поршень; 3 – камера прессования; 4 – стержень; 5 – толкатель
Металл заливают в камеру прессования и запрессовывают внутрь рабочей полости пресс-формы. После кристаллизации отливки происходит раскрытие пресс-формы для из-влечения отливки, при этом отдельная часть остается неподвижной, а остальные части отво-дятся гидроприводом. Отливка удерживается в подвижной части и перемещается с ней до соприкосновения с выталкивателями, которые выталкивают отливку из подвижной части пресс-формы. Отливка может быть извлечена из раскрытой пресс формы при помощи мани-пулятора или робота. Для предотвращения сваривания рабочей поверхности пресс-формы с отливкой и облегчения извлечения отливки полость пресс-формы покрывают составами в виде паст или распыляющих жидкостей, содержащих порошки металлов, графит, сульфид молибдена.
На машинах с холодной камерой прессования после подготовки пресс-формы 1 (рисунок 4.1, а) к очередному циклу, ее сборки и запирания с помощью запирающего механизма литейной машины в камеру прессования 3 подается доза расплава. Затем под действием пресс-поршня 2, перемещающегося в этой камере посредством механизма прессования, через каналы литниковой системы расплав заполняет рабочую полость пресс-формы (рисунок 4.1, б). После затвердевания и охлаждения отливки до определенной температуры извлекают стержни 4 и раскрывают пресс-форму (рисунок 4.1, в), а затем механизмом выталкивания и толкателями 5 отливку удаляют из пресс-формы (ри-сунок 4.1, г). Механизмы машины приходят в исходное состояние. Литники и заливы отделяются, от отливки, как правило, с помощью обрезного пресса, расположенного около литейной машины, либо механизмами пресс-формы. На этом рабочий цикл завершается.
К основным достоинствам литья под давлением относятся:
· универсальность по видам перерабатываемых пластиков,
· высокое качество получаемых изделий,
· возможность изготовления деталей весьма сложной конфигурации или тонкостенных изделий,
· отсутствие дополнительной обработки конечного продукта (за исключением операции удаления литников),
· полная автоматизация процесса.
Недостатки метода:
· литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями;
· применение термопластоавтоматов для реализации конкретного технологического процесса требует квалифицированного технико-экономического обоснования.
Литниковая система: назначение, элементы, виды
Производство отливок позволяет значительно сократить трудозатраты на обработку деталей, снятие лишнего материала. Литниковая система служит для транспортировки расплава с ковша в форму. Она равномерно заполняет пустоты, гарантирует кристаллизацию металла без образования напряжений. Литниковая система представляет собой сложную конструкцию каналов, регулирующих скорость движения и давление расплава. Она своей конфигурацией способствует всплыванию шлака в прибыль.

При извлечении отливки из формовочной смеси, ЛС выглядит грубо. Создается впечатление лишнего металла вокруг детали. На самом деле через детали литниковой питающей системы в процессе заливки выводится воздух и отделяется шлак, подпитывается металлом усадка при охлаждении. ЛПС регулирует давление для заполнения всех элементов заготовки. В результате правильного расчета, структура полученной отливки плотная и равномерная по всему сечению.
Назначение системы
Транспортировка жидкого расплава без разрушения стенок, равномерное заполнение полости формы с постоянной скоростью считают назначением литниковой системы. Одновременно лабиринт ходов из стояков, питателей и прибылей:
- отделяет шлак от металла;
- не пропускает и отделяет воздух;
- выводит скопившиеся газы;
- регулирует кристаллизацию;
- питает форму при остывании.
Форма деталей литниковой системы препятствуют контакту поверхности остывающей отливки с воздухом, обеспечивает равномерное охлаждение без переходных зон и мест быстрой кристаллизации.
Литейное производство включает в себя создание контуров изготавливаемых деталей с необходимыми технологическими уклонами и допусками на обработку. После этого в прессформах делается система питания – ЛПС. Она рассчитывается с учетом равномерного заполнения всей пустоты исходя из формы будущей детали и толщины ее стенок.

Расположение и тип литниковой системы подбирается исходя из конфигурации заготовки, ее размеров. Металл должен заполнить все пространство равномерно, с одинаковой скоростью, не разрушив внутренние стенки прессформы.
Основные элементы
Литниковая система представляет собой сложную конструкцию с несколькими элементами. Каждая деталь выполняет свою роль и убрать ее невозможно.
К элементам литниковой системы относятся:
- наружный конус;
- вертикальный конический стояк;
- питатель;
- литник.
Жидкий металл попадает с ковша в чашу – конусообразную перевернутую воронку. В широкую наружную часть конуса попасть струей жидкого металла проще, чем в узкий канал. Одновременно воздух, сопровождающий струю, выдавливается вверх и внутрь не попадает. Литниковая чаша применяется во всех конструкциях заливных систем. Размер конуса выбирается по размерам отливки, ее весу. Наружным конусом регулируется скорость движения расплава по литниковой системе и время заливки.
Тяжелая жидкость устремляется вниз по узкому стояку, уменьшая скорость движения. Независимо от направления конуса, сечение стояка значительно меньше, чем воронки.
Под стояком имеется небольшое конусное расширение и углубление – зумпф, предотвращающий разбрызгивание. В нем собирается жидкий металл и гасит энергию струи по аналогии водоема под водопадом. Если струя будет падать на твердую поверхность формы, то она ее разобьет. Мелкие брызги быстро застынут, образовав раковины и несплошности в общей массе материала.

С зумпфа жидкость течет снизу вверх, перетекая в литниковый ход и подталкивая шлаки к всплытию. Это позволяет сократить длину ходов, рационально использовать металл.
Литниковые хода всегда делаются в плоскости разъема. Они имеют трапецеидальное сечение и делят общий поток на несколько, распределяя его по питателям равномерно, по всей длине.
В ЛПС питатели последние из ее элементов. Они распределены по всей площади разъема и равномерно заполняют пустоту будущей отливки.
Кроме питательной системы в верней части детали устанавливаются: прибыль и выпор. Первая служит для скопления шлака и подпитки усадки. При охлаждении деталь уменьшается в размерах, проседает, и металл с прибыли восполняет уровень. Количество прибылей зависит от конфигурации и площади отливки. Например, заливается маховик. Его ось располагают вертикально. Над ступицей устанавливают одну прибыль, если деталь до 0,5 тонны. При больших размерах конусы для шлака делаются и по ободу.
Через расположенный в верхней части формы выпор наружу выходят газы, которые все же попали внутрь формы и поднялись вверх. Допускается совмещать выпор с центральной прибылью.
После полного охлаждения, деталь выбивают из формы, и производится обрубка – автогеном или отбойным молотком обрезаются все питатели и прибыля. Длина оставшегося участка зависит от марки стали. У высоколегированных сталей он составляет 80–150 мм и окончательно удаляется механообработкой после отжига. Высоколегированные стали и чугун отжигаются вместе с литниковой системой или только прибылями, только после этого производится обрубка. Термообработка делается сразу, после извлечения отливки из смеси, для снятия напряжений и уменьшения твердости.
Методы расчета литниковой системы основаны на быстроте полного заполнения формы. Они определяют в первую очередь сечение питателей, их количество. В основе расчетов гидравлические формулы и высота стояков, создающих давление. Для чугуна и сталей разных сортов соотношение площадей питателей, прибылей и стояков разная, основана на жидкотекучести материала, толщины стенок. Кроме этого в формулу вводят поправочный коэффициент, значение которого зависит от веса отливки.
Типы систем
Тип ЛПС определяется как оптимальный вариант между быстрым и равномерным заполнением формы и минимальными потерями металла в каналах. Используют различные виды систем.
Во многом конструкция зависит от марки материала. Для небольших деталей из цветных металлов и чугуна до 20 кг, производится литье в прессформу под давлением. Принцип ее заключается в заполнении первой части формы жидким металлом, затем быстрое, под высоким давлением, запрессовывание расплава во вторую половину, представляющую собой непосредственно форму детали. Быстрая кристаллизация с помощью системы охлаждения и через несколько секунд отливка извлекается.
Высокая стоимость прессформы до $100 000 и срок изготовления 2–3 месяца делают единичные отливки сказочно дорогими. Рентабельно использовать прессформы под давлением с их производительностью 10–50 отливок в час, в массовом производстве.
Разрушающий метод – литье алюминия в песок по выплавляемым моделям, позволяет выплавлять сложные по конфигурации изделия.
Особенность заключается в создании из воска или другого легкоплавкого материала точной копии детали и помещение ее в песок с одним питательным каналом. Заливка производится вертикально, без потерь на металл в ЛПС. Отличается большим количеством выпоров, через которые выходит газ от сгоревшей модели.
Для изделий из стали и чугуна, весом более 50 кг, в основном используется горизонтальная литниковая система, более удобная конструкция для совмещения с разъемами. Вертикальная конструкция питателей подходит для цветных сплавов и металлов с высокой температурой плавления, которые заливаются. На типы литниковых систем и расчеты влияют характеристики детали:
- масса;
- соотношение длины и ширины;
- толщина стенок;
- сложность конфигурации.
Типы литниковых конструкций различают по направлению заливки: вертикальные для низких деталей с большой площадью, и горизонтальные, если высота отливки больше ширины.
По способу подвода
В ЛПС могут подаваться расплавы на разных уровнях:
- сверху;
- сбоку;
- снизу;
- вертикально по высоте;
- комбинированно в несколько линий.
По способу расположения питателей различают типы ЛПС.
Верхняя
При верхней системе питатели стоят на одном уровне с литниками. Используется такой способ чаще всего для получения тонкостенных отливок из чугуна. Металл заливается сверху. При сложной конфигурации перетекает по нижним перемычкам на другую от чаши и стояка сторону формы. Чтобы заполнение осуществлялось быстро, при тонких перемычках со стороны стояка делается утолщение в форме. При обработке на станке оно удаляется.

Верхняя система литников наиболее простая в исполнении, характеризуется быстрым прямым заполнением формы металлом. Она приводит к равномерной кристаллизации и минимальным расходом материала для заполнения подводящих каналов. При выбивке отливка легко освобождается от формовочной смеси.
Характерным недостатком является каскадный сброс жидкого металла. Это приводит к захвату воздуха и перемешиванию металла со шлаком. В результате активного течения образуется пена. Шлак задерживается в коллекторе, не выходя в литник. Расплав падает в форму с большой высоты и зумпф не спасает от разрушения стенок, дна формы и стержней горячей струей. Образуются брызги.
Недостатки верхней литниковой системы устраняются кантовкой или наклоном формы. Применяется заливка сверху для деталей высотой менее 100 мм.
Для тонкостенных полых деталей применяется дождевая система – разновидность верхней. Питатели устанавливаются по периметру сверху и равномерно заполняют отливку. Кристаллизация происходит снизу вверх, усадка материала компенсируется непосредственно из питателей. Дождевую систему при заливке массивных деталей совмещают с литниками.
Нижняя
Расплавленный металл подается питателями в нижнюю часть формы. Давление создается за счет высоко расположенной чаши и длинных стояков с обратным конусом – заужены к низу. Заполнение формы снизу происходит равномерно, без окисления и вспенивания. Неметаллические включения задерживаются, не попадая в основной металл. Поступая снизу, по литниковым каналам, расплав вытесняет в прибыля воздух, газы, шлак.
Недостаток литниковой конструкции в перегреве нижней части формы и большой усадке при кристаллизации. Особенно заметно это на цветных металлах, их сплавах, чугуне. Усадочные раковины могут опускаться в основное тело детали. в высоколегированных сталях образуются переходные зоны напряжений при перегреве нижней части и быстром охлаждении верхней.

В расчет литниковой системы для алюминия с его высокой теплопроводностью, входит система охлаждения и дополнительный металл для компенсации усадки, увеличенная высота литников и питателей.
Боковая
Удобная в выполнении литниковая система. Ее детали большей частью расположены в плоскости разъема. Расплав заполняет снизу верхнюю часть отливки и сверху перетекает вниз. Стенки не разрушаются, пена не образуется. Заполнение происходит плавно, спокойно по всей ширине пустоты.
Разновидностью боковой заливки является вертикально-щелевая литниковая система, используемая для изготовления деталей большой высоты. В ней питатели расположены сбоку, вдоль оси детали вертикально. Система подходит для отливки с переменным сечением, тонкими стенками и резкими переходами. Расплав вводится спокойно, хорошо заполняет форму. Шлаки и частицы песчаной смеси отделяются в коллекторе. Процесс кристаллизации протекает равномерно, снизу вверх.
Слабым местом вертикально-щелевой конструкции является вспенивание горячей жидкости в начальный момент заливки. В местах рядом с питателями может возникнуть перегрев и усадка металла. Вертикально-щелевую литниковую систему сложно выполнять, выбивать из формы и удалять.
Ярусная
Большие детали заполняются одновременно двумя и больше линиями питателей. Их располагают горизонтально или вертикально в плоскости разъема, увеличив количество секций формы. Металл течет в форму снизу и сверху, равномерно заполняя большой объем. Процесс кристаллизации происходит по всему объему.

Если расположена горизонтально система ярусная, расчет производится с поправочными коэффициентами, учитывающими более быстрое заполнение пустоты через нижние литниковые питатели с большим давлением. Выравнивание скорости движения расплава производится уменьшением сечения нижних питателей.
При ярусной литниковой системе заливки происходит равномерное поступление металла в разных плоскостях. Уменьшается риск создания переходных зон при кристаллизации. Усадка происходит медленно, с восполнением пустот расплавом.
Для высоких деталей питатели располагают в 2 линии вертикально. Металл подается через стояки снизу. Заполнение равномерное и спокойное, без захвата воздуха. Газы и шлак поднимаются вместе с основным металлом вверх, заполняя прибыля.
Комбинированная
Соединение в одну конструкцию нескольких типов литниковых конструкций позволяет компенсировать недостатки одних достоинствами других. Такие системы создаются при отливе деталей с большой массой и сложной конфигурацией в песчаные формы. Если деталь имеет поперечное сечение по краям больше, чем в середине, питатели подводятся к линиям наибольших размеров. В результате происходит заполнение наибольших по массе элементов. Затем заливается середина. Кристаллизация начинается по периметру одновременно во всех частях отливки.
Сложные конфигурации требуют одновременного поступления расплава во все элементы, соединенные тонкими перегородками. Комбинирование литниковых конструкций позволяет поступать металлу одновременно во все места.


Расплав подается в комбинированных системах по стояку вниз и по литниковым ходам поднимается вверх. Происходит плавное наполнение полости из нескольких точек.
По гидродинамическому признаку
Процесс кристаллизации и выделение шлаков зависит от скорости заполнения отливки жидким расплавом. Ее регулируют через скорость заливки размер сечения элементов литниковой системы. Горячий металл должен заполнить форму полностью до начала процесса кристаллизации. Одновременно нельзя заливать слишком быстро, чтобы не допустить перегрев стенок в месте поступления расплава из литниковых питателей. В основе расчета гидродинамические формулы ламинарного течения густой жидкости и «диаграмма состояния железо-углерод» в зависимости от температуры.
Сужающиеся
В сужающихся литниковых системах конусы направлены узким концом в сторону полости в форме. Металл на каждом элементе увеличивает свою скорость движения и давление. Расчет литниковой системы определяет оптимальное сечения питателей. Большая скорость движения расплава приводит к быстрому заполнению всех элементов с малым сечением и отделению шлака.
Падение с большим напором металла приводит к размыву стенок и разбрызгиванию. При этом жидкий металл захватывает воздух, окисляется.
Сужающиеся системы применимы для материалов с высокой жидкотекучестью и малой теплоотдачей.
Они должны заполнить все полости. Газы и шлак поднимаются вверх до образования затвердевшей корки на поверхности.
Сужающиеся системы применяют в основном при отливке деталей больших размеров и чугунных чушек.
Расширяющиеся
В расширяющихся литниковых системах конусы всех элементов расширяются по ходу движения расплава. Металл вливается в полость формы спокойно, без разбрызгивания и окисления. Применяются расширяющиеся питатели для стальных отливок всех размеров, при литье алюминия, бронзы, цветных сплавов.

Чем меньше деталь по весу, тем проще литниковая система. Для больших отливок с большим количеством переходов устанавливают ярусные и комбинированные системы литниковых ходов. Конструкцию упрощают совмещением ее элементов. Например, выпор и прибыль, заливка через шлакосборники.
Читайте также: