Смазка стальных канатов на кранах
Обновлено: 09.05.2024
Канатные смазки - это влагостойкие и низкозастывающие, рассчитанные для работы при температуре до - 50 С композиции, используемые для пропитки сердечников силовых стальных канатов, а также при их изготовлении и эксплуатации в горнодобывающем и подъемно-транспортном оборудовании. [1]
Канатная смазка должна соответствовать следующим требованиям. [2]
Канатные смазки используют для защиты от коррозии и уменьшения трения между отдельными проволоками и прядями стальных канатов и тросов. [3]
Канатные смазки 39у, НМЗ-3, НМЗ-4, БОЗ-1, Торсиол-35, Торсиол - 35Э, Торсиол-55 и другие - тугоплавкие, наносятся на канат в расплавленном ( нагретом до температуре 85 - 100 С) виде. [4]
Канатная смазка ИК имеет низкую температуру плавления, что ограничивает ее использование при температурах выше 35 С. Высокая липкость улучшает защитные характеристики смазки. Допустимый срок хранения смазки весьма велик. Смазка ИК имеет существенные недостатки. [5]
Канатная смазка ВКС-244-У , разработанная на кафедре Детали машин ЛПИ им. Эта новая смазка прошла испытания в МакНИИ, НИИметизе и в лаборатории ленинградского отделения ВПК Лакокраспокрытие и удовлетворяет всем требованиям, предъявляемым к ней. Она обладает удовлетворительными предохранительными свойствами, технологична и морозостойка, стабильна при нагреве и в агрессивных шахтных водах, по адгезионным свойствам значительно превосходит технический вазелин и канатную мазь. [6]
Углеводородные канатные смазки ( подпункт 8) допускается транспортировать в железнодорожных цистернах с парообогрева-тельным устройством. [7]
Канатные смазки БОЗ-1 и Е-1 выпускает Бориславское озокеритовое рудоуправление МНП СССР, используя озокерит, добываемый на руднике [ 10, с. [8]
Канатные смазки делят на три группы: общего назначения для стальных канатов всех видов; фрикционные для канатов, используемых в подъемных механизмах с фрикционными шкивами; пропитки для пеньковых сердечников канатов. [9]
Все канатные смазки , рассматриваемые ниже с учетом особенностей их применения, взаимозаменяемы. При эксплуатации в случае отсутствия специальных сортов канатных смазок взамен них временно можно использовать обычные антифрикционные и защитные смазки, например солидол С или технический вазелин. Желательно вводить в них 5 - 10 % графита. [10]
Выпускаются четыре специальные канатные смазки , различающиеся по составу и свойствам. Для смазывания канатов применяют также пушечную смазку, технический вазелин и другие смазки. Для предохранения пеньковых сердечников некоторых канатов от гниения их смазывают смазкой НМЗ-3, в которой содержится антисептик - нафтенат меди. Графит в смазке ИК придает ей хорошие смазывающие свойства и предотвращает преждевременный износ стальной проволоки тросов. [11]
В качестве канатных смазок применяют высоковязкие, тугоплавкие консистентные смазки ( см. стр. Технический вазелин в качестве канатной смазки не допускается. [12]
В составе канатной смазки не должно быть коррозионно активных веществ, но должны содержаться компоненты, надежно защищающие канат от внешних агрессивных воздействий. Смазка должна обладать постоянной высокой адгезией к металлу и образовывать на нем прочную смазочную пленку, сохраняющуюся и в условиях высоких контактных давлений, возникающих в канатах при работе. [13]
При отсутствии специальной канатной смазки ее можно заменить и другими смазками, например солидолами, к которым желательно добавлять 5 - 10 % графита. [14]
Канаты грейферов смазывают специальной канатной смазкой ИК , а втулки блоков - смазкой УТВ или УТС. В условиях особо сильного загрязнения возможно применение смазки УСс-А, содержащей графит. [15]
Подробно про канатные смазки
Смазывание стальных тросов и металлических канатов является сложным делом, независимо от их конструкции.
Хотя стальные тросы и металлические канаты могут находиться в хорошем состоянии, без надлежащего смазывания правильной смазкой, коррозия проволок внутри может пройти незамеченной, создавая потенциально аварийную ситуацию.
Общепринято, что срок службы правильно смазанных канатов может быть на ⅔ срока дольше канатов без надлежащей смазки.
Правильное и своевременное смазывание - это ключевая часть обслуживания тросов и канатов, влияющая на производственную эффективность промышленного оборудования, предельный срок службы каната/ троса и безопасность.
Стальные тросы и металлические канаты первоначально смазываются в процессе изготовления.
Если канат имеет органический или неорганический сердечник - его смазывают маслом или полужидкой смазкой для насыщения. Нити сердечника будут поглощать смазку, и служить в качестве резервуара для длительной смазки в процессе эксплуатации каната.
Трос без сердечника обычно покрывают смазкой в процессе производства, непосредственно перед скручиванием проволок в пряди, чтобы уменьшить внутреннее трение, свести к минимуму возможность возникновения коррозии из-за воздействия воды или иных негативных условий окружающей среды.
После ввода каната в эксплуатацию, последующее его смазывание требуется из-за потери первоначальной смазки от нагрузки, изгибов и растяжений.
Волокна сердечника каната со временем высыхают от теплового воздействия, а часто и поглощают влагу.
Смазыванием троса/ каната в процессе технического ухода необходимо минимизировать коррозию, защитить и сохранить сердечник каната, и целостность проволоки, тем самым продлить срок службы троса.
Канаты с органическими и синтетическими сердечниками несколько проще смазывать, чем тросы, сделанные исключительно из стальной проволоки.
Некоторые тросы , которые, например, используются для поддержки таких конструкций, как здания и мосты, все время остаются практически неподвижными, поэтому в них отсутствует внутреннее трение и не происходит изнашивание проволок (хотя они также подвержены поверхностной коррозии). В связи с этим не требуется дополнительное их внутреннее смазывание.
Канатные смазки имеют две основные функции:
- Уменьшение внутреннего трения и износа проволок.
- Обеспечение защиты от коррозии и смазка в активной зоне, внутри прядей проволок и на наружных поверхностях.
Типы смазок канатов
Есть два типа канатных смазок: проникающие и покрывающие.
Проникающие канатные смазки содержат нефтяной растворитель с твердыми смазочными веществами, который переносит смазку внутрь к сердечнику троса, а затем испаряется, оставляя тяжелую смазочную пленку для защиты и смазки каждой проволоки пряди троса, защищая его, преимущественно, изнутри.
Покрывающие канатные смазки проникают неглубоко, герметизируя поверхность троса от воздействия влаги, снижают износ и фреттинг-коррозию от контакта со шкивами и барабанами, защищая трос, преимущественно, снаружи.
Комбинированный подход, в котором проникающая канатная смазка используется для насыщения сердечника, а затем покрывающая смазка наносится для герметизации и защиты поверхности троса, особенно рекомендуется в тяжелых и неблагоприятных условиях эксплуатации канатов.
Важно при этом убедиться, что сердечник каната получает достаточное количество смазки.
Различные виды смазок используются для смазки троса
Консистентные смазки, используемые для этого приложения, как правило, мягкие, полужидкой консистенции. Они покрывают трос снаружи и частично проникают во внутрь при нанесении через лубрикаторы давлением.
Нефтяные масла проникают лучше всего и их легче применять, поскольку собственные добавки этих проникающих типов смазки дает им отличную износостойкость и устойчивость к коррозии. Свойство жидких смазочных материалов типа масла помогает также очистить поверхность троса/ каната от абразивных внешних загрязнений.
Хорошая канатная смазка обеспечивает правильный баланс свойств в одном продукте!
ROCOL ® производит канатные смазки на протяжении многих лет, что позволило накопить достаточные знания и богатый опыт по выпуску специальных смазочных материалов, которые значительно снижают износ и обеспечивают максимальный срок службы каната, отлично защищают от коррозии, сопротивляются вымыванию водой и обеспечивают расширенные интервалы повторного смазывания, снижая затраты на техническое обслуживание оборудования даже в самых неблагоприятных условиях эксплуатации канатов.
Доступные в России канатные смазки от ROCOL ® :
- Достигают максимального проникновения для обеспечения оптимальной смазки сердечника и защиты внутренних проволок (WIRE ROPE Fluid, WIRE ROPE Dressing, BIOGEN WIRESHIELD)
- Являются удобными и безопасными в использовании, BIOGEN WIRESHIELD смазка является биоразлагаемой, имеет экомаркировку ЕС, отвечает требованиям VGP по загрязняющим сбросам
- Проявляют отличную цепкость и не стряхиваются с поверхности (WIRE ROPE Fluid, WIRE ROPE Dressing, BIOGEN WIRESHIELD, TUFGEAR Spray, TUFGEAR Universal)
- Содержат в своем составе уникальное сочетание твердых смазывающих веществ, значительно снижающие внутреннее трение и износ проволок (WIRE ROPE Fluid, WIRE ROPE Dressing, BIOGEN WIRESHIELD)
- Отличаются превосходной стойкостью к воздействию воды и вымыванию, обеспечивают отличную защиту от возникновения коррозии (WIRE ROPE Fluid, WIRE ROPE Dressing, BIOGEN WIRESHIELD, TUFGEAR Spray, TUFGEAR Universal)
- Тонкой и не липкой пленкой защищают канаты от накопления пыли и грязи (WIRE ROPE Fluid, WIRE ROPE Dressing, BIOGEN WIRESHIELD)
- Могут наноситься при минусовой температуре и на мокрые канаты (WIRE ROPE Fluid)
- Имеют широкий диапазон рабочих температур применения от -50° до +180° C (BIOGEN WIRESHIELD), от -30° до +100° C (WIRE ROPE Fluid, WIRE ROPE Dressing) и от -40° до +120° C (TUFGEAR Universal)
Если канат испачкан или накопил слои затвердевшей смазки или других загрязнений, необходимо очистить его проволочной щеткой и нефтяным растворителем, сжатым воздухом или паром для чистки перед повторной смазкой.
Затем трос должен быть высушен и немедленно смазан надлежащим образом, чтобы предотвратить появление ржавчины и повреждение проволок.
Одновременно, следует избегать чрезмерного нанесения смазочного материала для предотвращения угрозы безопасности рабочих процессов.
Смазки ROCOL ® WIRE ROPE Dressing, WIRE ROPE Fluid, BIOGEN WIRESHIELD с соответствующими присадками отлично проникают и насыщают сердечник каната, обеспечивают превосходное сопротивление внутреннему трению проволок, возникновению коррозии и смыву водой. Кроме того, являясь полупрозрачными, позволяют технику выполнять инспекционный визуальный контроль каната.
Смазки ROCOL ® TUFGEAR Spray и TUFGEAR Universal проникают неглубоко, обеспечивают создание на поверхности троса/ каната водоотталкивающей защитной пленки, устойчивой к высоким нагрузкам и негативным воздействиям окружающей среды. Очень цепкие смазки хорошо держатся и защищают в течение длительного периода времени.
Канатные смазки Rocol с высокой проникающей способностью.
Смазка стальных канатов, тип смазки канатов
Смазка стальных канатов при изготовлении производится по всему сечению каната.
При поступлении стальных канатов на хранение они подлежат осмотру и смазке канатной смазкой оголенных при транспортировании и погрузочно-разгрузочных работах участков каната.
Смазка стальных канатов при длительном хранении производится канатной смазкой по наружному слою по результатам контрольного периодического осмотра не реже, чем один раз в 6 месяцев.
Одной из основных задач ухода за стальными канатами в условиях их эксплуатации является предохранение его от механических и коррозийных повреждений. Регулярная смазка стальных канатов в процессе эксплуатации увеличивает срок их службы.
Температура смазки при ее нанесении на канат должна быть 80-100 °С. Канат перед нанесением смазки очищают от старой смазки и грязи различными способами, например, очистка при помощи стальных щеток и хлопчатобумажных концов. Смазка стальных канатов в процессе эксплуатации производится сплошной непрерывной пленкой толщиной 0,1. 0,2 мм.
Тип канатной смазки и способ ее нанесения имеет большое значение, так как от этого сильно зависят надежность работы каната и степень использования его технического ресурса.
Смазка стальных канатов предназначена не только для защиты металла от коррозии, но и для обеспечения длительной сохранности органического сердечника в канате, уменьшения трения и износа как внутренних, так и наружных проволок при работе каната на блоках.
Существует два способа нанесения смазки на канат:
- подача смазки в конус свивки (для канатов типа ЛК, ТК, ТЛК);
- смазывание наружной поверхности каната в ваннах.
В зависимости от условий эксплуатации канатов, а также от требования потребителей, предусмотрены разные варианты смазки канатов, которые приведены в таблице 1.
Коды различных вариантов смазки канатов
| Код смазки | Сердечник органический | Сердечник металлический | Пряди каната | Канат | |
| пряди | в целом | ||||
| S(A) | без смазки | без смазки | без смазки | без смазки | без смазки |
| АО | смазан | смазаны | без смазки | без смазки | без смазки |
| А1 | смазан | смазаны | без смазки | смазаны | без смазки |
| А2 | смазан | смазаны | смазан | смазаны | смазан |
| A3 | смазан | смазаны | без смазки | без смазки | смазан |
| А4 | без смазки | без смазки | смазан | смазаны | без смазки |
| А5 | без смазки | без смазки | смазан | смазаны | смазан |
| А6 | без смазки | без смазки | смазан | без смазки | смазан |
Применение канатов для работы в агрессивных средах
Надежность и долговечность таких канатов в значительной степени зависят от применения защитных металлических пок/tdрытий и антикоррозийной смазки.
Всегда в продаже:
ГОСТ 3064-80 распространяется на стальной канат одинарной свивки с точечным касанием проволок в канате типа ТК. Стальной канат одинарной свивки ГОСТ 3064 может использоваться в качестве грозозащитного троса - тросового молниеотвода. Трос грозозащитный - заземлённый провод в воздушных линиях электропередач, служащий для защиты токопроводящих проводов от прямых ударов молнии.
ГОСТ 3090-73 распространяется на канаты стальные закрытые несущие с одним слоем зетобразной проволоки и сердечником точечного касания типа ТК конструкции 1+6+12 и 1+6+12+18. Применяются на кабель-кранах в качестве канатных проводников, а также на подвесных канатных дорогах.

Собственное производство проволоки вязальной
Производство проволоки вязальной является приоритетным направлением производственной деятельности нашей компании. Производство организовано на современном немецком оборудовании и включает ряд последовательных операций: термообработка, волочение и другие, при осуществлении которых происходит уменьшение сечения заготовки и достигаются необходимые свойства проволоки. Вязальная проволока используется практически во всех отраслях промышленности, в строительстве, коммунальном хозяйстве и в быту.
© 2006 - 2022 ООО "СтройТехИнвест".
Обращаясь на наш сайт, вы даете согласие на обработку ваших персональных данных.
Большая Энциклопедия Нефти и Газа
Выпускаются четыре специальные канатные смазки, различающиеся по составу и свойствам. Для смазывания канатов применяют также пушечную смазку, технический вазелин и другие смазки. Для предохранения пеньковых сердечников некоторых канатов от гниения их смазывают смазкой НМЗ-3, в которой содержится антисептик - нафтенат меди. Графит в смазке ИК придает ей хорошие смазывающие свойства и предотвращает преждевременный износ стальной проволоки тросов. [31]
Канаты смазывают для предохранения их от коррозии и для уменьшения трения. Для смазывания канатов применяют минеральные масла и консистентные смазки. [32]
Выпускаются четыре специальные канатные смазки, различающиеся по составу и свойствам. Для смазывания канатов применяют также пушечную смазку, технический вазелин и другие смазки. Для предохранения пеньковых сердечников некоторых канатов от гниения их смазывают смазкой НМЗ-3, в которой содержится антисептик - нафтенат меди. Графит в смазке ИК придает ей хорошие смазывающие свойства и предотвращает преждевременный износ стальной проволоки тросов. [33]
Смазка ВНИИ НП-278, ТУ 38 40178 - 74, фрикционная - она обеспечивает повышение ( по сравнению с. Применяется при температурах от - 50 до 50 С для смазывания канатов и блоков грузовых и пассажирских лифтов и аналогичных узлов, где требуется повысить сцепление. При более высоких давлениях работает как антифрикционная. [34]
Применение указанных приспособлений сводит до минимума затраты ручного труда при смазывании канатов , а расход канатной смазки при этом в 2 - 3 раза меньше, чем при смазке ручным способом. [35]
Эксплуатация грузоподъемных кранов показывает, что крановщики очень часто пренебрегают правилами смазывания канатов и считают, что заводского смазывания сердечника каната достаточно для всего срока службы каната. Это в корне неправильно. Канат, как и любая деталь крана, требует смазывания. Только систематическое смазывание дает возможность повысить долговечность канатов на грузоподъемных кранах. Слой смазочного материала защищает канат от попадания влаги и образующейся коррозии ( ржавления), уменьшает трение между поверхностью каната и канавками блоков барабана, а также снижает внутренние трения между проволоками каната и прядями. [36]
Для долговечности каната большое значение имеет его своевременное смазывание. Смазка предохраняет проволоки от коррозии и уменьшает перетирание их при работе. Смазывание канатов лучше всего производить при перебазировке крана, когда есть возможность снять их с крана. Способы смазывания приведены в гл. [37]
При длительном хранении канатов смазку их поверхности необходимо периодически обновлять, для чего не реже чем один раз в 6 месяцев канаты перематывают и осматривают по всей длине. Бухты канатов для возобновления смазки погружают в ванны со смазкой. Для смазывания канатов необходимо использовать смазки, рекомендуемые заводом-изготовителем. [39]
Перед смазкой канат следует тщательно проверить и удалить с его поверхности грязь и старую смазку тряпкой, пропитанной керосином. Очищать грязь с поверхности каната, имеющего оцинковку, металлической щеткой запрещается, так как при этом с поверхности проволок прядей каната снимается оцинковка, что приводит к коррозии каната. Для смазывания каната непосредственно на подъемнике применяют воронки и масленки. Смазочный материал распределяют также по поверхности каната тряпкой, кистью или рукавицами. [40]
Органические сердечники пропитывают антикоррозионной противогнилостной смазкой, не содержащей кислот и щелочей. Пеньковая сердцевина увеличивает гибкость каната, являясь одновременно как бы резервуаром для смазки, из которого при перегибах каната смазка поступает в зазоры между проволоками. Для смазывания канатов пригодны жидкие масла, не имеющие кислот. Смазывание следует производить при изогнутом канате, так как пряди несколько раскрываются, что облег - - чает поступление масла внутрь каната. В канатах, подвергающихся действию высокой температуры, вместо пеньки применяют асбест или мягкую стальную проволоку. [41]
Стальные канаты смазывают з специальных емкостях с разогретым смазочным материалом. Для этого стальной канат протягивают через емкость, при этом до погружения в нее он проходит через вращающиеся щетки, снимающие старый смазочный материал. При смазывании канатов непосредственно на машинах их очищают от старого смазочного материала ручным инструментом, после чего на поверхность каната наносят свежий смазочный материал. [42]
Стальные канаты смазывают в специальных емкостях с разогретым смазочным материалом. Для этого стальной канат протягивают через емкость, при этом до погружения в нее он проходит через вращающиеся щетки, снимающие старый смазочный материал. При смазывании канатов непосредственно на машинах их очищают от старого смазочного материала ручным инструментом, после чего на поверхность каната наносят свежий смазочный материал. [43]
Для придания стальным канатам большей гибкости и упругости проволоки в прядях и пряди в канате свиваются вокруг сердечников ив растительных волокон, чаще всего из пеньки ( фиг. Для предотвращения впитывания влаги, а также в целях смазки проволок изнутри каната пеньковые сердечники перед постановкой их в канат пропитывают горячими смолистыми веществами. При поверхностном смазывании каната растительные сердечники впитывают смазку и тем самым обеспечивают в канате необходимый запас смазывающего материала. Канаты для подъема грузов наиболее часто изготовляют преимущественно двойной свивки с одним центральным пеньковым сердечником. В тех случаях, когда канату приходится работать при высокой темп-ре, пеньковый сердечник заменяют проволочным или асбестовым. [44]
Для предотвращения коррозии и уменьшения трения между отдельными проволоками и прядями стальных канатов используют специальные смазки. В настоящее время реально существует шесть марок канатных смазок. Государственным стандартом предусмотрен выпуск только одной канатной смазки, все остальные готовят по ведомственным техническим условиям. Помимо смазок, рассматриваемых в настоящем разделе, для смазывания канатов используют и другие, в основном углеводородные защитные смазки. Однако их применение связано с сокращением срока службы тросов. [45]
Смазка стальных канатов на кранах
СМАЗКА СТАЛЬНЫХ КАНАТОВ
Для предохранения от коррозии стальные канаты пропитывают маслом или разогретой смазкой на местах их производства. Помимо этого канаты систематически смазывают в процессе эксплуатации. Смазка предохраняет канат от ржавчины и быстрого износа, вызываемого трением каната о поверхность барабанов и блоков, с которыми он соприкасается во время работы, а также от износа вследствие трения проволок и прядей между собой.
Для смазывания тросов широко применяется специальная канатная смазка (ГОСТ 5570—50), которая готовится путем сплавления 40% петролатума, 10% нефтебитума с масляным гудроном (остальное до 100%). В нее добавляют также до 10% канифоли для увеличения липкости и 3% графита. Для смазывания тросов, используемых на лесосплавных и других аналогичных работах, применяют также смазку канатную для стальных тросов, состоящую из смеси цилиндрового масла с 18—25% озокерита.
При отсутствии специальной канатной смазки ее можно заменить и другими смазками, например солидолами, к которым желательно добавлять 5—10% графита.
Канатную смазку можно также приготовить на месте из смеси 90—95% солидола с 10—5% битума марки III (смешивать при температуре не выше 60° во избежание порчи солидола) или 60% машинного или осевого масла с 40% битума марки III (смешивать при 60—80°). Жидкое масло для смазки канатов не рекомендуется вследствие быстрого стекания, а применение отработанного масла для этих целей недопустимо.
Рекомендуемая периодичность смазки канатов :
а) на кранах, работающих при нормальных, температурах в закрытых помещениях, в механо-сборочных и вспомогательных цехах и цехах металлоконструкций, — через 1—2 месяца;
б) на литейных, ковочных и других металлургических кранах, работающих в условиях высоких температур и запыленности, а. также на кранах, работающих в условиях высокой влажности и на открытом воздухе (эстакадные, козловые, башенные, железнодорожные краны, экскаваторы и пр.), 1—2 раза в месяц;
в) на кранах малой грузоподъемности, напряженно работающих в 3 смены, и на других напряженно работающих кранах — от 2 до 4 раз в месяц;
г) на редко работающих кранах и механизмах — 1 раз в квартал.
Смазка канатов может производиться различными способами
как с применением смазочных приборов, так и вручную. Один из простейших и распространенных способов смазки состоит в следующем. Ручьи барабана и навитый на него канат предварительно очищаются щеткой или ветошью от старой загрязненной смазки. Затем канат разматывается. На освободившиеся ручьи барабана с помощью кисти или щетки наносится свежая канатная мазь слоем, до 1 мм, после чего канат наматывается на барабан и на него также наносится слой свежей смазки. Путем последовательного подъема и опускания канат несколько раз разматывается и вновь наматывается на барабан с целью равномерного распределения смазки по его поверхности. Нижний участок каната смазывается вручную.
Для смазки канатов на кранах, работающих на открытом воздухе зимой, можно применять масло осевое.
Канаты, работающие в сильно запыленной атмосфере, перед нанесением свежей смазки тщательно очищают от старой засохшей и загрязненной смазки металлической щеткой с последующей протиркой ветошью, смоченной в легком индустриальном масле.
Смазка канатов кран-балок производится с ремонтных площадок. Смазка канатов вручную производится при неподвижном барабане. Категорически воспрещается производить чистку и смазку канатов и барабанов при движущихся механизмах крана. Персонал, выполняющий чистку и смазку канатов, должен проходить соответствующий инструктаж по технике безопасности.
Расход смазки для канатов можно приближенно определять из расчета 3 г на каждый миллиметр его диаметра при длине 1 м. Например, для каната диаметром 19 мм и длиною 50 м единовременный расход смазки составит 3x19x50=2850 г. Расход смазки на первичную пропитку канатов берется в два-три раза больше.
В ряде случаев смазку крановых канатов можно механизировать и автоматизировать. На фиг. 90 приводится приспособление конструкции Н, В. Михайлова для автоматической смазки крановых грузовых канатов. Приспособление состоит из сварной разъемной коробки 1, в нижней части которой в опорах укреплена ось 4 с распорными втулками 3, втулками 5 и блоком 2. Для каната диаметром 19 мм блок имеет диаметр 150 мм. Большая часть наружной поверхности каната будет смазываться, соприкасаясь с поверхностью ручья блока 2. В верхней части корпуса 11 на оси 10 жестко посажен ролик 9 диаметром 50 мм. Смазываемый канат располагается в ручьях между роликами. Пластинчатыми пружинами 16 канат плотно прижимается к блоку. При помощи войлочной или фетровой набивки 14 в корпусе 15 сальника предохраняют вынос смазки тросом и вытекание ее при наклонном положении коробки. По мере износа сальники уплотняются перемещением нажимных втулок 12 путем подтягивания разъемных гаек 13.
При установке приспособления 1 около барабана (фиг. 91) оно может перемещаться по специальным направляющим параллельно оси барабана 4 вместе с канатом 3, для чего к корпусу болтами крепятся две обоймы 18 с роликами (фиг. 90). При сборке нижнюю часть коробки устанавливают роликами на направляющие из уголка 32x32x4. Канат помещают в ручей ролика 9. Верхняя часть коробки к нижней крепится четырьмя откидными болтами 8 и гайками 7 с барашками. В разъеме устанавливается маслостойкая прокладка 6. После сборки через горловину 12 в картер приспособления заливается разбавленная минеральным маслом до густотекучей консистенции канатная смазка. Количество залитой смазки должно обеспечивать смазку каната за один его проход. Смазка в картер заливается не выше места разъема.
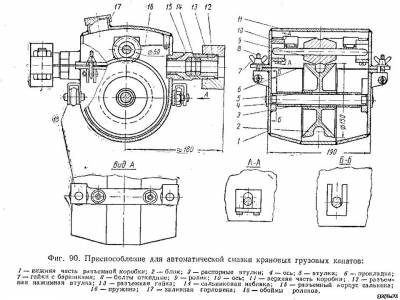
Под действием движущегося каната блок 2 вращается и своими ребордами захватывает смазку, смазывает канат снизу и с боков, а также смазывает поверхность ролика 9, с которого смазка в свою
очередь попадает на верхнюю часть каната. После того как канат смазан, с целью предотвращения износа сальника из последнего убирается набивка 17, а все приспособление может не разбираться. Для смазки каната по всей длине второе такое приспособление ставят у головки стрелы крана.
Подобные приспособления могут применяться для смазки канатов не только на стреловых кранах, но и на кранах других типов, так как при надежном сальниковом уплотнении приспособление можно подвешивать на канаты под любым углом наклона к горизонту.
Размеры деталей и объем картера приспособления зависят от диаметра и длины смазываемого каната. Применение указанных приспособлений сводит до минимума затраты ручного труда при смазывании канатов, а расход канатной смазки при этом в 2—3 раза меньше, чем при смазке ручным способом.
Читайте также: