Приварка фланцев к стальным трубопроводам диаметром 50 мм
Обновлено: 06.05.2024
Фланец - это стальные кольца, или диски, устанавливаемые на трубах для создания разъемной конструкции. Нужны для счетчиков, при создании отводов, конструкций Баттерфляй, конденсатоотводчиков, фильтров и т.д. Монтируются на трубы при помощи сварки. Благодаря такому способу гарантируется высокая герметичность, хоть соединение и является разъемным. Используют коммунальщики или на промышленных предприятиях.
Виды фланцев
Характеристики регламентируются ГОСТ или техническими требования заказчика. Они отличаются по геометрии, размеру, материалу.
Классификация по функциональности:
Типы по конструкции:
- Воротниковый. Коническая горловина хорошо распределяет давление, поэтому такой тип подходит для трубопровода с повышенным давлением. Устанавливается путем приварки V-швом или сплошным.
- Раструбный. Используют для магистралей с маленьким сечением, выдерживает большое давление. Оставляют зазор 1,6 мм и приваривают с лицевой стороны. Пространство оставляют на случай, если труба будет расширяться при сильном нагреве.
- Сквозной. Фиксируется за 3 мм до края трубы сваркой к двум сторонам стенки угловым швом.
- Глухой. Это фланец-заглушка, помогающий создать разборную конструкцию.
- Плоский. Конструкция изделия - это пластина и кольцо, которое крепится к системе водопровода. Пластина остается в свободном вращении. Выдерживает давление до 2,5 МПа.
- Накидной. Неуниверсальный тип: использовать такой фланец можно только на трубопроводах с идеально ровными кромками. Варятся с двух сторон методом угловых швов.
- Резьбовой. Подходит для систем водопровода малого диаметра с возможностью сделать резьбу, поэтому не приваривается.
Согласно ГОСТ, фланцы производят из нержавейки, углеродистой или легированной стали, а также чугуна.

Как приварить фланцы к трубопроводу по ГОСТ
Фланцы - это приварное кольцо и пластина, где есть отверстия. Герметичность гарантирует резиновая прокладка, которая подбирается с учетом использования трубопровода - устойчивая к температуре или кислотам. Кольцо и пластину между собой крепят болтами.
До начала сварки подготавливается кромка. Участки, где будут швы, хорошо зачищают, чтобы они имели характерный для металла блеск. Основание болтов должно располагаться исключительно на одной стороне, а концы выступать не меньше, чем на три витка. Зеркало пластины должно находиться выше шва и кромки, а края оставаться в пределах плоскости.
Важно! При давлении до 10 МПа не делается скос, если доходит до 25 МПа - обязательно со скосами.
Приваривают такие изделия на специальной технике - вращателе. Он делает узел мобильным и улучшает доступность к рабочей зоне. Электрод не двигается, а узел медленно поворачивается вокруг оси. На этом приборе полируют, грунтуют и красят изделие. В этих целях подходит не всякое оборудование, чаще всего используют аппарат Лисицына и Бондаренко.
Особенности сборки:
Шов - самая важная часть. Размер зависит от трубопровода. Внутри шов по ширине равен толщине стенки. Высота варьируется от 0,5 до 1 см. Внешний шов всегда больше и неровный.
Методы крепления
Обычно зазор оставляют, однако если он не требуется, можно приваривать техникой лодочка. Когда люфт нужен - варят угловыми швами.
Таким образом, выделяют 2 метода приварки:
- шов с одной стороны по трубе - встык. Подходит для воротникового типа изделия;
- по двум сторонам стенки трубы. Сразу фланец фиксируют с лицевой стороны, а после этого с внутренней. Варить с внутренней стороны необходимо для уплотнения шва. Этим методом фиксируют плоские фланцы.
Провести такие работы достаточно сложно. При сварке используют несколько типов швов - вертикальные, потолочные, горизонтальные. Проводить такие работы должен высококвалифицированный сварщик.
Как проверить качество сварных швов
Некачественные соединения приводят к авариям. После сварочных работ проверяют шов на пригодность.
Для этого используют ультразвуковой метод. Он позволяет обнаружить трещины, включения, надрезы, наплывы, пористость, кратеры и прожоги, отклонения высоты и ширины.
Применяют и радиографический способ, который относят к неразрушающим типам. Он нужен, чтобы проверить допускные стыки. Реже еще используют металлографический метод проверки.
Расценки на фланцы в смете

Расценка на приварку фланцев в смете, как правило, включается при определении стоимости устройства трубопроводов различного типа. В связи с этим логично, что расценки на установку фланцев в смете рекомендуется подбирать именно из сборников сметных нормативов, связанных с прокладкой инженерных сетей.
Расценки на приварку фланцев существуют практически во всех действующих базах сметных нормативов. В рамках данной статьи расценки на монтаж фланцев в смете будут рассмотрены на основании сметно-нормативной базы федеральных единичных расценок ФЕР.
Расценка на приварку фланцев
Основным сборником ФЕР, в котором существует возможность подобрать не только норму по установке фланцев, но также и расценки в смете на установку втулки под фланец, на установку трубопроводной арматуры и многое другое, является сборник ФЕР22. Указанный сборник объединяет в своем составе нормы для устройства наружных сетей водопровода.
Как было отмечено выше, расценка в смете на установку фланцевых соединений применяется чаще всего именно при прокладке трубопроводов различного типа, особенно на стальных трубах водопровода. В связи с этим в упомянутом выше сборнике существует расценка на приварку фланцев к стальным трубопроводам.
Необходимая расценка в смете на фланцевое соединение может быть подобрана из состава таблицы ФЕР22-03-014. Указанная таблица содержит в себе 17 норм на установку фланцев.
Каждая из расценок на приварку фланцев из таблицы ФЕР22-03-014 отличается по диаметру трубопроводов. Поэтому при составлении смет по форме №4, локальных ресурсных сметных расчетов и прочих локальных смет на прокладку наружных стальных водопроводов может быть учтен диаметр от 50 до 1200мм.
Состав работ расценок на приварку фланцев в смете из указанной таблицы включает в себя насадку фланцев на концы труб и их приварку. Объем работ в нормах измеряется в штуках.
Следует отметить, что расценки в смете на установку фланцев из таблицы ФЕР22-03-014 не учитывают в ресурсной части стоимость и марку самих фланцевых соединений. Дело в том, что сведения такого рода могут отличаться для разных объектов. Поэтому при составлении сметной формы информация о марке и стоимости материала включается в индивидуальном порядке.

Рисунок 1. Норма ФЕР22-03-014-01
Расценка на установку фланцевых соединений в смете
Еще одним сборником, из которого могут быть подобраны расценки в смете на монтаж фланцев, является сборник ФЕР16. Указанный сборник применяется при составлении сметных расчетов на устройство внутренних трубопроводов различного назначения.
Расценки в смете на установку фланцевых соединений находятся в таблице ФЕР16-02-007. Нормы в указанной таблице рассчитаны на монтаж фланцев на внутренних стальных трубопроводах. Как и в таблице из сборника ФЕР22, описанной выше по тексту, нормы в 16 сборнике различаются по диаметру труб, на которые монтируются фланцы.
Так, расценка на приварку фланцев может быть включена в состав сметы для трубопроводов диаметром от 50 до 400мм включительно. При этом следует отметить, что объем работ в нормах из ФЕР16-02-007 измеряется по количеству соединений.
По составу работ расценки в смете на установку фланцев из сборника ФЕР16 схожи с нормами из ФЕР22. То есть алгоритм, входящий в состав норм, содержит в себе работы по насадке и приварке фланцев на концы труб и их соединение на прокладках и болтах.
Что касается расценок в смете на демонтаж фланцев, то нормы с таким составом работ не представлены в сборниках ФЕР на сегодняшний день. В связи с этим обычно подбирается наиболее подходящая по составу работ расценка или применяется коэффициент на демонтаж при включении в смету норм на данный вид работ.
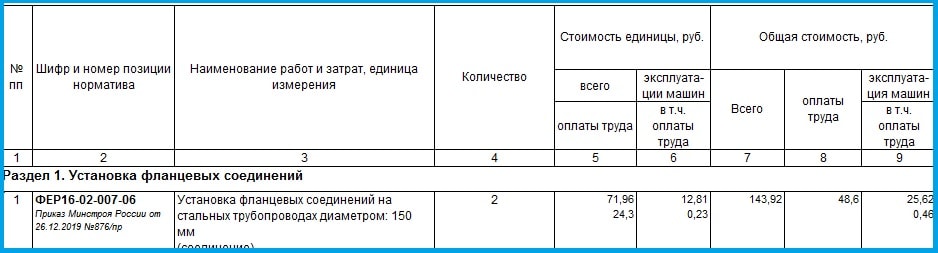
Рисунок 2. Норма ФЕР16-02-007-06
Прочие расценки на приварку фланцев
Расценки на приварку фланцев в смете могут входить в состав работ какой-либо нормы, учитывающей производство работ на трубопроводах различного типа. Одним из таких видов является врезка в действующие трубопроводы.
Норма на врезку во внутренние сети водоснабжения и отопления могут быть обнаружены в упоминавшемся выше сборнике ФЕР16. В указанном сборнике числится таблица ФЕР16-07-003, в которой представлено 11 норм с входящими в их состав расценками на приварку фланцев.
Нормы в таблице различаются по диаметру трубопроводов, с которыми ведутся работы по врезке. Таким образом, в состав сметной формы могут быть включены расценки на трубопроводы от 15 до 200мм. Процесс врезки включает в себя перекрытие запорной арматуры на трубах, спуск воды и вырубку борозды.
Далее следует вырезка отверстия в трубопроводах и приварка штуцера. Расценка на приварку фланцев к штуцеру и установка фланцевой арматуры являются завершающим этапом состава работ норм на врезку, после которых происходит пуск системы.
Следует отметить, что расценка в смете на монтаж фланцев включается не во все нормы таблицы ФЕР16-07-003, а только в расценки на врезку в трубопроводы диаметром от 50мм и выше.
Расценки на монтаж фланцев в смете могут входить в состав работ по прокладке системы вентиляции. Так, например, работы по установке фланцев находятся в нормах по присоединению труб к оросительной системе блока тепломассообмена.
Нормы на указанный вид работ находятся в таблице ФЕР20-06-014 и различаются между собой производительностью блоков. Расценка на приварку фланцев в ФЕР20-06-014 является начальным этапом производства работ. После этого происходит соединение отходящих и приводящих труб, регулировка шарового клапана и присоединение теплообменников.
Расценка в смете на монтаж фланцев входит и в состав работ по установке калориферов. Указанный вид работ также находится в уже упомянутом сборнике ФЕР20 и помимо установки фланцевых соединений включает в себя целый комплекс манипуляций.
На основании написанного выше можно сделать вывод о том, что расценки на фланцы в смете могут применяться при определении стоимости множества видов работ. Однако, в основном, такие расценки включаются в сметные формы на прокладку трубопроводов различного типа.
Как приварить фланец к трубе ровно
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.

Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Ширину и высоту валика определяют по размеру проката. На внешней стороне трубы делают толстый наплавочный валик, на внутренней – минимальный, чтобы он не изменял сечение потока.
Приварка стального плоского диска производится сначала с внешней, затем с внутренней стороны проката. Зачистка соединений производится слева направо.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Читайте также: