Отпуск сталей виды отпуска
Обновлено: 18.05.2024
Методические указания подготовлены в соответствии с учебной программой дисциплины “Термическая обработка металлов”, читаемой в Национальной металлургической академии Украины известными учеными–термистами (К. Ф. Стародубов, И. Е. Долженков, Ю. П. Гуль и др.) на протяжении многих десятилетий. При подготовке материалов была проанализирована современная учебная и техническая литература по термической обработке.
Известно, что конструктивная прочность металлоизделий во многом определяется структурным состоянием металла или сплава и уровнем его напряженного состояния, которыми целенаправленно можно управлять за счет использования термической или комбинированной обработок.
Термическая обработка металлов и сплавов в металлургии традиционно считается четвертым переделом (по очередности в цикле переработки металла: получение чугуна ®получение стали ® обработка металла давлением ® термообработка). В промышленности, в составе металлургических, машиностроительных и др. заводов, существует большое количество термических цехов, участков, на оборудовании которых производится предварительная или окончательная термическая обработка проката или готовых металлоизделий, определяющая конечный уровень свойств металла. В промышленно развитых странах для повышения конкурентоспособности металлопродукции различных отраслей постоянно внедряются в производство новые оборудование и технологии термической и комбинированной обработок деталей различного назначения с целью оптимизации их структуры и свойств.
Термическая ообработка используется в качестве промежуточных и заключительных операций, определяющих технологичность обработки полуфабрикатов и качество готовых металлоизделий различного назначения, и поэтому над ее развитием и совершенствованием постоянно трудятся ученые и
производственники.
1 Отпуск сплавов, предварительно прошедших
закалку с полиморфным превращением
Отпуск сплавов, закаленных на мартенсит и другие виды отпуска
Известно, что в результате закалки с полиморфным превращением структура закаленных сталей и сплавов метастабильна из-за сильного пересыщения матрицы углеродом и легирующими элементами, образования огромного количества дефектов кристаллической решетки (порядка 10 10 ‑ 10 12 см -2 ), возникновения высокого уровня остаточных напряжений и наличия остаточного аустенита. Образование Аост в структуре закаленной стали происходит в том случае, если процесс охлаждения прерван при температурах выше точки Мк, либо если температура Мк находится ниже нуля градусов и в процессе закалки сталей с содержанием углерода свыше 0,45% температура металла не достигла точки Мк (например, металл охлажден до комнатной температуры).
После закалки с полиморфным превращением прочностные свойства (пределы прочности, текучести, пропорциональности, упругости) и твердость достигают максимальных значений, а характеристики пластичности (относительное сужение и удлинение), вязкости (ударная вязкость, количество вязкой составляющей в изломе ударного образца) снижаются до минимального уровня, а порог хладноломкости (температура перехода из вязкого в хрупкое состояние) такого металла часто находится при плюсовых температурах. В таком состоянии металл не может быть использован в металлоконструкциях из-за опасности его хрупкого разрушения.
Поэтому такая метастабильная система с течением времени (даже при комнатной температуре) либо при повышении температуры будет стремиться к достижению более равновесного состояния, по сравнению с закаленным. Для перевода закаленного металла в более стабильное состояние с приемлемым уровнем пластических и вязких свойств после закалки, снижения температуры порога хладноломкости, увеличения циклической стойкости и др. характеристик металлоизделий, используется специальная операция термической обработки металлоизделий, которая называется отпуск(рис. 1.1, для примера приведен график высокого отпуска).
Отпуск закаленных сталей – вид термической обработки металлов и сплавов, преимущественно предварительно подвергнутых закалке с полиморфным превращением, заключающийся в нагреве металла до температур ниже критической точки АС1, выдержке при заданной температуре и охлаждению на воздухе (либо ускоренному охлаждению в воде, масле и др. охлаждающих средах - для легированных сталей с целью устранения отпускной хрупкости второго рода). После закалки структура стали состоит обычно из мартенсита или М + Аост (в зависимости от концентрации в стали углерода или условий закалки), которые в процессе отпуска претерпевают распад с образованием феррито-цементитной структуры.
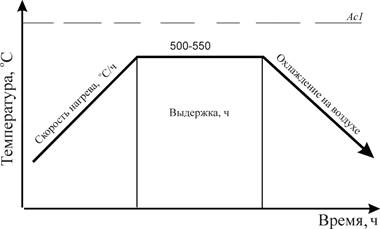
Рисунок 1.1 - График режима термической обработки - высокого отпуска
Чаще всего отпуск является заключительной операцией термообработки сталей, закаленных на мартенсит, и предназначен для повышения пластичности и вязкости металла (рис. 1.2, 1.3) и снижения склонности к хрупкому разрушению, а также для общей стабилизации структурного состояния и получения оптимального сочетания механических свойств (прочности, пластичности, вязкости).
Для изделий из инструментальных сталей часто используют низкий отпуск (например, 160-180°С), при котором происходит частично распад мартенсита с образованием дисперсных промежуточных карбидов и распад аустенита остаточного (при более длительных выдержках при указанных температурах, либо интенсивно при повышении отпуска выше 200-220°С), а также снижение уровня остаточных напряжений.
В зависимости от количества углерода в мартенсите и количества Аост при отпуске в интервале температур интенсивного выделения частиц карбидов и распада Аост происходит дисперсионное твердение, что наглядно показано на кривой изменения твердости при отпуске закаленной стали У12 на рисунке 1.4 и кривых изменения прочности на рисунке 1.3.
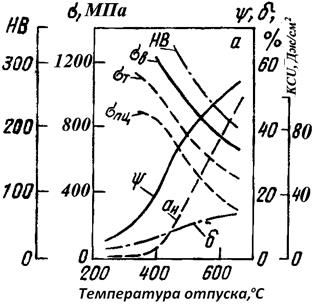
Рисунок 1.2 - Изменение механических свойств закаленной стали 45 при последующем отпуске (Кузин А.А.)
Рисунок 1.3 - Механические свойства углеродистых сталей (после закалки с оптимальной температуры) в зависимости о температуры отпуска
(Геллер Ю.А.): 1 – стальУ12А; 2 – сталь У7А; 3 – сталь 45; 4 – сталь У9А
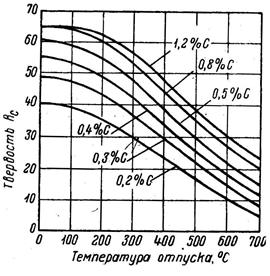
Рисунок 1.4 - Влияние температуры отпуска и концентрации углерода на твердость
закаленных сталей
Распад пересыщенного твердого раствора при отпуске носит диффузионный характер, и поэтому его скорость зависит, в основном, от температуры и времени выдержки. На процессы отпуска существенное влияние оказывает содержание углерода и легирующих элементов в металле.
К сплавам, имеющим пересыщенный твердый раствор после закалки без полиморфного превращения, используют обычно термин старение.
Возможны ситуации, когда главными процессами отпуска являются возврат и рекристаллизация мартенсита - это основные процессы для тех сплавов, у которых мартенсит не является пересыщенным твердым раствором (т.е. у сплавов с низкой концентрацией углерода, азота), а имеет только большое количество дефектов решетки. При отпуске в такой структуре будут происходить процессы полигонизации и рекристаллизации мартенсита. Но этот отпуск принципиально отличается от старения именно отсутствием пересыщенного твердого раствора.
В обобщенное понятие «отпуск» входят все процессы, происходящие в закаленном металле при последующем после закалки нагреве, которые подробно будут рассматриваться при изучении стадий структурообразования в закаленном металле при отпуске в различных температурных интервалах.
В зависимости от температуры и назначения различают следующие виды отпуска:
1.Низкий отпуск -нагрев закаленной стали до температур £300°С, выдержка, обычно в течение 1,5 - 3 часов (для крупногабаритных изделий существенно более длительная продолжительность) и охлаждение. Такой отпуск обеспечивает повышение конструкционной прочности стали за счет релаксации остаточных напряжений, распада мартенсита и остаточного аустенита. При этом отпуске происходит незначительное снижение твердости, износостойкости закаленного металла. Для углеродистых инструментальных сталей при
таком отпуске происходит существенное повышение пластичности
(см. рис. 1.3). Обычно низкому отпуску подвергают закаленный инструмент, изделия после ХТО (цементации, нитроцементации, цианирования и т.д.) или после поверхностной закалки.
2. Средний отпуск -нагрев закаленной стали до температур 300-500°С, выдержка, обычно в течение 1-1,5 часа (для крупногабаритных изделий существенно более длительная продолжительность) и охлаждение. Отпуск закаленных сталей при температурах выше Мн (примерно при 350-450°С) приводит к распаду мартенсита закалки на структуру троостит отпуска. После этого отпуска в углеродистых и легированных сталях обеспечиваются наиболее высокие значения пределов упругости, пропорциональности, при умеренных значения пластичности и вязкости. Такой отпуск используется для пружин, рессор и других металлоизделий, в металле которых упрочнение (дисперсионное твердение) происходит за счет выделения цементита (или легированного цементита). Следует помнить, что структуру троостита возможно получить еще и при диффузионном распаде переохлажденного аустенита до температур ≈450-500°С. При этом троостит отпуска обладает более высоким комплексом пластических свойств и вязкости, что объясняется дисперсностью и морфологией частиц вторичной фазы.
3. Высокотемпературный отпуск закаленной стали проводится в интервале температур >500°С и до ≈АС1-20°С. Предназначен для получения высоких значений пластичности, вязкости при приемлемых значениях прочности. При отпуске в области температур ≈ 450-650°С из мартенсита закалки образуется структура с глобулярным цементитом, которая называется сорбитом отпуска(ферритное поле с глобулярным цементитом.Такая операция термической обработки (закалка+высокий отпуск) называется улучшением, проводится
обычно для сталей с содержанием углерода 0,35-0,6%, а стали называют улучшаемыми. Металл после такой обработки имеет высокие значения пластичности и вязкости, поэтому хорошо сопротивляется ударным нагрузкам. Закаленные инструментальные стали, обычно имеющие после закалки в структуре достаточно большое количество остаточного аустенита, подвергают многократным (2-х или 3-хкратным) операциям высокого отпуска (для обеспечения полного распада устойчивого Аост). А для легированных сталей с высокой устойчивостью аустенита, у которых при закалке или нормализации перлитное превращение полностью подавлена, эта операция является единственной для снижения твердости.
Часто в практике используют процесс закалки с самоотпуском. При такой обработке изделие на первой стадии закалки интенсивно охлаждается для получения в поверхностном слое металла мартенситной структуры, а затем процесс ускоренного охлаждения прерывается (при температуре центральных слоев металла не ниже ≈500°С, т.е. выше Мн), и изделие подвергается самоотпуску за счет остаточного тепла центрального объема металла - т.е. происходит разогрев металла, имеющего структуру мартенсита и выравнивание температуры по сечению изделия. Такую операцию часто используют в линиях прокатных станов для металлопроката (например, при производстве арматурного, толстолистового проката и др.), что позволяет повысить технологичность процесса и достигать значительной экономии энергоресурсов.
5. Отпуск под напряжением - отпуск сталей при одновременном воздействии температуры и внешних напряжений (например, при растяжении металлоизделия), величина которых достигает 0,6…0,7σт. Использование такого отпуска способствует ускорению процессов релаксации пиковых напряжений, ориентированному перераспределению дефектов решетки и получению более дисперсного структурного состояния, чем при обычном отпуске. Это приводит к повышению пределов упругости, пропорциональности и текучести металлов и сплавов, термической и радиационной устойчивости структуры и свойств материалов и т.д. При проведении такой обработки реализуется диффузионно-дислокационный механизм упрочнения металлов или сплавов. Отпуск под напряжением используют для ответственных изделий, работающих в знакопеременных нагрузках.
6. Стабилизирующий отпуск - низкий отпуск с длительной выдержкой (до ≈150 часов), проводится с целью стабилизации размеров различных изделий. В сталях с содержанием углерода выше 0,45% и в легированных сталях после закалки содержится значительное количество остаточного аустенита. Если его не перевести в мартенсит или бейнит после закалки, то при эксплуатации изделий он самопроизвольно распадается с изменением размеров изделия, что недопустимо для многих видов инструмента и прецизионных деталей. Обычно для высокоуглеродистых сталей вначале (после закалки) производится обработка холодом, а затем стабилизирующий отпуск при температурах 100-180°С для полного распада Аост, стабилизации структурного состояния и снижения уровня остаточных напряжений.
Отпуск стали
Закаленная сталь очень твердая, но она хрупкая, у нее низкая пластичность и большие внутренние напряжения. В таком состоянии изделие не работоспособно, не надежно в эксплуатации. Поэтому для уменьшения внутренних напряжений и повышения пластичности после закалки всегда следует еще одна операция термической обработки, которая называется отпуск.
Отпуск – заключительная термическая операция, состоящая в нагреве закаленного сплава ниже температуры фазового превращения (для углеродистой стали это ниже температуры Ас1), выдержке и охлаждении на воздухе. Целью отпуска является получение более равновесной структуры, снятие внутренних напряжений, повышение вязкости и пластичности, создание требуемого комплекса эксплуатационных свойств стали.
Различают три вида отпуска.
1. Низкий отпуск углеродистой стали проводят при температуре 150-200 0 С. При этом из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц. Но поскольку скорость диффузии здесь еще мала, некоторая часть углерода в мартенсите остается.
Целью низкого отпуска является снижение внутренних напряжений и некоторое уменьшение хрупкости при сохранении высокой твердости, прочности и износостойкости изделий. Структура стали в результате низкого отпуска представляет собой мартенсит отпуска или мартенсит отпуска и вторичный цементит. Закалке и низкому отпуску подвергают режущий и мерительный инструмент, а так же изделия, которые должны обладать высокой твердостью и износостойкостью (например, штампы для холодной штамповки или валки прокатных станов). Закалке и низкому отпуску подвергают стали с 0,7 – 1,3 %С.
2. Средний отпуск проводят при температуре 350 – 450 0 С. При этом из мартенсита уже выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональные искажения кристаллической решетки железа снимаются, она становится кубической. Мартенсит превращается в феррито-цементитную смесь с очень мелкими, в виде иголочек, частицами цементита, которая называется трооститом отпуска.
При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшения сопротивляемости действию ударных нагрузок. Закалку и средний отпуск проводят для пружин, рессор, ударного инструмента. Средний отпуск применяют для стали с содержанием углерода 0,5–0,65%.
3. Высокий отпуск проводят для среднеуглеродистых сталей с содержанием углерода 0,3 – 0,45%. Он заключается в нагреве закаленной стали до температуры 550 - 650 0 С. Цель высокого отпуск – достижение оптимального сочетания прочности, пластичности и вязкости. Структура стали после закалки и высокого отпуска – сорбит отпуска (мелкая смесь феррита и зернистого цементита, более крупного по сравнению с цементитом троостита отпуска). Термическая обработка, состоящая из закалки и последующего высокого отпуска, является основным видом термической обработки изделий из конструкционных сталей, подвергающихся в процессе эксплуатации действию высоких напряжений и ударных, часто знакопеременных нагрузок. Закалку с последующим высоким отпуском называют улучшением.
Время выдержки при низком отпуске составляет от 1 до 10-15 часов, так как при таких низких температурах диффузия углерода идет медленно. Для среднего и высокого отпуска обычно достаточно 1-2 часа. Для дисков газовых и паровых турбин, валов, цельнокованых роторов в теплоэнергетике требуется до 8 часов, потому что их структура должна быть максимально стабильной.
Изменение механических характеристик углеродистой стали при отпуске показано на рис. 43.
Рис.43. Изменение механических свойств стали при отпуске
Таким образом, с повышением температуры и продолжительности отпуска увеличиваются пластические свойства стали, но снижаются ее твердость и прочность. В практике термической обработки стали режим отпуска назначают в соответствии с требуемыми свойствами, которые определяются условиями работы детали.
Отпускная хрупкость.
Отпускной хрупкостью называют резкое падение ударной вязкости при отпуске при определенных температурах.
Различают два вида отпускной хрупкости – низко температурную и высоко температурную. Первая развивается в температурном интервале 250-4000С. Ее называют необратимой или отпускной хрупкостью первого рода. Ударная вязкость закаленной стали после отпуска в этом интервале меньше, чем после отпуска ниже 2500С (рис. 44).
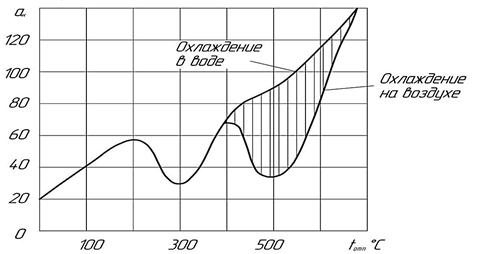
Рис. 44. Зависимость ударной вязкости от температуры отпуска
Если охрупченную сталь, отпущенную при 250-400 0 С, отпустить при более высоких температурах для перевода в вязкое состояние, то повторный отпуск в интервале 250-400 0 С не возвращает сталь в хрупкое состояние. Поэтому такую отпускную хрупкость называют необратимой.
Необратимая отпускная хрупкость в большей или меньшей степени свойственна всем сталям и не зависит от скорости охлаждения с температур отпуска. Ее причину связывают с неоднородным выделением карбидов по границам зерен при распаде мартенсита.
Второй провал на кривой ударной вязкости приходится на интервал температур отпуска примерно 450-600 0 С при медленном охлаждении (рис.44). При этом быстрое охлаждение с температур высокого отпуска, например в воде, предотвращает развитие отпускной хрупкости. Если же сталь вновь нагреть в этот интервал и медленно охладить, то отпускная хрупкость возвращается. Новый нагрев выше 600 0 С с быстрым охлаждением устраняет хрупкость и т.д. Поэтому это явление называют обратимой или отпускной хрупкостью второго рода.
Развитие отпускной хрупкости второго рода связывают с повышенной концентрацией фосфора на границах зерен. Наиболее широко используемые легирующие элементы – хром, никель, марганец усиливают эффект обратимой хрупкости, а введение молибдена и вольфрама уменьшают его. Особенно сильно на снижение склонности к отпускной хрупкости влияет молибден при введении его в сталь более 0,2%.

Отпуск стали – это процесс нагрева стали до определенной температуры и последующее охлаждение изделия. Процесс осуществляется для ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Отпуск стали –это чаще всего финальная термическая обработка после закалки, представляющая собой процесс нагрева полуфабрикатов и изделий до определенной температуры с последующим охлаждением. Ее основное назначение – ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Общее описание процесса
Основные этапы проведения отпуска стали:
- нагрев сплава до температур начала фазовых превращений;
- выдержка при требуемой температуре;
- охлаждение с установленной скоростью.
В результате этого вида т/о получают требуемые технические характеристики изделий, сводят к минимуму внутренние напряжения. Чем выше температура термообработки и чем ниже скорость остывания, тем эффективнее устраняются остаточные напряжения.
Скорость охлаждения зависит от химического состава сплава и запланированного результата:
- интенсивное охлаждение после отпуска при +550…+650°Cповышает предел выносливости стали за счет сохранения в приповерхностном слое остаточных напряжений сжатия;
- металлоизделия сложной конфигурации после высокотемпературного отпуска охлаждают медленно, что позволяет избежать коробления;
- полуфабрикаты из легированных сталей, для которых характерна отпускная хрупкость, после отпуска при +550…+650°C охлаждают только в ускоренном темпе.
В зависимости от температуры нагрева выделяют три вида отпуска стали – высокий, средний и низкий.
Особенности низкого отпуска стали
Этот вид термообработки подразумевает нагрев заготовок и полуфабрикатов до +250°C. Результаты процесса: уменьшение закалочных напряжений, улучшение вязкости без падения твердости.
Чаще всего низкий отпуск применяется для режущего и мерительного инструмента, изготовленного из углеродистых и низколегированных марок, металлопродукции после цементации, нитроцементации, цианирования.
Режимы среднего (среднетемпературного) отпуска стали
Температуры среднетемпературного отпускного процесса – +350…+500°C. Этот вид т/о, применяемый в основном для пружин, рессор, штампов, обеспечивает значительные пределы выносливости и упругости, хорошую релаксационную стойкость. Получаемые структуры: троостит или тростомартенсит, твердость – 45-50 HRC.
Охлаждение в воде после нагрева до температур +400…+450°C применяется для пружин с целью появления на поверхности остаточных напряжений сжатия, повышающих прочностные характеристики металла.
Высокотемпературный отпуск стали – режимы, цели
Температуры высокого отпуска – +500…+650°C, получаемая структура стали – сорбит отпуска. Задача, решаемая этим видом т/о, – получение оптимального соотношения между прочностью и вязкостью. Комплексная термообработка, включающая закалку и высокий отпуск, называется улучшением. Ее преимущество по сравнению с различными видами отжига и нормализацией – повышение временного сопротивления, предела текучести, ударной вязкости, относительного сужения.
Закалка и отпуск закаленной стали применяются для среднеуглеродистых сталей с содержанием C 0,3-0,5%, к которым предъявляются повышенные требования к ударной вязкости и пределу выносливости. С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
Длительность высокого отпуска – 1-6 часов. Конкретное время зависит от габаритов металлоизделия.
Виды отпускной хрупкости
Повышение температуры отпуска в большинстве случаев улучшает характеристики металлоизделия, способствует эффективному снятию остаточных напряжений. Но есть ситуации, приводящие к ухудшению характеристик сплава. Ученые-металлурги разработали несколько действенных технологий устранения проблемы отпускной хрупкости, которая может быть низко- или высокотемпературной.
Хрупкость I рода – низкотемпературная
Эта разновидность хрупкости возникает при длительной выдержке материала при температурах +250…+350°C. Скорость охлаждения на вероятность ее появления не влияет. Распространяется эта проблема на все марки сталей. Причина возникновения хрупкости I рода – активное, но неравномерное распространение углерода по поверхности кристаллической решетки. Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
Отпускная хрупкость I рода является необратимым процессом, и она резко снижает эксплуатационные характеристики сплава, который становится пригодным только для переплавки. Технология борьбы с этой проблемой – выполнение низко- либо среднетемпературного отпуска. Нагрев до промежуточных температур – не допускается. Склонность к низкотемпературной отпускной хрупкости снижает высокотемпературная ТМО.
Отпускная хрупкость II рода – высокотемпературная
Проблема высокотемпературной отпускной хрупкости возникает при совпадении трех факторов. Это:
- нагрев сплава до температур, превышающих +500°C;
- наличие в стали высокого процентного содержания Cr, Mn, Ni;
- медленное охлаждение.
Существует два наиболее эффективных варианта решения этой проблемы. Первый способ: после появления признаков отпускной хрупкости нагреть металлоизделие еще раз до заданной температуры в масляной среде и быстро охладить. Второй метод –легирование сплава вольфрамом (примерно в количестве 1%) или молибденом – 0,3-0,4%.
3 вида отпуска стали для улучшения её качеств
Характерным примером финальной обработки металла является отпуск стали. Он представляет собой нагрев детали на определенное время с медленным остыванием. Это помогает устранить внутренние дефекты сплава, которые негативно влияют на устойчивость, прочность, пластичность. Но какие дефекты помогает устранить этот способ термической обработки? Можно ли выполнить отпуск стали в домашних условиях? Правда ли, что в случае неправильного нагрева можно ухудшить физические свойства металла?

Описание процесса
Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит постепенный нагрев металла с последующим его остыванием. В большинстве случаев отпускную процедуру выполняют на заключительном этапе сразу же после закалки. ОС может выполняться как до, так и после формирования детали из стального полуфабриката. Позволяет устранить внутренние напряжения внутри металла, которые негативно влияют на его физическую структуру, свойства.
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла. Из-за них происходит неравномерное распределение углерода, легирующих добавок по металлическому сплаву. Отпуск позволяет перераспределить эти элементы более равномерно. Это улучшает физико-химические свойства материала (пластичность, прочность, сохранение формы, химическая инертность). Нагрев осуществляется с помощью специальных печей в защитной среде (масляные, селитровые или щелочные ванны). Способ охлаждения деталей после нагрева — воздушный (обычно) или жидкостной (редко).
- Температура нагрева. ОС может выполняться при температурах от 100 до 700 градусов, а чем выше будет температура нагрева, тем выше лучше будет качество обработки. Объясняется эта зависимость тем, что при более высоких температурах происходит более глубокое изменение структуры кристаллической решетки. В основном за счет процессов полигонизации, рекристаллизации.
- Длительность нагрева. Длительность ОС обычно составляет от 1 до 3 часов, хотя существуют и более длительные форматы. Все основные процессы в материале проходят в первые 20-40 минут. Дополнительная выдержка нужна для равномерного распределения атомов углерода, железа, легирующих добавок по всей толщине материала.
- Скорость остывания. Здесь правило предельно простое — чем медленнее будет проходить остывание, тем выше будет качество материала. Чтобы замедлить остывание, металлурги используют различные уловки, хитрости. Главная хитрость — это помещение материала в масляную, селитровую или щелочную среду, которая замедляет остывание материала. Теоретически остывание можно выполнять и без применения жидкостных сред, однако скорость остывания будет высокой, что негативно скажется на качестве ОС.

Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку. Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость.
Средний
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Обработка инструментальных сплавов
- Не рекомендуется делать отпуск быстрорежущих инструментальных сплавов, поскольку они содержат молибден, кобальт, вольфрам, ванадий. Эти элементы устойчивы к нагреву, поэтому они не меняют своих физико-химических свойств при отпускном нагреве. Вместо отпуска рекомендуется делать многоступенчатую закалку: для этого материал поэтапно нагревается до 800, 1050 и 1200 градусов — после этого выполняется резкое охлаждение сплава в масляной среде.
- Обработку обычных инструментальных сплавов рекомендуется выполнять в два этапа. Сначала происходит закалка материала в расплавах солей при температуре 450-500 градусов. После этого выполняется второй этап — двойной отпуск при температуре 550-600 градусов (не более 1 часа). Обратите внимание, что при нагреве инструментальных сплавов возможность возникновения отпускной способности второго рода исключается.

Что такое отпускная хрупкость
Отпускная температура влияет на качество обработки — чем выше будет температура, тем выше будет качество обработки. Однако ученые-металлурги установили, что это правило имеет 2 исключения, когда повышение температуры приводит не к улучшению, а к ухудшению качества материала. Эти два исключения на практике часто называют островками отпускной хрупкости. К счастью, было придумано несколько эффективных, безопасных способов обойти эти островки, поэтому проблема отпускной способности не является значимой в современной металлургии. Рассмотрим каждый из островков по отдельности + узнаем о том, как их обойти.
Необратимая низкотемпературная хрупкость
Другое название — хрупкость первого рода. Возникает при длительной обработке материала при температуре от 250 до 300 градусов, а распространяется данная хрупкость на все типы стальных сплавов. Объяснение феномена: при нагреве в данном температурном диапазоне углерод начинает активно распределяться по поверхности кристаллической решетки. Однако распределение углерода происходит крайне неравномерно — это приводит к нарушению кристаллической структуры металла, что приводит к серьезному повышению хрупкости. Как ясно из названия, данная хрупкость является необратимой (то есть островки сохраняют стабильность в течение неограниченного времени, а испорченный материал годится только на переплавку). Методика борьбы с данной хрупкостью тривиальна — нужно использовать либо низкую, либо среднюю термическую обработку — но не «промежуточную» между ними.
Обратимая высокотемпературная хрупкость
- Способ №1: после образования хрупкости происходит повторный нагрев материала до заданной температуры — только нагрев осуществляется в масляной среде, а охлаждение металла после отпуска осуществляется очень быстро.
- Способ №2: во время отпускной обработки в сплав дополнительно вносится вольфрам (около 1% от общей массы) либо молибден (0,3-0,4%) — после этого выполняется высокий отпуск по стандартной технологии.

Можно ли выполнить отпуск стали в домашних условиях?
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.
Заключение
Подведем итоги. Отпуск стали — это технологическая процедура, которая заключается в нагреве металла до определенной температуры с последующим остыванием в защитной среде. Эта обработка позволяет улучшить качество металла — повышение прочности, нормализация пластичности, улучшение физико-химических свойств материала. В зависимости от температуры различают несколько типов отпуска — высокий, средний, низкий. Высокотемпературная обработка — оптимальна, поскольку она позволяет выполнить не только диффузию углерода, но и рекристаллизацию, полигонизации материала.
Низкотемпературная технология подходит для обработки простых деталей, низкокачественных сплавов. Инструментальные стальные сплавы (с большим содержанием углерода) не подходят для стандартного отпуска — вместо него рекомендуется делать многоступенчатую закалку. Во время обработки нужно избегать островков отпускной хрупкости, которые могут серьезно ухудшить свойства стали.
Что такое отпуск стали, виды и технология процесса
Суть отпуска стали и его виды: физика процесса, температурные диапазоны и особенности применения. Низкий, высокий и средний отпуск. Отпускная хрупкость, и как ее избежать. Самостоятельный отпуск стали в домашних условиях.

Отпуск стали является заключительной стадией термообработки и используется для снижения избыточной твердости, уменьшения хрупкости и устранения внутренних напряжений металла. Чаще всего его применяют к углеродистым сталям, подвергнутым закалке на мартенсит, т. е. нагретым немного выше 727 ºC и охлажденным с высокой скоростью в водной среде.
Обычно стальные изделия отпускают при температурах, которые в несколько раз ниже температуры закалки, сохраняя при этом мартенситовую структуру, обеспечивающую твердость металла. Такой термообработке в основном подвергают режущий инструмент и другие изделия из инструментальных сталей.
Однако, существуют виды отпуска с нагревом, близким к закалочному (на троостит и на перлит), после которых металл приобретает требуемую упругость и у него повышается ударная вязкость. Легирующие добавки замедляют процесс формирования необходимой структуры, поэтому детали из легированных сталей отпускаются при более высоких температурах.
Традиционная технология отпуска — это нагревание изделия до нормативного значения с охлаждением его на открытом воздухе, хотя некоторые виды стальных изделий отпускают в масляных или расплавных средах. Отпускать можно как все изделие, так и его часть. Например, у ножей подвергают отпуску только обушок и рукоятку, сохраняя при этом полную закалку лезвия.
Что такое отпуск стали
Отпуском металла называют один из видов термической обработки, при которой сохраняется его фазовое состояние, но при этом корректируется ряд закалочных характеристик. В первую очередь при отпуске резко уменьшается напряжение внутренней структуры, которое возникает в результате деформаций кристаллической решетки при закалке.
Кроме того, снижается жесткость и хрупкость, что является следствием насыщения игольчатых элементов мартенсита ферритом и образования перлитовых зерен (см. рис. ниже). Такая структура сохраняет свойства закаленного металла, но вместе с тем становится более пластичной и вязкой.
У легированных сталей все эти процессы протекают с некоторыми отличиями, которые связаны с тем, что легирующие элементы в определенных условиях становятся центрами кристаллизации и таким образом изменяют физико-химические характеристики металла.

Стальные изделия отпускают путем их нагрева до заданного значения с последующим медленным охлаждением на открытом воздухе или в специальной среде. От температуры разогрева напрямую зависит фазовое состояние и структура металла, образующиеся после отпускания, а следовательно, и его физические характеристики.
В целом соблюдается правило: чем выше температура, тем ниже хрупкость и твердость и выше гибкость и вязкость. В зависимости от используемых температурных диапазонов выделяют три основных вида отпуска стали: низкий, средний и высокий, пределами нагревания которых являются, соответственно, 300 ºC, 450 ºC и 650 ºC. Первый вид характеризуется самой высокой твердостью, а последний — самой большой ударной вязкостью.
Температуры нагрева при отпуске сталей напрямую зависят от их химического состава, т. к. легирующие добавки оказывают значительное влияние на процесс формирования структурных элементов. Обычно это связано с замедлением распада мартенсита, что требует повышения температурных режимов.
Кроме того, при отпуске высоколегированных сталей могут присутствовать такие явления, как увеличение жесткости, связанное с образованием троостита, и возникновение отпускной хрупкости.

Низкий отпуск
Низкой отпуск производится в температурном диапазоне 120÷300 ºC. Выбор конкретного температурного режима зависит от марки металла и требуемого результата. Чаще всего таким способом снижают внутренние напряжения и несколько повышают вязкость инструментальных сталей, которым требуется повышенная твердость и стойкость к износу.
При 120÷150 ºC изменения твердости не происходит, а только снижаются остаточные напряжения. Для ее уменьшения изделие необходимо нагреть как минимум до 200 ºC и выдерживать в этих условиях не менее одного часа. В интервале от 200 ºC до 300 ºC начинается формирование мартенсита отпуска и происходит уменьшение твердости с одновременным увеличением вязкости стали.
В некоторых случаях в этом температурном диапазоне наблюдается значительное снижение вязкости, которое называют отпускной хрупкостью. Последствия этого явления устраняются дополнительной термообработкой. Кроме инструментальных, низкий отпуск с нагреванием до 250 ºC применяется и для конструкционных сталей, поверхность которых была подвергнута термохимической обработке.
Средний отпуск
Средний отпуск предназначен для термообработки стальных изделий, которые должны сочетать в себе повышенную прочность и упругость с заданными параметрами вязкости. Как правило, таким способом отпускают рессорные и пружинные стали, работающие в режиме переменных динамических нагрузок.
Температурный диапазон в этом случае составляет от 300 ºC до 450 ºC, а твердость снижается до 45÷50 HRC против 60÷63 при низкотемпературном отпуске. После такой термообработки сталь приобретает трооститную структуру. Выдержка при нагреве при среднем отпуске может составлять до нескольких часов, а охлаждение проводится естественным путем на спокойном воздухе.
Высокий отпуск
Высокий отпуск проводится в температурном диапазоне, приближенном к критической точке: от 450 ºC до 650 ºC. После такой термообработки сталь становится пластичной, у нее повышается относительное удлинение и сужение, а также ударная вязкость.
Это связано с тем, что металл приобретает структуру сорбита отпуска и у него на 95 % снижаются внутренние напряжения. Таким способом отпускают изделия, работающие в условиях ударных нагрузок: валы, оси, шатуны, детали прессов и кузнечных молотов.
Если же сталь отпускать при 690 ºC, то в ее структуре будет превалировать зернистый перлит, а сама она будет иметь максимальную пластичность и минимальную прочность. У некоторых ванадиевых, хромовых и вольфрамовых сталей при отпускании с нагреванием до 560 ºC может происходить образование троостита, что ведет к повышению твердости (т. н. вторичная твердость).

Отпускная хрупкость
Практически для всех сталей действует стандартная зависимость: чем выше температура нагрева при отпуске, тем больше пластичность и вязкость отпущенного изделия. Однако у некоторых марок при повышении температуры наблюдается снижение этих физических характеристик и увеличение жесткости и хрупкости.
Это явление называется отпускной хрупкостью и имеет место при термообработке как углеродистых, так и легированных сталей. Она проявляется в двух температурных диапазонах: 250÷400 ºC и 500÷550 ºC и, соответственно, носит название отпускной хрупкости I и II рода (см. рис. ниже).
Первая характерна для углеродистых сталей, и избавиться от нее можно, снова нагрев деталь немного выше 400 ºC. Повторно она, как правило, не проявляется, но при этом у металла наблюдается некоторое снижение твердости. Отпускная хрупкость II рода может возникать у легированных сталей, которые после нагрева до указанного интервала подвергаются медленному охлаждению.
Для нейтрализации этой проблемы обычно повышают скорость охлаждения, при этом повторный нагрев изделия может снова вызвать возникновение такой хрупкости. Еще один способ, позволяющий избавиться от этого явления, — введение в состав сталей небольших количеств молибдена или вольфрама.
Для отпуска крупногабаритных деталей он предпочтительнее, т. к. большая скорость охлаждения может вызвать их деформацию и возникновение чрезмерных внутренних напряжений.

Как отпустить сталь самостоятельно
Для того чтобы отпустить сталь в домашних условиях с целью снятия внутреннего напряжения, ее марку знать необязательно — достаточно нагрева до температуры не выше 200 ºC и выдержки в этих условиях не менее часа. Если же планируется отпустить стальное изделие для снижения твердости и повышения вязкости, то для определения температурных режимов отпуска знание марки стали необходимо.
На самом деле это не такая сложная задача, как может показаться. В учебниках по термообработке и на интернет-сайтах достаточно таблиц с перечнями изделий и марками стали, из которых они изготавливаются, а часто даже и с температурными режимами их закалки и отпуска (см. таблицу выше).
Для нагрева своей детали можно использовать практически любой источник тепла: от духовки кухонной плиты до газовой горелки или самодельного горна. Важным моментом является температура разогрева. В принципе, ее можно определить по цветовым таблицам побежалости, появляющейся на горячем металле, которые также легко найти в интернете.
Это старинный проверенный метод, известный еще с древних времен, но он требует некоторого опыта, т. к. его главные недостатки — это субъективность восприятия цвета и его зависимость от внешнего освещения. Для новичка лучшим решением будет использование терморегулятора плиты или обычного мультиметра с термопарой.
Приходилось ли кому-нибудь использовать мультиметр с термопарой для замера температуры отпуска? Насколько точен этот прибор и как соответствуют его показания цвету побежалости? Если кто-нибудь имеет такой опыт, напишите, пожалуйста, ваше мнение в комментариях.
Читайте также: