Нагартованная сталь что это
Обновлено: 29.04.2024
Одним из самых интересных материалов, производимых в металлургии, можно назвать сталь Гадфильда. Это первая легированная, высокомарганцовистая сталь массового выпуска и активного применения. Из-за своих необычных свойств она применяется в тех областях народного хозяйства, где все остальные виды стали не подходят. Ее вполне заслуженно можно назвать суперсталью. Она имеет низкую твердость, но хорошую износостойкость при ударах, высоком давлении и перепадах температуры. Эта сталь подходит для использования в агрессивных средах и экстремальных условиях.

Легирование
- марганец,
- титан,
- кобальт,
- вольфрам,
- алюминий,
- никель,
- хром,
- кремний,
- ванадий,
- ниобий.
Все эти добавки по-разному влияют на конечные качества получаемого сплава. Прежде чем целенаправленно добавлять в металл легирующие составляющие, люди познакомились с природными легированными сплавами, буквально упавшими с неба в виде железных метеоритов. Это железо применялось уже давно. Оно содержит до 8,5% никеля — активно применяемого сегодня легирующего элемента.
Изобретен этот вид стали был в 1882 г металлургом-англичанином Робертом Гадфильдом (был принят в почетные члены Академии Наук СССР в 1933 г.). Это высокопластичная сталь с большим содержанием марганца. Получилась эта марка стали настолько удачной, что и сейчас, практически без изменений в химическом составе, широко используется в самых разных отраслях промышленности. В СССР технологию выплавки этой стали освоили к 1936 году. В России и среди стран-членов Содружества Независимых Государств она известна под маркой 110Г13Л (или Г13Л). Литера «Л» обозначает, что эта сталь — для литья. Требования регламентируются ГОСТом 977-88 и его аналогами за рубежом.

Область применения
Изготавливают из нее части механизмов, рельсовые крестовины, стрелочные переводы, сердечники для прокатки труб, гусеничные траки, броневые листы, детали дробилок, козырьки землечерпательных машин, все устройства, где требуется особая стойкость к износу при больших давлениях, ударным нагрузкам и истиранию. До 80-х годов из нее изготавливались защитные шлемы для солдат в британской и американской армиях. За двадцатый век их было выпущено порядка 30 миллионов штук. Эти шлемы — лишь один из способов использования стали Гадфильда. В 20-х годах из нее начали изготавливать траки для танков — это та часть гусениц, которая подвергается наибольшему воздействию и истиранию при передвижении тяжелых машин. Изготовленные из этой стали они позволили увеличить пробег техники без ремонта гусениц или их замены почти в 10 раз, с 500 км до 4800 км.
Сталь Гадфильда очень важна, она стала незаменимой в военной промышленности и танкостроении. С течением времени этот вид стали начали применять и в других областях деятельности.
Состав и свойства
- Fe — 82%,
- Mn — 11,5-15%,
- C — 0,9-1,6%,
- Si — 0,3-1%,
- другие составляющие — до 5%.
При таком проценте марганца и углерода сталь имеет аустенитную структуру. Именно она придает металлу повышенную стойкость к износам и склонность к увеличению прочности при нарушении геометрии первоначальной формы в результате удара. Аустенит — это структура металла, определяющая его технические характеристики, которые невозможно получить в другом состоянии, так как при изменении строения изменяются и свойства. Это твердый раствор углерода и легирующих компонентов в железе. Количество углерода и количество марганца в сплаве прямо связаны между собой. При увеличении количества углерода, необходимо увеличивать и содержание марганца. Длительность эксплуатации защитных покрытий, изготовленных из стали Гадфильда (футеровок), зависит именно от количества углерода в металле. Так как марганец — активный металл, то сталь Гадфильда имеет повышенную слабость к коррозии, это существенный недостаток этого сплава.

Изделия из этой стали требуют особого ухода для защиты от коррозионного разрушения.
Упрочнение
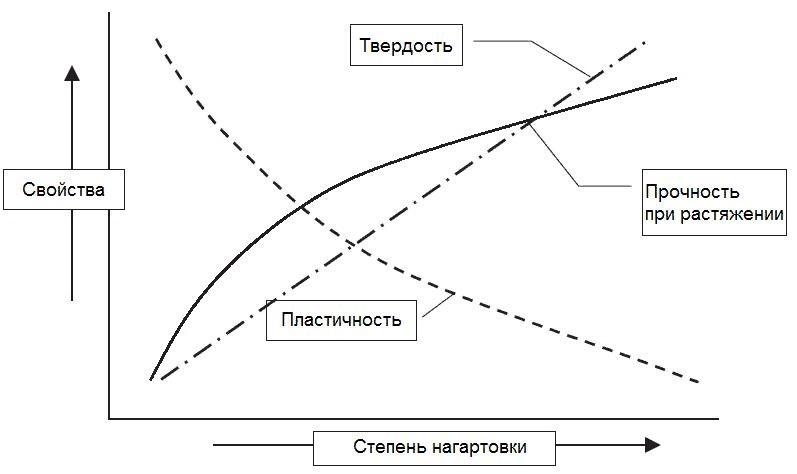
Упрочнение при ударной деформации, или нагартовка — это процесс, применяемый для увеличения прочности металла, которое не может быть получено термическим воздействием (закалкой). Эта технология обработки направлена на изменение формы изделия методом холодной ковки, пластической деформации, ввода в металл механической энергии. В результате чего твердость сплава повышается, увеличивается его прочность, но уменьшается пластичность.
А невозможность закалки стали Гадфильда с получением привычного эффекта — упрочнения закаляемой детали – заметил сам изобретатель этого вида металла. При попытке закалить образец выяснилось, что металл стал не тверже, а мягче. Замена сред закалки не помогла, образец оставался мягким. Неожиданным было и то, что новая сталь не поддавалась ни токарной, ни фрезерной обработке. При попытке отковать образец холодным способом, без нагрева, участки, подвергнувшиеся ударам молота, стали твердыми. И чем большее количество ударов они получали, тем тверже становились. Попытка обработать металл напильником также закончилась неудачей. Чем сильнее был нажим напильника, тем сильнее было сопротивление металла, образец становился все более твердым.
Из-за невозможности перепилить прут из стали Гадфильда напильником, она применяется для изготовления тюремных решеток. При попытке перерезания прутка такой решетки, происходит сильный наклеп той части, которая подвергается воздействию. Значительно увеличивается твердость стали, до твердости самого напильника и даже выше. В результате попытка перепилить тюремную решетку обречена на провал.
Что такое наклеп?
Наклеп — увеличение прочности металлов и сплавов вследствие изменения их структуры в процессе пластической деформации при температуре ниже температуры рекристаллизации. То есть температуры, при которой на месте потерявших форму, вытянутых зерен металла начинают возникать и расти новые зерна с неискаженной решеткой, правильной округлой формы. При наклепе металла его плотность уменьшается, происходит это из-за нарушения порядка в расположении атомов, искажения атомной решетки, образования микропор, увеличения плотности дефектов. Уменьшение плотности означает увеличение удельного объема единицы массы. Наружный наклепанный слой стремится расшириться, а внутренние не позволяют ему этого сделать. В металле возникают остаточные сжимающие напряжения. Они бывают очень полезными, так как способны приостанавливать процесс появления и увеличения поверхностных усталостных трещин.
Нельзя гарантировать равномерное постоянство удельных давлений в шарнире в пределах от 80 до 200 кг/см, при которых проявляется способность стали к наклепу, и тем самым выявляется ее свойство противостоять износу. Ниже этих показателей наклеп стали Гадфильда не наблюдается, а выше — возникает ее остаточная деформация, соответственно нельзя полноценно использовать её способности. Многочисленные наблюдения за работой тракторов СТЗ НАТИ в поле показали, что после примерно тысячи часов эксплуатации износ отверстий проушин шарнирных соединений равен 0,3 — 0,4 см, а в результате полутора-двух тысяч часов работы проушины истираются практически на всю толщину стенки 0,8 см или разрушаются ранее.

Изменение свойств сплава
Когда металл подвергается механическому воздействию, в нем образуются микроскопические дефекты — дислокации, если такое воздействие продолжается, эти дефекты начинают смещаться и взаимодействовать. Они образуют новую структуру материала, которая сопротивляется дальнейшему пластическому изменению формы. Эта структура увеличивает способность металла сопротивляться прилагаемым усилиям, повышает предел текучести материала и снижает его вязкость. Это очень важно для тех металлов и сплавов, которые не упрочняются при термообработке.
При комнатной температуре сталь Гадфильда практически немагнитна, но, после холодной деформации, появляются магнитные свойства. Это явление сопровождается появлением в структуре металла плотных плоскостей скольжения дислокаций, которые дробят зерна на отдельные блоки. Открытием Гадфильда и Хопкинсона стало то, что испытание образца стали на разрыв, придало ему слабомагнитные свойства. Появление ферромагнетизма показывает, что после такого вида нагрузок, часть металла переходит в состояние а-железа.
Способы обработки
Холодная обработка металлов давлением — известный способ намеренного создания наклепа. Типичными технологическими процессами такой обработки металлов являются волочение, холодная ковка, прокатка, прессование (экструзия). Если переусердствовать с обработкой, то деталь из стали Гадфильда может развалиться на куски из-за усиливающихся внутренних напряжений, которые ее разрушают. Поэтому при обработке, например, лезвия ножа, которое рекомендуется слегка отбить перед итоговой заточкой, или отбивке косы (а это и есть холодная ковка), нужно наносить очень легкие удары и внимательно относиться к отдаче от молотка. Как только он начинает отскакивать, значит пора прекращать удары, иначе лезвие может раскрошиться.
Из-за высокой вязкости стали Гадфильда, детали из нее практически не могут обрабатываться режущими инструментами. Для массового изготовления продукции из этой стали подходит только литье. Формы для отливки должны быть выполнены очень тщательно, чтобы изготовленные детали не подвергать дополнительной обработке. После отливки изделия и застывания металла, качество стали достаточно низкое, так как на границе зерен аустенита есть мелкие включения карбидов, которые легко образуют трещины между зернами и приводят к быстрому разрушению. Токарная обработка возможна лишь с применением быстрорежущих сталей с высокой теплостойкостью. То есть инструмент, при возникающих в режущей кромке высоких температурах, должен сохранять высокую твердость и противостоять износу.

Особенности закалки и сварки
- Если углерода 1%, то температура должна быть не ниже 900 градусов.
- Если углерода 1,5% — 1000 градусов.
- При количестве углерода на уровне 1,6% — температура нагрева выше 1050 градусов.
Нагрев должен быть очень медленным, не более 150 градусов в час, с последующей выдержкой в зависимости от размеров отливки и заключительным охлаждением водой.
При толщине отливки в 30 мм потребуется 4 часа выдержки, а в 125 мм — сутки. Такая обработка полностью убирает наклеп, переводит металл в аустенит, выравнивая его структуру. Соответственно твердость стали после закалки низкая, а вязкость высокая.
При сварке этого вида стали обязательно нужно учитывать ее особенности. В зоне термического воздействия и в наплавленном металле, из-за изменения при нагреве аустенитной структуры металла в мартенситную, высока вероятность появления холодных трещин из-за низкой, в 4-6 раз меньше, по сравнению с другими видами сталей, теплопроводности и увеличенного в 1,9 раз коэффициента теплового расширения. Есть вероятность появления и горячих трещин, так как литейная усадка стали Гадфильда более чем в полтора раза больше, чем любой малоуглеродистой стали. Поэтому рекомендуется сварочные работы проводить в проточной воде, либо, в крайнем случае, с последующим охлаждением шва.
5 способов нагартовки (пластической деформации металлов)
Услышав слово «нагартовка», большинство пожмёт плечами. Бывшие студенты металлургических и машиностроительных учебных заведений наморщат лоб, пытаясь что-то вспомнить. Лишь единицы смогут объяснить суть явления. Расскажем об этом сложном термине, пришедшем к нам из материаловедения металлов.

Нагартовка или наклёп?
Часто нагартовку путают с наклёпом. Наклёп — более широкое понятие. Это все виды пластической деформации металлов, возникающие при наружном механическом воздействии. Наклёп может быть полезным и вредным. Полезный наклёп создаётся специально и называется «нагартовка» (от немецкого слова hart — твёрдый). Вредный наклёп образуется не специально и требует последующей термической обработки металла.
Что такое пластическая деформация?
Деформация — это изменение формы и размеров предмета. Она бывает упругой и неупругой. При упругой деформации размеры тела не меняются или восстанавливаются, при неупругой меняются. Неупругая деформация возникает, например, в алюминиевой заклёпке при ударах по ней металлическим молотком для формирования второй шляпки. Под ударом молотка алюминий на мгновение становится пластичным в месте удара и меняет свою форму. Поэтому неупругую деформацию металлов ещё называют пластической.
Что происходит внутри металла при пластической деформации?
Любой металл имеет кристаллическую пространственную решётку, в узлах которой находятся атомы. Чистые металлы без примесей имеют правильную прямоугольную решётку, в которой расстояния между атомами равны. Освободить металл от примесей при плавке сложно и на 100% невозможно. После плавки металл начинает остывать. Внутри него происходят сложные физико-химические процессы и формируется монолитный кристалл.
Примеси в виде атомов чужих металлов и неметаллов вклиниваются в структуру кристалла и мешают его правильному росту. Вот поэтому в любом металле после расплава при остывании образуются зёрна разной величины и формы. Внутри каждого зерна находится чистый металл с правильной решёткой. Примеси располагаются на границах зёрен. Связи между атомами металла в кристалле очень сильны. Но при пластичной деформации строгая прямоугольная решётка кристалла меняет свою форму, она сминается.

Пример из жизни
Если взять кусочек пластилина и немного покатать его между ладоней, можно получить некое подобие металлического зерна. Ударив несильно ладонью по окатышу, получим овальный блинчик. Приблизительно такую форму принимают зёрна металла после пластической деформации. Но не все зёрна становятся «блинчиками». Пластическая деформация сминает зёрна только в верхних слоях металла, упрочняя его.
Почему упрочняются верхние слои?
Для наглядности нужно опять обратиться к пластилину. Сделаем много окатышей и положим их ненадолго в морозилку. Из несильно замороженных кусочков слепим кучу. Ударим ладонью по этой куче. Что произошло? В месте удара образовались знакомые нам «блинчики». В глубине кучи окатыши тоже немного помялись. Чем глубже, тем меньше было сминания.
А теперь попробуем отрывать окатыши пластилина от кучи. С обратной от удара стороны это получается легко. Но чем ближе к месту удара, тем тяжелее это делать. Почему? Зёрна в глубине металла имеют определённую площадь соприкосновения друг с другом. В месте удара площадь соприкосновения увеличивается из-за увеличения внешней поверхности смятого зерна. При увеличении площади соприкосновения «родные» атомы металла соседних зёрен образуют между собой дополнительные связи. «Блинчики» крепче связаны между собой, чем простые «окатыши». Вот и весь секрет уплотнения и упрочнения верхних слоёв металла после пластической деформации!
Виды нагартовки металла
Нагартовка — это полезный процесс, при котором уплотняются верхние слои металла. Такой уровень упрочнения не приводит к появлению трещин и разрушению верхних слоёв. Снаружи металла появляется «корка», которая защищает деталь при эксплуатации. После нагартовки не нужна последующая механическая обработка металла.
В отличие от нагартовки вредный наклёп требует снятия возникших в верхних слоях напряжений. Металлу устраивают «баню», нагревая поверхность до величины в 40–60% от температуры плавления. При остывании происходит рекристаллизация, восстанавливается обычная структура зёрен, напряжений больше нет и можно проводить дальнейшую механическую обработку деталей, не ломая инструмент.

Полезный наклёп (нагартовка) и вредный наклёп возникают в результате пластической деформации верхних слоёв металла только в результате холодной обработки давлением. «Холодный» – подразумевает температуру окружающего воздуха. Справочники говорят нам о допустимой верхней температуре — не больше температуры «рекристаллизации».
Важной особенностью пластической деформации является отсутствие разрушения. Пластичность оценивается величиной относительного удлинения стандартного образца при разрыве. Эта величина составляет 10–50%. К сплавам, обладающим высокой пластичностью, относятся низкоуглеродистые стали (содержание углерода 0,25%), сплавы алюминия, меди (латуни), многие легированные стали.
Какими же бывают виды холодной обработки металла давлением, запускающие процесс нагартовки в металле?
- Ковка.
- Прокатка.
- Прессование или штамповка.
- Волочение.
- Редуцирование.
Холодная ковка
Оборудованием служат пневматические молоты при весе заготовок от 0,3 до 20 кг, паровоздушные молоты для заготовок 20–350 кг, гидравлические прессы для обработки деталей весом до 200 тонн.
Холодную ковку включают в технологию обработки, если нужно:
- расплющить деталь — уменьшить высоту, увеличив поперечное сечение (осадка);
- увеличить длину поковки за счёт уменьшения поперечного сечения (протяжка);
- получить глухое или сквозное отверстие (прошивка);
- изогнуть ось заготовки, при этом радиус изгиба не должен вызывать складки на внутренней и трещины на внешней стороне изделия (гибка);
- увеличить ширину заготовки за счёт уменьшения её толщины (разгонка).
Холодная прокатка
Это самый распространённый способ нагартовки. Так получают длинные заготовки — трубы, рельсы, профили строительных конструкций. Прокаткой получают листовой металл, используемый в машиностроении. Примером холодной прокатки может служить алюминиевая фольга толщиной до 0,001 мм, получаемая из чистого алюминия.
Холодное прессование или штамповка
Есть два вида — объёмная и листовая штамповка.
- выдавливание заготовки;
- высадку;
- формовку.
Выдавливание производят на прессах в штампах, имеющих пуансон и матрицу. Исходной заготовкой служит пруток или лист. Если делают прямое выдавливание, то получают болты и клапаны. Обратным выдавливанием изготавливают полые детали. При боковом выдавливании производят различные тройники и крестовины. В сложном изделии, выдавливание делают комбинированным.

Только этот вид штамповки позволяет получить максимальную деформацию поверхности без её разрушения.
Холодная высадка — самый высокопроизводительный способ изготовления продукции. Процесс поддаётся автоматизации, поэтому в минуту можно получить от 20 до 400 деталей. Исходным материалом здесь служит пруток или проволока диаметром 0,5–40 мм. В высадке есть потребность при выработке деталей с местным утолщением: заклёпок, болтов и винтов, гвоздей, шариков, звёздочек и накидных гаек. Коэффициент использования металла достигает 95%.
Процесс холодной формовки аналогичен горячей штамповке. Однако здесь нужны более высокие усилия, потому что материал имеет низкую формуемость из-за упрочнения и действия сил трения. Обычно так получают детали из цветных металлов.
При холодной листовой штамповке заготовками служат листы, полосы или ленты толщиной не более 10 мм.
- получение деталей с малой массой;
- высокая точность и качество поверхностей;
- производительность — до 40 тысяч деталей в смену на одном станке;
- возможность автоматизации процесса.
При листовой штамповке деформации можно подвергать всю заготовку (отрезка и вырубка) или её часть (гибка, вытяжка и формовка).
Холодное волочение
Если нужно уменьшить диаметр и уплотнить поверхность проволоки для повышения её прочностных характеристик, применяют волочение. Это единственный способ нагартовки больших объёмов проволоки. В отличие от прокатки, где инструментом служат вращающиеся валки, в волочении для обжатия используют неподвижную матрицу с фильерами. За один цикл нельзя значительно сократить диаметр изделия, потому что тянущее усилие приложено к его тонкому концу.
Волочильные станы позволяют получать проволоку диаметром от 1 микрона до 6 мм.

Редуцирование
При этом способе нагартовки заготовка помещается между вращающимися обжимными валами или вращающаяся заготовка формуется под действием пуансона. В процессе вращения и обжима происходит изменение формы поверхности детали и её уплотнение.
- накатка наружной и внутренней резьбы;
- редуцирование труб;
- правка заготовок;
- гибка заготовок.
На резьбонакатных станках получают заготовки с наружной и внутренней резьбой М3 — М68, используя для этого накатные ролики или оправки. При редуцировании труб происходит в основном закатка или раскатка концов на длину до 200 мм. Правка заготовок нужна для выправления геометрической оси изделия. Гибку заготовок используют для получения пружин разного диаметра.
Как оказалось, нагартовка очень интересный, полезный и распространённый способ деформации металлов, который позволяет значительно увеличить эффективность металлообработки.
Нагартованная сталь что это
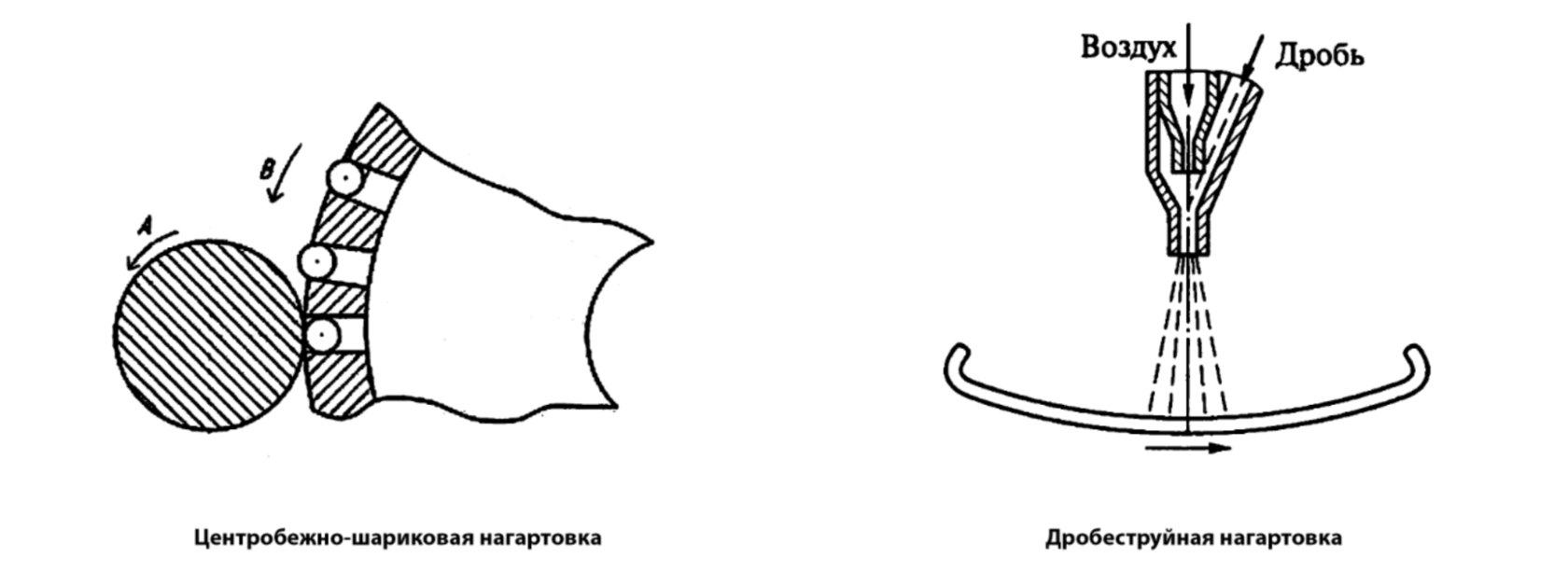
Данный процесс организован с использованием дроби диаметром до 4 мм, которая выбрасывается на поверхность детали с огромной скоростью.
Принцип действия данного метода выражается в использовании вращающегося обода, в гнездах которого расположены специальные шарики. При вращении в результате центробежной силы шарики отбрасываются в крайнее положение, нанося удар по обрабатываемой детали.
Благоприятный наклеп в результате холодной обработки металла давлением
Одним из наиболее известных способов умышленного создания наклепа является холодная обработка металла давлением.
Среди основных видов металлообработки давлением при температуре ниже температуры рекристаллизации, в результате которых происходит упрочнение материала, можно выделить следующие:
- Ковка
- Прокатка
- Прессование
- Волочение
- Штамповка
Образование наклепа в процессе ротационной вытяжки
Ротационная вытяжка представляет собой технологический процесс формоизменения металла давлением, используемый для изготовления тонкостенных деталей в форме полых тел вращения.

Среди видов холодной обработки металлов давлением ротационная вытяжка заслуживает особого внимания. Данный метод можно считать одним из наиболее эффективных способов получения прочных и твердых деталей, так как он имеет большую производительность и экономическую эффективность, не требует дополнительной обработки и позволяет получать сложные и глубокие изделия.
В результате получения деталей данным способом повышаются предел прочности и предел текучести металла, а также возрастают предел выносливости и твердость материала. Чем больше степень утонения стенки заготовки в процессе обработки, тем более высокую прочность и твердость будет иметь полученная деталь.
Ротационная вытяжка отличается высокой степенью деформационного упрочнения материала, в результате чего возможно использовать более экономически выгодные металлы при соблюдении требуемой прочности изделия.
Области применения нагартованных деталей
Детали, подверженные упрочнению в результате нагартовки, имеют особую ценность в некоторых отраслях промышленности: машиностроении, судостроении, авиастроении и т. д.
Нагартовка занимает важное место при изготовлении деталей, подвергающихся различным внешним неблагоприятным воздействиям (колебание температуры, высокое давление и т. д.), и позволяет повысить износостойкость и усталостную прочность изделия.
На сегодняшний день нагартовка пользуется большой популярностью в разных сферах производства благодаря своим полезным свойствам и способности значительно увеличить эффективность металлообработки.
Технология наклепа и нагартовки металла
Наклеп – это явление, которое сопровождается повышением прочности и твердости металла. Понятие наклепа и нагартовки поверхности. Деформациионое упрочение и его вредное воздействие на структуру металла. Оборудование для наклепа и нагартовки.
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий. Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.

Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение.
Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести. Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.
В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
Рассмотрим характерные изменения материала, которые происходят при деформационном упрочнении. В результате действия внешних сил элементы внутренней структуры начинают активно перемещаться, что приводит к искажению внутри кристаллической решетки. При этом зерна, ориентация которых носит беспорядочный характер, приобретают четкую структуру – наиболее прочная ось кристаллов будет располагаться вдоль направления деформирования.
Во время изучения явления некоторые специалисты высказали мнение, что под действием внешних сил зерна металла дробятся, а это приводит к измельчению структуры. На самом деле они лишь деформируются, сохраняя прежний объем.
Перенаклеп
Это явление, характеризующееся разрушением кристаллической решетки материала. Процесс сопровождается шелушением и отслаиванием частичек металла, что снижает эксплуатационные показатели поверхности.
Обычно перенаклеп происходит при нарушении технологических требований механической обработки изделий. Причиной служит избыточное давление в зоне контакта инструмента и заготовки.
Данный процесс необратим: свойства металла невозможно восстановить даже с помощью термообработки.
Разупрочнение
Процесс, при котором наблюдается снижение напряжения, требуемого для пластичного течения материала. Как правило, данное явление можно наблюдать в закаленных сортах стали при высокотемпературном отпуске.
Тепловые параметры разупрочнения зависят от степени наклепа. Негативные последствия данного явления необходимо учитывать при любых операциях с металлическими изделиями. Например, элементы кузова автомобиля изготавливают методом штамповки и соединяют с помощью точечной сварки, применение которой носит местный характер. При кузовном ремонте необходимо использовать оборудование, которое имеет наименьшую зону термического воздействия. В противном случае нагрев выше температуры рекристаллизации приведет к разупрочнению элемента.
Используемое оборудование
Процедура деформационного упрочнения поверхности используется в различных отраслях промышленности, в которых предъявляются повышенные требования к устойчивости поверхности к растрескиванию.

Существует широкий выбор оборудования для наклепа металла. Габариты и технические характеристики зависят от величины обрабатываемых изделий и объемов производства.
Полезный наклеп в промышленных масштабах выполняют на станках с высоким уровнем автоматизации. В основном используют дробеструйные установки.
Для снятия наклепа применяют температурный отпуск металла. Это способствует активизации процессов, которые возвращают материал в первоначальное состояние.
Наклеп металла – это процесс, который наряду с нагартовкой активно используют при изготовлении узлов и агрегатов в различных отраслях промышленности. А вы сталкивались с деформационным упрочнением поверхности? Как вы считаете, будет ли процесс наклепа и нагартовки востребован в обозримом будущем? Напишите ваше мнение в блоке комментариев.
Наклёп и нагартовка: отличия и особенности технологий
Термины «наклёп» и «нагартовка» часто путают между собой, отождествляют, применяют один вместо другого, (так как считают их взаимозаменяемыми), или оба одновременно. По сути, наклёп и нагартовка выполняют одну и ту же функцию - упрочнение поверхностного слоя металлического изделия. Оба эти термина означают процесс изменения структуры материала, для повышения его твёрдости и прочности. Тем не менее между этими понятиями существуют определённые различия.
Нагартовка – это
Нагартовка - осознанный технологический процесс, который проводится специально в целях улучшения прочностных характеристик металла. Если упрочнение верхнего слоя пластическим деформированием выполняется именно умышленно для повышения устойчивости к растрескиванию и с целью предотвращения усталости металла, то это и есть нагартовка. Также нагартовку называют деформационным упрочнением.

Деформационное уплотнение произошло в результате эксплуатации - это наклеп
Что такое наклёп металла?
В отличие от нагартовки, наклёп более ёмкое понятие. Процесс наклёпа может предполагать, как положительный, так и отрицательный эффект. Это любое проявление деформационного упрочнения кристаллических материалов - полезное и вредное, осознанное или неумышленное. Если возникает нежелательный вредный наклёп, например, при резке пластичных мягких металлов и сплавов, то детали из этих материалов подлежат дальнейшей термической обработке. В результате рекристаллизации, под воздействием высокой температуры, происходит восстановление недеформированной структуры зерна. Полезный наклёп создаётся специально под воздействием холодного пластического деформирования. В этом случае уместны оба термина: наклёп и нагартовка.
В чем разница, когда использовать?
В технической документации, включая ГОСТы, американские и международные стандарты (ANSI и ISO), термин наклёп отсутствует. «Полезно наклёпанные» металлические изделия принято называть – «нагартованные». Например, ГОСТ 18907-73 – нагартованные прутки. Весь деформационно-упрочнённый алюминий называют нагартованным. Нагартованное состояние алюминия обозначают буквой Н. ГОСТ 21631 на листы алюминия и алюминиевых сплавов: нагартованные листы (Н); полунагартованные (Н2).
Наклёп - это явление, которое направлено на изменение свойств за счёт пластической деформации. Наклёп металла происходит при температуре, значение которой недостаточно для рекристаллизации заготовки. При этом происходит изменение внутренней структуры и фазового состава материала. В кристаллической решётке образуются микроскопические дефекты (дислокации), которые выходят на поверхность деформируемого изделия.
Нагартовку применяют, когда нет возможности упрочнения поверхности материала путём закалки и термической обработки. Это касается некоторых алюминиевых сплавов, чистой меди и стали с содержанием углерода менее 0,25%. Нагартовка имеет значение для листового материала. Вследствие операции холодного деформирования (холодная прокатка, волочение, накатка, дробеструйная обработка и пр.) происходит восстановление в кристаллической структуре дислокаций, которые упрочняют металл.
Методы достижения нагартовки и полезного наклёпа
В промышленных масштабах нагартовка выполняется с помощью специальных целенаправленных операций по достижению упрочнения металла. Также благоприятный наклёп материала достигается в результате пластической деформации при холодной обработке металла давлением. К первому методу относятся такие виды наклёпа, как центробежно-шариковый и дробеметный. К последнему относится:
- Холодная ковка. Для неё используется специальное оборудование: пневматические молоты, паровоздушные молоты, гидравлические прессы;
- Холодная прокатка. Это самый распространённый способ нагартовки, который рассчитан на различные длинные заготовки (рельсы, трубы, профили для металлоконструкций). При помощи прокатки можно получить листовой металл;
- Холодное прессование. Такой вид позволяет получать максимальную деформацию поверхности без разрушений;
- Холодное волочение. Данный вариант предназначен для нагартовки больших объёмов проволоки;
- Редуцирование. Этот способ нагартовки заслуживает особого внимания. Про него мы подробно расскажем в одной из следующих статей раздела «советы мастера».
Механические свойства
В процессе наклёпа (нагартовки):
- Увеличивается твёрдость металлического изделия;
- Повышается стойкость к механическим воздействиям;
- Снижается сопротивление к динамическим нагрузкам и устойчивость к пластическим деформациям с противоположенным знаком (эффект Баушингера);
- Теряются показатели пластичности, такие как относительное остаточное удлинение и сужение.
В силу этого снижается предел текучести металла – предельное напряжение на изделие, при котором оно начинает пластически деформироваться. Если степень нагрузки не превышает допустимый предел, то металл возвращается к своему первоначальному состоянию после прекращения воздействия сторонних сил. Напряжение выше предела тягучести недопустимо для нагартованной стали, которая используется при возведении несущих конструкций различных зданий и сооружений.
Деформируемые алюминиевые сплавы
В зависимости от химического состава, деформируемые алюминиевые сплавы делятся на несколько групп, а исходя из методов повышения механических свойств - на две категории:
- Деформационно-упрочняемые сплавы. Очень много деформируемых алюминиевых сплавов получают повышение своих свойств путём нагартовки ( полезного наклёпа). К ним относятся сплавы алюминия с марганцем, и алюминия с марганцем и магнием. Упрочнение достигается вследствие пластического деформирования изделия. Пластическое деформирование (наклёп) происходит вместе с различными вариантами отжига для достижения необходимых характеристик. Такие сплавы называют деформационно-упрочняемыми, а также термически неупрочняемыми. Они обладают хорошей прочностью, свариваемостью, пластичностью, сопротивляемостью коррозии.
- Термически упрочняемые сплавы. Они изменяют свой состав, приобретают высокие механические свойства, только после термической обработки, которая включает в себя: интенсивный нагрев под закалку, быстрое охлаждение до комнатной температуры, уплотнение старением. Сплавы, упрочняемые термически, могут быть как деформируемые, так и литейные.
Где применяются нагартованные изделия?
Металлические детали с деформационным наклёпом, обладают отличными эксплуатационными характеристиками. Они незаменимы в конструкциях, которые подвержены значительным механическим нагрузкам, неблагоприятным воздействиям (резким перепадам температуры, колебаниям давления и пр.) Нагартоваванная сталь используется в различных отраслях производства: машиностроении, строительстве, судостроении, в автопроме и пр. Нагартованные алюминиевые листы (АМцН) и (АМцН2) применяются для обшивки судов, при создании строительных конструкций, в пищевом производстве, в автомобилестроении для изготовления радиаторов, рам, заклёпок. На сегодняшний день, благодаря своим прочностным свойствам и способности значительно увеличить эффективность металлообработки, нагартовка имеет обширную область применения. Наклёп металла – это эффективный способ его упрочнения.
Читайте также: