Марки свариваемых сталей но и
Обновлено: 29.04.2024
08, 08пс, 08ЮТ, 15, 15пс, 10, 20, 20пс, 16Д, СтЗ**, СтЗГ**, 35, 45, Ст 3 (пс, сп) ДТУ-1, Ст 3 (пс, сп) ДТУ-2, Ст 3 (пс, сп) ДТУ-3, СтЗГпс ДТУ-1, СтЗГпс ДТУ-2, С235, С255, С285, Ст ЗГпс ДТУ-3, 09Г2, 10Г2, 09Г2Д, 09Г2С, 12Г2С, С345, 08ГБЮ, S355 S1/B, S355 J2H S1B, S355 K2G3, Е32, 09Г2СД, 18ЮТ (Ч-33), 16ГС, 22ГЮ, 15ГФ, 20Х, 15ХСНД, 30ХГСА
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 МПа до 500 МПа
Ст3пс*, Ст3сп*, Ст3Гпс*, С375, 09Г2*, 09Г2С*, 12Г2С*, 09Г2С ДТУ-4, 15ХСНД*, 09Г2СФ, 30ХГСА*, 19ЮФТ (Ч-37), 10Г2Б, 08ГБЮ, 09ГБЮ, 12Г2Б, 14Г2АФ, 14Г2АФД, 15Г2АФД, 15Г2СФ, 10ХСНД, Ч-44, 09Г2ФБ, 10Г2ФБ, 16Г2АФ, 16Г2АФД, 18Г2АФ, 18Г2АФД, 1-12, 4-12, 7-12, 13ХГСН1МД, 14ХГ2САФД, 10Г2СФБ, 10Г2ФБЮ, RAEX 640 XCF, FORM 500S1, Е40
Низколегированные конструкционные стали перлитного класса с гарантированным минимальный пределом текучести свыше 500 МПа
13ХГСН1МД*, 14ХГ2САФД*, 12ГН2МФАЮ, 10ХСНД*, 1-12*,
3-12, 14ХГ2САФД*, 12Г2СМФ, 15ХГНМРАФАЧ, 15ХГН2МАФАЧ, 12ХН2МД (АБ1), 12ХН2МД-Ш (АБ1-Ш), 15Г2МФЮТРЧА, 10ГДН1ФЮ, 10ХНЗМД (АБ2), 10ХНЗМД-Ш (АБ2-Ш), 14ХГНМД, 12Х2Г2НМФТ, 12ГНЗМФАЮДР-Ш, 12ГНЗМФАЮДР-СШ, 14ХГН2МДАФБ, 15ХГНМФТ, 17Х2МБ,
DOMEX 590 ХРE, DOMEX 640 ХРE, WELDOX 700E,
WELDOX 960E, 07X3ГНМЮА, АКН 29, 12ДН2ФЛ
Группы и марки основных материалов КО
Перечень входящих в группу котельного оборудования технических устройств:
1.Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115 °С.
2.Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой свыше 115 °С.
3.Сосуды работающие под давлением свыше 0,07 МПа.
4.Арматура и предохранительные устройства.
5.Металлические конструкции для котельного оборудования
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции котельного оборудования
Группы материала
Характеристика групп
Марки материалов
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа
Ст2, СтЗ, СтЗГ, Ст4, 08, 10, 15, 20, 20ПВ, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, З0Л, 35Л, 10Г2, 06ГФАА, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 09Г2С, 10Г2С, 10Г2С1, 14ХГС, 14ГНМА, 16ГНМ, 16ГНМА
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
12МХ, 12ХМ, 15ХМ, 20ХМЛ, 10Х2М, 10Х2М-ВД, 10Х2ГНМ, 12X2M1, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ
Легированные стали мартенситного класса с содержанием хрома от 4 до 10%
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
20X13, 12Х11В2МФ, 18Х12ВМБФР
Высоколегированные стали аустенитного класса
12Х18Г9Т, 08Х16Н9М2, 08Х18Н10Т, 12X18H10T, 12Х18Н12Т, 12Х18Н9ТЛ, 12Х18Н12МЗТЛ, 10Х13Г12БС2Н2Д2, 20Х23Н13
Группы и марки основных материалов ГО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции газового оборудования
Группа материала
Cт1, Ст2, Ст3 (КЗ8), Ст4, 08, 10 (К34), 15 (КЗ8), 20 (К42), 10Г2, 09Г2С, 17ГС (К52), 17Г1С (К52), 17Г1С-У
Группы и марки основных материалов МО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции металлургического оборудования
Часть 1. Железоуглеродистые сплавы
Ст2, СтЗ, СтЗГ, Ст4, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, 16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-У,15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У,20ГСЛ, 20ГМЛ, 08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ и т.п.
13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 09Г2НАБ, 10Г2Ф, 10Г2ФБ, 10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ,12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХН3А,10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 18Х2МФА, 25Х2МФА, 12Х2Н4А
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа
18Х3МВ,20Х3МВФ,25Х3МФА, 15Х3НМФА, 15Х3НМФА-А, 20ХН3Л, 30ХГСА, 38ХН3МФА
12МХ, 12ХМ, 15ХМ, 20ХМ.20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10X2M1A-Ш, 12Х1МФ, 20Х2МА, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 15Х2НМФА, 15Х2НМФА-А.
15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12X8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ.
Высоколегированные стали аустенитно-ферритного класса
12X21Н5Т, 08Х22Н6Т, 08Х18Г8Н2Т, 10X21Н6М2Л
07Х16Н6, 08Х21Н6М2Т, 07Х13АГ20, 07Х13Н4АГ20, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10XI7H13M2T,08X17H15M3T, 12X18H9T и т.п.
СЧ10, СЧ15.СЧ17, СЧ20, СЧ25, СЧ30, СЧ35, СЧ15М4, СЧ17М3, ЧНХТ, ЧН1МШ, ЧН2Х, КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5, ВЧ-35, ВЧ-40, ВЧ-45, ВЧ-50, ВЧ-60, ВЧ-70, ВЧ-80, ВЧ-100
Арматурные стали железобетонных конструкций
18Г2С, 10ГТ, 25Г2С, 32Г2Рпс, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР, 27ГС, 20ГС, 28С, Ст 5пс, Ст 5сп, 35ГС
Таблица свариваемости металла (по сталям)
Для второстепенных элементов конструкций и неответственных деталей: настилы, арматура, шайбы, перила, кожухи, обшивки и д.р.
Сваривается без ограничений.
Ст2пс
Ст2кп
Ст2сп
Неответственные детали, требующие повышенной пластичности, мало нагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах.
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка
Для второстепенных и малонагруженных элементов сварных элементов и не сварных конструкций, работающих в интервале температур от- 10 до 400 градусов по Цельсию.
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка.
Несущие и ненесущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-ой категории) толщиной до 10мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от - 40 до +425 градусов по Цельсию дляСт3пс и толщиной до25мм. Для Ст3сп, Ст3пс при толщине проката от 10 до 25мм. - для несущих элементов сварных конструкций, работающих при температуре от-40 до + 425 градусов, при условии поставки с гарантируемой свариваемостью, Ст3сп при толщине проката свыше 25мм - для несущих элементов сварных конструкций, работающих при температурах от -40 до + 425 градусов по Цельсию, при условии поставки с гарантируемой свариваемостью.
Фасонный и листовой прокат толщиной от 10 до 36мм. для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40 до + 425 градусов по Цельсию, и для несущих элементов сварных конструкций, работающих при температуре от -40 до +425 градусов при гарантируемой свариваемости.
Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка.
Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей.
Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др.
Детали клепанных конструкций: болты, гайки, ручки, тяги, ходовые валики, втулки, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, стержни, звездочки, трубчатые розетки, фланцы и другие детали, работающие в интервале о 0 до + 425 градусов по Цельсию, поковки сечением до 800мм.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Для деталей повышенной прочности: осей, валов, пальцев, поршней и т.д.
Для деталей повышенной прочности: осей, валов, пальцев и других деталей в термообработанном состоянии, а также для стержневой арматуры периодического профиля.
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
Марка стали
Заменитель
Применение
Свариваемость
Детали к которым предъявляются требования высокой пластичности, шайбы патрубки, прокладки и другие неответственные детали, работающие в интервале температур от - 40 до + 450 градусов по Цельсию.
Сваривается без ограничений, кроме деталей после химико- термической обработки.
Для прокладок, шайб, вилок, труб, а также деталей подвергаемых химико-термической обработке - втулок, проушин, тяг.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Детали работающие при температуре до + 450 градусов, к которым предъявляются требования высокой пластичности, после химико-термической обработки (ХТО) - детали с высокой поверхностной твердостью при невысокой прочности сердцевины.
Детали работающие при температуре от - 40 до + 450 градусов, к которым предъявляются требования высокой пластичности, а также: втулки, шайбы, ушки, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от-40 до + 450 градусов; после ХТО - рычаги, кулачки, гайки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от - 40 до + 450 градусов; после цементации и цианирования детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины(крепежные детали, рычаги, оси и т.п.)
Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей.
После нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температурах от - 40 до+ 450 градусов под давлением; после ХТО - шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины.
После нормализации или без термообработки патрубки, штуцера, вилки, болты корпуса аппаратов и другие детали из кипящих сталей, работающие при температурах от - 20 до + 450 градусов; после цементации и цианирования - оси, крепежные детали, пальцы, звездочки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины
Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики болты, фланцы, тройники, крепежные детали и другие неответственные детали; после ХТО - винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности.
Детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, втулки, шпиндели, звездочки, тяги, обода, валы, траверсы, бандажи, диски и другие детали.
После улучшения - коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочения с нагревом ТВЧ -длинные валы, ходовые валики, зубчатые колеса, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации
Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной обработке детали, от которых требуется повышенная прочность.
Ст45
Ст50Г
50Г2
Ст55
После нормализации с отпуском и закалки с отпуском - зубчатые колеса прокатные валки, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев.
Трудно свариваемая. Необходим подогрев и последующая термообработка.
Гусеницы, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие а трение.
Не применяется для сварных конструкций
Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, амортизаторов, замочные шайбы, регулировочные прокладки и другие детали, шпиндели, бандажи, диски сцепления, пружинные кольца к которым предъявляются требования высокой прочности и износостойкости.
*ГОСТ 1055-88 содержит и другие марки стали
Сталь конструкционная легированная хромистая ГОСТ 4543-71
Втулки, пальцы, шестерни, валики, толкатели и другие цементуемые детали, к которым предъявляются требования высокой твердости поверхности при невысокой прочности сердцевины; детали, работающие в условиях износа трением.
Ст15Х
20ХН,
18ХГТ
Втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементуемые детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины; детали работающие в условиях износа при трении.
Оси, валики, рычаги, болты, гайки и другие некрупные детали.
Оси, валы, шестерни, кольцевые рельсы и другие улучшаемые детали.
Червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и др. улучшаемые детали.
Ст45Х
Ст38ХА
Ст40ХС
Оси, валы, шестерни, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полу- оси, втулки и другие детали повышенной прочности
Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышенной твердости, износостойкости и работающие при незначительных ударных нагрузках.
Валы, шпиндели, установочные винты, крупные зубчатые колеса, редукторные валы, упорные кольца, валки горячей прокатки и другие улучшаемые детали, к которым предъявляются требования повышенной твердости, износостойкости и прочности, работающие при незначительных нагрузках.
Трудно свариваемая. Необходим подогрев и последующая термообработка
*ГОСТ 4534-71 содержит и другие марки стали.
сталь высоколегированная и сплавы КОРРОЗОННОСТОЙКИЕ ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ (ГОСТ 5632-72)
Стали высоколегированные и сплавы коррозионностойкие жаростойкие и жаропрочные (ГОСТ 5632-72) изготавливают марок: 40Х9С2, 40Х10С2М, 08X13, 12X13, 20X13, 30X13, 40X13, 10Х14АГ15, 12X17, 08X17Т, 95X18, 08Х18Т1, 15Х25Т, 15X28, 25Х13Н2, 20Х23Н13, 20Х23Н18, 10Х23Н18, 20Х25Н20С2, 15Х12ВНМФ, 20Х12ВНМФ, 37Х12Н8Г8МФБ, 13Х11Н2В2МФ, 45Х14Н14В2М, 40Х15Н7Г7Ф2МС, 08Х17Н13М2Т, 10Х17Н13М2Т, 31Х19Н9МВБТ, 10Х14Г14Н4Т, 14Х17Н2, 12Х18Н9, 17Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Г8Н2Т, 20Х20Н14С2, 08Х22Н6Т, 12Х25Н16Г7АР.
Сплавы по (ГОСТ 5632-72) изготавливают марок:
06ХН28МДТ, ХН35ВТ, ХН35ВТЮ, ХН70Ю, ХН70ВМЮТ, ХН77ТЮР, ХН78Т, ХН80ТБЮ. ГОСТ 5632-72 содержит и другие марки сталей и сплавов.
Марки, область применения и свариваемость сталей (ГОСТ 5632-72)
Выпускные клапана двигателей, крепежные детали
Клапана двигателей, крепежные детали
08X13
12X13
20X13
25X1 ЗН2
Стали: 12X13 12Х18Н9Т
Сталь: 20X13
Стали: 12X13 14X1 7Н2
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам
Сталь: 40X13
Сталь: 30X13
Режущий инструмент, предметы домашнего обихода
Стали: 12Х18Н9, 08X1 8Н10, 12Х18Н9Т, 12Н18Н10Т
Для немагнитных деталей, работающих в слабоагрессивных средах
Сваривается без ограничений
Крепежные детали, работающие в кислых растворах
08X1 7Т 08X1 8Т1
Стали: 12X17, 08X1 8Т1 Стали: 12X17, 08X1 7Т
Для конструкций, подвергающихся ударным нагрузкам и работающих в кислых средах
Детали, к которым предъявляются требования высокой твердости и износостойкости
Для сварных конструкций, не подвергающихся воздействию ударных нагрузок
Стали: 15Х25Т, 20Х23Н18
Трубы и детали, работающие при высоких температурах
Стали: 10Х25Т 20Х23Н13
Детали, работающие при температуре до 1100°С
Листовые детали, работающие при температуре до 1 100 °С
Детали печей, работающие при температуре до 1100°С
Детали, работающие при температуре до 780 °С
Стали: 15Х12ВНМФ, 18Х11МНФБ
Сварные конструкции, крепежные детали
Стали: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т
Для изготовления сварного оборудования и криогенной техники до темп. -253 °С
Группы свариваемости сталей
Свариваемость стали - характеристика, указывающая на возможность сварки металла с удовлетворительными механическими свойствами без образования трещин. Разделяют четыре группы свариваемости сталей:
- хорошая свариваемость
- удовлетворительная свариваемость
- ограниченная свариваемость
- плохая свариваемость
Как правило стали с низким содержание углерода обладают хорошей свариваемостью, с высоким содержанием углерода ограниченной или плохой.
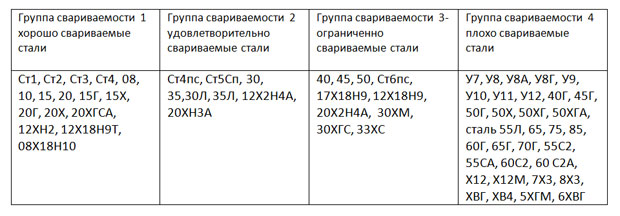
Группа свариваемости 1 - хорошо свариваемые стали
Стали, относящиеся к 1 группе могут быть сварены без подогрева и без обязательной последующей термообработки, она применяется только в том случае, если необходимо снять внутренние напряжения металла после сварки.
К хорошо свариваемым относят стали Ст1, Ст2, Ст3, Ст4, сталь 08, 10, 15, 20, стали 15Г, 15Х, 20Г, 20Х, 20ХГСА, 12ХН2, 12Х18Н9Т, 08Х18Н10 и многие другие малоуглеродистые марки сталей.
Группа свариваемости 2 - удовлетворительно свариваемые стали
Стали, которые относят ко 2 группе при сварке в нормальных условиях не склонны к образованию трещин на швах, а также стали которые нуждаются в предварительном подогреве и последующей термообработке для достижения удовлетворительных свойств сварного шва.
К сталям второй группы относят Ст4пс, Ст5Сп, сталь 30, 35,30Л, 35Л, 12Х2Н4А, 20ХН3А.
Группа свариваемости 3 - ограниченно свариваемые стали
Стали 3 группы склонны к образованию трещин на швах. Для предотвращения образования трещин стали 3 группы нагревают, а после сварки термообрабатывают.
К группе с ограниченной свариваемостью относят стали 40, 45, 50 Ст6пс, 17Х18Н9, 12Х18Н9, 20Х2Н4А 30ХМ, 30ХГС, 33ХС.
Группа свариваемости 4 - плохо свариваемые стали
Стали 4 группы свариваются трудно, на швах часто образуются трещины, их необходимо подогревать перед сваркой так в ее процессе. После сварки также требуется термообработка.
К 4 группе относят инструментальные нелегированные стали У7, У8, У8А, У8Г, У9, У10, У11, У12, 40Г, легированная конструкционная сталь 45Г, 50Г, 50Х, 50ХГ, 50ХГА, сталь 55Л, 65, 75, 85, 60Г, 65Г, 70Г, 55С2, 55СА, 60С2, 60 С2А, Х12, Х12М, 7Х3, 8Х3, ХВГ, ХВ4, 5ХГМ, 6ХВГ.
Таблица свариваемости сталей.
Свариваемость различных марок стали
Рассмотрим свариваемость самых распространенных марок стали.
Свариваемость стали 09г2с и Ст3
Стали Ст3 ГОСТ 380-94 и 09г2с ГОСТ 19281-89 относятся к группе 1, для их сварки не требуется нагрева. Сварной шов при соблюдении технологии не склонен к образованию трещин.
Свариваемость Сталей 10 и 20
Сталь 10 и сталь 20 ГОСТ 1050-88 относят к группе свариваемости 1. Детали, изготовленный из указанных марок стали хорошо свариваются без дополнительного подогрева.
Свариваемость Стали 45
Углеродистая сталь 45 ГОСТ 1050-88 относится к группе свариваемости 3. Для сварки эту сталь необходимо подогревать, а после сварки - подвергнуть термообработке.
Свариваемость сталей
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.

Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.

К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.

В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.

Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.

Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.

Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.

В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Все, что нужно знать о свариваемости сталей
Свариваемость сталей — показатель, влияющий на их способность к соединению при помощи образования шва специальными аппаратами. Все сплавы делятся на группы — у вариантов с маркировкой 20 и 35 они будут разными. Разобраться в том, какие стали обладают высокой свариваемостью, понять, улучшается ли она при высоком содержании углерода, поможет подробный обзор.


Что это такое?
Свариваемость сталей — это свойство металлов и сплавов, позволяющее обеспечивать их соединение без потери качества. Некоторые из них сохраняют свои характеристики. Другие снижают или улучшают имеющиеся показатели. На свариваемость может влиять наличие легирующих компонентов. Среди других факторов можно выделить:
- наличие и количество загрязняющих примесей;
- условия, в которых выполняется сварка;
- толщину заготовки;
- процентное соотношение углерода с другими компонентами.
Режим, при котором осуществляется сварка, тоже имеет значение. Некоторые сплавы можно соединить только конкретным способом. Имеет значение и квалификация специалиста, выполняющего работу.


Группы сталей по свариваемости
Оценка свариваемости стали регламентируется требованиями ГОСТ 2601. Разные виды и марки сплавов имеют свои особенности. Некоторые из них обладают высокой свариваемостью. У других она намного хуже. Разобраться в принадлежности сталей к определенным группам поможет обзор классификации.


Хорошая
К этой группе относятся стали с содержанием углерода в пределах 0,25%. Подходит любой режим сварки, отсутствуют ограничения по плотности и размерам детали, температурному режиму. Сплавы могут быть углеродистыми или легированными другими компонентами. К группе с хорошей свариваемостью относят марки сталей:
А также в эту группу включены сплавы 10ХСНД, 15ХСНД, 10ГСНД и другие легированные марки.
Удовлетворительная
Сварка сталей с такими показателями проводится исключительно в благоприятных для этого условиях. Важно, чтобы была безветренная погода, допускается температура окружающей среды от +5 градусов по Цельсию. Содержание углерода в таких сталях варьируется от 0,25 до 0,35%. Есть и ограничения по толщине заготовки — до 20 мм.
Среди углеродистых сталей к этой группе относят марки 30 и 35, а также ВСт5. Легированные разновидности:
Ограниченно свариваемые
К этой группе относят стали с повышенным до 0,35-0,45% содержанием углерода. Для их соединения подходят не все режимы, их перечень строго регламентируется. Обязательно используется предварительный или сопутствующий прогрев детали до +250 градусов по Цельсию.
К группе ограниченно свариваемых сталей относят их углеродистые разновидности 40 и 45, а также марку ВСт6. Перечень легированных гораздо шире. Сюда входят марки:
- 35Г, 40Г, 45Г;
- 35Х, 40Х, 45Х;
- 40Г2;
- 20Х2Н4МА;
- 40ХМФА;
- 35ХМ;
- 30ХГСА.


Плохо свариваемые
Такие сплавы отличаются содержанием углерода более 0,45%. Их сваривают в строго определенных режимах, с обязательным нагревом. Производится постобработка изделий. Соединению они поддаются слабо. Среди углеродистых сталей к этой группе относятся марки:
Среди легированных сплавов плохой свариваемостью отличаются 50Г, 50Ч, 6ХС, 45ХН3МФА.
От чего зависит?
Определение свариваемости углеродистой или легированной стали строится на основании точного расчета. Исследуется не только химический состав сплава. Рассчитать и определить показатели свариваемости помогает использование специальной формулы.



Легирующие примеси
Если в углеродистых сталях количество примесей минимально, влияние элементов, используемых для их легирования, всегда более значительно. Абсолютно во всех сталях содержатся так называемые загрязняющие компоненты. Сюда входит сера, в концентрации до 0,06% не влияющая на свариваемость металла, но при превышении этого показателя приводящая к горячему растрескиванию. Фосфор в объеме свыше 0,08% приводит к образованию аналогичного дефекта в холодном состоянии.
Среди легирующих примесей влияние на свариваемость сталей оказывают следующие компоненты.
- Медь. Медь в составе положительно влияет на способность металла к образованию сварного соединения. Такая добавка обеспечивает упрочняющее действие, способствует улучшению вязкости, пластичности сплава, его коррозионной стойкости.
- Азот. С его помощью понижается температура сварочной ванны. В металле под таким влиянием активно вырабатываются соединения нитрида железа, делающие сплав тверже. Одновременно с этим снижается способность материала к сварке.
- Титан, Ниобий. Включение в состав стали титана и ниобия помогает добиться улучшения свариваемости заготовок, уменьшает негативное влияние других легирующих добавок.
- Вольфрам. Этот металл обладает способностью к сильному окислению. Свариваемость сталей с такой добавкой ухудшается.
- Никель. Наличие никеля в сплавах благотворно влияет на их пластичность, прочностные характеристики. Доля этого компонента варьируется от 5 до 35%.
- Хром. Содержание хрома в объеме до 0,25% не ухудшает свариваемость стали, но по достижении показателя в 1,1% влияние уже считается негативным. Понижается химическая стойкость сплава, в нем появляются тугоплавкие окислы, а области с повышенным содержанием карбидов становятся неустойчивыми к коррозии.
- Молибден. Его включают для повышения пластичности металла, используют как укрепляющую добавку. При этом молибден может негативно влиять на качество самого сварного шва, увеличивать риски образования дефектов в нем.
- Кремний. Он не является обязательным компонентом, но служит хорошим раскислителем. Чем меньше содержание этой добавки, тем выше качество сварки. При достижении концентрации до 1,5% кремний приводит к интенсивному образованию тугоплавких окислов, а вместе с ними и шлака.
- Марганец. В объеме до 1% негативного влияния на свариваемость металла не возникает. В более высокой концентрации марганец способен вызывать растрескивание материала, способствует формированию зон термического влияния.
- Ванадий. Этот компонент благотворно влияет на общие характеристики сплава, способствует улучшению его пластичности и вязкости. Влияет ванадий и на прокаливаемость стали.
Чем меньшее количество легирующих компонентов входит в сплав, тем легче удается спрогнозировать его способности к соединению путем образования сварного шва.


Содержание углерода
При пониженном содержании углерода свариваемость сталей улучшается, его рост приводит к возникновению сложностей с формированием шва. Влияет количество этого компонента и на другие параметры сплава. Существует формула, рассчитывающая эквивалент содержания углерода, включающая все легирующие компоненты. С ее помощью можно предварительно оценить свариваемость сплава. Условный пример такой формулы выглядит как: эквивалентное C (Сэкв) =C (углерод) + (Mn/6) + ((Cr+Mo+V) /5+ (Ni+Cu) /15).
Пропорции легирующих компонентов могут меняться, но величины, используемые при делении, постоянны. Содержание углерода напрямую влияет на то, насколько пластичным будет металл. Чем большее количество углерода входит в сплав, тем хуже он поддается сварке. Обусловлено это влиянием процесса окисления, вызывающего интенсивное образование газовых пор. Соединительный шов получается непрочным, быстро разрушается.



Обработка
Влияние свариваемости стали на возможности ее последующей обработки также значительно. У сплавов с плохой податливостью к образованию шва способность к ней минимальна. При механическом контакте в свариваемой области могут образовываться трещины. Такие материалы не годятся для использования на ответственных участках, под интенсивными нагрузками. Ограниченно свариваемые стали с трудом поддаются обработке.
Эта группа материалов требует тщательного подбора оборудования, заметно ограничивает выбор способов воздействия. Сам процесс требует использования подходящей среды, высокого мастерства специалиста.
Удовлетворительно и хорошо свариваемые стали не боятся термической обработки. Они хорошо соединяются без предварительного нагрева. Последующее механическое воздействие на шов не разрушает его, сохраняет обрабатываемую область без трещин и других повреждений.
Читайте также: