Снижение твердости при отпуске закаленных углеродистых сталей связано с
Обновлено: 16.05.2024
образом процессом диффузии углерода. С укрупнением частиц карбида возрастают расстояния между ними, а следовательно, и пути диффузии углерода.
Поскольку все описанные превращения в основном совершаются внутри отдельных кристаллов мартенсита, структура отпущенной до 400—550° стали имеет обычно игольчатый характер, отличаясь от структуры мартенсита по своей фазовой природе и твердости.
Вслед за распадом мартенсита при дальнейшем нагреве развиваются процессы снятия упругих напряжений (отдыха, возврата), и в районе температур несколько выше 550° наступает рекристаллизация кристаллов феррита. Одновременно на эти процессы, начиная с температур порядка 450°, налагаются явления коагуляции карбидов, и структура стали с повышением температуры отпуска все более приближается к равновесной. При этом весьма важным обстоятельством, благоприятно сказывающимся на механических свойствах высокоотпущенной стали, является переход карбидов из первоначальной пластинчатой формы в глобулярную (округлую).
Кинетика процесса коагуляции карбидов при высоком отпуске среднеуглеродистой стали, изученная С. З. Бокштейном [191] методом статистического анализа, заключается в непрерывном уменьшении с течением времени числа частиц мелких карбидов и увеличении числа крупных частиц. В начальные моменты отпуска происходит интенсивно протекающий процесс растворения мелких карбидов размером 2—3•10 -4 мм. Число карбидов среднего размера (около 4•10 -4 мм) сначала несколько увеличивается за счет растворения более мелких карбидов, а при дальнейшем увеличении длительности отпуска уменьшается. Число крупных карбидов (размером 6 • 10" 4 мм) непрерывно растет. Подобная картина достаточно хорошо объясняется на основании термодинамических представлений, согласно которым должна существовать различная степень насыщения твердого раствора углерода в а-железе на границах мелких и крупных частиц карбида. В последнем случае она ниже. Получающаяся вследствие этого концентрационная неравномерность может быть выровнена лишь в процессе диффузии углерода, что в конечном итоге и должно привести к исчезновению мелких карбидов и росту крупных. Очевидно, скорость этого процесса должна определяться скоростью диффузии углерода.
В процессе роста карбидных частиц их первоначальная пластинчатая форма становится округлой, поскольку именно такая форма обусловливает наименьшую величину поверхностной энергии на границе феррит — карбид.
Процессы, происходящие при отпуске, естественно, сопро
вождаются изменением механических свойств. Простейшим выражением этих изменений может служить твердость (рис. 77).
Ход изменения твердости высокоуглеродистой стали (0,8— 1,2% С) при отпуске закономерно связан с происходящими превращениями, если не говорить о некотором повышении твердости в районе отпуска 100°, которое пока не находит достаточно

убедительного объяснения. Прямолинейный ход падения твердости стали в зависимости от температуры отпуска в связи с уменьшением искаженности решетки мартенсита нарушается в районе 200—250° задержкой, связанной с распадом остаточного аустенита. При небольшом содержании в стали углерода благодаря меньшей тетрагональности первоначального твердого раствора, падение твердости начинается при более высоких температурах отпуска и не сопровождается аномальными задержками, поскольку количество остаточного аустенита в закаленной стали при этих содержаниях углерода ничтожно. Во всех случаях отпуска углеродистой стали выше температуры 300° и до 700° идет непрерывное снижение твердости, связанное с процессами отдыха и рекристаллизации а-железа, а также с коагуляцией карбидной фазы.
Изменение твердости в результате коагуляции карбидов, имеющее особое значение для высокоотпущенной конструкционной стали, может рассматриваться как следствие изменения сопротивления пластической деформации мягкой ферритной матрицы, в которой распределены твердые включения цементита. С. З. Бокштейн связывает понижение твердости (или, иначе, сопротивления значительной пластической деформации) высоко-отпущенной стали с уменьшением величины суммарной поверхности раздела фаз карбид — феррит в ходе коагуляции.
Влияние легирующих элементов на процессы, протекающие при отпуске стали, внешне выражается в изменении хода кривой твердости легированной стали в зависимости от температуры отпуска по сравнению с аналогичной кривой для нелегированной стали. Легирующие элементы в той или иной мере задерживают падение твердости с повышением температуры отпуска. Степень указанного действия и температурные интервалы отпуска, в которых оно наиболее выражено, для различных элементов неодинаковы. При низких температурах отпуска (до 200—250°) влияние легирующих элементов, за исключением кремния, на устойчивость против отпуска невелико. Однако с повышением температуры отпуска эффект устойчивости стали против отпуска под влиянием легирования заметно усиливается, достигая своего максимума при определенной для каждого легирующего элемента температуре, выше которой кривая изменения твердости становится параллельной кривой изменения твердости углеродистой стали, но проходит выше ее.
В табл. 18 приведены данные о влиянии различных

легирующих элементов на устойчивость конструкционной стали против отпуска. Влияние легирования здесь измеряется условно процентным содержанием легирующего элемента, необходимым для задержки падения твердости при двухчасовом отпуске на одну единицу Rc по сравнению с изменением твердости чистого

железоуглеродистого сплава. Очевидно, чем ниже величина, указанная в таблице, тем эффективнее влияние легирующего элемента.
Из приведенных данных видно, что наиболее активное влияние на устойчивость против отпуска оказывают сильные карбидообразующие элементы — ванадий и молибден, затем следует хром и, наконец, марганец. Чем сильнее карбидообразующая способность элемента, тем при более высокой температуре отпуска проявляется его задерживающее влияние.
Из некарбидообразующих элементов устойчивость против отпуска повышает только кремний (рис. 78) и очень незначи
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Отпуск стали
Закаленная сталь очень твердая, но она хрупкая, у нее низкая пластичность и большие внутренние напряжения. В таком состоянии изделие не работоспособно, не надежно в эксплуатации. Поэтому для уменьшения внутренних напряжений и повышения пластичности после закалки всегда следует еще одна операция термической обработки, которая называется отпуск.
Отпуск – заключительная термическая операция, состоящая в нагреве закаленного сплава ниже температуры фазового превращения (для углеродистой стали это ниже температуры Ас1), выдержке и охлаждении на воздухе. Целью отпуска является получение более равновесной структуры, снятие внутренних напряжений, повышение вязкости и пластичности, создание требуемого комплекса эксплуатационных свойств стали.
Различают три вида отпуска.
1. Низкий отпуск углеродистой стали проводят при температуре 150-200 0 С. При этом из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц. Но поскольку скорость диффузии здесь еще мала, некоторая часть углерода в мартенсите остается.
Целью низкого отпуска является снижение внутренних напряжений и некоторое уменьшение хрупкости при сохранении высокой твердости, прочности и износостойкости изделий. Структура стали в результате низкого отпуска представляет собой мартенсит отпуска или мартенсит отпуска и вторичный цементит. Закалке и низкому отпуску подвергают режущий и мерительный инструмент, а так же изделия, которые должны обладать высокой твердостью и износостойкостью (например, штампы для холодной штамповки или валки прокатных станов). Закалке и низкому отпуску подвергают стали с 0,7 – 1,3 %С.
2. Средний отпуск проводят при температуре 350 – 450 0 С. При этом из мартенсита уже выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональные искажения кристаллической решетки железа снимаются, она становится кубической. Мартенсит превращается в феррито-цементитную смесь с очень мелкими, в виде иголочек, частицами цементита, которая называется трооститом отпуска.
При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшения сопротивляемости действию ударных нагрузок. Закалку и средний отпуск проводят для пружин, рессор, ударного инструмента. Средний отпуск применяют для стали с содержанием углерода 0,5–0,65%.
3. Высокий отпуск проводят для среднеуглеродистых сталей с содержанием углерода 0,3 – 0,45%. Он заключается в нагреве закаленной стали до температуры 550 - 650 0 С. Цель высокого отпуск – достижение оптимального сочетания прочности, пластичности и вязкости. Структура стали после закалки и высокого отпуска – сорбит отпуска (мелкая смесь феррита и зернистого цементита, более крупного по сравнению с цементитом троостита отпуска). Термическая обработка, состоящая из закалки и последующего высокого отпуска, является основным видом термической обработки изделий из конструкционных сталей, подвергающихся в процессе эксплуатации действию высоких напряжений и ударных, часто знакопеременных нагрузок. Закалку с последующим высоким отпуском называют улучшением.
Время выдержки при низком отпуске составляет от 1 до 10-15 часов, так как при таких низких температурах диффузия углерода идет медленно. Для среднего и высокого отпуска обычно достаточно 1-2 часа. Для дисков газовых и паровых турбин, валов, цельнокованых роторов в теплоэнергетике требуется до 8 часов, потому что их структура должна быть максимально стабильной.
Изменение механических характеристик углеродистой стали при отпуске показано на рис. 43.
Рис.43. Изменение механических свойств стали при отпуске
Таким образом, с повышением температуры и продолжительности отпуска увеличиваются пластические свойства стали, но снижаются ее твердость и прочность. В практике термической обработки стали режим отпуска назначают в соответствии с требуемыми свойствами, которые определяются условиями работы детали.
Отпускная хрупкость.
Отпускной хрупкостью называют резкое падение ударной вязкости при отпуске при определенных температурах.
Различают два вида отпускной хрупкости – низко температурную и высоко температурную. Первая развивается в температурном интервале 250-4000С. Ее называют необратимой или отпускной хрупкостью первого рода. Ударная вязкость закаленной стали после отпуска в этом интервале меньше, чем после отпуска ниже 2500С (рис. 44).
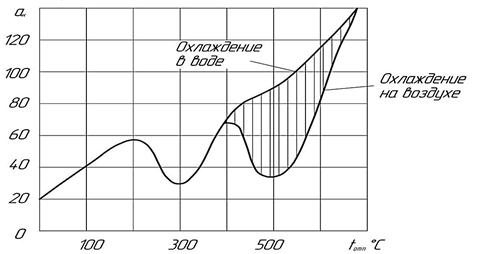
Рис. 44. Зависимость ударной вязкости от температуры отпуска
Если охрупченную сталь, отпущенную при 250-400 0 С, отпустить при более высоких температурах для перевода в вязкое состояние, то повторный отпуск в интервале 250-400 0 С не возвращает сталь в хрупкое состояние. Поэтому такую отпускную хрупкость называют необратимой.
Необратимая отпускная хрупкость в большей или меньшей степени свойственна всем сталям и не зависит от скорости охлаждения с температур отпуска. Ее причину связывают с неоднородным выделением карбидов по границам зерен при распаде мартенсита.
Второй провал на кривой ударной вязкости приходится на интервал температур отпуска примерно 450-600 0 С при медленном охлаждении (рис.44). При этом быстрое охлаждение с температур высокого отпуска, например в воде, предотвращает развитие отпускной хрупкости. Если же сталь вновь нагреть в этот интервал и медленно охладить, то отпускная хрупкость возвращается. Новый нагрев выше 600 0 С с быстрым охлаждением устраняет хрупкость и т.д. Поэтому это явление называют обратимой или отпускной хрупкостью второго рода.
Развитие отпускной хрупкости второго рода связывают с повышенной концентрацией фосфора на границах зерен. Наиболее широко используемые легирующие элементы – хром, никель, марганец усиливают эффект обратимой хрупкости, а введение молибдена и вольфрама уменьшают его. Особенно сильно на снижение склонности к отпускной хрупкости влияет молибден при введении его в сталь более 0,2%.
14.11. Изменение свойств при отпуске сталей. Виды отпуска
Углеродистые стали. Закаленная углеродистая сталь характеризуется не только высокой твердостью, но и очень большой склонностью к хрупкому разрушению. Кроме того, при закалке возникают значительные остаточные напряжения. Поэтому закалку углеродистых сталей обычно не применяют как окончательную операцию. Для увеличения вязкости и уменьшения закалочных напряжений после закалки применяют отпуск.
На рис. 4.28 видно, что до температуры отпуска около 100 °С твердость закаленной стали или практически не меняется, или слабо (на 1–2 HRC) возрастает. С дальнейшим повышением температуры отпуска твердость плавно снижается.
С ростом температуры отпуска разупрочнение усиливается из-за следующих причин: 1) уменьшения концентрации углерода в α-растворе; 2) нарушения когерентности на границе карбид−матрица и снятия упругих микронапряжений; 3) коагуляции карбидов и увеличения межчастичного расстояния; 4) развития возврата и рекристаллизации. В разных температурных интервалах преобладает действие разных факторов разупрочнения в соответствии с интенсивностью развития тех или иных структурных изменений.
В высокоуглеродистых сталях, содержащих значительное количество остаточного аустенита, распад его с выделением карбида задерживает падение твёрдости, а - в интервале температур 200–250°С даже несколько увеличивает ее.
Прочностные характеристики углеродистой стали (временное сопротивление, предел текучести и твердость) непрерывно уменьшаются с ростом температуры отпуска выше 300°С, а показатели пластичности (относительное удлинение и сужение) непрерывно повышаются (рис. 4.29). Ударная вязкость начинает интенсивно возрастать при отпуске выше 300 °С. Максимальной ударной вязкостью обладает сталь с сорбитной структурой, отпущенная при 600 °С. Некоторое снижение ударной вязкости при температурах отпуска выше 600 °С можно объяснить тем, что частицы цементита по границам ферритных зерен, растущие вследствие растворения частиц внутри α-фазы, становятся слишком грубыми.

Рис. 4.28. Зависимость твердости углеродистых сталей разного состава от температуры отпуска.

Рис. 4.29. Влияние температуры отпуска на механические свойства стали.
По температуре нагрева различают низкий, средний и высокий отпуск. Низкий отпуск на отпущенный мартенсит (120–250 °С) широко применяют после закалки инструментов, цементованных и цианированных изделий и после поверхностной закалки. Цель низкого отпуска − уменьшение остаточных закалочных напряжений. Температуру низкого отпуска выбирают такой, чтобы твердость и износостойкость не снизились или слабо снизились.
Выдержка при температуре низкого отпуска обычно не превышает 1−3 ч; с дальнейшим увеличением выдержки остаточные напряжения очень слабо уменьшаются.
Разновидность низкого отпуска − стабилизирующий отпуск. В закаленной стали даже при комнатной температуре, а тем более в результате климатических колебаний температуры происходят медленные (в течение многих лет) процессы распада мартенсита, перехода остаточного аустенита в мартенсит и снятия напряжений. Все эти явления ведут к постепенному изменению размеров изделия. Для таких изделий, как мерительный инструмент высокого класса точности и прецизионные подшипники, недопустимы изменения размеров даже на насколько микронов. Стабилизации мартенсита и напряженного состояния достигают низким (стабилизирующим) отпуском при 100–180 °С с выдержкой до 30, а иногда и до 150 ч.
Средний отпуск на троостит (350–450 °С) используют тогда, когда необходимо получить в стали сочетание высокой прочности, упругости и вместе с тем достаточной вязкости. Среднему отпуску подвергают пружины и рессоры.
Высокий отпуск на сорбит (450–650 °С) широко применяют в машиностроении к изделиям из конструкционной стали, которые должны характеризоваться не только достаточной прочностью, но и хорошей сопротивляемостью ударным нагрузкам. Выдержку при высоком отпуске (обычно несколько часов) подбирают опытным путем для получения заданного комплекса свойств.
Двойная операция получения сорбита − закалка с высоким отпуском − называется улучшением. Эту операцию применяют к среднеуглеродистым сталям, содержащим от 0,35 до 0,6 % С. Такие стали называют улучшаемыми в отличие от малоуглеродистых цементуемых.
Скорость охлаждения с температуры отпуска не влияет на механические свойства углеродистых сталей, и если не опасны термические напряжения, то можно проводить ускоренное охлаждение.
Легированные стали. Легирующие элементы, затрудняющие распад мартенсита и коагуляцию карбидов, смещают температурную границу начала интенсивного разупрочнения при отпуске с 200−300 до 450–550 °С. Повышение красностойкости закаленной стали, т.е. способности ее сопротивляться смягчению при нагреве, − одна из основных целей легирования в производстве инструмента.
Для конструкционных легированных сталей весьма важно, что специальные карбиды выделяются при высоком отпуске в более дисперсной форме, чем цементит. Это обеспечивает повышенную вязкость, т.к. микропустоты (очаги разрушения) зарождаются около мелких частиц специального карбида труднее, чем около более крупных частиц цементита.
Отпускная хрупкость присуща многим сталям. В результате медленного охлаждения с температуры высокого отпуска ударная вязкость легированной стали может оказаться в несколько раз (и даже на порядок) меньше, чем после охлаждения в воде с той же температуры. Есть два температурных интервала, при которых у конструкционных сталей ударная вязкость заметно снижается: 250–350 и 500–600 °С. Понижение вязкости называют отпускной хрупкостью, соответственно, I и II рода.
Понижение ударной вязкости после отпуска при 250–350°С наблюдается у всех конструкционных сталей независимо от степени легирования.
Заметное падение ударной вязкости после отпуска 500–600 °С наблюдается только у легированных конструкционных сталей – хромистых, марганцевых, хромоникелевых, хромомарганцевых и т.д. Снижение вязкости почти не происходит в случае быстрого охлаждения от температуры отпуска (в воде или масле). Отпускная хрупкость II рода заметно подавляется даже при медленном охлаждении от температуры отпуска дополнительным легированием сталей молибденом или вольфрамом в количестве 0,3 и 1 % соответственно.
2.3. Закалка и отпуск сталей

г) сокращения времени отжига легированных сталей, получения более однородной аустенитно - цементитной структуры.
2.3.5. Закалка с полиморфным превращением - это…
а) нагрев сплава до температуры распада избыточных фаз, выдержке и быстром охлаждении аустенитных сталей;
б) нагрев сплава до температуры распада избыточных фаз, выдержке и быстром охлаждении ферритных сталей;
в) нагрев сплава до температуры распада избыточных фаз, выдержке и быстром охлаждении перлитных сталей;
г) нагрев сплава до температуры распада избыточных фаз, выдержке и быстром охлаждении цветных металлов.
2.3.6. Бейнитная структура получается при переохлаждении…
а) от 450 до 240 ° С;
б) от 500 до 400 ° С;
в) от 600 до 500 ° С;
г) от 240 до 0 ° С.
2.3.7. Мартенситная структура получается при переохлаждении…
а) от 240 до – 50 ° С;
б) от 400 до 240 ° С;
в) от 600 до 400 ° С;
г) от 727 до 600 ° С.
2.3.8. Сорбитная структура получается при переохлаждении…
а) от 620 до 580 ° С;
б) от 580 до 400 ° С;
в) от 400 до 240 ° С;
г) от 727 до 620 ° С.
2.3.9. Верхний бейнит отличается от нижнего …
а) температурным режимом и строением (перистое и пластинчатое);
б) количеством углерода;
в) количеством примесей;
г) атомным строением.
2.3.10. При закалке металлов применяются охлаждающие среды …
в) расплавы солей;
г) все вышеперечисленные.
2.3.11. Ступенчатая закалка - это…
а) закалка с охлаждением в среде с температурой несколько ниже Мн, выдержкой без превращения аустенита и последующим охлаждением с целью получения мартенсита;
б) закалка с охлаждением в среде с температурой несколько выше Мн, выдержкой без превращения аустенита и последующим охлаждением с целью получения мартенсита;
в) закалка с охлаждением в среде с температурой равной Мн, выдержкой без превращения аустенита и последующим охлаждением с целью получения мартенсита;
г) закалка с охлаждением в среде с температурой равной температуре Ас1, выдержкой без превращения аустенита и последующим охлаждением с целью получения мартенсита.
2.3.12. Закалка с самоотпуском - это…
а) закалка стали с охлаждением только поверхности или части изделия и отпуском за счет остаточного внутреннего тепла с целью получения мартенсита отпуска;
б) закалка стали с охлаждением всего изделия и отпуском за счет остаточного внутреннего тепла с целью получения мартенсита отпуска;
в) закалка стали с охлаждением только поверхности или части изделия и нормализацией за счет остаточного внутреннего тепла с целью получения мартенсита отпуска
г) закалка стали с охлаждением только поверхности или части изделия и нагревом выше температуры 911 ° С.
2.3.13. Закалка с обработкой холодом - это закалка стали с охлаждением до температуры …
а) ниже 0 ° С; б) выше 20 ° С; в) ниже 20 ° С; г) выше 50 ° С.
2.3.14. Закалка с полиморфным превращением заключается в…
а) нагреве сплава до температуры распада избыточных фаз, выдержке и последующем быстром охлаждении с целью предотвращения выделений из пересыщенного твердого раствора;
б) нагреве сплава до температуры полиморфного превращения и последующего быстрого охлаждения для получения неравновесной структуры;
в) нагреве сплава до температуры ниже полиморфного превращения и последующего быстрого охлаждения для получения неравновесной структуры;
г) нагреве сплава до температуры выше полиморфного превращения и последующего быстрого охлаждения для получения неравновесной структуры.
2.3.15. Патентирование - это…
а) отжиг с целью улучшения деформируемости и других свойств при получении пружинной проволоки волочением;
б) отжиг с целью ухудшения деформируемости и других свойств при получении пружинной проволоки волочением;
в) закалка с целью улучшения деформируемости и других свойств при получении пружинной проволоки волочением;
г) отпуск с целью улучшения деформируемости и других свойств при получении пружинной проволоки волочением.
2.3.16. Сфероидизирующий отжиг применяют с целью…
а) получения сферических зерен в структуре;
б) увеличения твердости и прочности и уменьшения пластичности сталей;
в) снижения твердости и прочности и увеличения пластичности сталей;
г) повышения ударной вязкости.
2.3.17. Отжиг, увеличивающий зерно, проводится
а) 250…400 ° С; б) 450…650 ° С; в) 850…950 ° С; г) 950…1200 ° С.
2.3.18. Гомогенизирующий отжиг проводится при температуре …
2.3.19. Отжиг для снятия остаточных напряжений проводится при температуре …
2.3.20. Ступенчатую закалку проводят для сталей…
2.3.21. Критическая скорость закалки влияет
а) чем больше критическая скорость, тем на большую глубину распорстраняется закалка;
б) чем меньше критическая скорость, тем на меньшую глубину распорстраняется закалка;
в) чем больше критическая скорость, тем на меньшую глубину распорстраняется закалка;
г) чем меньше критическая скорость, тем на большую глубину распорстраняется закалка.
2.3.22. Низкотемпературный отпуск для углеродистых сталей проводится при температурах…
2.3.23. Среднетемпературный отпуск для углеродистых сталей проводится при температурах…
2.3.24. Высокотемпературный отпуск для углеродистых сталей проводится при температурах…
2.3.25. Легированные стали перлитного и мартенситного классов целесообразнее закаливать в …
в) растворе солей;
г) расплаве солей.
2.3.26. Закалка улучшаемых легированных сталей, содержащих 0,3 - 0,5 % (мас.) углерода, 1 - 6 % (мас.) легирующих элементов, проводится при…
а) 820…850 ° С, охлаждение в масле, высокий отпуск при 500…650 ° С, дальнейшее охлаждение в воде, масле или на воздухе;
б) 950…1200 ° С, охлаждение в масле, высокий отпуск при 500…650 ° С, дальнейшее охлаждение в воде, масле или на воздухе;
в) 820…850 ° С, охлаждение в воде, высокий отпуск при
500…650 ° С, дальнейшее охлаждение в воде, масле или на воздухе
г) 780…820 ° С, охлаждение в масле, высокий отпуск при 500…650 ° С, дальнейшее охлаждение в воде, масле или на воздухе.
Закалка и отпуск углеродистой стали
ЦЕЛЬ РАБОТЫ - овладение методикой проведения закалки и отпуска углеродистой стали.
5.1. OCHOBHЫE ТЕОРЕТИЧЕСКИЕ ПРЕДСТАВЛЕНИЯ
5.1.1. Особенности мартенситного превращения.
Основной целью закалки является получение высокой твердости, упрочнение.


Рис.5.1 Диаграмма изотермического распада переохлажденного аустенита доэвтектоидной стали (при непрерывном охлаждении более строгим является использование термокинетической диаграммы)
Рис.5.2. Элементарная ячейка кристаллической решетки мартенсита (показаны все воз-можные положения атомов С)
Закалкой стали называется термическая обработка, заключающаяся в нагреве стали до температур, превышающих температуру фазовых превращений, выдержке при этой температуре и последующем охлаждении со скоростью, превышавшей критическую - минимальную скорость охлаждения, обеспечивающую получение неравновесной структуры мартенсита (рис.5.1).
В основе закалки лежит аустенито-мартенситное превращение, заключающееся в перестройке сдвиговым путем граненентрированной кубической (ГЦК) решетки в объемноцентрированную тетрагональную (ОЦТ) решетку мартенсита (рис.5.2).
Поэтому этот вид термической обработки - закалка на мартенсит является закалкой с полиморфным превращением. Мартенситное превращение является бездиффузионным. Содержание углерода в мартенсите такое же, как и в исходном аустените. Поэтому мартенсит представляет собой пересыщенный твердый раствор внедрения углерода в a-железе. Степень тетрагональности мартенсита прямо пропорциональна количеству растворенного углерода. Растворимость углерода в феррите - ограниченном твердом растворе внедрения углерода в a-железе, имеющем объемноцентрированную кубическую (ОЦК) решетку, - при нормальной' (комнатной) температуре составляет 0,0067%С.
Закалка с температур нагрева однофазной аустенитной области диаграммы состояния железо-цементит (т.е. выше линии GSE), обеспечивающая при закритических скоростях охлаждения полное превращение аустенита в мартенсит, называется полной. В свою очередь неполной называется закалка, при которой нагрев осуществляется в двухфазную область, (т.е. выше линии PSK и ниже линии GSE). В этом случае после закалки формируется дуальная феррито-мартенситная структура в доэвтектоидной стали и мартенсито-цементитная структура в заэвтектоидной стали. На практике применяют полную закалку для доэвтектоидной стали (нагрев выше линии GS - критической точки AC3) и неполную для заэвтектоидной стали (нагрев выше линии PSK- критической точки АС1).
Твердость мартенсита зависит от содержания углерода в стали, возрастая от HRC 35 до НRС 65 при изменении содержания углерода от 0,1 до 0,8%С. Природа упрочнения стали при закалке обусловлена затруднением скольжения дислокаций в мартенсите в связи с наличием атомов углерода в решетке, с повышенной плотностью дефектов (двойниковых прослоек и дислокаций), с образованием на дислокациях атмосфер из атомов углерода, с выделением из мартенсита в связи с его распадом в процессе закалочного охлаждения дисперсных частиц карбидной фазы.
Из всех структурных составляющих стали мартенсит имеет наибольший, а аустенит наименьший удельный объем. Поэтому по мере образования мартенсита аустенит, испытывая всестороннее сжатие, не в состоянии превратиться в мартенсит, в результате чего в структуре стали наряду с мартенситом всегда присутствует незначительное количество остаточного аустенита.
Количество остаточного аустенита может быть значительным, если содержание углерода в стали превышает ~0,6%С. Это обусловлено зависимостью температур начала МН и конца МК мартенситного превращения от содержания углерода в стали. С увеличением содержания углерода в стали происходит снижение температур МН и МК, в результате чего последняя, начиная с 0,6%С, находится в области отрицательных температур. Следствием этого является увеличение количества остаточного аустенита в закаленной стали.
В случае, если скорость охлаждения меньше критической и кривые охлаждения пересекают линии начала и конца диффузионного распада переохлажденного аустенита (так называемые С-образные кривые), то продуктами превращения являются пластинчатые феррито-цементитные смеси различной степени дисперсности, условно называемые перлитом, сорбитом и трооститом. Качественно проанализировать диффузионное превращение аустенита при различных скоростях охлаждения стали можно путем наложения кривых охлаждения на диаграмму его изотермического распада (см. рис.5.1). С увеличением скорости охлаждения превращение происходит при более низкой температуре, уменьшается межпластинчатое расстояние (суммарный размер толщин феррита и цементита), возрастает твердость.
При охлаждении со скоростью V1, равной ~1 град/мин, аустенит превращается в перлит - эвтектоидную феррито-цементитную смесь с межпластинчатым расстоянием более 0,40 мкм, имеющую твердость ~НRC 10.
В случае охлаждения со скоростью V2, равной ~60 град/мин, из аустенита образуется сорбит - эвтектоидная феррито-цементитная смесь с межпластинчатым расстоянием ~0,4-0,2 мкм, имеющая твердость ~НRС 25.
При скорости охлаждения V3, равной ~300 град/мин, продуктом превращения аустенита является троостит - эвтектоидная феррито-цементитная смесь с межпластинчатым расстоянием ~0,2-0,1 мкм, имеющая твердость ~HRC 40. Поскольку предельное разрешающее расстояние светового микроскопа составляет ~0,2 мкм, то двухфазное строение троостита выявляется под электронным микроскопом.
В случае, если кривая охлаждения (V4) пересекает линии начала диффузионного и начала бездиффузионного превращений переохлажденного аустенита, то образуется двухфазная мартенсито-трооститная структура.
5.1.2. Особенности превращений при отпуске
Целью отпуска является снятие внутренних напряжений и получение оптимального сочетания служебных свойств. Непосредственно после закалки в связи с существенным различием удельных объемов мартенсита и аустенита сталь обладает высоким уровнем внутренних напряжений и повышенной хрупкостью. Поэтому для практического применения сталь в закаленном состоянии непригодна. В связи с этим для снижения внутренних напряжений и получения требуемых свойств обязательной операцией термической обработки после закалки является отпуск. Отпуском стали называется термическая обработка, заключающаяся в нагреве закаленного с полиморфным превращением сплава до температур, расположенных ниже температуры базового (полиморфного) превращения, выдержке при этой температуре и последующем охлаждении (обычно на воздухе), и обеспечивающая получение более равновесной структуры. Основным процессом при отпуске является распад метастабильного, неравновесного твердого раствора - мартенсита с выделением карбидной фазы.
При отпуске закаленной стали, структура которой состоит из мартенсита и остаточного аустенита, различают стадию предвыделения и три превращения - распад мартенсита, распад остаточного аустенита, карбидное превращение. Температурные интервалы этих превращений весьма условны, поскольку они накладываются друг на друга, зависят от продолжительности отпуска и содержания углерода в стали. Вместе с тем на основе анализа объемных изменений при отпуске углеродистых сталей традиционно выделяют три температурных интервала и соответствующие им три превращения. Первое и третье превращения связаны с уменьшением удельного объема, а второе - с его увеличением.
Еще до начала первого превращения в мартенсите происходят изменения, связанные с перераспределением атомов углерода между междоузлиями, - образованием сегрегаций атомов углерода в виде примесных атмосфер на дефектах решетки и в виде плоских микроскоплений - кластеров. Эти процессы (так называемая стадия предвыделения) развиваются в процессе закалочного охлаждения, при нормальной (комнатной) температуре сразу после закалки и при нагреве закаленной стали до ~80 О С (здесь и далее характерные температурные интервалы указаны для эвтектоидной углеродистой стали в случае использования традиционных режимов нагрева в электропечи). Возникновение примесных атмосфер на дефектах решетки обусловлено тем, что последние являются более выгодными местами для атомов углерода, чем нормальные позиции этих атомов в решетке мартенсита, образование кластеров углерода можно трактовать, как зонную стадию распада твердого раствора, аналогичную концентрационному расслоению при старении закаленных без полиморфного превращения сплавов. Кластеры углерода размером 4-6 нм, располагаясь в кристаллах мартенсита определенным, закономерным образом, являются подготовленными местами для формирования карбидной фазы.
Первое превращение протекает при нагреве закаленной стали в интервале температур от ~80 до 200 О С. При этом происходит выделение промежуточных карбидов из мартенсита - следующая после сегрегации углерода стадия структурных изменений при отпуске. Начиная с температуры ~80 О С экспериментально обнаруживается метастабильный e-карбид Fе2С, отличающийся от цементита Fe3С типом кристаллической решетки (гексагональная у e-карбида, ромбическая у цементита). Промежуточный карбид образуется прямо из кластеров углерода путем небольшой перестройки их решетки с одновременным увеличением соотношения содержаний углерода и железа, либо выделяется независимо от кластеров углерода непосредственно из мартенсита. При низких температурах e-карбид выделяется в виде очень дисперсных (10-100 нм) пластин или стержней, связанных общей кристаллографической плоскостью с решеткой мартенсита, чем и обеспечивается когерентность решеток на границе раздела фаз. С повышением температуры или увеличением продолжительности отпуска происходит укрупнение частиц e-карбида. Образование метастабильного промежуточного карбида Fe2С вместо более стабильного цементита обусловлено лучшим сопряжением мартенсита на границе с e-карбидом и, как следствие, - меньшим уровнем поверхностной энергии. При температурах ниже ~150 О С, когда подвижность атомов углерода еще слишком мала, происходит так называемый "двухфазный" распад мартенсита. В тех участках, где выделился карбид, содержание углерода и, следовательно, степень тетрагональности меньше, чем в участках, не затронутых распадом. Поэтому длительное время из-за низкой скорости диффузии сосуществуют два твердых раствора с разным содержанием углерода: один с исходным, равным содержанию углерода в аустените, а другой с содержанием ~0,25% С. При этом двухфазный распад развивается не путем роста карбидных частиц, а в результате выделения новых частиц карбида в участках мартенсита с исходным содержанием углерода. Таким образом происходит формирование мартенсита отпуска, представляющего собой слабо пересыщенный (~0,25% С) твердый раствор внедрения углерода в a-железе с когерентными (сохраняющими непрерывность атомных плоскостей) его решетке выделениями частиц e-карбида. Из-за выделений карбидной фазы он отличается повышенной травимостью. Вторая стадия распада мартенсита - так называемый однофазный распад заключается в обеднении углеродом a-твердого раствора при одновременном росте карбидных частиц и протекает в интервале температур ~150-300 О С. При этих температурах скорость диффузии углерода достаточна, чтобы обеспечить рост карбидных частиц при переносе атомов через a-твердый раствор. При температуре ~300 О С в a-твердом растворе остается около 0,1%С и рентгеноструктурный анализ не выявляет тетрагональность (с/а) a-твердого раствора. При температуре 400 О С или при более высокой a-твердый раствор освобождается от избытка углерода и тем самым заканчивается переход мартенсита в феррит.
В сталях с высокой температурой МН частичный распад мартенсита с выделением промежуточного карбида (так называемый закалочный самоотпуск) успевает произойти во время закалочного охлаждения.
Второе превращение, аналогичное бейнитному превращению, происходит при температурах ~200-300 О С. При этом остаточный аустенит превращается в нижний бейнит- смесь несколько пересыщенной углеродом a-фазы, образуемой сдвигом, и частиц e-карбида. Строго говоря, бейнит представляет собой слабопересыщенный твердый раствор внедрения углерода в a-железе с частицами e-карбида.
Третье превращение, наиболее активно развивающееся при температурах 300-400 О С, заключается в завершении образования стабильного цементита Fe3C и последующей eго коагуляции. При этом цементит может выделяться либо прямо из a-твердого раствора после растворения в нем ранее образовавшегося e-карбида, либо образоваться путем перестройки решетки e-карбида в решетку цементита. Завершающей стадией карбидного превращения является коагуляция (увеличение размеров) и сфероидизация цементита, интенсивно развивающиеся от температуры ~350 О С. Выше температуры ~600 О С развивается только процесс коагуляции цементита, поскольку все частицы является уже сферическими.
После отпуска при температурах 300-450 О С образуется сильно травящаяся мелкодисперсная смесь феррита и цементита, называемая трооститом отпуска. Под микроскопом заметна игольчатая предыстория феррита, обусловленная характером строения мартенсита. Дальнейшее повышение температуры приводит к развитию процессов возврата (преимущественно к уменьшению плотности дислокаций) в феррите и рекристаллизации ферритных зерен. Структура при этом теряет характерные морфологические признаки мартенсита. Поэтому полученный при температурах 450-650 О С сорбит отпуска (смесь феррита и цементита) имеет характерное зернистое (точечное) строение цементита.
Дальнейшее повышение температуры отпуска выше 650 О С (приближение к АС1) приводит к дальнейшей коагуляции карбидных частиц и формированию структуры зернистого перлита.
В отличие от пластинчатых феррито-цементитных смесей (троостит, сорбит), образующихся при охлаждении из аустенита, те же структуры, формируемые при отпуске, имеют зернистое строение цементита. Форма цементита определяет различие в свойствах у одноименных структур, полученных при отпуске или сформированных после охлаждения из аустенита. Так, более высокие значения ударной вязкости и предела текучести характерны для структур с зернистым строением цементита.
Снижение внутренних напряжений происходит во всем температурном интервале отпуска и наиболее интенсивно после срыва когерентности решеток мартенсита и цементита при температурах третьего превращения.
Увеличение температуры отпуска приводит к монотонному снижению твердости углеродистых сталей, за исключением двух температурных интервалов, характерных для высокоуглеродистых сплавов железа.
Повышение твердости в первом температурном интервале (в районе 100 О С) обусловлено дисперсионным твердением мартенсита в связи с выделением дисперсных частиц карбидной фазы, а во втором (200-250 О С) связано с распадом остаточного аустенита.
4.2. ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ
Для правильного проведения закалки и отпуска углеродистой стали необходимо выбрать режим, т.е. установить температуру нагрева, время нагрева и охлаждающую среду (скорость охлаждения).
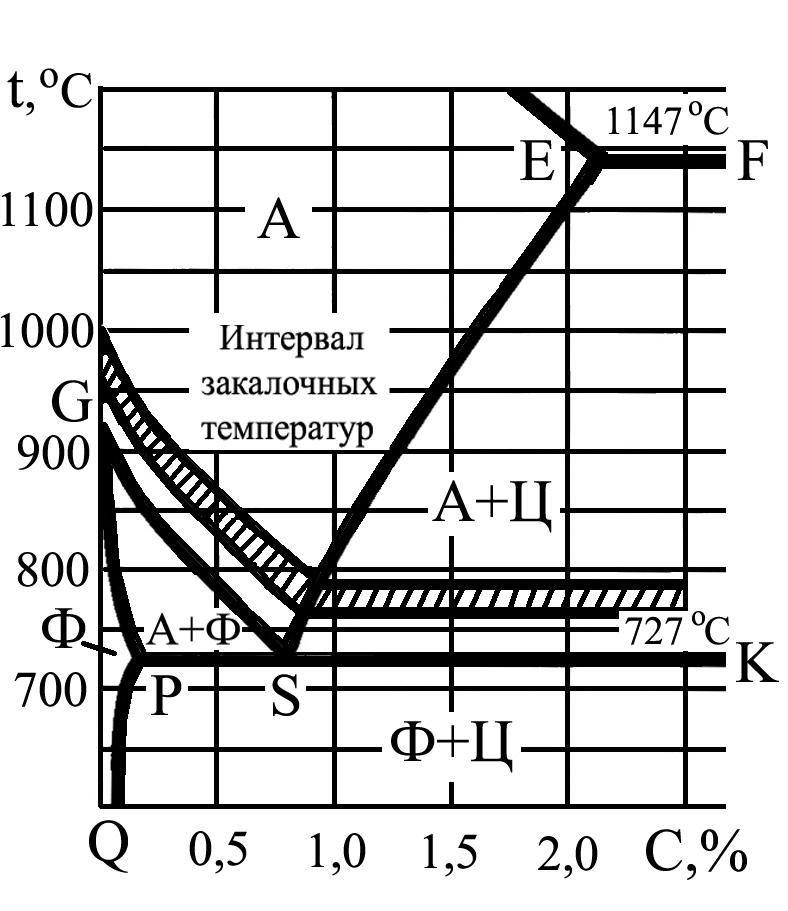
Температура нагрева углеродистой стали под закалку определяется положением критических точек А1 и А3 на диаграмме железо-углерод (рис.5.3). Для доэвтектоидных сталей обычно производят полную закалку с температуры нагрева t=АС3+(30-50 О С).
Нагрев до более высоких температур вызывает рост зерен аустенита, что приводит к образованию крупноигольчатого мартенсита, обладающего повышенной хрупкостью. При перегреве увеличивается также склонность стали к деформации и образованию трещин. При нагреве доэвтектоидной стали до температуры выше АС1, но ниже АС3 (неполная закалка) в структуре после закалки наряду с мартенситом остается избыточный феррит, который снижает твердость закаленной стали и ухудшает механические свойства после отпуска.
Для заэвтектоидных сталей оптимальной температурой нагрева является t=AC1+(30-50 O C), т.е. производится неполная закалка. При охлаждении стали со скоростью большей VКР структура будет состоять из мартенсита и вторичного (избыточного) цементита, который повышает твердость и износостойкость стали.
Время нагрева под закалку должно обеспечивать гомогенизацию аустенита. Общее время нагрева под закалку tН складывается из времени нагрева до необходимой температуры t’Н и времени выдержки при этой температуре tВ. Время нагрева до необходимой температуры зависит от нагревающей способности среды, размеров, формы и способа укладки деталей в электрической печи и др. Для лабораторных электрических печей можно пользоваться нормами нагрева, приведенными в табл.5.1, либо - еще более грубым приближением, выбирая время нагрева t’Н из расчета ~1 мин. на 1 мм сечения.
Рис.5.3. Оптимальный интервал температур нагрева углеродистых сталей под закалку
Нормы нагрева углеродистой стали при термической обработке в лабораторных электрических печах.
Читайте также: