Радиус изгиба стального газопровода
Обновлено: 16.05.2024
Производство, монтаж, сварочные работы и эксплуатация труб промышленного назначения регулируются различными правовыми государственными актами. В частности, на выполнение стандартных углов (поворотов) на трубопроводе распространяется действие ряда ГОСТов. Для каждого вида заготовки применяются свои стандартные радиусы. Данный показатель зависит от внешнего сечения трубной заготовки, толщины стенки и пластичности материала, из которого ее изготовили.
Важно знать! Специалисты рекомендуют выбирать угол поворота с учетом параметров изгиба трубы в не нагретом состоянии.
- Для трубопровода с внешним сечением (Dн) до 20 мм – от 2,5D
- Для трубопровода с внешним сечением более 20 мм – от 3,5D.
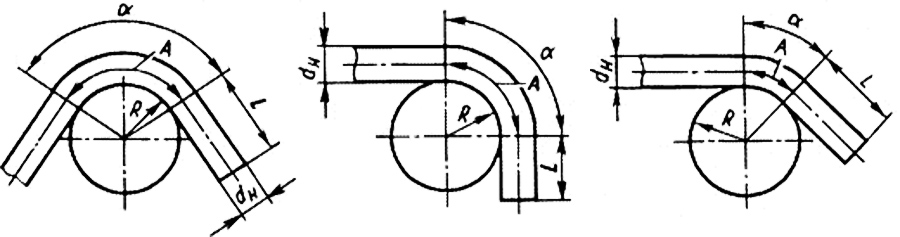
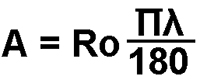
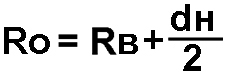
- R, мм - радиус
- A, градус – угол поворота
- dн, мм – внешний диаметр
- L, мм – длина прямого отрезка
- А, мм – длина изогнутого отрезка
Важно знать! Значимым показателем, который необходимо учитывать перед изменением направления трубы, является длина прямолинейного отрезка. Данный участок требуется для сжимания конца трубы при изгибании.
Таблица 1. Допустимые наименьшие показатели радиуса изгиба медных и латунных труб в зависимости от внешнего сечения (ГОСТ 617-90, ГОСТ 494-90).
Уменьшение толщины стенок изделия и переход от места изгиба к прямолинейному состоянию для труб из сплавов легких металлов (алюминия) не должно быть превышать 25 процентов от первоначальной толщины.
Ручной трубогиб ДИАМЕТР ТРУБ ДО 22 ММ

Ручной трубогиб ДИАМЕТР ТРУБ ДО 42ММ

Уменьшение толщины стенок изделия и переход от места изгиба к прямолинейному состоянию для труб из стали не должно быть превышать 20 процентов от первоначальной толщины.
Таблица 3. Минимальные радиусы изгибания водопроводных и газовых труб по отношению к внешнему сечению (по ГОСТ 3262-75)
Электромеханический трубогиб C.B.C. FLEX 22 (V) (диаметр труб до 28мм)

Электромеханический трубогибочный станок C.B.C. UNI 42 A (диаметр труб до 42мм)

Таблица 4. Предельные значения округлости в местах изгиба
Таблица 5. Предельные показатели складок при изгибе трубы
Внешнее сечение (мм), Dн
Длина складки l
Св. 12 до 18 вкл.
Св. 18 до 50 вкл.
- Допустимые значения округлости (овальности) не превышают значения, указанные в таблице 4.
- Размеры заломов (складок) не превышают допустимые значения, указанные в таблицах 1,2, 5.
- Показатель толщины стенок в местах округлости (изгиба) с внешней стороны трубы не менее 80% первоначальной толщины изделия.
Здравствуйте! Меня зовут Татьяна. Я готова ответить на все ваши вопросы по товару.
Напишите или позвоните мне, если вам нужна консультация или вы хотите оформить заказ.
Сегодня вся страна отмечает главный государственный праздник – День России.
Радиус изгиба стального газопровода
δ– возможное увеличение фактической длины бурового канала (перебур), определяемое с учетом допусков по отклонению точки выхода, м;
П р и м е ч а н и е – Рекомендуется принимать возможное увеличение фактической длины для полиэтиленовых труб 0,10 L, м; для стального трубопровода – от 0,03 L до 0,05 L, м.
7.3.2 Радиусы изгиба криволинейных участков трассы
7.3.2.1 Проектный радиус изгиба трассы прокладки трубопровода Rи, м, в любом случае должен превышать минимальный допустимый радиус изгиба трубы ,м или минимальный допустимый радиус изгиба буровых штанг Rш, м, по А.3.1 приложения А.
Где Кн =1,3 - коэффициент надежности для стальных труб; Кн Кн =1,5 - коэффициент надежности для буровых штанг; Кн =2,0 - коэффициент надежности для пластиковых труб.
7.3.2.2 Минимально допустимый радиус изгиба стальных труб ,м, по условиям прочности, с учетом внутреннего давления в трубе на стадии эксплуатации, определяется по формуле
По технологическим условиям прокладки радиус изгиба трассы трубопровода из стальных труб должен составлять не менее 1200·dн, а для труб диаметром 820 мм и более - не менее 1400·dн, м.
7.3.2.3 Минимально допустимый радиус изгиба полиэтиленовых труб , м, определяется в зависимости от температуры воздуха при протягивании трубопровода и характеристик труб по таблице 7.1.
7.3.2.4 Минимально допустимый радиус изгиба , м криволинейных участков трассы для сборных трубопроводов из труб ВЧШГ по 7.4.11 определяется с учетом установленных изготовителем допусков по углу отклонения в соединении и длины звеньев собираемых труб по формуле
П р и м е ч а н и е - Допуски по углу отклонения в соединении и допускаемому усилию при протягивании принимаются по рекомендациям производителя в зависимости от типа и диаметра собираемых труб.
7.3.2.5 При необходимости выполнения одновременного изгиба трассы в плане и профиле необходимо обеспечивать условие: комбинированный радиус изгиба трассы прокладки трубопровода должен превышать минимально допустимые значения по 7.3.2.1 - 7.3.2.4.
7.3.3 Пересечения и приближения трассы к существующим объектам, за-щитные футляры
7.3.3.1 Положение трассы ЗП в плане при пересечении линейных объектов: сооружений метрополитена, железных и автомобильных дорог, водных препятствий, существующих коммуникаций и т.п. - следует предусматривать так, чтобы угол пересечения составлял, как правило, от 60º до 90°. Если ситуационно-топографические условия этого не позволяют, то пересечения допускается выполнять в доступных технологических коридорах при условии согласования особенностей конкретного проектного решения с эксплуатирующими и иными заинтересованными организациями.
7.3.3.2 Для предотвращения аварийных ситуаций и выходов бурового раствора необходимо соблюдать минимально допускаемые приближения трассы в плане и профиле к существующим железным и автомобильным дорогам, зданиям и сооружениям, действующим коммуникациям, регламентированные соответствующими нормативными документами. Во всех случаях расстояние в свету между буровым каналом и верхом покрытия автодороги, подошвой рельсов железной дороги или трамвайных путей, основанием насыпи, фундаментом, наружной поверхностью подземного сооружения или коммуникации должно составлять не менее шести диаметров бурового канала, но не менее 1,5 м.
7.3.3.3 Участки трубопроводов, прокладываемые методом ГНБ на переходах через железные и автомобильные дороги всех категорий с усовершенствованным покрытием капитального и облегченного типов, а также при пересечении существующих коммуникаций должны предусматриваться в защитном футляре в соответствии с СП 34.13330, СП 119.13330 и норм на конкретный вид коммуникаций.
П р и м е ч а н и е - Концы футляров для газопроводов должны быть заделаны гидро-изоляционным материалом с устройством на одном конце трубки с запорной арматурой для контроля утечек газа в межтрубном пространстве.
7.3.3.4 Внутренний диаметр футляра следует принимать не менее чем на 100 мм больше наружного диаметра трубопровода, в зависимости от вида прокладываемой коммуникации. При определении диаметра футляра необходимо учитывать размеры опорно-центрирующих и направляющих устройств, а также зазор, необходимый для прокладки продуктовой трубы.
7.3.3.5 При надлежащем обосновании и по согласованию с эксплуатирующими организациями допускается взамен футляров на пересечениях по 7.3.3.1 применять трубы с защитным композитным покрытием армированным стальным арматурным каркасом (см. приложение Е).
П р и м е ч а н и е - На выходе и входе трубы газопровода из земли футляры допускается не устанавливать при условии наличия на ней защитного покрытия, стойкого к внешним воздействиям.
7.3.4 Трасса ГНБ на территории аэродромов
7.3.4.1 Участки коллекторов водоотводов и дренажных систем, прокладываемых методом ГНБ на территории аэродромов в соответствии с СП 121.13330, должны проходить вдоль кромок покрытий взлетно-посадочной полосы на расстоянии не менее 15 м. Глубину заложения следует принимать в соответствии с 7.3.3.2, но не менее глубины промерзания грунтов при свободной от снега поверхности. В районах с глубиной промерзания свыше 1,5 м допускается укладывать трубы в зоне промерзания, предусматривая при этом теплоизоляцию.
7.3.4.2 При прокладке методом ГНБ инженерных коммуникаций на территориях аэродромов при пересечении с такими элементами аэродрома, как взлетно-посадочная полоса, рулежная дорожка, перрон и места стоянки воздушных судов, глубину заложения следует принимать по результатам расчетов воздействия эксплуатационных нагрузок, но не менее3,5 ÷ 4,0 м от поверхности до верха трубы, независимо от ее диаметра. Окончательная глубина прокладки трубопровода согласовывается с соответствующими службами аэропорта.
П р и м е ч а н и е - В качестве мероприятия, обеспечивающего дополнительную прочность трубопровода, возможно использование защитных футляров или труб с ЗКП, армированным стальным арматурным каркасом (см. приложение Е).
7.3.4.3 В стесненных ситуационно-топографических условиях, не позволяющих обеспечивать соблюдение требований настоящего свода правил в части трассы и размещения рабочих площадок, проект прокладки подземных коммуникаций горизонтальным направленным бурением на территории аэродромов допускается разрабатывать на основании согласованных технических условий.
7.3.5 Трасса ГНБ в охранной зоне метрополитена*
7.3.5.1 Для инженерных коммуникаций, прокладываемых горизонтальным направленным бурением и пересекающих в плане линии метрополитена, не предъявляются особые требования к их расположению и конструкции в следующих случаях:
расстояние от верха (низа) конструкции сооружения метрополитена до низа (верха) трубопровода более 20 м;
между сооружением метрополитена и трубопроводом залегают устойчивые грунты по ГОСТ 25100 (плотные глины, нетрещиноватые полускальные и скальные породы, другие равноценные им по физико-механическим свойствам) мощностью не менее 6,0 м.
П р и м е ч а н и е – В отдельных случаях, в зависимости от инженерно-геологических условий, указанные выше параметры могут быть изменены по согласованию с организация-ми, проектирующими и эксплуатирующими метрополитен.
6.2. Трубы, поступающие на монтаж, целесообразно снабжать инвентарными торцевыми заглушками, исключающими попадание в их полость грязи, снега и посторонних предметов. Если же таковые по тем или иным причинам появились во внутритрубном пространстве, их необходимо перед сборкой удалить путем протягивания специальных очистных скребков.
6.3. Технологические схемы производства монтажных работ, а также применяемая при этом такелажная оснастка должны максимально обеспечивать полную сохранность труб, не допуская их повреждений. Если таковые все же появились, то они не должны превышать следующих величин: овальность - до 2,5%; выпуклость - до 2% от DН; глубина вмятин - до 2% от DН (где DН - наружный диаметр труб).Царапины на теле трубы не допускаются.
6.4. Трубы и трубные секции на строительной полосе должны раскладываться с использованием подкладок(раскладочных лежек), исключающих прямой контакт между телом трубы и грунтом, с целью обеспечения сохранности тела трубы и изоляционного покрытия от воздействия случайно попавших под трубу твердых предметов, снижения вероятности попадания в полость труб влаги, снега, грязи, возможности использования при монтаже трубопровода помимо клещевых захватов еще и мягких монтажных полотенец, несмерзания труб (по нижней образующей) с грунтом, возможности выполнения опережающей подготовки кромок труб под их сборку без использования трубоукладчика.
6.5. В качестве раскладочных лёжек, как правило, используются деревянные брусья с выемкой по форме трубы, которая располагается в средней части лежки. Размеры лежек выбираются на стадии разработки проекта производства работ (ППР). При этом учитываются: диаметр трубопровода, длина трубных элементов (одиночных труб или секций), грунтовые условия; вспомогательное технологическое назначение этих устройств и т.п.
Указанные лежки могут быть изготовлены в виде мешков из синтетических тканей, заполненных резино-техническими отходами, гранулами из различных полимеров или кварцевым песком.
6.6. Сборку труб (секций) вплети на трассе следует выполнять так, чтобы пристыковываемая труба, поддерживаемая в своей средней части трубоукладчиком, одним из концов (тем, который участвует в сборке) вошла в надежный неподвижный контакт с торце наращиваемой плети. Такое положение фиксируется внутренним центратором. Сама же плеть при сварке не должна подвергаться никаким подвижкам; выполнение такого условия достигается за счет применения инвентарных монтажных опор, которые полностью воспринимая вес плети, надежно фиксируют ее пространственное положение.
После сварки корневого слоя шва и, при необходимости "горячего прохода", под свободный конец трубы (секции) устанавливают (подводят) очередную монтажную опору. Далее осуществляют сварку заполняющих и облицовочного слоев: при этом положение всей плети, включая пристыковываемую трубу, является строго фиксированным по отношению к монтажным опорам. Общая технологическая схема монтажа трубопровода с использованием раскладочных лежек и монтажных опор приведена на рис.6.1.
Более подробные сведения о конструкции инвентарных опор и правилах их применения приведены в Приложении 1 к настоящему Своду правил.
6.7. Во избежание возникновения чрезмерных остаточных напряжений в стенках труб, не допускается изгибать или нагревать трубы с целью достижения требуемого сварочного зазора, а также обеспечения их соосности. Исключение составляют те случаи, когда перечисленные выше воздействия специально предусмотрены технологией монтажа, например, при сборке замыкающего стыка возле компенсатора, при ликвидации технологических разрывов (захлестов) в нитке трубопровода и в других аналогичных случаях.
6.8. Если зона расположения захлесточного стыка совпадает с местом, где меняется категория участков трубопровода, сопровождающаяся изменением толщины стенки труб (например, участок II категории сопрягается с участком III категории), то стык захлесточного соединения не должен включать в себя трубы с разной толщиной стенки. В указанных случаях захлесточный стык следует вынести в то место, где расположены равнотолщинные трубы; при этом к концу одной из плетей заранее приваривается труба или секция с толщиной стенки, которая соответствует поэтому параметру трубам смежной плети.
6.9. Захлесточное соединение должно быть полностью закончено сваркой (включая облицовочный слой шва) прежде чем трубоукладчики начнут опускать приподнятый для монтажа захлеста участок трубопровода. Во время производства сварочных работ не допускается производить изменения технологических параметров той монтажной схемы, которая была зафиксирована к моменту завершения сборки захлесточного стыка.
Не допускается оставлять незаконченными сварные соединения захлестов, т.е. устраивать длительные перерывы в работе, когда стыкуемые плети с незавершенным сваркой стыком находятся на весу.
6.10. Расположение мест по трассе, где необходимо или допустимо устраивать технологические разрывы (с последующим монтажом захлесточных стыков), должно быть указано в ППР. Необходимо стремиться к тому, чтобы количество захлестов было бы, по возможности, минимальным, но достаточным для "вписывания «трубопровода в траншею без остаточных напряжений.
6.11. Повороты трубопровода в вертикальной и горизонтальной плоскостях должны преимущественно реализовываться за счет использования отводов машинного (холодного) гнутья.
На участках с малыми радиусами поворота оси трубопровода, которые не могут быть получены путем холодной гибки труб, следует применять крутоизогнутые отводы горячего гнутья или штампосварные отводы.
Допускается также (при соответствующих расчетных обоснованиях на стадии проектирования) на криволинейных участках использовать упругий изгиб трубопровода.
6.13. На участках трассы, где проектом предусмотрен упругий изгиб оси трубопровода, необходимо при производстве работ соблюдать ряд дополнительных требований (по сравнению с монтажом прямолинейных участков), в частности: предполагаемые к использованию на этих участках трубы не должны иметь предельно допустимых исходных отклонений по геометрии, а также дефектов в виде вмятин и выпуклостей.
6.14. До начала работ по монтажу трубных плетей на упругих криволинейных участках необходимо убедиться в полноте и правильности данных, заложенных в рабочих чертежах. В частности, в проектной документации должны содержаться пространственные координаты оси монтируемого трубопровода (равно, как и уложенного в проектное положение). При этом чертежи должны быть выполнены в виде "выносок" в укрупненном масштабе (т.н. индивидуальные рабочие чертежи) с указанием высотных отметок и плановых координат через 10 м. По длине трассы "выноска" должна охватывать не только круговую (кривую с расчетным радиусом) часть поворота, но и прилегающие к ней переходные участки (кривые переменного радиуса или т.н. «лекальные" отрезки).
6.15. На участках упругого изгиба сборка и сварка труб ведется сначала напрямую, при этом все кольцевые стыки в зоне предстоящего изгиба плети должны быть полностью заварены всеми слоями шва, и лишь после этого допускается приложение к плети изгибающих усилий. Контроль качества стыков на таких участках производится после выполнения изгиба.
7. Изготовление отводов холодным гнутьем труб
7.1. Для изготовления отводов методом машинного (холодного) гнутья должны, как правило, использоваться одиночные трубы, при этом они не должны иметь кольцевого шва. Продольный сварной шов на теле трубы не должен подвергаться пластической деформации; его следует располагать при гнутье так, чтобы он находился в одной горизонтальной плоскости с нейтральной осью гиба.
7.2. Трубы, предназначенные для изготовления отводов машинного гнутья, выбираются с учетом следующих условий: они, как правило, должны иметь плюсовой по толщине стенки допуск; их длина должна быть полномерной (11,4-11,6 м); исходная геометрия таких труб недолжна быть близкой к предельно допустимой.
7.3. Отводы машинного гнутья изготавливаются с суммарными углами изгиба, кратными 3º или 1º. Шаг по длине трубы между отдельными гибами, который, как правило, составляет 0,4-0,7 от диаметра трубы, а также предельная величина угла, реализуемая за один гиб, устанавливаются в соответствии с паспортной характеристикой применяемого трубогибочного станка. Контроль за выполнением этих параметров производится с помощью штатных приборов и приспособлений, которые входят в состав комплектующих изделий к станку.
Отклонение угла гибки ствола от расчетного значения не должны превышать ± 20' (ГОСТ24950-81). Контроль за выполнением этих параметров производится штатными средствами измерения (угломерами, в т.ч. электронными УПИУ-2, оптическими квадрантами и др.). При этом допускаемая погрешность угла гиба труб не должна превышать 15'.
В дополнение к штатному измерительному оборудованию для повышения надежности контроля и снижения процента брака при холодной гибке труб целесообразно использовать дублирующие методы оценки качества процесса гнутья.
7.4. По согласованию с заказчиком допускается изготовление отводов машинного гнутья из двухтрубных секций. При этом зоны, прилегающие к кольцевому стыку, гибке не подлежат.
7.6. Допуски и ограничения на изготовление гнутых отводов на трубогибочных станках должны быть в пределах, указанных в табл. 7.2.
7.7. Гнутье труб производится при температуре их стенок не ниже -10ºС. При более низких температурах гнутье труб должно осуществляться в отапливаемых производственных помещениях или на открытом воздухе при условии поддержания температуры стенки трубы в процессе гнутья не ниже -10ºС.
Добрый день! Не подскажите, существуют ли какие-нибудь эскизы упругого изгиба газопровода (требует экспертиза) и с помощью какого механизма это выполняется?
![]()
достали экпертизы,
они проводят экпертизу только стадии проекной документации, а этот вопрос из раздела рабочей документации,
пусть почитают положение о гос.экпертизе(да и пром.экпертизу)
так и отвечайте "не вашего это ума дело"
Профиль.pdf ( 21,33 килобайт ) Кол-во скачиваний: 452
План.pdf ( 71,52 килобайт ) Кол-во скачиваний: 407
Честно говоря я видимо чего-то непонимаю. в СП 42-103-2003 сказано:
5.4 Повороты линейной части газопровода в горизонтальной и вертикальной плоскостях выполняются полиэтиленовыми отводами или упругим изгибом с радиусом не менее 25 наружных диаметров трубы.
Достаточно четкое указание, так чего еще требовать?!
Этого и достаточно для ПЭ и делается “руками”, раньше для стали малых диаметров это делали с помощью горячего песка и трубогибами, различные гнутики, но это уже получаются отводы, а не упругий изгиб. Для больших стальных, если упругий не влазит, не запрещено устройство косых стыков.
. Повороты линейной части газопровода в горизонтальной и вертикальной плоскостях выполняются полиэтиленовыми отводами или упругим изгибом с радиусом не менее 25 наружных диаметров трубы.
Достаточно четкое указание, так чего еще требовать?!
хочу пояснить - "НЕ МЕНЕЕ" не значит, что всегда следует принимать МИНИМАЛЬНЫЙ радиус изгиба 25хДн. Для газопроводов низкого давления по расчету на прочность при применении труб ПЭ100 SDR11 практически всегда получится значение даже меньшее чем 25хДн, а вот для газопроводов среднего и особенно высокого давления исходя из величины давления в 1-ую очередь, а также материала (ПЭ80 или 100), SDR и пучинистости грунтов может получиться минимальное значение для углов поворота и в 30 и в даже 40 наружных диаметров.
Трубы ПЭ 80 не выдерживают тестирование на быстрое распространение трещин. Об этом все многозначительно помалкмвали,но как только появился ПЭ 100 сразу материал ПЭ 80 перестали применять.
Не понятно,почему в России и Украине это не знают.
Может из-за лобирования интересов производителей гранул заводов Буйнакска и Казани.
Относительное удлинение труб более 800% и о каком точном расчете по радиусу изгиба труб может идти речь.
Поэтому на все случаи жизни с запосом прочности 100%х10=1000 приняли норматив радиуса поворота 25 диаметров и проблема исчерпана раз и навсегда.
Почему возникают такие проблемы объясню. Люди не обучались в международных центрах и не знают всего этого.
Настоятельно рекомендовал бы всем пройти курсы обучения на заводе FRIATEC Германия и неоднократно. Желательно раз в три-четыре года.
Уважаемый Виктор Степанович. Расчет на прочность представлен в российском СП 42-103-2003, да и справочниках ГИПРОНИИГАЗа.
Требования ГОСТов к радиусам изгиба труб
Минимальный радиус гиба трубы может быть получен только на дорновых трубогибах, работающих способом наматывания. К таким трубогибочным станкам относятся:
- Ручные программируемые дорновые трубогибы СМ-30 серии PARTNER в 2-х и 3-х координатном исполнении;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-30 серии PARTNER в 2-х и 3-х координатном исполнении
- Автоматические дорновые CNC трубогибочные станки СЕ-30 серии PARTNER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-51 серии MASTER;
- Автоматические дорновые CNC трубогибочные станки СЕ-51 серии MASTER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-80 серии PROFi;
- Автоматические дорновые CNC трубогибочные станки СЕ-80 серии PROFI.3X.
Минимально допустимые радиусы гибов круглых труб
Радиус гиба трубы зависит от ее наружного диаметра (Dн), толщины стенки (S) и пластичности материала.
Важным показателем, наравне с радиусом гиба, является длина прямого участка трубы, необходимая для ее зажима при гибе.
Рекомендуемые минимальные радиусы гибов и значений длин прямых участков, при гибке медных и латунных труб, изготовленных по ГОСТ 617-90 и ГОСТ 494-90
| Dн | Наружный диаметр трубы, мм | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Радиус гиба по оси трубы (осевой радиус), мм | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Минимальная длина прямого участка, мм | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Рекомендуемые минимальные радиусы гибов и значения длин прямых участков при гибке стальных водогазопроводных труб изготовленных по ГОСТ 3262-75
| Dу | Условный проход, мм | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Наружный диаметр трубы, мм | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| R min | Минимальный радиус гиба при горячей гибке труб, мм | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Минимальный радиус гиба при холодной гибке труб, мм | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| L min | Минимальная длина прямого участка | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
При выборе радиуса гибки, предпочтение следует отдавать радиусам гиба для холодной гибки труб.
При определении длины заготовки детали складываются длины прямых участков и длины дуг изогнутых участков трубы.
Длина дуги изогнутого участка (А) рассчитывается по формуле:
Ro - осевой радиус гиба трубы, мм
Rв - внутренний радиус гиба трубы, мм
dн – наружный диаметр труб, мм.
На радиусах гибов труб, изложенных в таблицах, гарантированно обеспечивается требуемое качество гиба по элипсности - овальности (не более 12,5%).
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
Читайте также: