Нержавеющая сталь с полировкой
Обновлено: 02.05.2024
Финишная обработка поверхности металла и сварных швов позволяет производить качественную модификацию поверхности проката с получением разной степени шероховатости, упрочнением поверхностного слоя, в эстетическо-декоративных целях, для удобства ухода за металлоизделиями. Компания АРЕХ METAL предлагает всевозможные виды проката из нержавеющих сталей и сплавов, для которых применяются разные способы отделки поверхности.
Механический способ получения нержавеющей поверхности
Механические способы очистки, полирования и шлифования поверхности связаны с применением абразивных материалов с разной фракцией зерна, тканых и сетчатых материалов и используется для толстостенных изделий несложной формы.
Так, шлифованная нержавеющая сталь и матовая нержавеющая полосовая холоднокатаная сталь получается при обработке грубыми абразивами, с последующей полировкой сеткой.
Зеркальная нержавеющая сталь обрабатывается абразивом мелкой фракции и полируется хлопком.
Производство шлифованной и зеркальной нержавейки от APEX METAL:
- Мелкие изделия с пазами и углублениями - короткие муфты, декоративных заготовки обрабатывают на станках путем их погружения в быстротекущий абразивный материал. Современные материалы для сухого шлифования с эффектом самозатачивания обеспечивают превосходное качество поверхности нержавеющего проката и используются на полировальных станках, станках для чистой обработки методом волочения.
- Для шлифования деталей сложной формы с труднодоступными поверхностями применяют методы импульсной обработки, основанный на взаимном сочетании движений абразивного материала и заготовки.
- Для виброшлифования используют энергию вращения помещенного в барабан шлифстанка вихревого потока абразива, образующего форму тора, метод применим для закругления кромочных поверхностей, снятия заусенцев, уменьшения первоначальной шероховатости.
- Для получения улучшенного качества поверхности используют влажное шлифование и сухое полирование.


Химическая и электролитическая обработка поверхности
При химических и электролитических способах обработки поверхности используют концентрированные многокомпонентные электролиты, базу которых составляют агрессивные и токсичные серная, ортофосфорная, соляная кислоты.
Метод электролитно-плазменного полирования
Более «чистым» с точки зрения экологии (по сравнению с травлением и э/х обработкой) является метод электролитно-плазменного полирования (ЭПП). Он подходит для ответственных изделий, тонкостенной продукции, деталей со сложной геометрией.
ЭПП производится механизированным способом или на автоматизированных линиях. Электроплазменная обработка проходит при напряжении в диапазоне 100 - 600 В. Обрабатываемая деталь становится анодом, вокруг которого начинается интенсивное газоотделение за счет протекающих процессов электролиза и закипания раствора. В результате вокруг обрабатываемого изделия из нержавеющей стали создается парогазовая оболочка (толщиной от 50 - 100 мкм до 1 - 2 мм) с микроплазменно-электролитическими разрядами. На линиях электроплазменной обработки производят: нагрев и закалку изделий в электролите, химико-термическую обработку, оксидирование, очистку поверхности проката от загрязнения, удаление дефектов, полирование.
| Вид проката | Обозначение поверхности | Способ изготовления |
|---|---|---|
| Лист из полированной матовой нержавеющей стали | 2B | Холодная прокатка, термообработка, травление, пропуск в дрессировочной клети с правкой на полированных валках |
| Лист из нержавейки шлифованной | 1G | Поверхность спецотделки с текстурой одного направления, без сильного отражения поверхности с поверхностью заданной шероховатости |
| Длинномерная продукция, зеркальная нержавеющая | катанка - 3P проволока - 4P | Гладкая и блестящая полированная поверхность (спецотделка) |
Прайс-лист на все виды нержавеющего листа (зеркальный, матовый, шлифованный, рифленый): AISI 304/ 08х18н10, AISI 321/ 12х18н10т, AISI 430/ 12х17 .
Цены на нержавеющую круглую трубу по стандарту AISI и анологов отечественных сталей (12х18н10т, 10Х17Н13М2Т, 08Х18Н10, 08Х17. )
Как отполировать нержавейку до зеркала в домашних условиях — методы и советы экспертов

Почти в каждом в доме имеются предметы из нержавеющей стали, которые с годами теряют свою привлекательность и тускнеют под воздействием солнечного света, грязи и других факторов. Данный материал активно применяется как для наружной, так и для внутренней отделки. В данной статье мы попытаемся подробно рассказать о том, как отполировать нержавейку.
1 Что собой представляет бытовая нержавеющая сталь?
Данный материал является сплавом железа с углеродом. В его состав также входят другие специальные элементы, которые могут отличаться в зависимости от качества стали. Чаще всего в нержавейке используется хром, который придает внешнему виду материала блеска.
Изделия из такого материала являются одними из самых прочных и имеют расширенный срок эксплуатации за счет устойчивости к внешним раздражителям. Их особенностью является зеркальная поверхность, которая требует дополнительного ухода.
Содержание хрома в металле обеспечивает появление оксидной пленки, защищающей материал от коррозии. Влажный воздух и многие другие факторы со временем влияют на состояние сплава, из-за чего на нем появляется налет.
Если вы заметили признаки коррозии, необходимо сразу же принять меры в виде полировки металла.
В случае если на поверхности изделий появляются царапины, их также нужно ликвидировать, так как через щели в структуру изделия попадает влага, что приведет к коррозии.
к меню ↑
2 Как отполировать нержавейку?
Имеются два варианта действий, которые дадут возможность отполировать изделия из нержавейки.
к меню ↑
2.1 Вариант №1. Специализированная помощь
Сейчас существует масса компаний, которые оказывают помощь при возникновении проблем с коррозией нержавейки. Если у вас нет достаточного количества времени для того, чтобы избавиться от пятен на изделии самостоятельно, можно обратиться к специалистам.
к меню ↑
2.2 Вариант №2. Полировка в домашних условиях
Дома также можно провести все необходимые манипуляции для положительного эффекта и восстановления внешнего вида изделия. Для этого также существуют несколько способов. Далее мы рассмотрим, как можно отполировать нержавейку дома.
к меню ↑
3 Процесс полировки
Для полировки нержавейки в домашних условиях, придется потратить достаточно большое количество времени и усилий. В случае успеха они будут полностью оправданы, а вы сможете вернуть былой блеск изделиям.
к меню ↑
3.1 Первичная обработка
Перед началом работы нужно обязательно тщательно очистить изделие, так как на нем могут быть жир и другие вещества, закупоривающие щели в металле. Для этого можно применить простой гель для мытья посуды:
- Моющее средство нужно предварительно развести с водой для получения мыльного раствора.
- Поверхность металлического изделия протрите, не оставляя до полного высыхания.
- Примените раствор для продолжения протирания.
- Мыльный участок смойте проточной водой.
- Изделие нужно высушить естественным путем для того, чтобы на нем не появились разводы.
Отполировать изделия в домашних условиях помогут некоторые продукты питания, жидкости с химическими веществами и даже инструменты для хозяйства. При их помощи вы сможете полировать нержавейке до зеркала.
к меню ↑
3.2 Оливковое масло
Данный способ подойдет для использования на изделиях, потерявших яркость. Вам потребуются оливковое масло и мягкая тряпка.
- Масло нужно нанести на чистую ткань.
- После этого размажьте масло по поверхности движениями по кругу, равномерно распределяя его.
- Промасленную ткань нужно плотно прижать и повторить предыдущую процедуру несколько раз.
Полировать таким методом нужно до тех пор, пока вы не почувствуете изменения в структуре изделия.
Будьте внимательны, так как поверхность может потускнеть от масла. Его излишки нужно убрать сразу же по завершению вышеописанной операции. Круговыми движениями при помощи сухой тряпки можно легко смыть остатки масла.
к меню ↑
3.3 Мука
Отполировать нержавейку посредством муки можно только с условием, что работа будет производиться на плоских поверхностях. В частности, его можно испробовать на кастрюлях и раковинах.
- Изделие нужно посыпать мукой, покрыв всю поверхность.
- Муку распределите равномерно по металлу.
- Отполируйте нержавейку движениями по кругу при помощи сухой ткани.
- По завершению процесса нужно удалить всю муку с поверхности, используя зубную щетку.
4 Мелкая механизация
Отполировать нержавейку до зеркала можно не только в специальных компаниях или на заводе, но и дома. Для этого будет достаточно малой механизации.
Данный метод подойдет для того, чтобы придать изделиям привлекательный и презентабельный внешний вид после удаления изъянов.
Для полировки нержавейки придется использовать следующее:
- «болгарка», или угловая шлифовальная машина;
- фетровые или войлочные круги;
- камень или наждачная бумага;
- полирующее средство;
- круги для шлифовки с различной зернистостью.
4.1 Этапы полировки
Полировка изделий проходит в несколько этапов. Изначально нужно удалить весь лишний металл на швах. Для этого отлично подойдет угловая шлифовальная машина. Для нее придется приобрести круг на фибровой основе. Его зернистость не должна превышать P60.
Если поверхность необходимого изделия гладкая, данный промежуточный этап можно игнорировать.
Далее нужно прошлифовать металл с другим кругом, зернистость которого составляет Р120. Это позволит избавиться от полос, появившихся после работы с другим зерном.
Размер абразива нужно каждый раз уменьшать, что даст возможность делать поверхность более гладкой.
Если у вас нет нужного круга, его можно легко сделать самостоятельно. Для этого вам понадобятся войлочный или фетровый круг, на который нужно нанести столярный клей. Также можно просто потереть друг об друга наждачную бумагу и камень.
После проведения работ нужно удалить все следу шлифовки.
Возьмите средство для полировки и нанесите его на поверхность.

Далее вам нужно провести шлифовку материала или изделия уже с использованием пасты. Убирать риски нужно последовательно. Если со временем поверхность не становится более гладкой, обороты «болгарки» можно постепенно увеличить. Не стоит злоупотреблять скоростью, так как это может привести к перегреву металла и появлению на нем пятен.
к меню ↑
4.2 Механическая полировка вручную
Из-за наличия на большей части изделий различных неровностей часто приходится полировать их вручную. Вам придется запастись терпением, так как полировка нержавейки до зеркала описанным ниже методом может занять большое количество времени. В процессе работы вам понадобятся:
- На войлок нужно нанести пасту.
- Полируйте изделие до блеска, тщательно обрабатывая наиболее проблемные места.
Для того чтобы защитить себя от негативного воздействия веществ, которые входят в состав пасты, применяйте маску для лица и перчатки.
к меню ↑
5 Химический метод полировки нержавеющей стали
Данный метод отлично подойдет для работы с небольшими деталями, которые сложно отполировать вручную. Способ не требует усилий и физического труда. Существует несколько методов приготовления химической жидкости для полировки изделий в домашних условиях.
к меню ↑
5.1 Вариант №1
Раствор нужно приготовить с максимально точной дозировкой:
- Серная кислота – 230 миллилитров.
- Соляная кислота – 70 миллилитров.
- Азотная кислота – 40 миллилитров.
В 1 литр раствора нужно добавить 6 граммов черного красителя на кислотной основе, 6 граммов хлористого натрия, 10 граммов столярного клея.
Важно придерживаться температуры жидкости от 65 до 70 градусов.
Нержавейка должна пролежать в составе до 30 минут в зависимости от степени загрязнения.
к меню ↑
5.2 Вариант №2
Данный раствор также нужно приготовить с соблюдением пропорций в общему объему:
- Метилоранж – 1,5 процента.
- Азотная кислота – 4-5 процента.
- Соляная кислота – 3-4 процента.
- Ортофосфорная кислота – 20-30 процентов.
Деталь в растворе нужно продержать до 10 минут в зависимости от степени загрязнения при температуре от 18 до 25 градусов.
к меню ↑
5.3 Вариант №3
Раствор делается по рецепту на один литр объема готовой жидкости:
- Соляная кислота – 660 граммов.
- Серная кислота – 230 граммов.
- Кислотный оранжевый краситель – 25 граммов.
Раствор нужно довести до температуры в 70-75 градусов и держать в нем изделия из нержавейки примерно 3 минуты.
Все вышеперечисленные компоненты вступают в агрессивную реакцию при попадании на тело человека. Обеспечьте полную защиту органов дыхания, лица, рук и глаз.
- Деталь, которая была предварительно очищена от загрязнения, нужно погрузить в раствор, состоящий из реагентов и чистой дистиллированной воды.
- Раствор нужно постоянно перемешивать, что обеспечит полную химическую реакцию.
- По истечению указанного в каждом варианте времени изделие необходимо достать и смыть с него все реактива. После этого рекомендуется протереть предмет полиролем, нанесенным на салфетку.
- Под воздействием реактивов, которые останутся в порах на поверхности, шероховатости на нержавейке полностью исчезнут.
Перед началом работы нужно узнать марку металла, так как от нее может зависеть его состав. Согласно ей стоит подбирать реактивы и определять их концентрацию в растворе.
к меню ↑
6 Уход за нержавеющей сталью
Сталь после полировки смотрится красиво и эффектно. Для того чтобы она сохранила визуальные качества, за ней надо постоянно следить, так как в будущем на ней могут снова появиться потертости и пятна.
Для предотвращения появления изъянов на изделиях чаще всего используют полироли. Вещества такого типа лучше использовать сразу после полировки нержавеющей стали. Кроме того, применять их рекомендуется с определенной периодичностью. Это даст возможность сохранить глянцевую поверхность на длительный срок.
Средство нужно нанести на салфетку и распределить по поверхности. Важно делать все движения по кругу, чтобы избежать появления разводов.
Излишки средства стоит обязательно удалить, так как от них могут остаться пятна.
Если вы решили использовать специальный инструмент, не стоит задавать на нем частоту вращения более 1500 оборотов в минуту, так как это может повредить изделие.
к меню ↑
6.1 Периодичность ухода за изделиями из нержавейки
- В случае если вы собираетесь приобрести на свой автомобиль хромированные детали, полировать их стоит не чаще 2 раз в год. Если делать это постоянно, покрытие просто износится, и на предметах быстрее начнут проявляться следы коррозии.
- Использовать приборы механического воздействия на нержавеющую сталь часто не рекомендуется, так как на деталях могут появляться микротрещины. Именно в них чаще всего попадает жидкость.
- Использовать химические вещества для очистки и полировки нержавеющей стали в домашних условиях рекомендуется не чаще 1 раза в год. Пары от реактивов негативно сказываются на состоянии здоровья человека даже в том случае, если он придерживается норм безопасности.
- Паста ГОИ («Парижская зелень») имеет относительно невысокую эффективность, ввиду чего применять ее рекомендуется только в случае отсутствия других веществ или растворов. Она оказывает негативное воздействие на организм, ввиду чего важно использовать защитную маску для лица и перчатки.
к меню ↑
7 Мнение эксперта
«Лучше всего сразу взять шкурку поменьше и работать с ней долго. Это позволит избавиться от появления больших царапин на поверхности и сохранить структуру металла. На дрель можно намотать шерстяную нитку, что станет аналогом «болгарки». Также ее можно намазать пастой, что усилит эффект и ускорит процесс», — пишет пользователь интернета Владимир.
Еще несколько способов полировки нержавеющей стали.

Мир постоянно меняется, технологии развиваются, мы пробуем что-то новое.
В компании GTOOL мы так же постоянно находимся в поиске новых решений в сфере абразивов, инструментов и технологий. Поэтому у нас обновляется ассортимент и появляются новые технологии.
В этот раз мы смогли упростить существующую технологию полировки нержавеющей стали. При этом прошлые варианты процесса так же остаются рабочими и для многих они более привычные и комфортные.
Итак, мы предлагаем два (а может больше) дополнительных варианта как отполировать сварной шов на нержавеющей стали.
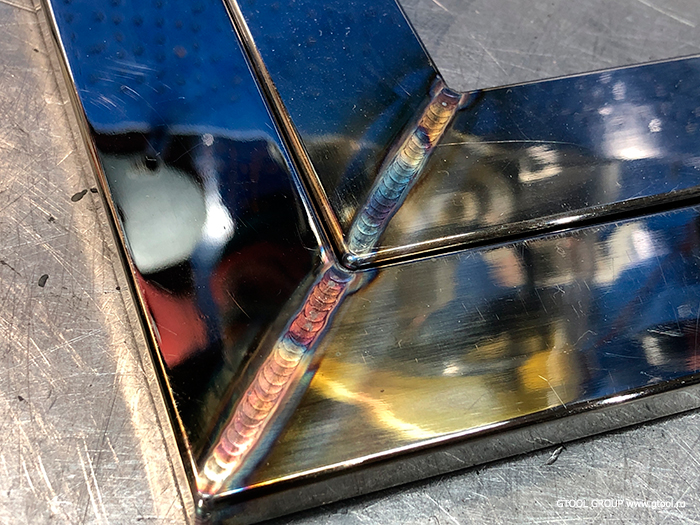
Перед нами уголки, сваренные из профиля AISI304, 30*10 мм, стенка 1,5 мм. Сварены с помощью аргонодуговой сварки.
Для первого шага “Зачистка сварного шва” удобно использовать круги на липучке с мягкой опорной тарелкой.
- зачистят сварной шов и оставят хорошую плоскость поверхности, не оставив грубую шероховатость. поможет выдержать плоскость и обеспечит больше комфорта в работе, чем жесткая.

Раньше мы использовали круги на липучке из Цирконата Алюминия ZK, Р120. У этих кругов плотная тканевая основа с пропиткой и агрессивный абразив, что превосходно для первичной зачистки сварного шва.

Но теперь наши круги на липучке GTOOL стандартной серии сделаны из нового материала. Теперь у них более плотная насыпка — абразива стала больше. При этом основа по прежнему бумажная, и появилось стеаратовое покрытие (от засаливания).

То есть круги стали агрессивнее. И мы будем зачищать сварной шов именно эти кругом.
Начинаем с зерна Р120. Работаем на 3500 об/мин. Шов снимается легко и быстро, не хуже Цирконата. Вот такая получается поверхность.

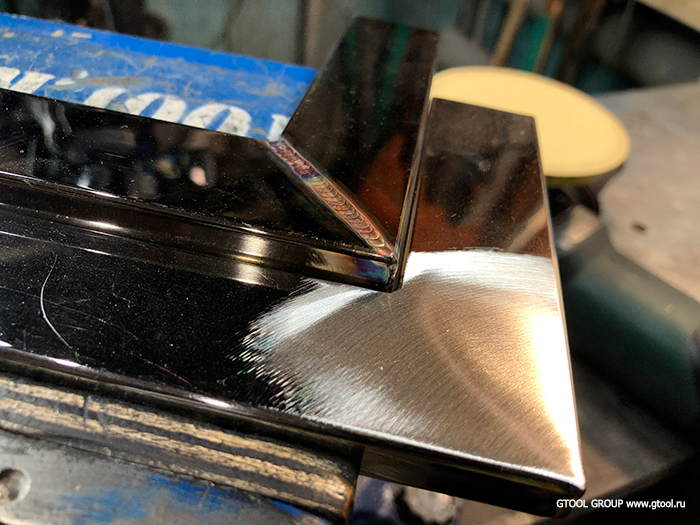
Как видно — шероховатость очень мелкая. Действительно — оксид алюминия оставляет меньше риску, чем Цирконат или Керамика, даже при одинаковом размере зерна.
И раз мы начали работать с Оксида Алюминия, то дальше можем попробовать повысить шероховатость поверхности с большим шагом. Обычно мы дальше используем зерно Р180. Но здесь мы шагнем чуть больше и используем другую последовательность.


Поверхность после Р220.
Поверхность после Р400
Да, мы закончили подготовку и начинаем полировку!
Как обычно будем проводить полировку в два шага — предварительная и финишная.

Паста Menserna 439T — это грубая паста для первых шагов. Так и называется — HEAVY CUT (тяжелый срез). То есть она снимает очень много, помогает убрать очень грубые царапины. Эта паста довольно жирная, легко плавится и ее легко наносить на все виды полировальных кругов, даже на фланелевые круги.
Полируем на 2000 об/мин. Сильного давления оказывать не нужно — позвольте абразиву из пасты выполнить свою работу.

Поверхность после первичной полировки Menzerna 439T
Наша деталь теперь гладкая, следы от абразивных кругов убраны и есть следы только от самого войлочного круга и пасты. Так называемая “паутинка” или “голограмма”.
С ней мы будем бороться Финишной полировкой. И сделаем ее двумя разными путями.
ФИНИШНАЯ ПОЛИРОВКА, 1 ВАРИАНТ.

Для удобства стоит взять два фланелевых круга и установить их на УШМ с помощью нашего переходника. И на оборотах чуть выше обычного — 3500 об/мин выполнить финишную полировку вдоль детали.

После финишной полировки Menzerna P126 и фланелевых кругов.
На детали остаются небольшие следы от полировки, но она абсолютно равномерная по цвету и блеску, на ней нет переливающихся зон.
Это ручная полировка, и нужно понимать — всегда будут присутствовать следы работы человека.
Но этот способ очень производительный, и он легко покрывает большие площади или длину деталей с одинаковым получаемым видом поверхности.
И второй вариант.
ФИНИШНАЯ ПОЛИРОВКА, 2 ВАРИАНТ.

Это привычный уже нам вариант полировки. Пожалуй он обеспечивает самую равномерную поверхность из возможных при ручной полировке. Не видно практически никаких следов. Только если круг будет набиваться продуктами шлифования, то станут появляться следы от эксцентрика. Поэтому очень важно хранить круг в чистоте.
Но здесь мы используем не фетровый круг 3М а фетровый круг GTOOL. Материал абсолютно аналогичный, но стоит дешевле.

Но это не все. Мы попробуем еще один, бонусный вариант финишной полировки.
ФИНИШНАЯ ПОЛИРОВКА, 3 ВАРИАНТ.

Почему мы используем грубую пасту для финишной полировки?
Дело в том, что профильная труба с полированной поверхностью с завода всегда имеет направление полировки, прямые следы которые отчетливо видны. И чтобы не делать поверхность в зоне сварного шва более блестящей, чем весь основной металл, мы таким образом будем практически попадать в родную структуру поверхности. Ну или максимально приблизимся к этому.

После полировки ХБ кругами и пастой Menzerna 439T
Вот несколько вариантов как ускорить Вашу полировку. Как минимум мы избавились от 1 или 2х шагов работы кругами на липучке.
Полировка нержавеющей стали – зеркало за 5 минут реально!
Полироль для нержавеющей стали помогает нам обновить поверхность и очень быстро сделать ее блестящей простым механическим способом. Но это не всегда эффективно. Какие методы более действенные и насколько они доступны для бытового применения?
1 К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.

Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.

Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя). Чтобы найти скрытые изъяны, полирование начинается с наиболее "слабых" участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.

Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой. Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.

Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.
3 Химическое полирование – особенности и рецепты
При этом способе изделие погружают в химический раствор и держат определенное время. Также очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой. Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
При этом всем обилии плюсов есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления. В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения. Для химполировки нержавеющей стали используются растворы на основе кислот.

Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
Во всех рецептах предполагается использование концентрированных кислот.
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА). Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.

В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.

А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока. Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм 2 . Делать электрохимическое полирование нужно около пяти минут.

Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм 2 . Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.

Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.

Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.
Читайте также: