Марки хромистых нержавеющих сталей
Обновлено: 27.04.2024
Хромистые стали марок Х5, 1X13, 2X13, 3X13 и ЭИ496 широко применяются в аппаратах для переработки высокосернистых нефтей: Х5 для изготовления труб теплообменного и конденса-ционно-холодильного оборудования; Х5М - для изготовления печных труб, поковок, печных двойников, фланцев и другого оборудования, работающего при температурах порядка 600 - 630 С. Хромоникелевые стали марок ОХ18Н9, 1Х18Н9, 1Х18Н10Т и ЭИ496 отличаются жаропрочностью, жаростойкостью и высоким сопротивлением коррозии во многих агрессивных средах. [3]
Хромистые стали марок СХ6М, СХ6, ЭСХ8, Х5М, Х5МФ, 1X13 и др. с содержанием хрома от 4 до 14 % относятся к мартенситному классу. Стали Х28, 1Х17Ю5 и др. с содержанием хрома от 18 до 30 % относятся к ферритному классу. Эти стали хорошо сопротивляются окислению при высоких, температурах. [4]
Хромистые стали марок СХ6М, СХ6, ЭСХ8, Х5М, Х5МФ, 1X13 и др. с содержанием хрома от 4 до 14 % относятся к мартенситному классу. Стали Х28, 1Х17Ю5 и др. с содержанием хрома от 18 до 30 % относятся к ферритному классу. Эти стали хорошо сопротивляются окислению при высоких температурах. [5]
Хромистые стали марки Х25 и Х28 не корродируют в азотной кислоте даже при температуре кипения. Только очень крепкая ( дымящая) азотная кнспота разрушает сталь этих марок. [6]
Хромистая сталь марки Х5М применяется как коррозионностой-кая и жаропрочная ( до 650) сталь в нефтеобрабатывающей промышленности ( трубы, крекинг-установки) и в котлотурбостроении для деталей, работающих при большом давлении и повышенной температуре. Сильхром марки Х12ЮС может найти применение как материал для цементационных ящиков. [7]
Хромистые стали марок Х6СМ, 4Х9С2, Х5М, Х5МФ, 1X13 ( ЭЖ-1) и др. с содержание хрома 4 - 14 % относятся к мартенситному классу. [8]
Хромистая сталь марки 9Х отличается от инструментальной углеродистой стали наличием присадки хрома. Сталь 9Х обеспечивает минимальные деформации при закалке и применяется преимущественно для изготовления гаечных и машинных метчиков. [9]
Хромистые стали марок 1X13 и 2X13 сваривают проволоками Св - 10Х13 или Св - 06Х14 под флюсами АН-26, ФЦЛ-2, АНФ-5 и др. Можно также применять керамический флюс ХНК-66. Металл толщиной до 10 мм сваривают без предварительного подогрева. При больших толщинах применяют предварительный и сопутствующий подогрев до 250 - 300 С. После сварки производят отпуск при 680 - 700 С. [10]
Хромистые стали марок 0X13, 1X13, 2X13 и 3X13 стойки в атмосферных условиях и в малоагрессивных растворах; при повышении содержания углерода закаливаются, отличаются повышенной прочностью, жаростойки до т-ры 750 С. Хромистые стали марок Х17 и ОХ17Т стойки в окисляющих к-тах ( напр. [11]
Хромистая сталь марок ЗОХ-50Х широко применяется в нефтяной, нефтехимической и газовой промышленности. Так, из стали марок ЗОХ и 35Х изготовляют шпильки и болты фланцевых соединений установок нефтеперерабатывающих заводов, где температура среды не выше 450 С при открытых фланцах и 400 С - при изолированных. Сталь марки 38ХА применяется для изготовления деталей турбобуров, корпусов, ниппелей, переводников, валов. [12]
Хромистая сталь марок ЗОХ-50Х широко применяется в нефтяной, нефтехимической и газовой промышленности. Так, из стали марок ЗОХ и 35Х изготовляют шпильки и болты фланцевых соединений установок нефтеперерабатывающих заводов, где температура среды не выше 450 С при открытых фланцах и 400 С - при изолированных. [14]
Хромистая сталь марок X ( ШХ15) ( табл. 30) после закалки в масле получает твердость Rc 62 - ь64, которая сохраняется при отпуске до 170, поэтому эту сталь применяют для измерительного инструмента, сверл и разверток. Вместе с высокой твердостью эта сталь обладает малой деформацией при закалке. [15]
Большая Энциклопедия Нефти и Газа
Хромистая нержавеющая сталь марки Ж1 с содержанием хрома до 14 % и углерода до 0 15 % относится к мартенситному классу специальных сталей. Эта сталь применяется после термической обработки для изготовления деталей, которые не подвержены большим напряжениям и ударным нагрузкам ( детали аппаратуры для синтеза метанола, турбинные лопатки, клапаны гидравлических прессов, арматура, болты, гайки и др.), работающих в условиях воздействия пара, воды, влажной атмосферы и некоторых других сред. Термическая обработка стали состоит в закалке и последующем отпуске на требуемую твердость. [1]
Хромистая нержавеющая сталь марки Ж2 с содержанием хрома до 14 % и углерода 0 2 % относится к мартенситному классу специальных сталей и применяется после термической обработки ( закалки и отпуск) как конструкционный материал для изготовления деталей турбин высокого давления, клапанов арматуры, крекингустановок, болтов, гаек и др. В отличие от стали марки Ж1 благодаря несколько повышенному содержанию углерода сталь имеет по сравнению с ней повышенную прочность. [2]
Хромистая нержавеющая сталь марки Ж4 с содержанием хрома до 14 0 % и углерода до 0 45 % относится к мартенситному классу специальных сталей, применяется в термически обработанном виде ( закалка и отпуск) как конструкционный материал для деталей машин и приборов, работающих на износ при высоких механических нагрузках и при воздействии коррозионных сред, а также в качестве инструментальной стали для изготовления медицинского инструмента. [3]
Хромистая нержавеющая сталь марки Ж17 с содержанием хрома до 18 % и углерода 0 12 % относится к ферритному или полуферритному классу специальных сталей. [4]
Высоколегированные хромистые нержавеющие стали марок 3X13 и 4X13 применяются для изготовления поковок, а также в качестве пружинной стали при температурах 400 - 450 С; эти стали обладают высокой коррозионной стойкостью и жаростойкостью. [5]
Хромистая нержавеющая сталь марки ЖЗ с содержанием хрома до 14 0 %, и углерода 0 35 % относится к мартенситному классу специальных сталей, применяется после термической обработки ( закалка и отпуск) как конструкционный материал повышенной прочности для деталей машин и приборов, работающих на износ при высоких механических нагрузках и при воздействии коррозионных сред, а также как инструментальная сталь для изготовления медицинского инструмента. [6]
Нитрирование хромистой нержавеющей стали марки 2X13 снижает антикоррозийные свойства поверхностного слоя и ее не рекомендуют для изготовления даже золотников, работающих с водой. [7]
Ниже приведен хронометраж плавок хромистой нержавеющей стали марки 3X13 в 10 - г электропечи. [8]
При температурах 200 - 350Э С применяется хромованадиевая сталь марки 50ФХА, при температуре до 400 С - хромистая нержавеющая сталь марки 4X13 и при температуре до 500 - 600: С - вольфрамовые стали. [9]
При выборе нержавеющих кислотоупорных сталей следует учитывать характер агрессивной среды, ее концентрацию и температуру. Это позволит применять во многих случаях хромистые нержавеющие стали марок Ж1, Ж2, ЖЗ, Ж17, Ж27 взамен хромоникелевых сталей марок Я 1, Я1, Я2, Я IT и др. Очень часто также возможно применение кислотоупорных чугунов Х-28, Х-34, и др. вместо хромистых и хромоникелевых сталей. [10]
Особое место в контроле лопаток паровых турбин занимает контроль наличия волосовин. Эта операция обязательна для лопаток, изготовленных из хромистых нержавеющих сталей марок 0X13, 1X13, 2X13, 1X11МФ, 1Х12ВНМФ ( ЭИ802) и им аналогичных. Под волосовинами в данном случае подразумевают цепочки неметаллических включений, вытянутые в направлении деформации металла при прокате. Волосовины раскрываются при поперечном движении кромок режущего инструмента: в очень малые нитевидные надрывы поверхности, обычно не превышающие 0 1 мм в поперечнике. После полировки готовые лопатки подвергают визуальному осмотру с помощью лупы двух-трехкратного увеличения. [11]
Нержавеющие хромистые (ферритные и мартенситные) стали.
Нержавеющие (коррозионностойкие) и жаростойкие стали и сплавы, основа которых железо и никель - это важнейшая категория специальных конструкционных материалов, которая нашла применение во многих отраслях промышленности. Повышенная стойкость против равномерной коррозии в широкой гамме коррозионно-активных сред различной степени агрессивности - отличительная особенность нержавеющих и жаростойких сталей и сплавов.
Многие нержавеющие стали кроме того обладают стойкостью против специальных видов коррозии, таких как межкристаллитная, питтинговая, щелевая коррозии и коррозионное растрескивание.
Основной легирующий элемент, придающий стали коррозионную стойкость в окислительных средах это Cr - хром. Хром способствует образованию на поверхности нержавеющей стали защитной плотной пассивной пленки окисла Сr2O3. Достаточная для придания коррозионной стойкости нержавеющей стали толщина пленки образуется при добавлении к сплаву не менее 12,5% хрома. Хром и железо в сплаве образуют твердый раствор.
Стоимость хрома сравнительно невысока, он не является дефицитным компонентом. Поэтому хромистые нержавеющие стали относительно недорогие и, обладая достаточно хорошим комплексом технологических свойств, находят широчайшее применение в промышленности. Из хромистых нержавеющих сталей изготавливаются элементы оборудования, работающего при высоком давлении и температуре в условиях воздействия агрессивных сред.
Хром, которым легируются нержавеющие стали обеспечивает не только коррозионную стойкость сталей в окислительных средах, но и формирует их структуру, механические и технологические свойства и жаропрочность. Образуемый хромом и железом непрерывный ряд твердых растворов при концентрациях начиная с 12,5% и выше, способствует формированию в хромистых нержавеющих сталях различной структуры, обеспечивающей многообразие их свойств.
Углерод в составе хромистых нержавеющих сталей.
Кроме хрома на формирование физико-механических свойств хромистых сталей, значительное влияние оказывает содержание углерода. Структуру нержавеющей стали в зависимости от содержания углерода разделяют на три главных класса: мартенситная, мартенситно-ферритная и ферритная. Это нашло отражение в классификации нержавеющих сталей по ранее действующему ГОСТ 5632-72 "Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные".
Углерод содержащийся в составе нержавеющей стали, в том числе и в хромистой, это нежелательный элемент. Углерод слишком активный компонент, связывая хром в карбиды, он обедняет твердый раствор, тем самым понижая коррозионную стойкость нержавеющей стали. Кроме того повышенное содержание углерода требует повышения температуры закалки до 975-1050оС, для более полного растворения карбидов хрома.
В качестве примера серьезного влияния углерода на структуру и свойства нержавеющей стали рассмотрим сталь с содержанием 18% Cr. Например сталь 95Х18 в составе которой содержится 0,9-1,0%С и имеющая структуру мартенсита, обладает высокой твердостью (>55HRC), но коррозионная стойкость ее умеренная. А нержавеющие стали 12Х17, 08Х17Т, 08Х18Т1, со структурой феррита, имеют наоборот, низкую твердость и высокие коррозионные свойства.
Ферритные нержавеющие стали.
Нержавеющие стали с содержанием Cr более 12,5% и с минимальным количеством углерода имеют структуру феррита и называются ферритными. Коррозионная стойкость хромистых ферритных нержавеющих сталей во многих агрессивных средах может превосходить многие хромоникелевые аустенитные нержавеющие стали, при этом они не склонны к коррозионному растрескиванию под напряжением. При дополнительном легировании кремнием и алюминием хромистые ферритные нержавеющие стали могут быть использованы при производстве оборудования, работающего в окислительных условиях при высоких температурах.

Недостатком, сдерживающим более широкое применение хромистых ферритных нержавеющих сталей сдерживается из-за чрезмерной хрупкости их сварных соединений. Высокая чувствительность к надрезу при нормальной температуре делает их так же непригодными для изготовления оборудования, работающего под давлением, при ударных и знакопеременных нагрузках. Ферритные нержавеющие стали используют для изготовления ненагруженных устройств и изделий.
Для обеспечения свариваемости хромистых ферритных нержавеющих сталей необходимо ограничением в иx составе не только углерода, но и азота. Нержавеющие ферритные стали, с суммарным содержанием углерода и азота не более 0,020% обладают большей пластичностью и повышенной ударной вязкостью, а значит меньшей хрупкостью при сварке. Но технология производства таких сталей усложнена, так как необходимо использование вакуумных печей или продувка расплава аргоном или аргоно-кислородной смесью.
Нержавеющие стали ферритного класса при нагреве не изменяют состав структуры, твердый раствор лишь становится более однородным. Поэтому для увеличения коррозионной стойкости можно использовать термическую обработку.
Мартенситные нержавеющие стали
Хромистые нержавеющие стали, в составе которых содержится повышенное количество углерода имеют структуру мартенсита. Для обеспечения заданных коррозионных и других свойств, мартенситные стали дополнительно легируются никелем и другими химическими элементами. Никель взаимодействуя с углеродом стабилизирует структуру нержавеющей стали, а молибден, вольфрам, ванадий, ниобий вводят для повышения жаропрочности сталей.
Прочность обычных мартенситных хромистых нержавеющих сталей остается удовлетворительной прочностью при температурах до 500оС, то дополнительное легирование элементами, образующими соединения с углеродом поднимают этот порог до 650оС. Это позволяет использовать легированные мартенситные хромистые нержавеющие стали для изготовления элементов современного энергетического оборудования. Молибден и вольфрам, кроме того, снижают хрупкость при длительной эксплуатации при высоких температурах.
Стали мартенситного класса, такие как 20Х13, 30Х13, 40Х13, 65Х13 и др., обладают повышенной твердостью и используются для изготовления режущего инструмента, и элементов оборудования работающих на износ. Термическая обработка сталей этой группы заключается в закалке и отпуске на заданную твердость.
Мартенситные нержавеющие стали так же склонны к хрупкому разрушению в закаленном состоянии, что усложняет технологию их сварки. Содержание углерода в мартенситных сталях, как правило, превышает 0,10%, и это приводит к образование холодных трещин в процессе охлаждения мартенсита, после нагрева электросваркой. При снижении содержания углерода дополнительным легированием вязкость мартенсита повышается, однако при этом возникает другая опасность, а именно образование структурно-свободного феррита, который, так же является причиной высокой хрупкости стали.
Для предотвращения образования холодных трещин мартенситные нержавеющие стали сваривают при температуре воздуха ≥0оС и применяют предварительный и сопутствующий подогрев до 200 . 450оС. Температура подогрева назначается в зависимости от склонности стали к закалке.
Мартенситно-ферритные нержавеющие стали.
К этому классу относят стали с частичным γ→α превращением. Термокинетическая диаграмма у этих сталей состоит из двух областей превращения. При температурах >600оС при низкой скорости охлаждения возможно образование ферритной составляющей структуры. При большой скорости охлаждения

Коррозионная стойкость нержавеющих сталей мартенситно-ферритного класса зависит от содержания в них хрома. При содержании 17%Cr достигается стойкость в 65%-ной азотной кислоте при 50оС, при дальнейшем повышении концентрации хрома расширяется область применения хромистых нержавеющих сталей в различных средах. Мартенситно-ферритные стали находят довольно широкое применение для изготовления нефтехимической аппаратуры и энергетического оборудования.
По свариваемости мартенситно-ферритные нержавеющие стали так же являются неудобными материалами. В связи с неизбежной подкалкой при сварке сварные соединения мартенситно-ферритных сталей склонны к образованию трещин замедленного разрушения.
Другие особенности хромистых нержавеющих сталей.
Коррозионная стойкость хромистых нержавеющих сталей напрямую зависит от содержания хрома, чем выше, тем лучше. В настоящее время хромистые нержавеющие стали по доле содержания хрома подразделяют на три типа: содержащие 13%Сr; содержащие 17%Сr, и нержавеющие стали содержащие 25—28% Сr.
Стали 08X13 и 12X13 обладающие повышенной пластичностью, используются для изготовления деталей, подвергающихся ударным нагрузкам, таки как турбинные лопатки, арматура для крекинг-установок, предметы домашнего обихода.
Из нержавеющих сталей 30X13 и 40X13, со структурой мартенсита после термической обработки изготавливают измерительный и медицинский инструменты, пружины и другие коррозионностойкне детали, от которых требуется высокая твердость или прочность.
При концентрации хрома выше 20% и дополнительном легировании молибденом хромистые нержавеющие стали приобретают стойкость против питтинговой коррозии. По стойкости против коррозиионного растрескивания хромистые нержавеющие стали ферритного класса превосходят аустенитные хромоникелевые стали типа 08Х18Н10Т.
Введение карбидообразующих элементов, например титана, значительно повышает стойкость сварных соединений из хромистой нержавеющей стали против межкристаллитной коррозии. Это так же позволяет снизить склонность структуры стали к росту зерна (сталь 08Х18Т1). Дополнительное замедление роста зерна ферритных нержавеющих сталей происходит также при микролегировании поверхностно-активным элементами, такими как церий. Микролегирование церием использовано, в частности, в стали 08Х18Тч (ДИ-77). Положительный эффект от введения редкоземельных элементов достигается только в определенных количественных пределах и при соблюдении технологического процесса.

Как уже говорилось на снижение хладноломкости ферритных нержавеющих сталей значительное влияние оказывают примеси внедрения - углерод и азот. При суммарном содержании углерода и азота ≤ 0,01% работоспособность сварных соединений из высокохромистых ферритных нержавеющих сталей при отрицательных температурах значительно возрастает. Чувствительность ферритных нержавеющих сталей к хладноломкости повышает и наличие в сплаве фосфора, кислорода, серы, марганеца, кремния и это накладывает повышенные требования к технологии выплавки.
При снижении суммарного содержания углерода и азота до 0,010-0,015%, повышается стойкость нержавеющей стали против межкристаллитной коррозии. При превышении содержания этих компонентов требуется введение в состав нержавеющей стали дополнительных стабилизаторов - титана и ниобия.
Высокохромистые нержавеющие стали становятся склонными к охрупчиванию при неправильной термической обработке. Развивается так называемая "475оС-хрупкость" нержавеющей стали, которая правда носит обратимый характер и устраняется новой термической обработкой.
Качество поверхности горячекатаного и холоднокатаного листа из хромистых ферритных титаносодержащих нержавеющих сталей повышается при легировании кремнием (сталь 04Х15СТ. Легирование кремнием повышает сопротивление точечной коррозии за счет обогащения кремнием верхних слоев защитной пленки.
Особую группу ферритных нержавеющих сталей составляют так называемые "суперферриты", в которых более жестко ограничен состав элементов-примесей (01Х18М2Т-ВИ, 01Х25М2Т-ВИ, 01Х25ТБЮ-ВИ). Эти нержавеющие стали обладают повышенным уровнем пластичности и вязкости сварных соединений и устойчивы против питтинговой коррозии и коррозионного растрескивания в большинстве агрессивных сред.
Из нержавеющей стали 12X17 изготавливают теплообменники, трубопроводы и баки для кислот. Введение молибдена (12Х17М2Т) делает нержавеющую сталь стойкой даже в органических кислотах (уксусной, муравьиной). Для изготовления шарикоподшипников, работающих в агрессивных средах, используют сталь 95X18 (0,9—1,0% С, 17—19% Сr).
Нержавеющие хромоникелевые (аустенитные) стали.
Нержавеющие стали в составе которых железо, хром и никель - это важнейшая категория специальных конструкционных материалов, которая нашла применение во многих отраслях промышленности. В этой статье речь пойдет об одном из видов нержавеющей стали - хромоникелевых имеющих аустенитную структуру. И немного о свойствах и применении нержавеющей стали 12Х18Н10Т.
Коррозия и ее особенности.
Я заметил, что описывая качества нержавеющих сталей и отмечая их нужность и полезность для промышленности, до сих пор не акцентировал внимание на том почему они так важны. Основное свойство нержавеющих сталей - способность противостоять коррозии, поэтому несколько слов о том, что это такое.
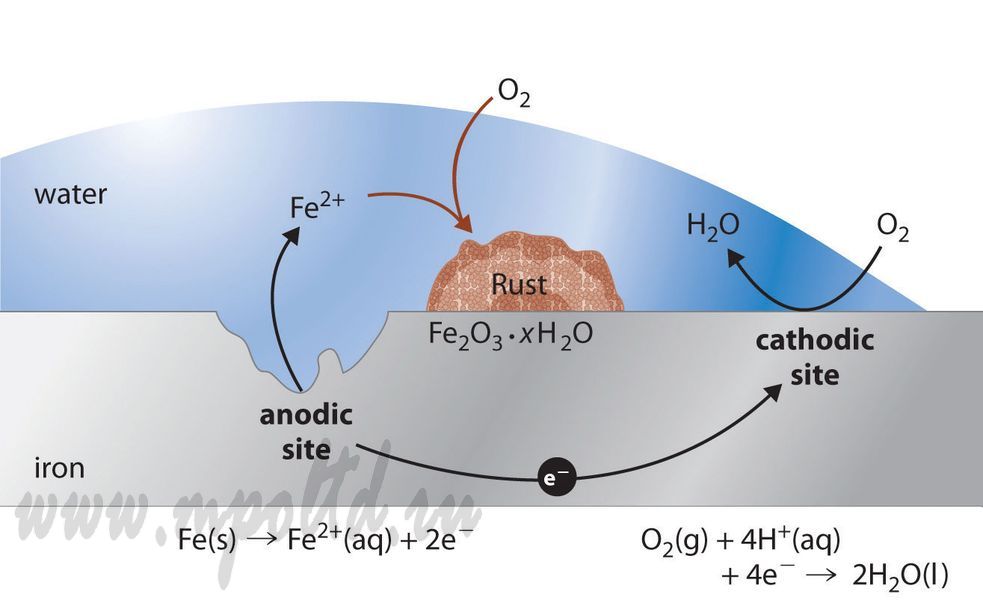
Коррозия - это процесс разрушения поверхности металлов в результате чисто химического или электрохимического воздействия внешней среды, как правило агрессивной. В общем случае коррозия металла сопровождается образованием на поверхности продуктов разрушения, таких как ржавчина, но бывают и разрушения без внешних проявлений. Интенсивность коррозии зависит от свойств металла и степени агрессивности окружающей среды.
Коррозия это довольно широкое понятие и характеризуется по различным проявлениям:
- сплошная (равномерная) коррозия, когда разрушению подвергается вся поверхность металла;
- точечная (местная, щелевая, питтинговая) коррозия, когда разрушаются отдельные участки поверхности металла;
- межкристаллитная коррозия, когда коррозия распространяется в глубь изделия по границам зерен;
- коррозия под напряжением (коррозионное растрескивание), когда на поверхности металла развиваются трещины вследствие одновременного воздействия растягивающих напряжений и агрессивной среды.
Отдельный вид - электрохимическая коррозия, когда к чисто химическим процессам взаимодействия металла и окружающей среды, добавляются электрохимические процессы на границе раздела. Это самый разрушительный вид коррозии.
В процессе электрохимической коррозии разрушение металлов происходит под воздействием электролитов и сопровождается переходом атомов. На практике чаще всего электролитами выступают водные растворы солей, кислот и щелочей. Таким образом интенсивному разрушению электрохимической коррозией подвергаются металлические емкости, трубопроводы, детали машин и части сооружений находящиеся в контакте с морской и речной водой, а также грунтовыми водами.
Из теории электрохимической коррозии следует, что наибольшую устойчивость имеют очень чистые металлы. Но в жизни использование чистых металлов практически невозможно, поэтому возникает необходимость обеспечения однородной структуры твердого раствора в сплавах.
Повышенная стойкость против равномерной коррозии в широкой гамме коррозионно-активных сред различной степени агрессивности - отличительная особенность нержавеющих сталей и сплавов. Многие виды нержавеющие стали кроме того обладают стойкостью против межкристаллитной и точечной коррозии и коррозионного растрескивания.
Общее о хромоникелевых нержавеющих сталях.
Основные легирующие элементы, придающие хромоникелевой стали коррозионную стойкость в окислительных средах это Cr (хром) и Ni (никель). Хром способствует образованию на поверхности нержавеющей стали защитной плотной пассивной пленки окисла Сr2O3. Необходимая для придания коррозионной стойкости нержавеющей стали концентрация хрома в сталях этой группы составляет 18%.
Никель относится к металлам находящимся или легко переходящим в так называемое "пассивное" состояние. В пассивным состоянии металл или сплав обладает повышенной коррозионной стойкостью в агрессивной среде. Хотя, конечно, эта способность никеля меньше чем у хрома или молибдена.
Хром и железо в сплаве образуют твердый раствор, а никель в количестве 9—12%, кроме того, способствует формированию аустенитной структуры. Благодаря аустенитной структуре хромоникелевые нержавеющие стали отличаются высокой технологичностью при горячей и холодной деформациях и стойкостью при низких температурах.
В нашей стране наиболее распространены марки хромоникелевых нержавеющих сталей: 12Х18Н10Т, 08Х18Н10Т (ЭИ914), 08Х18Н10, 12Х18Н9Т, 03Х18Н11, 12Х18Н12Т, 08Х18Н12Б (ЭИ402), 02Х18Н11, 03Х19АГ3Н10.
Эти нержавеющие стали обладают коррозионной стойкостью во многих окисляющих средах при различной концентрации и в широком диапазоне температур. Они так же обладают жаростойкостью и жаропрочностью, но при умеренных температурах.
Стойкость нержавеющей стали против межкристаллитной коррозии
Способность сопротивляться межкристаллитной коррозии у хромоникелевых аустенитных нержавеющих сталей в первую очередь зависит от содержания углерода в твердом растворе. Углерод способствует выделению в твердом растворе карбидных фаз, тем самым способствую ускорению проявления межкристаллитной коррозии с повышением температуры.

Хромоникелевые аустенитные нержавеющие стали при выдержке в интервале 750-800 ºС теряют способность сопротивляться межкристаллитной коррозии:
- при содержании углерода 0,084 % — в течение 1 минуты;
- при содержании углерода 0,054 % — в течение 10 минут;
- при содержании углерода 0,021 5 – через более чем 100 минут.
Содержание азота в составе хромоникелевых аустенитных нержавеющих сталей так же оказывают влияние на склонность к межкристаллитной коррозии, но в значительно меньшей степени. наличие азота в составе может быть даже полезно для повышения прочности.
Повышение концентрации никеля в составе хромоникелевых аустенитных нержавеющих сталей способствует снижению растворимости углерода, но отрицательно влияет на ударную вязкость хромоникелевой стали после отпуска и способствует межкристаллитной коррозии.
Растворимость углерода в твердом растворе хромоникелевых аустенитных нержавеющих сталей происходит и при увеличении содержания хрома. В этом случае так же происходит снижение ударной вязкости стали, но при этом стойкость против межкристаллитной коррозии возрастает.
Закалка аустенитных хромоникелевых сталей.
Углерод в составе аустенитных хромоникелевых нержавеющих сталей без добавок титана и ниобия влияет на температуру закалки стали. При закалке требуется произвести нагрев стали выше температуры растворения карбидов хрома, последующее быстрое охлаждение предназначено фиксировать однородность твердого раствора. Таким образом при увеличении содержания углерода требуется большая температура нагрева под закалку. В целом интервал температуры нагрева при закалке аустенитных хромоникелевых нержавеющих сталей составляет от 900 до 1100 ºС.
Длительная выдержка аустенитных хромоникелевых нержавеющих сталей при достижении температуры закалки не требуется. Для листовой нержавеющей стали общее время нагрева до 1000-1050 ºС и выдержки составляет 1-3 минуты на 1 мм толщины листа.
А вот охлаждение должно быть быстрым. Для аустенитных хромоникелевых нержавеющих сталей с содержанием углерода более 0,03 %, относящихся к "нестабилизированным" применяют охлаждение в воде. Нержавеющие стали с меньшим содержанием углерода и имеющие небольшие сечения можно охлаждать на воздухе.
Нержавеющая сталь 12Х18Н10Т применение, свойства.
Сталь 12Х18Н10Т отличный пример хромоникелевой аустенитной нержавеющей стали, широко применяемой при производстве сварных конструкций. Она может работать в контакте с азотной кислотой и другими сильными окислителями; в некоторых органических кислотах средней концентрации, органических растворителях, атмосферных условиях и т.д. Это емкости, теплообменники, а так же сварные конструкций в криогенной технике (до —269 °С).

Примеры использования нержавеющей стали 12Х18Н10Т:
- прокат кованый круглый, квадратный, шестигранный
- лист толстый;
- лист тонкий;
- лента холоднокатаная;
- трубы бесшовные горячедеформированные;
- трубы бесшовные холодно- и теплодеформированные;
- проволока;
- профили стальные фасонные.
Коррозионная стойкость нержавеющей стали 12Х18Н10Т против межкристаллитной коррозии определяется при испытании по методам AM и АМУ ГОСТ 6032-89 с продолжительностью выдержки в контрольном растворе соответственно 24 и 8 ч. Испытания проводят после провоцирующего нагрева при 650 °С в течение 1 ч.
При непрерывной работе нержавеющая сталь 12Х18Н10Т устойчива против окисления на воздухе и в атмосфере продуктов сгорания топлива при температуре до 900 °С. Нержавеющая сталь 12Х18Н10Т обладает достаточно высокой жаростойкостью при температурах 600-800 °С.
Нержавеющая сталь 12Х18Н10Т обладая хорошей технологичностью может подвергаться значительным пластическим деформациями. Температурный интервал обработки нержавеющей стали 12Х18Н10Т давлением составляет 1180-850 °С, скорость нагрева и охлаждения не лимитируется. В холодном состоянии допускают высокие степени пластической деформации.
Сварка нержавеющей стали 12Х18Н10Т
Основной проблемой при сварке аустенитных нержавеющих сталей является прокаливание, которое вызывает в них структурные изменения, приводящие к снижению стойкости против межкристаллитной коррозии.
Для снижения подобных рисков в состав хромоникелевых нержавеющих сталей вводят титан или ниобий. Легированные титаном нержавеющие стали хорошо свариваются, при условии исключения последующей термообработки.
Хромоникелевая нержавеющая сталь 12Х18Н10Т хорошо сваривается всеми видами ручной и автоматической сварки. Электросварку можно производить контактной сваркой, сваркой неплавящимся вольфрамовым электродом в защитной среде аргона, полуавтоматической сваркой в защитной среде из смеси аргона с углекислым газом, сваркой отдельными, покрытыми электронами.
Для обычной автоматической сварки под флюсами АН-26, АН-18 и аргонодуговой сварки используют специальную проволоку для сварки "нержавейки", например Св-08Х19Н10Б, Св-04Х22Н10БТ, Св-05Х20Н9ФБС и Св-06Х21Н7БТ.
Для ручной сварки нержавеющей стали используют электроды для "нержавейки" типа ЭА-1Ф2 марок ГЛ-2, ЦЛ-2Б2, ЭА-606/11 с проволокой Св-05Х19Н9ФЗС2, Св-08Х19Н9Ф2С2 и Св-05Х19Н9ФЗС2. Это обеспечивает стойкость шва против межкристаллитной коррозии. Сварочные электроды для "нержавейки" обычно короче, чем электроды для обычной стали, так как их электрическое сопротивление выше.
Так же возможно сваривание деталей из нержавеющей стали и обычной стали, но в этом случае необходимо использовать т.н. "переходные" электроды. В этом случае требуется, чтобы металл сварочного шва был из нержавейки, поэтому и используются переходные электроды, содержащие повышенное содержание легирующих элементов.
Особую маркировку имеют сварочные электроды, предназначенные для сварки нержавеющей стали, предназначенной для использования в пищевой промышленности. Применение правильных сварочных материалов обеспечивает сохранность высоких коррозионных свойств как против общей, так и межкристаллитной коррозии.
Читайте также: