Сталь 3 холоднокатаная гост
Обновлено: 25.04.2024
Наша Металлобаза предлагает широкий сортамент стальных листов:
1) ГОСТ 19903-74, 19903-2015 — лист горячекатаный;
2) ГОСТ 19904-90 — лист холоднокатаный;
5) ГОСТ 8706-78 — лист пвл (просечно-вытяжной).
Виды сталей и размеры стальных листов по гост
Стальные листы, изготовленные по ГОСТу, представляют собой прокат прямоугольной формы с толщиной от 0.3 до 190 мм. Лист поставляется в рулонах (для сортамента толщиной 0.3-4 мм), но также пакуется в пачки от 2 до 8 тонн для листов толщиной от 0.3 до 5 мм. Глобализации и технологический прогресс позволили производству выйти на новый уровень и сегодня в ассортименте есть множество видов такого листового проката, начиная с классических форматов, заканчивая оцинковкой и рифлеными листами.
Виды сталей из которых изготавливаются листы:
Стали для изготовления листов 60Г, 65Г, 65, 70, 70Г — относятся к рессорно-пружинным углеродистым и легированным сталям. Стали Ст10кп/пс; Ст08кп/пс; Ст15кп/пс, Ст20кп/пс, Ст40, Ст45, Ст25, Ст30, Ст35 — относятся к углеродистым качественным конструкционным сталям. Стали Ст50, Ст60, Ст55 — относятся к углеродистым качественным конструкционным сталям. Стали 20Г, 30Г, 15Г, 40Г, 30Х, 38ХА, 40Х, 50Г, 10Г2, 35Г2, 20Х, 45Х — относятся к конструкционным легированным сталям.
следующих марок: 09Г2С, 17Г1с, 09Г2с-12, 10ХСнД, 17Г1Су.
Производство и сортамент листов по ГОСТ
Все производство стальных листов делится на два типа:
- Горячекатаный. В качестве исходного материала выступает углеродистая или низколегированная сталь, а сам процесс производства проходит в заводских условиях на специальных прокатных станках. В итоге получается тонкий стальной лист с обработанными или необработанными кромками. Данные вид листа по гост производится трех видов — рифленые листы с чечевичным рифлением стальные гост 8568, рифленые листы с ромбическим рифлением и листы с ровной плоскостью гост 19903.
- Холоднокатаный. Особенность этого способа производства заключается в холодном прокате листов горячекатаной стали. В результате получается лист с идеально гладкой поверхностью и толщиной от 0.3 до 5 мм. Кроме того, такие металлические изделия получают образцовые химические и физические свойства, а также высокую точность обработки, прочность, эластичность и устойчивость к деформациям.
Каждый стальной лист изготовленный по ГОСТ получает свою маркировку, которая поясняет точные характеристики проката. Например, маркер «А» определяет изделие с повышенной прочностью, маркер «Б» нормальной точности, «ПО» особо высокой плоскостности, «ПВ» высокой плоскостности и «ПН» нормальной плоскостности, показывают уровень плоскости поверхности. Маркировка «О» с обрезной кромкой, означает, что лист имеет обработанную кромку, «НО» с необрезной кромкой – соответственно без дополнительной обработки. Для увеличения химических и физических свойств стальные листы подергают дополнительным обработкам (оцинковка, накатка).
Применение
Сегодня листовая металлопродукция является базой для создания многих строительных, промышленных и хозяйственных элементов, и обойтись без таких материалов попросту невозможно. Лист стальной изготовленный по ГОСТ применяется в промышленности и производстве, в которой изготовляются трубы, металлические изделия разной конфигурации, а также используются для машино- и кораблестроения. К данным материалам выдвигаются высокие требования, как со стороны прочности и долговечности, так и к точности, качеству обработки.
Консультации по характеристикам ГОСТов на листы стальные
Наша Металлобаза предлагает выгодные условия для приобретения металлопроката, в том числе стальных листов по ГОСТу, для физических и юридических лиц. Выгодная программа лояльности и скидки на большой объем позволяют хорошо сэкономить. Мы всегда идем навстречу клиентам и готовы оказать профессиональную поддержку:
- Консультации и помощь в отгрузке металлопроката на объект.
- Сертификаты на всю металлопродукцию.
- Высокое качество проката за счет бережного хранения.
- Удобные способы оплаты.
- Быстрая доставка грузов по Москве и Московской области.
Нашими клиентами являются крупные застройщики и мелкие коммерческие организации по всей России. Нам доверяют, и мы ценим это превыше всего.
Технические условия
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки.
Дополнительные требования, соответствующие международному стандарту ИСО 3574—86 в части марок СР3 и СР4, набраны курсивом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2789—73 Шероховатость поверхности. Параметры и характеристики ГОСТ 5639—82 Стали и сплавы. Методы выявления и определения величины зернаГОСТ 5640—68 Сталь. Металлографический метод оценки микроструктуры листов и лентыГОСТ 7565—81 (ИСО 377-2—890 Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 7566—94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9013—59 (ИСО 6508—860 Металлы. Метод измерения твердости по Роквеллу ГОСТ 10510—80
(ИСО 8490—860 Металлы. Метод испытания на выдавливание листов и лентпо Эриксену
ГОСТ 11701—84 Металлы. Методы испытания на растяжение тонких листов и лент ГОСТ 19904—90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21014—88 Прокат черных металлов. Термины и определения дефектов поверхности ГОСТ 22536.0—87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1—88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2—87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3—88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4—88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5—87 (ИСО 629—820 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.10—88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22975—78 Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу)
3 Сортамент
3.1 Прокат подразделяют:по видам продукции:листы, рулоны;
по нормируемым характеристикам на категории:
по качеству отделки поверхности на группы:
особо высокой отделки — I 1) ,
высокой отделки — II,
повышенной отделки — III (IIIa, IIIб);
по способности к вытяжке (прокат толщиной до 2 мм):
весьма особо сложной — ВОСВ 1) , ВОСВ-Т 2)
особо сложной — ОСВ,
весьма глубокой — ВГ.
3.2 В части сортамента прокат должен соответствовать требованиям ГОСТ 19904.
3.3 Схема условных обозначений проката приведена в приложении 1.
4 Технические требования
4.1 Характеристики
4.1.1 Прокат изготовляют из низкоуглеродистых качественных сталей.
Марки стали приведены в приложении 2.
4.1.1.1 Марку стали устанавливает изготовитель.
4.1.1.1а Процессы, используемые при получении стали и изготовлении тонколистовой стали, обжатой в холодном состоянии, зависят от выбора производителя.
4.1.2 Категории проката в зависимости от нормируемых характеристик приведены в таблице 1.

1) По требованию потребителя.
2) По требованию потребителя с повышенными технологическими свойствами.
4.1.3 Механические свойства проката должны соответствовать требованиям таблицы 2.

Г До 01.01.99 факультативно, после чего норма уточняется.
Таблица 2а — Требования к механическим свойствам тонколистовой углеродистой стали, обжатой в холодном состоянии

1) Минимальный предел прочности на растяжение должен обычно составлять 270 Н/мм 2 . Все значения предела прочности на растяжение даются с точностью до ближайших 10 Н/мм 2 .
2) Для материала толщиной до 0,6мм включительно значения удлинения, приведенные в таблице, должны быть уменьшены на 1.
Минимальные значения удлинения для расчетной длины образца Lg = 5,65 V So (Sg — начальная площадь поперечного сечения образца) могут быть особо оговорены заинтересованными сторонами.
3) Эквивалентные значения твердости по Виккерсу также допускаются к применению в случае согласования заинтересованных сторон при заключении заказа. По согласованию заинтересованных сторон требования потвердости могут не оговариваться. Твердость листа толщиной менее 0,6 мм должна измеряться только всоответствии со шкалой HR30T.
4.1.4 Глубина лунки при испытании на выдавливание должна соответствовать требованиям таблицы 3.
Таблица 3 В миллиметрах
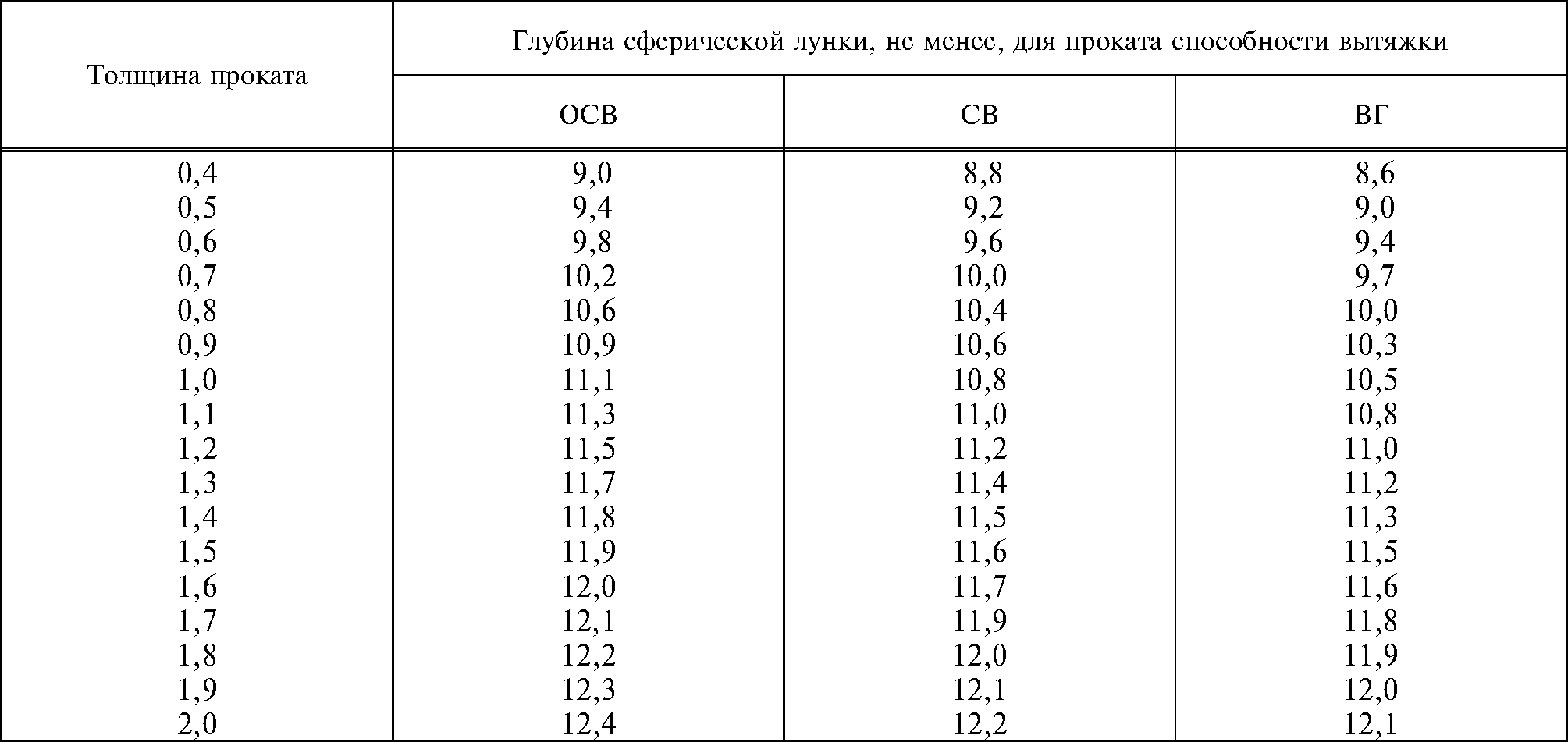
Примечание — Для проката промежуточных толщин нормы глубины сферической лунки берутся по ближайшей меньшей толщине, приведенной в таблице 3._
4.1.5 Прокат изготовляют в термически обработанном и дрессированном состоянии. Посогласованию изготовителя с потребителем прокат изготовляют в недрессированном состоянии, приэтом допускаются полосы — линии скольжения, пятна слипания сварки и перегиб, а показатели попределу текучести, глубине сферической лунки, относительному удлинению, плоскостности ишероховатости не нормируются.
4.1.6 Прокат изготовляют с необрезной и обрезной кромкой.
На кромках не допускаются дефекты, глубина которых превышает половину предельного отклонения по ширине проката и выводящие его за номинальный размер по ширине.
4.1.7 Прокат не должен иметь загнутых уголков, заворотов торцов и кромок под углом более90°, а также складок. Длина концов рулонов неполной ширины не должна превышать ширинурулона.
4.1.8 Поверхность проката должна быть без плен, сквозных разрывов, пузырей-вздутий,раскатанных пузырей, пятен слипания сварки, порезов, надрывов, вкатанной окалины, перетравов,недотравов, полос нагартовки, вкатанных металлических и инородных частиц.
Расслоения не допускаются.
Характеристика качества отделки поверхности приведена в таблице 4.

Определение расположения лицевой стороны проката приведено в приложении 3.
4.1.8а Состояние поверхности тонколистовой стали, обжатой в холодном состоянии, для вытяжки (CR3 и CR4) может быть неодинаковым в случае закрытых и открытых деталей.
Поверхность тонколистовой стали, предназначенной для изготовления закрытых деталей, может иметь поры, незначительные выемки, слабые штрихи или царапины, а также незначительное обесцвечивание.
Поверхность тонколистовой стали, предназначенной для изготовления открытых деталей, должна быть относительно свободна от указанных выше дефектов. Если не оговорено иначе, осмотру подвергается только одна сторона листа.
Тонколистовая сталь, обжатая в холодном состоянии, обычно выпускается с матированной поверхностью, которая пригодна для последующей обычной декоративной окраски, при этом подобнаясталь не рекомендуется для электрохимических покрытий.
При формоизменении тонколистовой стали, обжатой в холодном состоянии, при изготовлении из нее деталей может произойти ухудшение состояния поверхности некоторых локализованных зон, чтоможет потребовать ручной обработки подобных участков деталей для подготовки поверхности кпоследующему применению изделия.
4.1.9 Для проката III группы отделки поверхности допускается удаление поверхностныхдефектов зачисткой мелкозернистым наждачным или войлочным кругом с наждачной пастой. Приэтом на поверхности проката допускаются следы абразивной зачистки, а глубина зачистки не должнавыводить прокат за минимальный размер по толщине.
4.1.10 Величина относительного удлинения и глубина сферической лунки проката весьмаглубокой вытяжки, изготовляемого в дрессированном состоянии, гарантируется изготовителем втечение 10 суток с момента отгрузки.
4.1.10а Величины, указанные в таблице 2а, применимы на период времени, приведенный в таблице 4а, начиная с момента готовности стали к поставке.
4.1.11 Прокат может изготовляться без испытаний механических свойств, вытяжки и микроструктуры при условии штампуемости металла у потребителя.
4.2 Характеристики исполнения, устанавливаемые по требованию потребителя
4.2.1 Прокат с регламентированным химическим составом.
Прокат изготовляют из низкоуглеродистых качественных сталей марок:
08Ю — способность к вытяжке ВОСВ, ВОСВ-Т, ОСВ, СВ;
08кп, 08пс — способность к вытяжке ВГ.
Допускается изготовление проката способности к вытяжке ВГ из стали марки 08Ю.
4.2.2 Химический состав стали по плавочному анализу должен соответствовать требованиямтаблицы 5.

1 В стали марки 08пс допускается массовая доля алюминия до 0,07 %.
2 Допускается массовая доля углерода в стали марки 08Ю до 0,08 %, в стали марки 08пс — до 0,10 % приусловии соблюдения норм механических свойств.
4.2.2а Химический состав (анализ плавки) должен соответствовать величинам, указанным в таблице 5а.
Таблица 5а — Химический состав (анализа плавки)

4.2.3 Прокат II группы отделки — поверхности с нормированной шероховатостью поверхности. Нормы шероховатости устанавливаются по согласованию потребителя с изготовителем.
4.2.4 Прокат весьма глубокой вытяжки (ВГ) с нормированным пределом текучести.
Нормы устанавливаются по согласованию потребителя с изготовителем.
4.2.5 Прокат весьма глубокой вытяжки (ВГ) с контролем твердости. Нормы устанавливаютсяпо согласованию потребителя с изготовителем.
4.2.6 Прокат весьма особо сложной вытяжки (ВОСВ, ВОСВ-Т).
Механические свойства и глубина сферической лунки при испытании на выдавливание должны соответствовать требованиям таблиц 6 и 7.


4.2.7 Прокат весьма глубокой вытяжки (ВГ) с временным сопротивлением разрыву 270—350 Н/мм 2 (28—36 кгс/мм 2 ) и относительным удлинением §4 не менее 34 %. При толщине прокатадо 0,6 мм включ. относительное удлинение §4 должно быть не менее 33 %.
4.2.8 Прокат особо высокой отделки поверхности (I группа). Характеристика качества отделкиповерхности приведена в таблице 8.

4.2.9 Прокат способности к вытяжке ВОСВ, ВОСВ-Т, ОСВ и СВ толщиной 0,5 мм и менее сконтролем твердости.
Нормы должны соответствовать требованиям таблицы 2 и таблицы 6 для толщины проката свыше 0,5 до 0,8 мм. При этом допускается наличие следов деформации на обратной сторонеиспытываемого образца.
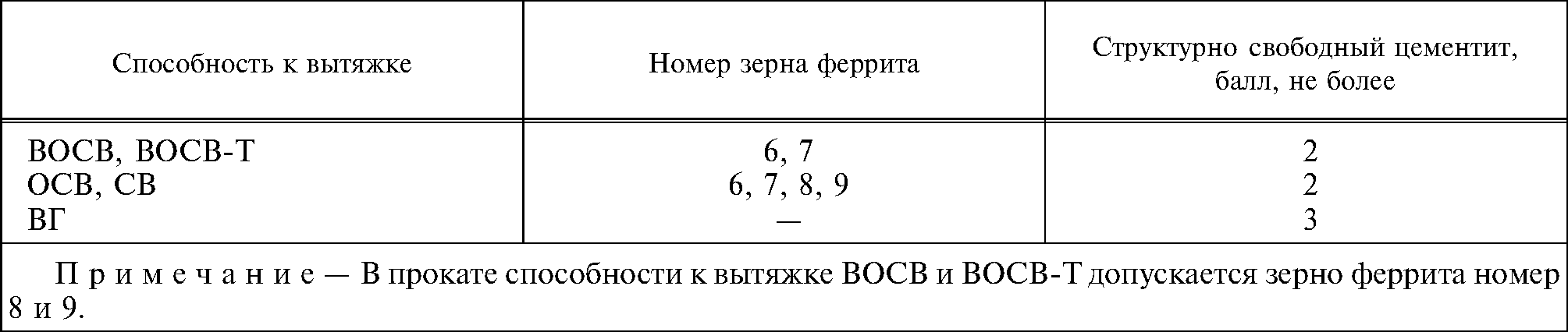
4.2.10 Прокат с контролем микроструктуры
Прокат должен быть с вытянутым зерном.
При равноосной микроструктуре нормы должны соответствовать требованиям таблицы 9.
4.3 Маркировка
4.3.1 Маркировка проката — по ГОСТ 7566 с дополнениями.
4.3.1.1 Маркировка проката должна содержать группу отделки поверхности, размер проката,способность к вытяжке. При изготовлении проката в соответствии с требованиями 4.1.11 указываетсяобозначение — 111Т.
Марка стали указывается при изготовлении проката в соответствии с требованиями 4.2.1.
4.3.1.1а Если не оговорено иначе, нижеследующие данные для идентификации стали должны быть четко указаны на верхнем листе каждой упаковки или на бирке, прикрепляемой к каждому рулону илипоставочному листу:
а — наименование производителя или идентификационный товарный знак;
б — номер настоящего международного стандарта;
в — обозначение качества;
г — номер заказа;
д — размеры продукта;
о — номер партии;
4.4 Упаковка
4.4.1 Упаковка проката — по ГОСТ 7566 с дополнениями:
4.4.1.1 Прокат должен быть смазан с обеих сторон слоем смазки, предохраняющим его откоррозии.
По требованию потребителя прокат не смазывают, при этом допускаются следы смазки, пятна ржавчины, риски и царапины, обусловленные отсутствием слоя смазки.
4.4.1.1а В порядке предотвращения ржавления на тонколистовую сталь, обжатую в холодном состоянии, обычно наносится покрытие из масла, однако в случае такой потребности указанныйтонколистовой материал может поставляться и без масляного покрытия. При этом следует помнить,
что указанное масло не является смазкой для вытяжки или формования и оно должно легко удаляться обезжиривающими веществами.
4.4.1.2 Пачки листов обертывают листами мягкой стали, укладывают на брусья и прочноскрепляют стальными полосами.
Допускается использование других материалов и способов упаковки, обеспечивающих сохранность проката при транспортировании. По требованию потребителя пачки перед обертыванием листами мягкой стали дополнительно обертывают влагонепроницаемой бумагой.
5 Приемка
5.1 Приемка проката — по ГОСТ 7566 с дополнениями:
Прокат к приемке предъявляют партиями. Партия должна состоять из проката одной садки в печь или одного режима термической обработки для печей непрерывного действия, одной категориивытяжки, одного размера по толщине.
Партия проката, изготовленная в соответствии с требованиями 4.2.1, должна состоять из стали одной плавки — ковша.
5.2 Каждая партия должна сопровождаться документом о качестве в соответствии с ГОСТ 7566с дополнениями:
группы отделки поверхности;
категории по нормируемым характеристикам.
При изготовлении проката в соответствии с требованиями 4.1.1 в документе о качестве указывается фактический химический состав стали.
При изготовлении проката в соответствии с требованиями 4.1.1 указывается обозначение — 111Т.
5.3 Для контроля поверхности, размеров, плоскостности, химического состава, механическихсвойств, проведения испытания на выдавливание и определения микроструктуры от каждой партиипроката отбирают два листа или один рулон.
5.4 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю повторную проверку проводят по ГОСТ 7566.
5.4а Если в результате проведения не удалось получить заранее определенные результаты, два повторных испытания следует провести на образцах, приготовленных из выбранного наугад материалаэтой же партии. Результаты обоих испытаний должны соответствовать требованиям настоящегоМеждународного стандарта, в противном случае вся партия может быть забракована.
6 Методы контроля
6.1 Для проверки механических и технологических свойств проката от каждого отобранногорулона отбирают одну пробу на расстоянии не менее 2,0 мм от его конца. От каждой пробы рулонаили отобранного листа отбирают:
по одному поперечному образцу на растяжение (место вырезки — по ГОСТ 7564);
один образец на выдавливание. Образец вырезают длиной, соответствующей всей ширине проката. Испытания проводятся в местах, соответствующих середине и краю по ширине проката(не ближе 40 мм от кромки). За результат испытания принимают среднее арифметическое трехизмерений. При испытании на автоматической машине допускается уменьшение глубины сферической лунки на 0,3 мм;
два образца на микроструктуру — один с края, другой из средней части ширины проката;
по одному образцу на твердость.
6.1а Образцы для испытаний на растяжение и определение твердости
Из каждой партии тонколистового материала, предназначенного для поставки, должен готовиться один представительный образец для испытаний на растяжение (который также используется для определения твердости) в соответствии с требованиями, указанными в таблице 2а. Партия вданном случае представляет собой каждые 50 т или меньше тонколистового материала одинаковогокачества, прокатанного до одинаковой толщины и состояния.
6.2 Испытания проводят:
на растяжение — по ГОСТ 11701 на образцах с расчетной длиной 80 мм и шириной рабочей части 20 мм. На диаграмме растяжения для проката способности вытяжки ВОСВ, ВОСВ-Т, ОСВ иСВ не должно быть площадки текучести. На поверхности образцов после испытаний не должнобыть полос-линий скольжения;
на выдавливание — по ГОСТ 10510.
Допускается проводить испытание на приборе Эриксена на образцах шириной 80—90 мм;
на величину зерна — по ГОСТ 5639;
на наличие структурно-свободного цементита — по ГОСТ 5640 (шкала I).
6.2а Испытания на растяжение должны проводиться в соответствии со стандартом ИСО 6892. Образцы для испытаний на растяжение в поперечном направлении должны вырезаться на половинерасстояния между центром и кромкой листа в направлении прокатки.
6.3 Качество поверхности проката проверяют внешним осмотром без применения увеличительных приборов. Классификация дефектов поверхности — по ГОСТ 21014.
6.4 Отбор проб для химического анализа — по ГОСТ 7565.
6.5 Химический анализ — по ГОСТ 22536.0—22536.3, ГОСТ 22536.4, ГОСТ 22536.5,ГОСТ 22536.10 или другими методами, обеспечивающими требуемую точность.
При возникновении разногласий применяют методы, установленные настоящим стандартом.
6.5а Анализ каждой плавки должен проводиться производителем для определения содержания в мас. % углерода, марганца, фосфора и серы. При необходимости по специальному запросу данныенастоящего анализа должны сообщаться покупателю или его представителю.
6.6 Измерение твердости — по ГОСТ 9013 или ГОСТ 22975 в зависимости от толщины прокатаи ожидаемой величины твердости.
Твердость определяют на образцах, отобранных для испытаний на растяжение вне их рабочей части или на образцах для контроля микроструктуры.
6.6а Определение твердости должно проводиться в соответствии с рекомендациями ИСО/R 1024 и стандартами ИСО 6507-1 или ИСО 6508 с использованием образцов, приведенных в 6.2а.
6.7 Шероховатость поверхности проката измеряют контактным профилометром поГОСТ 2789.
Образцы отбирают от контрольного рулона (листа) на расстоянии не менее 40 мм от кромки и из средней части ширины рулона (листа) по одному образцу размером 200 х 200 мм.
6.8 Допускается применение статистических и неразрушающих методов контроля, обеспечивающих точность определения, достигаемую прямыми методами измерения.
При возникновении разногласий применяются методы контроля, установленные настоящим стандартом.
6.9 Контроль глубины залегания дефектов поверхности проводят по методике предприятия-изготовителя.
Сталь 3 холоднокатаная гост

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ПРОКАТ СТАЛЬНОЙ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ И ХОЛОДНОКАТАНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ С НЕПРЕРЫВНЫХ ЛИНИЙ
Steel cold rolled and cold rolled hot-galvanized sheet with polymer coating, prepainted by the continuous coil-coating process. Specifications
____________________________________________________________________
Текст Сравнения ГОСТ 34180-2017 с ГОСТ Р 52146-2003 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
____________
* Вероятно ошибка оригинала. Следует читать "МКС 77.140.50". - Примечание изготовителя базы данных.
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина" (ФГУП "ЦНИИчермет им.И.П.Бардина")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2017 г. N 100-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 августа 2017 г. N 909-ст межгосударственный стандарт ГОСТ 34180-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2018 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 52146-2003
6 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2022 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на стальной тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный прокат с полимерным (лакокрасочным и пластизолевым) покрытием, нанесенным валковым методом в агрегатах непрерывного действия, предназначенный для применения в строительстве, приборостроении, при производстве внешних панелей бытовой техники и в других отраслях промышленности, кроме автомобилестроения.
По согласованию изготовителя с заказчиком для проката с полимерным покрытием может применяться стальная основа с цинковым, железоцинковым, цинкалюминиевым, цинкалюмомагниевым и другими видами металлических покрытий, нанесенными методом горячего погружения в расплав.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.072-77 Покрытие лакокрасочное. Термины и определения
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 13345-85 Жесть. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 19851-74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ 31149-2014 (ИСО 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 полимерное (лакокрасочное, пластизолевое) покрытие: Покрытие на основе высокомолекулярных соединений на поверхности проката, сформированное при горячей сушке нанесенных валковым методом жидких лакокрасочных материалов (грунтовок, отделочных и защитных эмалей, пластизолей и т.д.).
3.2 лицевая сторона проката с полимерным покрытием: Сторона, подвергающаяся влиянию внешних воздействий.
3.3 обратная сторона проката с полимерным покрытием: Сторона, противоположная лицевой стороне.
3.4 многослойное полимерное покрытие: Покрытие, состоящее из слоя грунта, слоя или слоев промежуточного покрытия и слоя отделочного покрытия, пластизоля или защитной эмали.
3.5 двухслойное полимерное покрытие: Разновидность многослойного покрытия, состоящего из слоя грунта и слоя отделочной эмали, пластизоля или защитной эмали.
3.6 грунтовочный слой: Нижний слой в системе полимерного покрытия, наносимый непосредственно на подготовленную металлическую поверхность, предназначенный для обеспечения прочного сцепления и высокой коррозионной стойкости всего покрытия в целом.
3.7 отделочный слой: Верхний лицевой слой в системе полимерного покрытия с особыми требованиями к внешнему виду, антикоррозионной защите и т.д.
3.8 промежуточный слой: Каждый слой покрытия между грунтовочным и отделочным слоями.
3.9 полимерное покрытие лицевой стороны: Двух- или многослойное покрытие, обладающее комплексом защитных, декоративных, физико-механических и других специальных свойств.
По согласованию обе стороны проката могут быть с полимерным покрытием лицевой стороны.
3.10 полимерное покрытие обратной стороны: Покрытие любого вида (одно- или двухслойное) без регламентирующих требований к внешнему виду, коррозионной стойкости и т.п., предназначенное преимущественно для защиты полимерного покрытия лицевой стороны от механического воздействия в рулонах и пачках проката.
3.11 прокат с односторонним полимерным покрытием: Прокат, на одну сторону которого наносится полимерное покрытие лицевой стороны, а на другую сторону - полимерное покрытие обратной стороны.
3.12 прокат с двусторонним полимерным покрытием: Прокат, на обе стороны которого наносится полимерное покрытие лицевой стороны.
3.13 номинальная толщина полимерного покрытия: Толщина покрытия с учетом всех слоев с одной (лицевой или обратной) стороны проката.
3.14 металлическая основа: Стальная основа для холоднокатаного проката или стальная основа с металлическим покрытием для холоднокатаного проката с горячими покрытиями.
3.15 номинальная толщина проката с полимерным покрытием: Толщина металлической основы без учета толщины полимерного покрытия.
3.16 фактура полимерного покрытия: Внешнее строение поверхности покрытия.
3.16.1 гладкое покрытие: Покрытие, полученное нанесением лакокрасочного материала, образующего в мокром слое и сохраняющего после отверждения практически гладкую поверхность.
3.16.2 рельефное покрытие: В соответствии с ГОСТ 9.072 рельефное покрытие в зависимости от технологии образования рельефа подразделяют на:
3.16.2.1 тисненое покрытие: Полимерное покрытие, полученное из гладкого отвержденного покрытия путем механического выдавливания фактуры при помощи специального оборудования.
3.16.2.2 сморщенное покрытие: Покрытие, полученное нанесением лакокрасочного материала, образующего практически гладкую поверхность в мокром слое и гофрированную поверхность с низким равномерным блеском в отвержденном покрытии.
3.16.2.3 текстурированное покрытие: Покрытие, обладающее рельефной, шероховатой, однородной поверхностью, создаваемой за счет присутствия в лакокрасочном материале текстурирующего наполнителя: гранул полиамида, керамики, стекла и др.
3.16.3 Допускается производство проката с другими фактурами поверхности.
3.17 рисунчатое покрытие: Полимерное покрытие, внешний слой которого имеет определенный рисунок.
3.18 обрезная кромка проката с полимерным покрытием: Кромка, которую обрезают после холодной прокатки и термической обработки для холоднокатаного проката или после процесса цинкования перед обработкой на линии агрегата полимерных покрытий.
3.19 необрезная кромка проката с полимерным покрытием: Кромка, которую не обрезают после холодной прокатки и термической обработки для холоднокатаного проката или после процесса цинкования перед обработкой на линии агрегата полимерных покрытий.
Справочник металлопроката
Лист холоднокатаный – правильное наименование - Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Холоднокатаный лист производится в соответствии с ГОСТ 16523-97 и ГОСТ 19904-90 из марок стали по ГОСТ 380-2005 и ГОСТ 1050-88.
Листовой прокат - наиболее экономичный вид металлопродукции. Он получил широкое распространение как конструкционный материал в различных отраслях машиностроения. Лист стальной горячекатаный толстолистовой выпускается толщиной 4-160 мм различной ширины и длины. Максимальная ширина 600-1800 мм, длина 2-8 метров. Тонколистовая продукция имеет толщину 1,2 -10 мм, ширину 200-2300мм.
В ряде случаев поверхность листового проката подвергают дополнительной обработке для придания ей соответствующих свойств. Производство листа стального горячекатаного осуществляется по самым современным технологиям. Его изготовляют на самом современном оборудовании, являющимся новейшим достижением научно-технического прогресса. Благодаря этому получается прочное, обладающее долговечностью при эксплуатации, изделие.
Основные технологические операции прокатного производства следующие: подготовка исходного материала, нагрев, прокатка и отделка. При подготовке исходного материала к прокатке с него удаляют различные поверхностные дефекты, что увеличивает выход готового проката. Эта операция особенно необходима при прокатке качественной углеродистой и легированной стали. Соблюдение установленных режимов нагрева металла перед прокаткой, индивидуальный для каждой марки или группы марок стали, правильный выбор температуры начала и конца прокатки, а также режим обжатия влияют не только на качество листа стального горячекатаного, но и на производительность стана. Нарушение данного нагрева металла может привести к получению неудовлетворительных механических свойств готового проката к браку.
Холоднокатаный лист производят путем холодной прокатки на специальных прокатных станах из горячекатаного рулона (подката). Такой способ производства обеспечивает более плотную кристаллическую решетку и отличное качество поверхности, что и позволяет его использовать в качестве материала при производстве сложных изделий, при производстве которых требуется гнутье и штамповка.
ХК лист, так же как и рулон холоднокатаный из углеродистой качественной стали используют для различного рода профилирования – различные короба, кожухи, корпуса и другие изделия, требующие гнутья листа и высокого качества поверхности.
Горячекатаный лист и горячекатаный рулон не получится использовать для холодного профилирования, т.к. такой материал менее пластичный и будет ломаться.
Лист и рулон холоднокатаный из углеродистой стали обыкновенного качества используют при изготовлении простых деталей и элементов, как правило не требующих гнутья и штамповки, но к которым предъявляются высокие требования по качеству поверхности и геометрии.
Лист стальной холоднокатаный используется для производства конструкций машин и механизмов, в строительных производствах. Мы предлагаем Вам продукцию широкого назначения. Она имеет поверхность, которая очень хорошо поддается окрашиванию в различные цвета. Отличаются данные изделия положительными эксплуатационными характеристиками.
Лист холоднокатаный изготавливается по ГОСТ 16523-97.
Сортамент должен соответствовать ГОСТ 19904-90.
Хим.состав стали должен соответствовать ГОСТ 1050-88.
По видам продукции листы холоднокатаные подразделяется на:
- листы (с обрезной кромкой);
- рулоны (с необрезной и обрезной кромкой).
Лист холоднокатаный производится шириной 500 мм и более, в листах толщиной от 0,35 до 5,0 мм и в рулонах толщиной от 0,5 до 3,0 мм.
Читайте также: