Рекристаллизационный отжиг сталей проводят с целью
Обновлено: 15.05.2024
В данной статье будет представлен достаточно подробный рассказ о том, что собой представляет рекристаллизационный отжиг. Помимо этого, для ознакомления будут рассмотрены и другие виды работы со сталью, которые улучшают её структуру и обрабатываемость металла, уменьшают твёрдость и снимают внутренние напряжения. От структуры сплава зависят все основные его свойства, а способом, изменяющим структуру, является термическая обработка. Рекристаллизационный отжиг и многие другие виды термической обработки разработаны Д. К. Черновым, далее эту тему развивали Г. В. Курдюмов, А. А. Бочвар, А. П. Гуляев.
Термическая обработка
Это совокупность различных операций нагрева с помощью специального оборудования и по особой технологии, с выдержкой и охлаждением, которые выполняются сугубо в определённой последовательности и при точных режимах, чтобы изменить внутреннее строение сплава и получить нужные свойства. Термическая обработка разделяется на несколько видов. Отжиг первого рода, который применяется для абсолютно любых металлов и сплавов, фазовых превращений в твёрдом состоянии не приносит. Рекристаллизационный отжиг применяют для достижения следующих характеристик.
При нагреве отжига первого рода повышается подвижность атомов, полностью или частично устраняется химическая неоднородность, уменьшается внутреннее напряжение. Всё зависит от температуры нагрева и времени выдержки. Медленное охлаждение здесь является характерным. Разновидностями такого способа являются отжиг для снятия напряжения после литья, сварки или ковки, диффузионный и рекристаллизационный отжиг.
Отжиг второго рода
Этот отжиг предназначен тоже для металла и сплавов, которые испытывают фазовые превращения при отжиге в твёрдом состоянии - и при нагреве, и при охлаждении. Здесь цели несколько шире, чем те, которые преследует рекристаллизационный отжиг стали. При отжиге второго рода получается более равновесная структура для дальнейшей обработки материала. Зернистость исчезает, размельчается, повышаются вязкость и пластичность, значительно снижаются твёрдость и прочность. Такой металл можно уже резать. Нагрев производится до температур, гораздо выше критических, а охлаждение происходит вместе с печью - очень медленно.
Также к термической обработке относится закалка сплавов для прочности и твёрдости. Здесь, напротив, структура образуется неравновесная, повышающая эти параметры за счёт сорбита, троостита, мартенсита. Температуры используются тоже значительно выше критических, но охлаждение происходит на очень высоких скоростях. Четвёртый вид термической обработки - отпуск, который снимает внутренние напряжения, снижает твёрдость и увеличивает вязкость и пластичность закалённых сталей. При нагреве до температур ниже критических скорость охлаждения может быть любой. Превращения уменьшают неравновесность структуры. Так действует и рекристаллизационный отжиг стали.
Выбор режима
Термическая обработка может быть предварительной и окончательной. Первая применяется для подготовки свойств материала и его структуры для дальнейших технологических операций (улучшение обрабатываемости, резка, обработка давлением). Окончательной термической обработкой формируются все свойства готового изделия. Как выбирается режим рекристаллизационного отжига, зависит от процесса и целей термической обработки.
Подразумевается нагрев сплава или металла выше показателя температуры кристаллизации, причём не меньше, чем на сто или двести градусов. Далее следует выдержка при этой температуре в течение нужного времени. Охлаждение является финальной стадией этого процесса. Эта технология подразделяется на полный, неполный и текстурирующий отжиг, и выбор зависит от того, какова цель рекристаллизационного отжига.
Полный отжиг
На практике наиболее часто применяем полный отжиг, но здесь нужно обратить внимание на то, что отжиг стали и её закалка - процессы разные. В процессе рекристаллизационного отжига производятся определённые процедуры, которые предшествуют холодной обработке металла под давлением для облегчения дальнейшей с ним работы, либо отжиг является выходным видом термообработки, когда готовое изделие или полуфабрикат получают нужные характеристики. Либо это операция промежуточная, например - для эффективного удаления наклёпа.
Для однородного растворения в матрице легирующих элементов и для того, чтобы получить однородную микроструктуру с одинаковыми свойствами материала, отжиг проводится в специальном растворе. Чёрным металлам требуется рекристаллизационный отжиг с температурами от 950 до 1200º С с применением раствора солей Durferrit Glühkohle или Durferrit GS 960. Цветные металлы отжигаются при температурах от 460 до 540º С с применением соли Durferrit А. В., далее может следовать последующая обработка для увеличения прочности.
Наиболее часто рекристаллизационный отжиг сталей проводят с целью доведения структуры материала до нужных параметров, которые необходимы для дальнейшей работы. Его применяют после обработки давлением, если медленная рекристаллизация полностью не прошла, и это не позволяет снять наклёп.
Подобная технология обычно применяется для горячекатанных рулонов из сплавов, где основой является алюминий, а также после холодной прокатки листов, лент, фольги из разных сплавов и цветных металлов (здесь необходимо упомянуть и рекристаллизационный отжиг никеля), прутков и проволоки, сталей холодной штамповки и труб холодного волочения. Отдельной процедурой является отжиг при изготовлении полуфабрикатов и изделий из цветных металлов (в том числе никеля).
Температурные режимы
Разные материалы требуют различных режимов термообработки. Обычно весь процесс длится не более одного часа, чтобы завершился рекристаллизационный отжиг, но температурный режим для каждого сплава - свой собственный. Так от 300 до 400 °С требуют сплавы на основе магния, от 800 до 1150 °С - сплавы никеля, от 650 до 710 °С - углеродистая группа сталей, для которых обязательно проводится рекристаллизационный отжиг. Температура плавления, естественно, не достигается.
Алюминиевым сплавам так много не нужно, достаточно от 350 до 430 °С, а чистый алюминий рекристаллизуется при температурах от 300 до 500 °С. От 670 до 690 °С требует для рекристаллизации титан, от 700 до 850 °С - композиции меди с никелем, от 600 до 700 °С нужно бронзе и латуни, а чистой меди даже поменьше, она начинает рекристаллизацию от 500 °С. Такие режимы рекристаллизационного отжига требуются для отдельных металлов и сплавов.
Диффузионная обработка металлов
Этот вид отжига иначе называется гомогенизирующим, и проводится он с целью устранения последствий дендритной ликвации. Диффузионный отжиг нужен для легированной стали, где показатель пластичности и вязкости снижен из-за внутрикристаллической ликвации, что приводит к слоистым или хрупким изломам. Нужно добиться равновесной структуры, а потому диффузионная обработка литого металла необходима. Кроме того, она улучшает и механические характеристики, и повышает однородность свойств во всём объёме готовой продукции.
Вот что происходит при этом процессе: растворяются избыточные фазы, выравнивается химический состав, возникают и растут поры, увеличивается размер зерна. Данный вид термообработки требует длительной выдержки металла в условиях температур выше критических (здесь можно говорить о 1200 градусах по Цельсию).
Такой отжиг рекомендуется для легированной стали, где при неизменной температуре аустенит распадается на на феррит и цементит в смеси. Такой распад может произойти при других видах отжига, если происходит постепенное охлаждение за счёт постоянного и последовательного уменьшения температуры. Таким образом достигается однородность структуры, снижается время на термическую обработку.
Схема изотермического отжига следующая: сначала нагрев до показателя, который будет превышать верхнюю критическую точку на 50-70 градусов, затем снижение температуры на 150 градусов. После этого нагретая деталь переносится в печь или ванну, где выдерживается температура не более 700 °С. Длительность процедуры будет зависеть от состава металла и геометрических размеров детали. Легированные составы могут потребовать нескольких часов, а горячекатанные листы углеродистой стали - несколько минут.
Различия
При полном отжиге обеспечивается перекристаллизация стали, избавляющая металл от разнообразных дефектов структуры. Сталь получает самые свои важные и характерные для неё свойства, смягчается для последующей резки. Нужно сначала нагреть её до температуры выше Ас3 на 30-50 градусов, прогреть, затем медленно охладить.
Чаще всего выдержка длится минимум полчаса, но не более часа на тонну стали с нагревом скоростью 100 градусов по Цельсию в час. Скорость охлаждения варьируется - зависит от состава стали и от устойчивости аустенита. Если охлаждать быстро, может сформироваться слишком твёрдая ферритно-цементитная дисперсная структура.
Остывание
Скорость остывания регулируется охлаждением печи с постепенным её отключением и открыванием дверцы. При полном отжиге главное - не перегреть сплав. Неполный отжиг выполняют при температурах ниже Ас3, но несколько выше Ас1.
Тогда сталь частично перекристаллизуется, и потому от дефектов не избавится. Так обрабатывают стали с отсутствием ферритной полосчатости, если их нужно всего лишь смягчить перед дальнейшей обработкой и резкой. Кроме полного и неполного есть ещё текстурирующий рекристализационный отжиг.
Применение
Иногда отжиг дополняет горячую обработку давлением (горячекатанные рулоны, например, из алюминиевых сплавов, отжигают перед холодной прокаткой, чтобы снять наклёп, который обязательно образуется как последствие горячей прокатки).
Гораздо шире используется отжиг этого вида в производстве изделий и полуфабрикатов из сплавов и чистых цветных металлов. Это уже самостоятельная операция по термообработке. По сравнению со сталями огромное количество цветных металлов подвергают холодной обработке давлением, после чего рекристаллизационный отжиг необходим.
В промышленности
Если требуется зернистая форма цементита, выдержка сплава при отжиге до полной рекристаллизации может продолжаться долго - несколько часов. Для холодного деформирования, которое обычно следует за отжигом, наиболее благоприятна именно зернистая форма цементита, которая происходит при рекристаллизации в процессе зарождения и роста недеформированных зёрен, а для этого нужен нагрев до определённой температуры.
Рекристаллизационный отжиг в промышленности является первоначальной операцией для придания сплаву или металлу пластичности перед холодной обработкой давлением. Не менее часто он присутствует и в промежутке между операциями по холодному деформированию для снятия наклёпа, а также как выходной окончательный процесс термической обработки, чтобы изделие или полуфабрикат обрели необходимые им свойства.
Как это происходит
Нагреваясь, деформированный металл повышает подвижность атомов. Старые зёрна вытягиваются, становятся уязвимыми, интенсивно зарождаются и растут новые, уже равновесные и свободные от напряжения зёрна. Они сталкиваются со старыми, вытянутыми, вбирая в свой рост до полного их исчезновения. Перекристаллизация стали и сплавов и является главной целью рекристаллизационного отжига. При нагреве после достижения необходимой температуры пределы текучести и прочности материала снижаются довольно резко.
Зато увеличивается пластичность, это работает для улучшения обрабатываемости. Температуру начала рекристаллизации называют порогом рекристаллизации. При её достижении металл разупрочняется. Температура не может быть постоянной величиной. Для конкретного сплава или металла играют настолько же важные роли длительность нагрева, степень предварительной деформации, изначальная величина зерна и многое другое.
36. Рекристаллизационный отжиг. Отжиг для снятия напряжения. Рекристаллизационный отжиг
Нагрев деформированных полуфабрикатов или деталей выше температуры рекристаллизации называют рекристаллизационным отжигом; в процессе выдержки происходит главным образом рекристаллизация. Скорость охлаждения при этой разновидности отжига не имеет решающего значения; обычно охлаждение по окончании выдержки проводят на воздухе. Цель отжига – понижение прочности и восстановление пластичности деформированного металла, получение определенной кристаллографической структуры, создающей анизотропию свойств: и заданного размера зерна.
Р. о. часто используют в качестве межоперационной смягчающей обработки при холодной прокатке, волочении и других операциях холодного деформирования. Температуру отжига обычно выбирают на 100 – 200 градусов С выше температуры рекристаллизации. В некоторых металлах и твердых растворах рекристаллизация сопровождается образованием текстуры, которая создает анизотропию свойств. Это позволяет улучшить те или иные свойства вдоль определенных направлений в деталях. В машино – приборостроении широкое применение находят металлы и сплавы – твердые растворы, не имеющие фазовых превращений в твердом состоянии. В таких материалах единственной возможностью регулирования размера зерен является сочетание хлодной пластической деформации с последующим рекристаллизационным отжигом.
Отжиг для снятия напряжения.Многие технологические воздействия на обрабатываемые детали сопровождаются возникновением в них остаточных напряжений, которые уравновешиваются в объёме детали. Значительные остаточные напряжения возникают в отливках и полуфабрикатах, неравномерно охлаждающихся после проката или ковки, в холоднодеформированных полуфабрикатах или заготовках, в прутках в процессе правки, в сварных соединениях, при закалке и т.д. Чаще всего эти напряжения нежелательны. Они могут вызывать деформацию деталей при обработке резанием или в процессе эксплуатации, а суммируясь с напряжениями от внешних нагрузок, привести к преждевременному разрушению или короблению конструкции; увеличивая запас упругой энергии (сварной конструкции), остаточные напряжения повышают вероятность хрупкого разрушения. Во многих сплавах они вызывают склонность к растрескиванию в присутствии коррозионноактивной среды. Остаточные напряжения могут достигать предела текучести. Для уменьшения остаточных напряжений изделия нагревают. С повышением температуры предел текучести понижается, поэтому остаточные напряжения вызывают пластическую деформацию и снижаются до уровня предела текучести металла при температуре нагрева. В стальных и чугунных деталях значительное снижение остаточных напряжений происходит в процессе выдержки при 450 градусов С; после выдержки при 600 гр. С напряжения понижаются до очень низких значений. Время выдержки устанавливают от нескольких до десятков часов в зависимости от массы изделия. В сплавах на основе меди и алюминия существенное уменьшение остаточных напряжений происходит при меньших температурах нагрева. В холоднодеформированных латунных полуфабрикатах остаточные напряжения снимаются в процессе отжига при 250-300 гр С. По окончании выдержки при заданной температуре изделия медленно охлаждают , чтобы предотвратить возникновение новых напряжений. Допустимая скорость охлаждения зависит от массы изделия, его формы и теплопроводности материала; обычно она находится в пределах 20 – 200 гр. С/ч.
Технология отжига
Отжиг является весьма распространенной операцией термообработки сталей и чугунов. В зависимости от назначения режимы отжига могут быть весьма различны. Различают следующие основные виды отжига:
- для снятия напряжений
- отжиг с фазовой перекристаллизацией
По отношения к фазовым превращения в твердом состоянии различают отжиг первого рода, не связанный с фазовыми превращениями, и отжиг второго рода - с фазовыми превращениями
Диффузионный ( гомогенизирующий) отжиг применяется для устранения дендритной ликвации в слитках и отливках, а также для уменьшения гетерогенности микроструктуры прокатанной стали.
Дендритная ликвация, как известно, возникает при кристаллизации металла из расплава. При прокатке вытягивание ликвационных микрообластей приводит к первичной строчечности и анизотропности структуры. Некоторые важные свойства стали весьма чувствительны к такой анизотропии, особенно- ударная вязкость.
Параметрами строчечности являются расстояния между строчками, а так же градиент концентрации в направлении, перпендикулярном строчкам. На “профиль концентрации” влияют степень деформации при прокатке, а также степень легированности стали:
Рис 10 Схема изменения строчечности нелегированной (а) и легированной (б) стали при прокатке:
η - степень деформации
λ - расстояние между строчками
Δ - градиент концентрации
Из рис10 следует, в частности, что в нелегированных сталях легче устранить дендритную ликвацию
Устранение дендритной ликвации возможно лишь при большой диффузионной подвижности атомов, Поэтому стали нагревают до 1000 - 1200 град С и длительно выдерживают ( 10 - 15 ч). Таким образом, это весьма дорогой вид термообработки. Следует иметь в виду, что при таком нагреве образуется крупнозернистая видманштеттовая микроструктура, имеющая характерное игольчатое строение феррита:
Задача: рассчитать диффузионный путь атома углерода в стали при температуре 1000 град С, если коэффициент диффузии углерода в γ-железе при этой температуре
D =10м/с, время термообработки – 10 часов
Рис 11 Структура перегретой стали (а). эта же структура . исправленная термообработкой (б).
Ввиду больших расходов на диффузионный отжиг его стараются избегать. Для этого применяют следующие меры
-стремятся уменьшить ликвацию при разливке
- нагрев заготовки под обработку давлением проводить как диффузионный отжиг.
Отжиг для снятия напряжений применяется для уменьшения остаточных напряжений в заготовках и изделиях без существенного изменения свойств.
Остаточные напряжения создают большие упругие деформации во внутренних объемах металла. Снятие этих напряжений происходит за счет перехода части упругой деформации в пластическую при нагреве металла - так как предел текучести при нагревании уменьшается:
Рис. 12 Влияние температуры на предел текучести стали с 0.1% С
Кроме того при нагревании существенно возрастает диффузионная подвижность атомов
Температура отжига для сталей лежит ниже А1, как правило, от 450 до 650 град С и всегда ниже уже проведенного отпуска ,продолжительность нагрева 1 - 2 мин на каждый миллиметр толщины, выдержка после прогрева не менее 20 - 30 минут.
Важен точный выбор температуры и времени выдержки для снятия напряжений. Связь между температурой отжига Т и временем выдержки t учитывается параметром Холломона:
7 методов и технология отжига стали
Металлургия производит огромное количество марок стали. Для выполнения разных задач часто требуются специфические характеристики металла, которые обеспечить заводы не в состоянии. Тогда на обрабатывающих предприятиях производится доработка сырья до нужной кондиции. Отжиг стали — одна из наиболее частых операций по приданию нужных качеств.

История и технология отжига стали
Отжиг стали предполагает применение переменных температур: нагревание до высоких значений без потери формы и охлаждение в заданном температурном режиме приводит к структурным изменениям кристаллической решетки, сплав получает новые качества, нужные для решения конкретных задач.
Отжиг стали улучшает технологические характеристики металлов. Принято различать 2 разновидности отжига — 1 и 2-го рода.
При первом воздействие выполняется наклепом, который понижает внутренние напряжения рекристаллизацией. Этим устраняются последствия обработки давлением, снижение прочностных характеристик и увеличение пластичности. Изделия приобретают повышенную надежность и долговечность.
Второй род воздействия включает прогревание проката до уровня, превышающего критические точки, в особых режимах охлаждения по сроку и температуре. Итогом становится качественное изменение структурных решеток и получение заданных характеристик материала. Проведение отжига сопряжено с риском пережога. Возникновение необратимых негативных изменений структуры приводит к переплавке проката и изделий.
Точки Чернова
Расчет температурных режимов выполняют, используя открытые в 1868 г. русским ученым Д.К. Черновым критические точки, зависящие от значения температур и %-ого содержание углерода, в которых изменяются фазовые состояния и структурное строение металлов. Открытие Чернова — фундамент создания науки о металлах: впервые установлена связь между режимом обработки, структурным видом и характеристиками сплавов. Применение критических точек дает возможность построения различных режимов термообработки металла. Точки Чернова обозначают литерой А с добавлением индекса, указывающего соответствие точки воздействию:
- «c» — нагреву, от французского chauffage – нагревание;
- «r» — охлаждению, refroidissement – на французском языке.
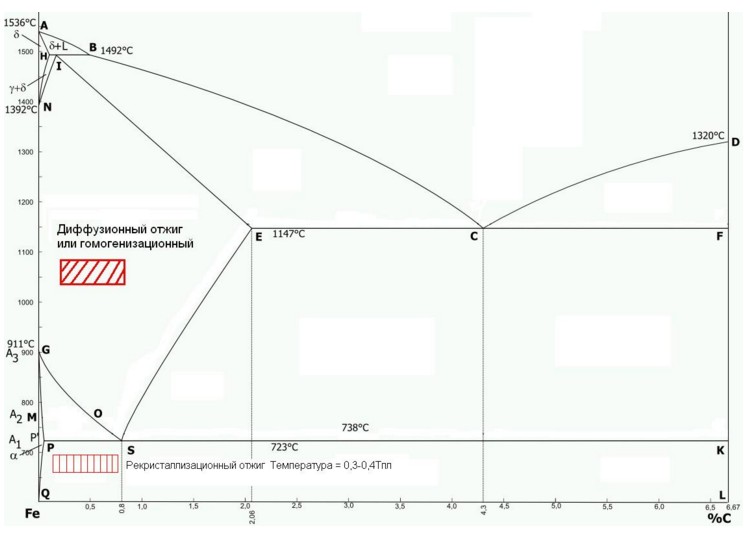
Диаграмма, построенная на точках Чернова:

Сечение «I» на диаграмме соответствует доэвтектоидной стали. Пересечение линии диаграммы, по горизонтали температуры и вертикали, соответствующей %-му содержанию углерода в сплаве, определяет искомые критические значения.
- При температуре 210°С пересекает пунктир, проходящий по линии QP — точка Ас 0, которая отмечает потерю цементитом магнитных свойств.
- t=727°С на линии PG находится точка Ас 1 превращения перлита в аустенит.
- t=768°С на линию PG приходится точка Ас 2 потери магнитных свойств — магнитного железо переходит в немагнитное.
- Последующее повышение t° до пересечения с линией GS показывает переход стального сплава в однофазное аустенитное состояние (перекристаллизация заканчивается. Температура этой точки зависит от состава конкретного металла.
Охлаждение не меняет номеров точек, не вызывает обратной перестройки материала.
Линия «II» выстроена для эвтектоидных сталей.
- камерные — для заготовок небольшого объема;
- шахтные — работают на газе и электроэнергии, выполняют различные технологические задания;
- печи с выдвигающимся полом — обработка крупногабаритного проката и узлов;
- вакуумные — для быстротекущих сплавов, тугоплавкого металла, титана, меди.

Что даёт отжиг металлов
- снятия внутренних напряжений, полученных первичной обработкой металла — проявляется структурный дисбаланс, который можно снять определенным способом термообработки, получив необходимые характеристики сплава для решения конкретных задач;
- увеличения прочностных и механических характеристик — изделия после отжига долговечнее и прочнее;
- изменения внутренней структуры — под действием высокой температуры изменяется молекулярная структура металла, становится однородной (гомогенной), что упрощает проведение последующих обработок;
- улучшения пластичности, уровня сопротивления, вязкости при ударах — улучшение качественных характеристик после отжига снижает затраты на конечную доводку металлоизделий до требуемых параметров.
Способ и режим термообработки назначается по составу сплава.
Виды отжига
Рассмотрим, что означает термин «отжиг металлов». Термическая обработка металла, состоящая из нагрева выше температуры критических точек Чернова и охлаждение на профессиональном языке называется отжигом. Процедура применяется к различным металлам и их сплавам.
На промпредприятиях применяют режимы термообработки:
- полный, неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероизодизационный;
- нормализационный.

Полный отжиг стали
- углеродистые сплавы — 180…200°С/час;
- низколегированные — 90°С/час;
- высоко легированные — 50°С/час.
После проведения процедуры полного отжига неоднородная структура углеродистых или доэвтектоидных сплавов становится однородной, что дает податливость дальнейшей обработке.
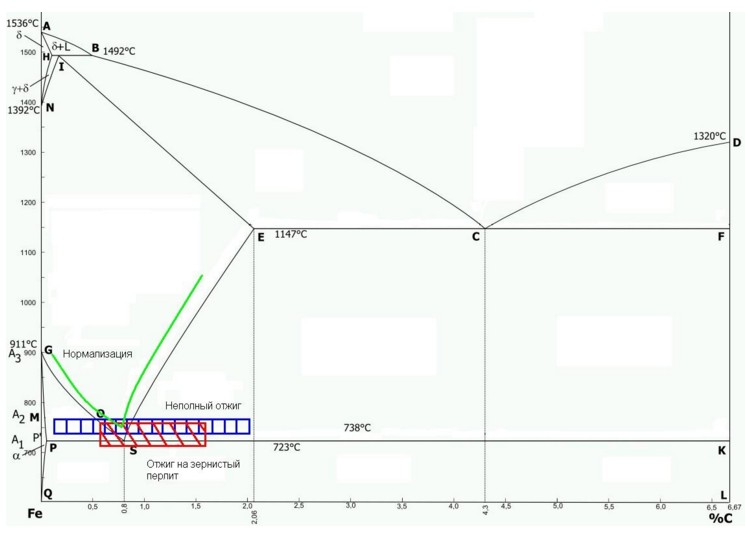
Неполный
В отличие от полного, кардинально меняющего структурный состав металла, неполный отжиг изменяет только перлитовую, не затрагивая ферритовую структуру. Перлит , входящий в состав структур сталей, чугуна, других железоуглеродистых материалов, представляет собой цементит и феррит в эвтектоидной смеси. Основная задача неполного отжига — сделать сплавы максимально мягкими и податливыми.
Нагревание производится до t°, превосходящих на 30…50°С точку А1 (параметр перехода перлита в аустенит — начала перекристаллизации), но не достигающих Ас 3 — около 770°С. Затем производится охлаждение до 600°С в установке, со скоростью 60 град/ час, затем процесс продолжается на открытом пространстве.
Рекристаллизационный
Рекристаллизация — снятие структурных изменений, полученных в ходе механических деформаций, вызывающих наклеп. Наклепанный металл имеет меньшую пластичность, отличается жесткостью и неподатливостью.
Нагревание до 650…680°С приводит к равномерному распределению зерен феррита и перлита, вытянутых в направлении деформации, возвращает металлу пластичность.

Диффузионный процесс
Цель диффузионного способа — придание на уровне атомного строения однородности структуре сплава. Диффузионный отжиг иначе называется дендритной ликвацией. Придание гомогенности данным методом уничтожает дендритную ликвацию равномерным распределением атомов примесей по химической структуре слитка.
Процесс отличается использованием t≥1000°С, увеличением выдержки в нагретом состоянии свыше 12 часов, медленным остужением, поэтому он имеет высокую стоимость.
Метод изотермии
Изотермический отжиг используют на сплавах с большим содержанием легирующих и хромистых добавок. Особенностью процесса является нагрев металла на 30…50°С выше точки АС3, быстром остужение и выдерживание при t° ниже критической точки А 1, с дальнейшим естественным охлаждением в воздушной среде.
Преимущество метода изотермии — получение более гомогенного структурного строения деталей, уменьшение срока обработки, так как процесс охлаждения в печи занимает больше времени, чем в естественной среде.
Сфероидизация
При нагревании заэвтектоидных и легированных сплавов до превышения параметра АС 1 на 30…50°С происходит перекристаллизация строения, способствующая образованию перлита в форме правильных сфер. Для ускорения сфероидизации возможно проведение маятникового отжига.

Нормализационный способ
Нормализация производится как промежуточный процесс перед закаливанием и другими видами воздействий для устранения наклепа и удаления внутренних напряжений. Доэвтектоидная сталь нагревается выше точки АС3 на 30…50°С, и постепенно охлаждается в естественной среде. Отличие метода в переохлаждении, из-за которого получают гомогенное мелкозернистое тонкое строение решетки металла.
Преимущество нормализационного способа заключено в снижении срока обработки при высокой производительности. В результате углеродистые сплавы рекомендуют не отжигать, а нормализовать.
Особенности отжига различных сплавов
При назначении способа и режима термообработки важен процент содержания в нем углерода и других примесей. Для точности соблюдения режима рекомендуют использовать две печи: в 1-ой изделие проходит нагрев при t=max , во 2-ой — проходит выдержку, обеспечивающую завершение структурных преобразований металла.
Обработка нержавеющей стали в первой печи происходит с t=1000°С, затем выдержка несколько часов во 2-ой при t=900, завершает охлаждение до t=300° на скорости 50…100 град/ час, окончательное охлаждение производят на открытом пространстве.
Отжиг в домашних условиях
- темно-коричневый — t=530…580;
- коричнево-красный — t=580…650;
- темно-красный — t=650…730;
- темно-вишневый -t= 730…770;
- вишнево-красный — t=770…800;
- светло-вишневый — t=800…830;
- светло-красный — t=830…900;
- оранжевый — t=900…1050;
- темно-желтый -t= 1050…1150;
- светло-желтый — t=1150…1250;
- светло-белый — t=1250…1350.

Изделия следует нагревать на нагретых металлических подставках. Для охлаждения используют различные среды — воду комнатной температуры или нагретую до 50°С, водные растворы, масла, воздух. Ускоряет охлаждение добавка кухонной соли, едкого натра, селитры. Замедляет процесс добавка жидкого мыла, масляной эмульсии, жидкого калиевого или натриевого стекла, известкового молочка.
Охлаждение с высокой скоростью дает твердый закал, приводящий к высоким внутренним напряжениям, возможны трещины, а медленное охлаждение не даст твердости закала. Для получения деталей одинаковой степени закалки следует использовать ванну большой емкости или заменять среду закаливания после каждой операции.
Следует помнить, что режимы высоких температур потенциально пожароопасны, их проводят с соблюдением правил пожарной безопасности в подготовленных помещениях с огнезащитой поверхностей и качественной приточно-вытяжной вентиляцией. При проведении отжига обязательно использовать средства защиты — спецодежду и обувь, рукавицы, головной убор с защитным козырьком.
Отжиг сталей
По книжному определению, отжиг - это нагрев стали до температуры выше критической, выдержка при этой температуре и медленной охлаждение вместе с печью. На самом деле это общее определение, под которое попадают не все виды отжига. Режимы отжига зависят в первую очередь от конечных требований к стали или изделию, в первую очередь это требования по механическим или технологическим свойствам металла.
Содержание
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
Отжиг второго рода (ΙΙ-го рода)
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов и состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг производится для доэвтектоидных сталей. Для этого стальную деталь нагревают выше критической точки А3 на 30–50°С и после прогрева проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30–100°С/час. Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
- устранение пороков структуры, возникших при предыдущей обработке (литье, горячая деформация, сварка, термообработка), – крупнозернистости и видманштеттовой структуры;
- смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
Неполный отжиг
Неполный отжиг отличается от полного тем, что нагрев производится на 30–50 °С выше критической точки А1 (линия РSК на диаграмме «Железо – цементит»). Неполный отжиг доэвтектоидных сталей проводят для улучшения обрабатываемости резанием. При неполном отжиге происходит частичная перекристаллизация стали — вследствие перехода перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит. Такой отжиг проводится при температуре 770 — 750°С с последующим охлаждением со скоростью 30 — 60°С/с до 600°С, далее на воздухе.
Неполный отжиг широко применяется для заэвтектоидных углеродистых и легированных сталей. Нагрев этих сталей на 10 — 30°С выше Ас1 вызывает практически полную перекристаллизацию сплава и позволяет получить зернистую (сферическую) форму перлита вместо пластинчатой. Такой отжиг называют сфероидизацией. Частицы цементита, не растворившегося при нагреве, или области аустенита с повышенной концентрацией углерода за счет неполной его гомогенизации после растворения цементита, служат центрами кристаллизации для цементита, выделяющегося при последующем охлаждении до температуры ниже А1 и принимающего в этом случае зернистую форму. В результате нагрева до температуры значительно выше А1 и растворения большей части цементита и более полной гомогенизации аустенита последующее выделение цементита ниже А1 происходит в пластинчатой форме. Если избыточный цементит находился в виде сетки, то перед этим отжигом нужно сделать нормализацию с нагревом выше Асm (желательно с охлаждением в направленном потоке воздуха).
Стали, близкие к эвтектоидному составу, имеют узкий температурный интервал нагрева (750 — 760°С) для отжига на зернистый цементит, для заэвтектоидных сталей интервал рсширяется до 770 — 790°С. Легированные заэвтектоидные стали можно нагревать до более высоких температур 770 — 820°С. Охлаждение и сфероидизация цементита происходит медленно. Охлаждение должно обеспечить распад аустенита на феррито-карбидную структуру, сфероидизацию и коагуляцию образовавшихся карбидов до 620 — 680°С.
Отжиг на зернистый перлит (маятниковый отжиг)
Для получения зернистого перлита применяют отжиг с различными вариациями термоциклирования в надкритическом и межкритическом интервале температур, маятниковые виды отжига с различными выдержками и количеством циклов.
Сталь с зернистым перлитом имеет более низкую твердость, временное сопротивление разрыву и соответственно более высокие значения характеристик пластичности. Например эвтектоидная сталь с пластинчатым перлитом имеет твердость 228НВ, а с зернистым 163НВ и соответственно временное сопротивление 820 и 630МПа, относительное удлинение 15 и 20%.
Микроструктура стали после отжига на зернистый перлит (ОЗП) выглядит следующим образом

После отжига на зернистый перлит стали обладают наилучшей обрабатываемостью резанием, при этом достигается более высокая чистота поверхности. В ряде случаев, отжиг на зернистый перлит является обязательной предварительной операцией. Например для избежания трещинообразования при высадке болтов и заклепок.
Изотермический отжиг
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30–50°С), последующего ускоренного охлаждения до температуры изотермической выдержки ниже точки А1 и дальнейшего охлаждения на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
- больший выигрыш во времени, т. к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
- получение более однородной структуры по сечению изделий, т. к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Патентирование
Патентирование — операция отжига, как правило назначаемая для пружинной проволоки, с содержанием углерода 0,65 — 0,9%, перед волочением. Процесс заключается в аустенитизации металла и последующим пропускании его через расплав солей с температурой 450 — 550°С (на ДИПА это температуры изотермической выдержки в области минимальной устойчивости аустенита). Это приводит к образованию тонкопластинчатого троостита или сорбита, который позволяет получать степени обжатия более 75% для волочения и окончательное временное сопротивление 2000 — 2250МПа после ХПД.
Нормализационный отжиг (нормализация стали)
Нормализационный отжиг или нормализацию стали применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения ее структуры перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + (30–50°С), заэвтектоидную до Асм + (30–50°С) и после выдержки охлаждают на спокойном воздухе.
Ускоренное охлаждение по сравнению с отжигом обуславливает несколько большее переохлаждение аустенита, поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Асм вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе не успевает образовать грубую сетку, понижающую свойства стали. В доэвтектоидной стали, как говорилось выше, нормализация позволяет устранить крупное зерно после перегрева и видманштетт после нарушения цикла ГПД.
Превосходный эффект сварки с помощью лазерного сварочного аппарата по доступной цене, обращайтесь!
Описание процесса и цель рекристаллизационного отжига
Рекристаллизационный отжиг — это процесс термообработки, используемый для изменения свойств холодного металла. В этой статье обсуждаются причины предварительного формирования рекристаллизационного отжига, металлургические изменения, которые происходят внутри металла при холодной обработке и отжиге, влияние этих металлургических изменений на свойства металлов, а также влияние температуры и времени отжига на конечную микроструктуру и свойства отожженных металлов.

Принцип
Многие процессы изготовления металла включают холодную обработку, такую как лист холодной прокатки и листовая сталь, волочение проволоки и глубокая волочение. В связи с металлургическими изменениями, которые происходят с металлом при холодной обработке, пластичность металла уменьшается с увеличением объема холодной обработки. Наступает момент, когда дополнительная холодная обработка невозможна без образования трещин в металле. На этом этапе необходим рекристаллизационный отжиг металла.
Во время этого процесса отжига происходят металлургические изменения, которые возвращают металл в его состояние после холодной обработки. Эти изменения приводят к снижению текучести металла и прочности на растяжение, а также к повышению его пластичности, что обеспечивает дальнейшую холодную обработку. Для того чтобы эти изменения произошли, металл должен быть нагрет выше температуры его рекристаллизации. Температура рекристаллизации для конкретного металла зависит от его состава.
Металлургические эффекты холодной обработки
Во время холодной обработки увеличивается число дислокаций в металле по сравнению с его предварительно холодной обработкой. Дислокации являются дефектами в расположении атомов в металле. Увеличение числа дислокаций приводит к увеличению выхода металла и прочности на разрыв и снижению его пластичности. После определенного количества холодных работ металл не может быть подвергнут холодной обработке без растрескивания. Степень холодной обработки, которую конкретный металл может выдержать перед растрескиванием, зависит от его состава и микроструктуры.

Металлургические эффекты рекристаллизационного отжига
Во время рекристаллизационного отжига в холодном металле образуются новые зерна. Эти новые зерна имеют значительно уменьшенное количество дислокаций по сравнению с металлом холодной обработки. Это изменение возвращает металл в состояние после холодной обработки, с более низкой прочностью и повышенной пластичностью.
В течение продолжительного времени при температуре отжига некоторые из вновь образованных зерен растут за счет соседних зерен. Некоторое дальнейшее снижение прочности и повышение пластичности увеличивается по мере того, как средний размер зерна увеличивается во время фазы роста зерна в процессе отжига.
Конечный размер зерна зависит от температуры отжига и времени отжига. Для конкретной температуры отжига, поскольку время при температуре увеличивается, размер зерна увеличивается. В течение определенного времени отжига по мере увеличения температуры размер зерна увеличивается. Кусок металла с крупными зернами имеет меньшую прочность и пластичность, чем кусок металла из того же сплава с более мелкими зернами.
Металл после рекристаллизационного отжига
На рисунке показаны микрофотографии латунного сплава, который был подвергнут холодной прокатке до 50% его первоначальной толщины и отожжен при двух разных температурах. На рисунке слева показана микроструктура холоднокатаного образца. Центральная фигура показывает микроструктуру образца, который был подвергнут холодной прокатке и затем отожжен при 1022 ° F (550 ° C) в течение 1 часа. На рисунке справа показана микроструктура образца, который был подвергнут холодной прокатке и затем отожжен при 1202 ° F (650 ° C) в течение 1 часа.

Холоднокатаный образец имел предел текучести 80 тыс.фунтов / кв.дюйм (550 МПа). Образец, который был отожжен при 1022 ° F (550 ° С) в течение 1 часа, имел предел текучести 11 тыс. Фунтов / кв. Дюйм (75 МПа). В этом образце много мелких зерен. Образец, который был отожжен при 1202 ° F (650 ° C) в течение 1 часа, имел предел текучести 9 тыс. Фунтов / кв. Дюйм (60 МПа). Меньше крупных зерен присутствовало в этом образце по сравнению с центральным образцом.
Другая причина перекристаллизации отжига
В дополнение к включению дополнительной холодной обработки, рекристаллизационный отжиг также используется в качестве конечного этапа обработки для получения металлического листа, пластины, проволоки или прутка с определенными механическими свойствами. Регулирование температуры и времени отжига, скорости нагрева до температуры отжига и количества холодной обработки перед отжигом важно для получения нужного размера зерна и, следовательно, требуемых механических свойств.
Этапы процесса
- Рекристаллизация — это процесс, при котором деформированные зерна заменяются новым набором недеформированных зерен, которые образуются и растут до тех пор, пока исходные зерна не будут полностью израсходованы.
- Перекристаллизационный отжиг — это процесс отжига, применяемый к металлу холодной обработки для получения зародышеобразования и роста новых зерен без изменения фазы. Эта термическая обработка устраняет результаты тяжелой пластической деформации холодных штампованных деталей высокой формы. Отжиг эффективен при применении к закаленным или холоднокатаным сталям, которые перекристаллизовывают структуру с образованием новых ферритовых зерен.
- Перекристаллизация обычно сопровождается снижением прочности и твердости материала и одновременным увеличением пластичности.
- Таким образом, процесс может быть введен в качестве преднамеренного этапа обработки металлов или может быть нежелательным побочным продуктом другого этапа обработки.
- Наиболее важным промышленным применением является размягчение металлов, ранее закаленных в результате холодной обработки, которые утратили свою пластичность, и контроль структуры зерна в конечном продукте.
- Перекристаллизация определяется как процесс, при котором зерна кристаллической структуры приобретают новую структуру или новую кристаллическую форму.
- Точное определение рекристаллизации сложно сформулировать, поскольку этот процесс тесно связан с несколькими другими процессами, в частности, с извлечением и ростом зерна.
- В некоторых случаях трудно точно определить точку, в которой один процесс начинается, а другой заканчивается.
- «Формирование новой зернистой структуры в деформированном материале путем формирования и миграции высокоугловых границ зерен, обусловленных накопленной энергией деформации».
- Скорость микроскопических механизмов, контролирующих зарождение и рост рекристаллизованных зерен, зависит от температуры отжига.

Рекристаллизационный отжиг на примере сплава Тантала
Изучено влияние рекристаллизационного отжига на коррозионное поведение сплава Ta-4% W. Установлено, что деформированный образец содержит высокоплотные дислокации и границы дислокаций. Во время отжига эти дислокации и границы дислокаций заменяются перекристаллизованными зернами до тех пор, пока сплав не будет полностью рекристаллизован. И анодное растворение, и катодная активность гораздо более блокированы.
Постепенное смещение потенциала коррозии в сторону отрицательных значений и плотности тока коррозии уменьшается, а сопротивление поляризации увеличивается после отжига, что указывает на повышенную коррозионную стойкость сплава. Такое усиление обусловлено увеличением мало-Σ-совпадающих границ узловой решетки и уменьшением дислокаций и границ дислокаций.
Сплавы тантала (Та) привлекают большой интерес во многих технологических применениях, таких как электронная промышленность, высокотемпературные применения, имплантаты для химической обработки и восстановления костей, за их превосходные свойства высокой плотности, высокой температуры плавления, хорошей биосовместимости и высокой коррозионной стойкости.
Для защиты конструкционных материалов, например нержавеющих сталей или сплавов на основе никеля от сильной коррозии во время обработки сильной коррозионной среды, сплавы Та обычно обрабатывают в виде тонких слоев на поверхностях этих материалов для достижения коррозионной стойкости. Во время такой обработки в этих сплавах образуются кристаллографические дефекты, которые влияют на его коррозионную стойкость во время такого процесса.

Коррозия и сопротивление
Коррозионная стойкость сплавов Та в растворах H 3 PO 4 , NaCl и KOH была тщательно изучена. Многие исследования также были сосредоточены на подготовке пленок Та на конструкционных материалах для улучшения их антикоррозионной защиты от серной кислоты.
Пленка может значительно повысить коррозионную стойкость нержавеющей стали 316L в растворе Рингера. Ванн и соавт. предположили, что имплантация иона Та является эффективным методом для улучшения цитосовместимости чистого Fe для биомедицинских применений, и только дозировка иона Та, достигающая критического значения, может значительно повысить коррозионную стойкость в растворе, содержащем SO 4 2- .
В ходе опыта нанесли сплав Та на поверхности чистого титана и обнаружили, что покрытие Та демонстрирует отличную коррозионную стойкость при различных концентрациях серной кислоты. Однако в этих исследованиях игнорировалась коррозионная стойкость самого Та, так как Та намного превосходит другие антикоррозийные сплавы в серной кислоте.
Ученые наблюдали коррозионное поведение сплавов Ti – Ta и Nb – Ta в растворах серной кислоты и обнаружили, что скорости коррозии всех материалов увеличиваются с увеличением содержания Ta. Исследователи предположили, что Ta может быть использован в качестве материала реактора для высокотемпературных применений до 360 ° C с сильно окисляющимися средами.
На форму поляризационных кривых сильно влияет концентрация серной кислоты при электрополировании Ta в сернокислотно-метанольных электролитах. Также они сообщили, что некоторые данные о коррозии для сплавов Та в 0,5 MH 2 SO 4при 22,7 ° С.
Тем не менее, связь между микроструктурой и коррозионным поведением сплава Та была менее исследована; и нет известных исследований влияния деформационного и рекристаллизационного отжига на коррозионные свойства Та. Поэтому целью исследования является изучение влияния рекристаллизационного отжига на коррозионные свойства деформированных сплавов Та в серной кислоте. Для этого были проведены тесты потенциодинамических поляризационных кривых, электрохимическая импедансная спектроскопия (EIS), дифракция электронного рассеяния (EBSD) и просвечивающая электронная микроскопия (TEM), а также обсуждалось влияние отжига на коррозионное поведение сплава.

Материалы и методы
Исходным материалом, использованным для этой работы, был Та, содержащий 4 мас.% Вольфрама (W), который был получен методом электронно-лучевого синтеза с последующей горячей ковкой. Затем материал (исходная толщина 5 мм) подвергали холодной прокатке до 70% -ного сокращения (деформация фон Мизеса 1,39).
Толщина проката составляет 1,5 мм. Образцы размером 12 мм в длину в направлении прокатки (RD) и шириной 10 мм в поперечном направлении (TD) были вырезаны из рулонного листа, а затем отожжены при 1200 ° C в течение 10 минут и при 1350 ° C в течение 240 мминут. соответственно. Электрохимические измерения проводили на многофункциональной электрохимической рабочей станции (модель CS350) с использованием обычной системы трехэлектродных ячеек, т.е. образец выступает в качестве рабочего электрода, 1 см 2. платиновый лист в качестве противоэлектрода и насыщенный каломельный электрод (SCE) в качестве электрода сравнения. Электролизер, подготовленный для плоского листа, имеет фиксированное отверстие диаметром 5 мм для экспонирования поверхности образца (площадь 0,196 см 2 ) и емкость 100 мл.
Чтобы избежать влияния щелевой коррозии, тонкий слой 703 герметика был размазан вокруг отверстия. До испытаний EIS было время ожидания 1000 с для получения установившегося состояния, а затем проводились испытания EIS при стабилизированном потенциале разомкнутой цепи (OCP) в диапазоне частот от 100 кГц до 10 мГц и при напряжении 10 мВ возмущение амплитуды сигнала напряжения.
Потенциодинамические поляризационные тесты проводились при скорости сканирования 1 мВ / с с потенциалами сканирования от -0,6 В SCE до +1,2 В SCEпосле измерений EIS. Все коррозионные испытания проводились на участке, содержащем РД и ТД. Чтобы уменьшить влияние шероховатости поверхности на коррозионные характеристики, все образцы шлифовали до 5000 абразивных бумаг с зернистостью и очищали деионизированной водой перед испытаниями на коррозию. Во время электрохимических испытаний на коррозию образцы подвергали воздействию 5 мас.% Раствора H 2 SO 4 при 33 ± 1 ° C. Образцы также погружали в 50 мас.% H 2 SO 4, содержащего 1 мас.% Фторид-ионов, на 7 дней для ускорения процесса коррозии.
Микроструктуры и результаты
Микроструктуры как деформированных, так и отожженных образцов были охарактеризованы методами EBSD и TEM. Образцы EBSD полировали в смеси плавиковой кислоты и серной кислоты (1: 9 по объему) при комнатной температуре, а затем характеризовали с помощью системы «Oxford AZtec» EBSD на сканирующем электронном микроскопе JEOL 7800F (производство SEM, Akishima, Япония), работающем при 20 кВ.
Фольги ТЕА были приготовлены с использованием обычной двухструйной технологии в смеси плавиковой кислоты, серной кислоты и метилового спирта (1: 5: 94 по объему) при 243 К, а затем наблюдались в ТЕА JOEL JEM 2100, работающем при 200 кВ.
Пять образцов фольги TEM были подготовлены для каждого государственного образца для хорошей статистики. Характеристики EBSD и TEM были проведены на продольном разрезе, содержащем RD и ND (нормальное направление) образцов. В зависимости от энергии и свойств: граница Σ1 (границы низкого угла), границы решетки с низким совпадением (CSL) со значениями Σ в диапазоне от 3 до 29 и общие границы (границы с высоким Σ CSL и другие границы) . Границы CSL были определены в соответствии с критериями Брэндона. Из-за разрешения метода EBSD выделены только границы с разориентацией выше 2 °. Морфология корродированных поверхностей наблюдалась с помощью СЭМ.

Результаты и обсуждение
На рис. 1 (под этим блоком текста) приведены потенциодинамические кривые поляризации и графики Найквиста сплава Та. Из потенциодинамических поляризационных кривых (рис. 1, а) видно поведение поляризации деформированного образца намного больше похоже на более ранние результаты то есть анодное и катодное поведение Та.
Для деформированного образца существует точка перехода, при которой анодный наклон графика резко изменяется, и анодный ток слегка увеличивается с увеличением более положительного потенциала. Анодное растворение продолжается с постоянной скоростью. Однако поляризационные характеристики образцов отжига показывают разницу в том, что анодные токи постепенно увеличиваются с увеличением более положительного потенциала. Как для анодной, так и для катодной ветвей плотности тока отжиговых образцов намного меньше, чем у деформированных образцов.
Это указывает на то, что микроструктура влияет не только на анодное растворение, но также на катализ катодной реакции, а коррозионные характеристики определяются как анодной, так и катодной реакциями. Более того,На рис. 1, б представлен график для различных образцов в растворе H 2 SO 4 .
Существует только одна постоянная времени, и на поверхности электрода не образуются промежуточные продукты, такие как адсорбционный комплекс. В зависимости от формы графика была выбрана модель эквивалентной схемы для получения поляризационного сопротивления ( R p ), как показано на рисунке 1 б. R s — сопротивление испытательного раствора между электродом сравнения и рабочим электродом и элементом постоянной фазы (CPE), определяемое как Z = 1 / Y 0 (jw) -n используется для объяснения неидеального емкостного отклика от интерфейса. Общепринято, что диаметр полукруга связан с R p пассивных пленок. Увеличение диаметра означает увеличение коррозионной стойкости. Потенциал коррозии ( E corr ) и плотность коррозионного тока ( i corr ) также были отмечены на графике.

Электрохимические измерения ( а ) потенциодинамических кривых поляризации и ( б ) графиков .
- Значение ECorr является -0,16 В для деформированного образца.
- Тогда как значения Ecorrсоставляют -0,40 В и -0,45 В
для образца, отожженного при 1200 ° С в течение 10 минут, и образца, отожженного при 1350 ° С в течение 240 минут, соответственно.
Следовательно, E corr отожженных образцов является более отрицательным, чем у деформированного. Это указывает на то, что не только анодное растворение намного более блокировано, но и катодная активность намного ниже, что приводит к более низким скоростям коррозии при E corr . Я корр деформированного образца составляет 14 × 10 -8 А / см 2 . В то время как I Corr уменьшается до 7,5 × 10 -8 А / см 2 для образца, отожженного при 1200 ° С в течение 10 мин, и дополнительно уменьшенного до 2,3 × 10 -8 А / см 2 после отжига при 1350 ° С в течение 240 мин, что свидетельствует о повышении коррозионной стойкости после отжига. R р деформированного образца составляет 0,46 × 10 6 Ω см 2 .
При этом значения R p составляют 3,7 × 10 6 Ом см 2 и 7,3 × 10 6 Ом см 2 после отжига при 1200 ° С в течение 10 минут и при 1350 ° С в течение 240 минут, соответственно. Ясно ряд улучшенных коррозионностойких свойств, благодаря постепенному сдвигу E corrв сторону отрицательных значений и постепенного уменьшения I corr и увеличения R p .
Читайте также: