Соединение меди со сталью
Обновлено: 24.04.2024
Диаграмма состояния бинарной системы железо — медь (рис. 11) показывает, что максимальная растворимость меди в б-железе составляет 6,5%, в у-железе 8%, в а-желе - зе—1,4% при 850° С. При комнатной температуре в условиях равновесия a-железо растворяет менее 0,3% меди. В свою очередь медь растворяет в себе железо в следующих
количествах: при температуре 1094° С—4%; при температуре 750° С— 0,4%; при температуре 650° С— 0,2%.
При дальнейшем понижении температуры растворимость железа в меди изменяется незначительно.
Таким образом, при комнатной температуре в равновесном состоянии сплавы меди с железом представляют собой:
Fe 10 20 30 НО 50 60 70 80 90 Си
Рис. 11. Диаграмма состояния сплавов железо — медь.
твердый раствор железа (а) при содержании меди меньше 0,30%; твердый раствор железа в меди (є) при содержании железа менее 0,2%; смесь твердых растворов а + е при всех других соотношениях железа и меди.
Практически же речь идет о сварке меди со сталью, а не с железом. Рассмотрение тройной диаграммы железо — медь — углерод показывает, что добавка углерода к желе - зо-медным сплавам, не меняя общей картины, несколько
уменьшает растворимость меди в твердом железе и создает ограниченную растворимость в жидком состоянии.
Известно, что соединение металлов при сварке осуществляется за счет межатомного взаимодействия, при этом необходимо приблизить атомы одного металла к атомам другого на расстояние, равное параметру кристаллической решетки металла соединяемых частей. Для у-железа параметр кристаллической решетки составляет 3—63 • 10~10 м, для меди —• 3,61 • 10-10 м, для а-железа 2,86 • 10-10 м; наименьшее межатомное расстояние для железа 2,476 * 10~10м, для меди 2,551 • 10~10 м.
Следовательно, для получения сварного соединения
медь *— сталь необходимо сблизить их атомы на расстояние порядка (2,5—3,6) • 10~10 м. При таком сближении в соответствии с идеальной теоретической схемой внешние электроны атомов железа (два) и меди (один) образуют общую (коллективную) электронную систему, за счет которой образуется металлическая связь, то есть достигается сварка.
Образованию прочной металлической связи между медью и железом способствуют и ряд близких, важных для получения прочного соединения физико-химических свойств меди и железа: в периодической системе элементов Менделеева медь (атомный номер 29) стоит в одном ряду с железом (атомный номер 26); пространственная решетка меди и у-железа одинаковая — куб с центрированными гранями; параметры кристаллических решеток и атомные объемы меди (7,100) и железа (7,089) также довольно близки друг другу.
До недавнего времени соединение медных деталей со стальными осуществлялось, как правило, газовой пайкой или, в отдельных случаях, электродуговой сваркой. Для нанесения цветных металлов на сталь применяются газовая наплавка и электродуговая (автоматическая наплавка под слоем флюса с применением в качестве электродного металла проволоки или ленты и наплавка расплавлением облицовок),
Проведенные работы показали, что хороших результатов можно добиться как при электродуговой сварке меди и ее сплавов со сталью, так и при наплавке цветных металлов на сталь [81. При этом диапазон свариваемых толщин металлов может находиться в пределах от 1 мм до нескольких десятков миллиметров.
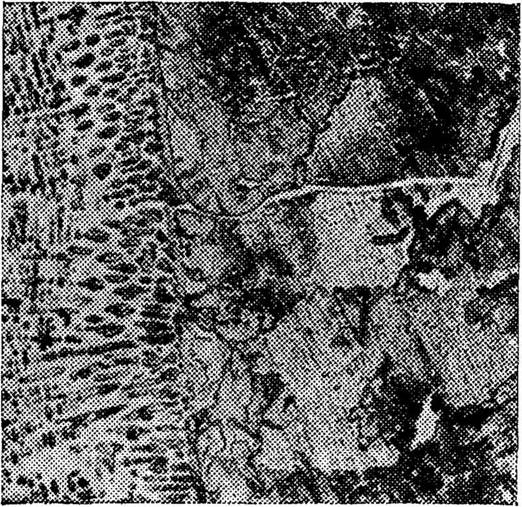
Рис. 12. Характер проникновения меди в сталь. Аргонодуговая наплавка сплава Бр. АНЖ6-3-1 на сталь 20. Режимы сварки / — 220 А, ил =* 12—14 В. Диаметр присадочного материала 3 мм (X 300).
По работам зарубежных и отечественных исследователей известно, что при сварке меди с нержавеющей сталью возникают существенные трудности из - за образования горячих трещин в металле шва. Причем с увеличением содержания меди в аустенитном металле шва более 3% [8] склонность к образованию горячих трещин резко возрастает. В этом случае, при кристаллизации металла шва, медь из-за ограниченной растворимости в стали выделяется по границам зерен и под действием растягивающих напряжений и расклинивающего эффекта Ребиндера образуются трещины (рис. 12). Кроме трещин в обычном понимании для наплавки меди на сталь характерными являются дефекты типа «залеченных» трещин — полностью заполненных медью или медным сплавом. Такие дефекты, разумеется, менее опасны, чем полые трещины.
Для получения удовлетворительных по качеству сварных соединений меди со сталью необходимо применять специальные технологические приемы и способы сварки: элек-
тродуговую сварку неплавящимся электродом в среде инертных газов с ведением дуги по меди, что позволяет уменьшить перемешивание меди со сталью; применение специальных проставок или наплавок на кромки стальной или медной детали из более совместимых с ними материалов; применение локальных источников нагрева, резко уменьшающих объем расплавленного металла шва.
Применение того или иного технологического приема зависит от конструкции изделий, условий работы свариваемого соединения и требований, предъявляемых к ним. Надежным является соединение меди со сталью, выполненное с достаточно большой долей участия расплавленной стали в металле шва. При этом в отличие от сварно-паянного соединения, здесь переходная зона имеет зубчатую форму, которая обеспечивает, кроме металлической связи также механическое зацепление. Получение такого вида соединения, как показывает производственный опыт, обеспечивает получение более высоких свойств сварных соединений. В этом отношении сочетание медь — сталь существенно отличается от многих других пар свариваемых металлов, где, как правило, стремятся получить минимальное пооплавле - ние более тугоплавкого металла [13].
Технология сварки разнородных металлов
В процессе сварки однородных деталей взаимная диффузия и растворение материалов, а также образование жидких и твердых растворов происходит без каких-либо ограничений и сложностей. Однако совсем иначе дело обстоит со сваркой разнородных металлов. В данном случае приходится сталкиваться с металлургической несовместимостью деталей, которые имеют принципиальные отличия в характеристиках кристаллической решетки, а также разные температуры плавления и показатели теплопроводности. Именно поэтому прежде чем начнется работа и осуществится, например, сварка алюминия со сталью, необходимо рассмотреть совместимость используемых металлов и учесть трудности, которые могут возникнуть в процессе их соединения.
Практически невозможно сварить металлы, неспособные взаимно раствориться между собой в расплавленном состоянии: железо и свинец, железо и магний, свинец и алюминий. Эти пары в жидком состоянии практически не смешиваются и создают слои, которые при дальнейшем затвердевании могут быть без особого труда отделены друг от друга. Что касается легко поддающихся сварке разнородных металлов, то их количество довольно ограничено. К ним можно отнести титан и железо, медь и железо, титан и ванадий, алюминий и серебро.
На данный момент самыми востребованными являются конструкции, получаемые путем сплава стали с алюминием, чугуном или медью. Сварка этих металлов широко используется в авиационном строении, радиоэлектронике, производстве бытовых приборов. Оптимальные свойства некоторых конструкций возможны только благодаря применению деталей из комбинированных материалов, ведь именно в этом случае изделие будет совмещать в себе преимущества сразу двух металлов. Однако приступая к работе с разнородными металлами, важно учитывать особенности их взаимодействия.
Процесс соединения алюминия со сталью
Сварка алюминия и стали сопряжена с серьезными трудностями, которые возникают в связи с большой разницей температур плавления металлов и различиями в уровне их теплопроводности. На практике это выражается в том, что алюминий становится жидким еще до того, как сталь успевает прогреться, кроме того, шов получается недостаточно прочным. Чтобы соединить металлы с такими разными характеристиками и получить приемлемый результат, нередко используется диффузная, ультразвуковая, а также контактная с оплавлением и холодная сварка металла.
Покрытия для улучшения свариваемости
Проблемы, которые возникают при сварке плавлением алюминия и стали, вполне удачно решаются с помощью применения специальных покрытий. На сталь гальваническим или горячим погружением наносится металл, который обладает хорошей совместимостью со сталью. Чаще всего для этих целей используется слой цинка, который улучшает растекание алюминия. Кроме того, для сварки алюминия и стали применяется переходная вставка из тех же материалов, которая получается с помощью другого метода соединения, например, путем холодной ковки.
Теплофизические свойства материалов значительно затрудняют процесс сварки, при этом даже использование специальных покрытий и вставок не решает всех возможных проблем. Дело в том, что при соединении разнородных металлов на стыке могут образовываться интерметаллиды, которые отличаются чрезмерной хрупкостью. Чтобы избежать ненужных проблем, необходимо выбрать правильный режим сварки, который позволит избежать перегрева поверхности металлов. Если процесс произведен с учетом всех особенностей алюминия и стали, в результате проведенных сварочных работ появится надежное и долговечное соединение, которое, однако, лучше не использовать для конструкций, часто подвергающихся механическому воздействию.
Свариваемость чугуна и стали
Несмотря на то, что чугун и сталь обладают схожестью химического состава, процесс сварки этих металлов также характеризуется определенными трудностями. Дело в том, что чугун содержит большое количество углерода, а потому достаточно плохо поддается плавлению. Чтобы сварить эти разнородные материалы, используются специальные электроды. Для получения надежного и прочного шва перед обработкой детали следует тщательно зачистить, особенно это касается заготовки из чугуна, который легко впитывает различные технические жидкости.
Подогрев изделия в процессе работы
Чтобы соединить чугун и сталь, как правило, используется сварочный ток обратной полярности. Однако обратите внимание, что в случае применения аппаратов с высоким током холостого хода, необходимо использовать переменный ток. В процессе работы детали необходимо прогреть до 600 градусов по Цельсию. Такая температура позволит избежать чрезмерного расширения металла, которое нередко приводит к необратимой деформации материала. В результате сварочных работ, проведенных по описанной технологии, прочный герметичный шов образуется всего за один проход.
В случае, если подогрев заготовок невозможен, сварка чугуна со сталью производится несколько иначе. Когда необходимо соединить слишком большие детали или металл имеет легкоплавкие вкрапления, процесс сварки осуществляется с помощью коротких валиков, каждый из которых необходимо охлаждать перед использованием следующего. Стоит отметить, что данный метод сварки не обеспечивает должную прочность шва, поэтому для соединения чугуна и стали более предпочтителен метод, предусматривающий предварительный подогрев деталей.
Свариваемость меди со сталью
Определенные трудности в процессе соединения данных металлов возникают в связи с различием в уровне их теплопроводности, а также из-за низкой температуры плавления меди. Именно поэтому прежде чем приступать к процессу, следует учесть все особенности материалов и подобрать наиболее оптимальный способ сварки. Только в этом случае можно получить качественное соединение, которое будет обладать всеми необходимыми характеристиками.
Применение защитных газов
На самом деле медь и все ее сплавы довольно неплохо сваривается со сталью. Пожалуй, самым высоким качеством обладает соединение, которое производится путем аргонодуговой сварки. С ее помощью образуется шов, который характеризуется хорошей герметичностью и прочностью. Аргонодуговая сварка производится с применением вольфрамовых электродов либо плазменной струи и специальной присадочной проволоки. Обратите внимание, что в процессе работы дугу следует немного смещать к меди, что поможет предотвратить перегрев стали.
Сварка меди и стали также может быть произведена с помощью флюсов в среде защитных газов. В этом случае используют плавящиеся либо неплавящиеся электроды и проволоку. При наплавлении меди на сталь вполне эффективен дуговой метод сварки керамических флюсов, который позволяет добиться требуемой износостойкости и твердости материала. Данный вид работы предполагает использование плоских электродов.
Мангал из металла — это занятие, которое по силам каждому сварщику. Как сделать его своими руками, читайте в этой статье.
Соблюдение технологии — гарантия качества
Сварка разнородных металлов — достаточно трудоемкий процесс, который осложняется существующими различиями в свойствах материалов. Однако если грамотно подойти к процессу и учесть все рекомендации, связанные с особенностями металлов, можно получить прекрасный результат в виде качественного и надежного соединения, которое будет обладать преимуществами всех его компонентов.
Характеристика сварки меди и ее сплавов. Особенности и технология основных способов сварки
Сложность свариваемости меди заключается в особенностях материала:
- высокая теплопроводность предъявляет особые требования к использованию источников нагрева с высокой тепловой мощностью;
- большая текучесть в расплавленном состоянии заставляет выполнять работы в нижнем положении на специальных подкладках;
- способность к чрезмерному окислению в расплавленном состоянии приводит к необходимости использования флюсов;
- высокий коэффициент линейного расширения вынуждает принимать меры по защите от остаточных деформаций свариваемых конструкций.
Примеси, входящие в состав меди, влияют на ее свариваемость:
- кислород понижает механические и технологические качества металла и коррозийную стойкость;
- висмут и свинец образуют с металлом легкоплавкие эвтектики и придают хрупкость и красноломкость основному и наплавленному материалу.
В текучем состоянии водород сильно поглощается медью, что может привести к трещинам и порам в шве (так называемая «водородная болезнь»).
Подготовка меди
Перед сваркой проводится подготовка поверхности кромок и прилегающих участков шириной 25-30 см. Выполняется очистка от загрязнений и обезжиривание бензином, уайт-спиритом, четыреххлористым углеродом или ацетоном. После обезжиривания удаляется поверхностная пленка металла механическим способом (с помощью стальной щетки, столярного инструмента – шабера).
Элементы из меди, предназначенные для сварки, должны отвечать информации, изложенной в сертификатах, ГОСТах, технических условиях (марка, химический состав, свойства).
Медь для изготовления ответственных конструкций перед сваркой проверяется на вмещение кислорода (не более 0.01%), висмута и свинца. Во избежание проявления «водородной болезни» перед сваркой прокаливают электроды, что способствует снижению количества водорода в зоне сварки.
Чтобы предотвратить появление трещин в металле, свариваемые элементы не рекомендуется закреплять жестко.
Технологии способов сварки меди
Сварку меди проводят всеми методами плавления с учетом специфических свойств материала.
Ручная дуговая
Применяемые электроды — с защитным покрытием (фосфор, марганец, кремний). Режим — постоянным током обратной полярности. Работа проводится короткой дугой без поперечных колебаний. Качественное образование шва достигается возвратно-поступательным действием электрода.
Особенности сварочного процесса в зависимости от толщины меди:
- до 4 мм — выполняется без подогрева и без разделки кромок;
- 5-10 мм – совершается с заранее выполненным подогревом до 250-300° С с односторонней разделкой кромок (угол 60-70°), притупление кромок — 1.5-3 мм;
- большая толщина требует Х-образной разделки.
Электродные стержни сечением 3-6 мм подбирают тождественными основному материалу. После окончания процесса проводится проковка и быстрое водяное охлаждение.
Сварка с применением угольных или графитовых стержней
Метод ручной сварки угольными электродами уместен для медных изделий малой важности с толщиной до 15 мм. При большей толщине материала рациональнее использовать графитовые стержни. Режим: постоянный ток прямой полярности. Плотность тока — 200-400 А/см 2 . Электроды заточены на 1/3 длины на конус.
Рабочий процесс ведется длинной дугой. Присадка в ванну не погружается. Ее располагают в 5-6 мм от плоскости ванны. Угол к изделию — 30°. Стержень размещают по отношению к свариваемому предмету под углом 75-90°.
Ввиду того что образующийся в процессе работы углекислый газ не полностью защищает от окисления жидкий металл, используют присадочную проволоку с фосфорным раскислителем и флюс (бура и магний). Перед нанесением флюса в виде пудры поверхность прутка или кромок смачивают жидким стеклом. После покрытия флюсом рабочие элементы просушивают на воздухе.
- медь толщиной до 4 мм соединяется без скоса кромок;
- соединение металла встык толщиной более 5 мм сваривают на асбестовой или графитовой подкладке с разделкой кромок (угол 70-90°);
- после сварки рекомендуется выполнить проковку шва (550-800° С) и быстро охладить в воде.
Ручной аргонодуговой способ
Сварка производится неплавящимся вольфрамовым электродом в режиме постоянного тока прямой полярности в среде защитного газа — аргона высокой чистоты.
- Соединение металла толщиной более 4 мм проводится с применением предшествующего подогрева (до температуры 800° С). Применяется присадочный материал — медная проволока или медно-никелевая, бронзовая.
- Медь сечением свыше 5 мм сваривается V- или Х-образной разделкой кромок (угол раскрытия 60-70°), направление — справа налево углом вперед. Наклон электрода к обрабатываемому предмету – 80-90°.
С учетом факта, что медь относится к материалу с плохими литейными качествами, важно правильно выбрать присадку. Рекомендуется сплав меди с раскислителями – цинком, оловом, фосфором.
Полуавтоматическая сварка
Метод уместен при сварке меди толщиной 2-3 мм и более. Режим – постоянный ток обратной полярности в газовой среде (гелий, азот, аргон) и их смесей с кислородом.
- полуавтоматическая сварка швов 500-700 мм длиной выполняется непрерывно;
- для швов большей длины применяется обратноступенчатый способ;
- наклон горелки – углом вперед (10-15° от вертикали);
- промежуток от свариваемого материала до сопла горелки составляет 20-25 мм;
- расположение шланга с проволокой должно быть таким, чтобы не образовывались сгибы проволоки.
Сваривание сплавов
К сплавам меди относятся латуни и бронзы.
Сварку латуни проводят короткой дугой в режиме постоянного тока обратной полярности. После проведения процесса шов проковывается и отжигается. Также для сплава применяют методы сварки вольфрамовым электродом в аргоновой или гелиевой среде и угольной дугой. Проблемы при работе вызваны ядовитыми испарениями цинка, поэтому сварка латуни требует вентиляции рабочего места и применения респиратора.
Бронзы по свариваемости имеют отличительные особенности, поэтому технологические процессы различны. Химический состав присадочного материала должен быть идентичен составу свариваемого металла. Режим сварки — постоянный ток обратной полярности короткими участками. Тип электрода подбирается в зависимости от состава бронзы.
Медь с алюминием
Получение неразъемных соединений меди с алюминием достигается сваркой плавлением, давлением или совместным их действием. Предпочтение отдается методу давлением. Процессом холодной сварки получают биметаллические листы алюминий-медь (способ плакирования). Также имеется технология, сочетающая холодную прокатку с горячей. Другие применяемые способы сварки:
- трением, оплавлением и сопротивлением (соединение круглых элементов сплошного и трубчатого сечения);
- аргонодуговая;
- термитная;
- заливкой.
Дуговая сварка плавлением меди с алюминием имеет трудности, предопределенные свойствами этих материалов – значительной разницей температур плавления, высокой прочностью пленки окиси, ограниченной взаимной растворимостью металлов.
Медь со сталью
Соединение осуществляется сваркой плавлением:
- ручной электродуговой плавящимися и неплавящимися электродами;
- автоматической и полуавтоматической под флюсом;
- в среде защитных газов; .
При толщине соединяемых деталей от 3 мм применяют автоматическую сварку стыковых и угловых швов под слоем флюса. Соединение меди со сталью толщиной от 1 мм проводится аргонодуговой сваркой неплавящимся электродом.
Для получения сварочных соединений с узким швом применяют электронно-лучевой метод.
Особенности физико-химического поведения меди и стали, их учёт при выборе метода сварки этих материалов в конкретных условиях
Сварка меди со сталью является изначально сложной задачей. Применение того или иного технологического приема зависит от конструкции изделий, условий работы свариваемого соединения и требований, предъявляемых к ним.
Влияние особенностей меди на выбор способа её сварки со сталью
На выбор технологии сварки влияют следующие особенности меди :
- Высокая теплопроводность затрудняет точечный разогрев.
- Быстрая окисляемость провоцирует засорение металла шва, делая его неоднородным и менее прочным.
- Медь при расплавлении поглощает большое количество водорода, приводя к образованию в шве дефектов.
- Сильная растекаемость расплавленной меди приводит к необходимости вести сварку в нижнем положении с использованием подкладок.
- Очень сильно влияет на свариваемость меди качественный и количественный состав примесей, входящих в её состав.
Аргонодуговая сварка
Сваривание происходит при помощи электрической дуги в аргоне, т. е. в инертной среде, при использовании плавящихся или неплавящихся электродов. В качестве неплавящегося чаще всего используют вольфрамовый электрод. Подача присадки производится к зоне дуги извне, в электрическую цепь не подсоединяется. Аргонодуговую сварку обычно применяют для соединения небольших изделий.
Качество сварного соединения зависит от степени проплавления стали и будет более приемлемо при возможно меньшем количестве стали в получившемся шве. Это достигается корректной регулировкой нагрева и контролем плавления обоих металлов: большую температуру дуги концентрируют на меди, а сталь нагревается и оплавляется, благодаря тепловой энергии, поступающей от получившейся сварной ванны.
С учётом этой особенности для сварки меди с толстым железом предварительный прогрев не производят. При этом сварку лучше выполнять на флюсе. Чтобы предотвратить вытекание жидкого металла, при таком подходе используют соответствующие ограничители со стороны меди.
При использовании неплавящегося электрода используется постоянный ток прямой полярности и чистый аргон без примесей. Материал толще 4 мм приваривают после предварительного прогрева до 800°С. Сварку лучше вести, наклоняя электрод к свариваемому участку на 85-90°, при этом присадочную проволоку нужно наклонять на 15-20° , а вылет электрода поддерживать на 5-10 мм. Также очень важно правильно выбрать присадочный материал. Обычно используют различные сплавы меди.
Сварка угольным электродом
Данный вид сварки не гарантирует качественное соединение, поэтому угольные электроды оправданно использовать при малой толщине меди. На толщине более 15 мм целесообразнее применение графитовых электродов.
Работа выполняется постоянным током прямой полярности и ведётся длинной дугой с целью избежать нежелательного влияния на качество выделяющегося оксида углерода. Поддерживают расстояние от присадочного материала до ванны 5 мм, не погружая в ванну, под углом 30° к изделию. Угол электрода к рабочей поверхности в 70-90°.
Обязательно применение присадочного материала с фосфором, а часто и флюс. Слой флюса наносят на предварительно обработанные жидким стеклом свариваемые кромки и хорошо просушивают.
Детали из совсем тонкой меди приваривают угольной дугой. При необходимости сварить более объёмные детали также допустимо использовать угольный электрод, но обязательно использование присадочного материала, в состав которого входят борный ангидрид, борная кислота, бура. Этим же составом можно обмазывать электроды.
Газовая сварка
При ремонтных работах и при изготовлении тонкостенных изделий из стали и цветных сплавов широко используется газовая сварка. Газовой сваркой выполняются такие же виды сварных соединений, как и электродуговой сваркой. Особенностью процесса является то, что под воздействием струи кислорода газ нагревается до температуры, достаточной для плавки.
Этапы газовой сварки меди:
- Подготовительный этап. Зачистка кромок свариваемых деталей, совмещение компонентов изделия и фиксация деталей прихватками. Длина прихваток и их расположение определяется толщиной меди – от 4-6 мм прихватки располагаются на расстоянии 70–110 мм друг от друга, а при толщине меди до 15-25 мм с расстоянием между ними – до 450–550 мм.
- Правильная установка компонентов изготавливаемой конструкции. Для качественной сварки установка происходит с небольшим наклоном к горизонтали (порядка 15 градусов).
- Выбор режима сварки. Режим определяется толщиной свариваемых деталей. При толщине 3–4 мм выбирается мощность 150–175 л/ч на 1 мм толщины, а при толщине от 8 до 10 мм мощность горелки выбирается из расчета 175–230 л/ч на 1 мм.
- Процесс сваривания.
- Заключительный этап. Состоит из проковки шва и очистки его от остатков флюса. Делается это азотной или серной кислотой с последующим удалением остатков кислоты водой.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
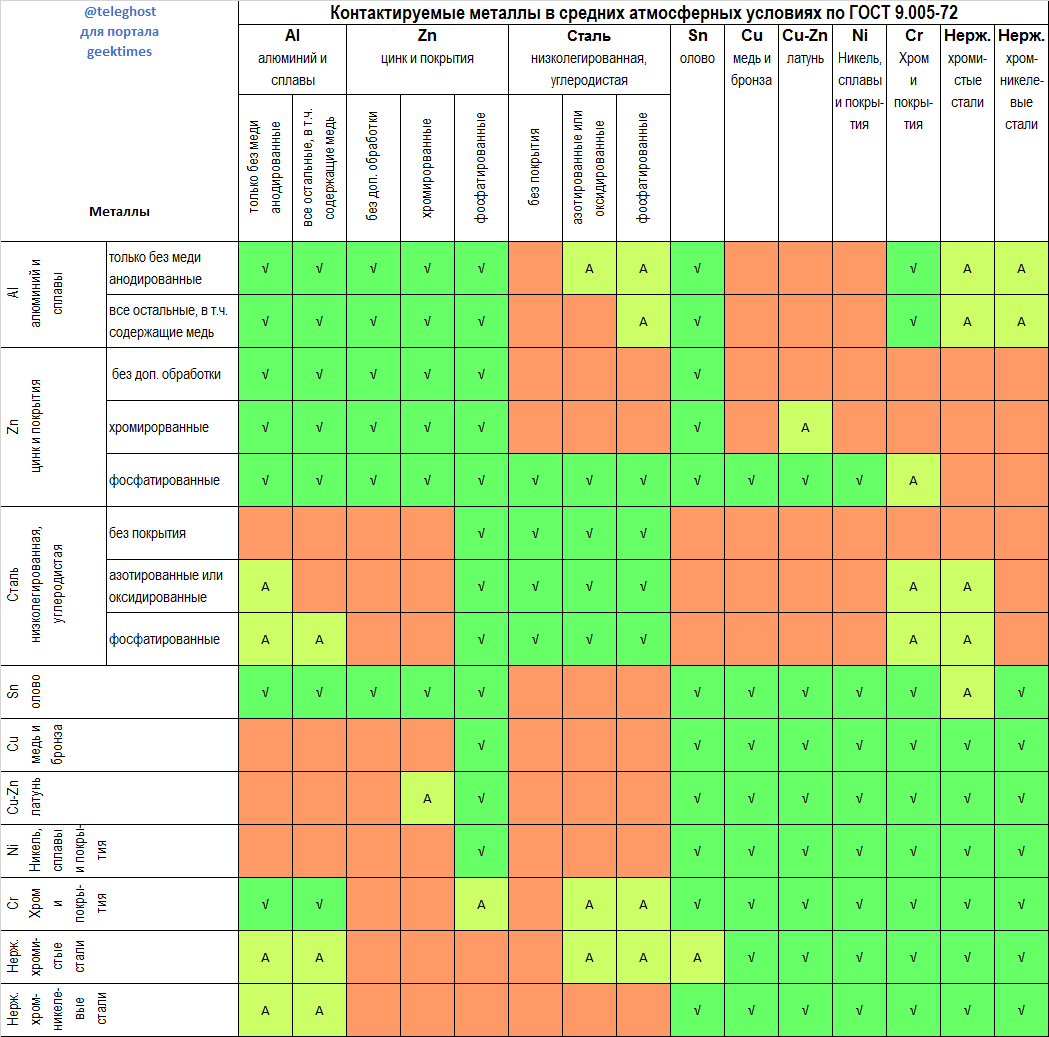
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Читайте также: