Сталь 40х селект 40х
Обновлено: 03.05.2024
Расшифровка марки стали 40Х: эта марка означает, что в стали содержится 0,40% углерода и менее 1,5% хрома.
Преимущества термообработки изделий из стали 40Х в кипящем слое по сравнению с традиционными способами: был исследован нагрев под закалку высокопрочных болтов из сталей 40Х и 38ХС. Из опытов следует, что при горизонтальном положении болта М24 в кипящем слое частиц корунда диаметром 0,32 мм, отапливаемом природным газом, медленнее всего температура повышается на оси болта в месте стыка его тела и головки. Скорость нагрева в этой точке почти вдвое меньше, чем на поверхности в середине болта, так что во избежание перегрева температура кипящего слоя не должна заметно превышать конечную температуру нагрева. В слое с температурой 900° С болт прогревается до 860° С примерно за 3 мин (термопара зачеканена на оси под головкой), в то время как в применяемых в настоящее время электропечах К-160 нагрев до 860° С длится, по нашим экспериментальным данным, 40 мин. За это время в электропечах образуется значительный слой отслаивающейся окалины, в то время как при нагреве в кипящем слое с двухступенчатым сжиганием поверхность получается чистой. Эксперименты показали, что для аустенизации достаточна выдержка болтов из обеих сталей при температуре слоя 860-870° С в течение 10-15 мин. Поскольку скорость охлаждения этих изделий в кипящем слое оказалась недостаточной, закалку осуществляли в масле. Отпущенные после закалки (410° С, 80 мин) болты отличались высокими показателями прочности при достаточной пластичности:
Сталь 40Х: σв=147-150 кгс/мм 2 , ан=3,84-3,27 кгс*м/см 2 , HB 345-360
(ударную вязкость ан определяли на образцах, предел прочности σв на целых болтах).
| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| s в | - предел кратковременной прочности, МПа | R и ρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см 2 | T | - температура, при которой получены свойства, Град | |
| s T | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20 o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn и r | - плотность кг/м 3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20 o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σ t Т | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Преимущества, характеристики и критерии выбора высокопрочных болтов, винтов и шпилек
Высокопрочные болты, винты и шпильки при небольших габаритах способны обеспечить разъемное соединение, не уступающее по прочности сварному и превосходящее заклепочное. Интенсивно эксплуатируемая техника или массивные строительные металлоконструкции требуют применения именно высокопрочного крепежа. Стремление снизить расходы и использовать в ответственных узлах крепления низкопрочные детали может привести к быстрому разрушению конструкций или выходу из строя механизмов.
Перед внедрением высокопрочного крепежа в той или иной проект проектировщики производят точный расчет болтовых соединений с учетом силовой нагрузки на метизы и их прочностных характеристик. К сожалению, в отечественной промышленности объем использования высокопрочных крепежных изделий меньше, чем в развитых зарубежных странах. Это связано с отсутствием достаточной информации о преимуществах и эффективности их применения, а также технической литературы и справочных данных для их практического использования.
Создание долговечной выносливой техники также невозможно без особо прочного крепежа. К сожалению, но факт, что наши автомобили часто не выдерживают даже гарантийного срока эксплуатации из-за крепежных деталей низкой прочности, чего не скажешь об автомобильном парке немецкого, японского, французского, американского производства. Но ситуация в нашей стране постепенно налаживается не только за счет импорта высокопрочного крепежа, но и из-за того, что многие отечественные метизные заводы налаживают его выпуск по российским и европейским стандартам.

В чем отличие высокопрочного крепежа от обычного?
Главное отличие от метизов общего назначения заключается в особых физико-механических свойствах высокопрочного крепежа, которые дают ему возможность воспринимать более тяжелую нагрузку. К примеру, болт высокого класса прочности 12.9 разорвется при нагрузке 1200 Н/мм², а аналогичный по диаметру низкого класса 4.8 – при 420 Н/мм², то есть при нагрузке в 2.7 раза меньшей.

Высокопрочный винт ISO 7380-1 класса прочности 10.9
Помимо колоссальной стойкости к повышенным нагрузкам, крепеж высокого класса прочности дает еще целый ряд преимуществ:
- Снижение металлоемкости изделий и конструкций, при одновременном сохранении надежности крепежных узлов. Это достигается путем использования меньших по размеру винтов, но рассчитанных на более высокие нагрузки.
- Использование шпилек меньшего диаметра влечет за собой уменьшение диаметра монтажных отверстий и, как следствие, повышение прочности металлоконструкций, фланцевых соединений. Кроме того, замена обычных метизов на более прочные позволяет сократить количество точек крепления, снизив тем самым затраты на крепеж.
- Возможность применения в различных климатических условиях. Высокопрочные болты северного исполнения могут эксплуатироваться в условиях сурового климата до -60°С (маркировка «ХЛ») или средних холодных температур до -40°С (маркировка «У»).
- Способность воспринимать постоянные, переменные и особые нагрузки (подвижные, вибрационные, динамические, сейсмические).
- Возможность применения в конструкциях, эксплуатируемых в слабо-, средне-, сильноагрессивных средах с использованием защитных металлических или лакокрасочных покрытий.
- Создание сдвигоустойчивых соединений. В обычном болтовом соединении при нагрузке на сдвиг происходит смещение соединяемых элементов, равное величине зазора между шпилькой и стенкой отверстия. Высокопрочный болткомплект позволяет стянуть элементы с большим усилием, благодаря чему между ними возникает трение, исключающее сдвиг. Такое соединение называется фрикционным.
Преимущества перед сварочным соединением:
- Соединения на болтах снижают трудоемкость монтажа, позволяют вести сборку силами рабочих невысокой квалификации, автоматизировать, механизировать сборочный процесс.
- Применение высокопрочных болтовых соединений при монтаже металлоконструкций позволяет использовать элементы из трудносвариваемых сталей повышенной прочности.
- Возможность визуального контроля целостности монтажного соединения на болтах, тогда как в сварных швах могут быть скрытые дефекты.
Преимущества перед заклепочным соединением:
Сегодня при возведении металлоконструкций на смену заклепкам пришли высокопрочные болткомплекты, которые более выносливы переменным нагрузкам за счет равномерного распределения напряжения по сечению болтового соединения. К тому же в отличие от заклепок они могут быть легко заменены в случае износа, дают возможность сборки/разборки конструкции, могут использоваться многократно, что облегчают ремонт оборудования.
Высокие классы прочности и их расшифровка

Согласно международной классификации резьбовых метизов, к высокопрочным болтам, винтам, шпилькам относятся изделия, имеющие цифровую маркировку классов прочности 8.8, 9.8, 10.9, 12.9, а к сверхпрочным – 14.9. Это важнейшая из характеристик, которая обязательно учитывается в любом проекте. Чем выше эти значения, тем прочнее, выносливее, качественнее и соответственно дороже метиз.
Первая цифра указывает на предельную нагрузку на растяжение, при которой крепеж разорвется. Эта величина называется пределом прочности на разрыв, определяется как одна сотая от номинального временного сопротивления, выражается в МПа или Н/мм².
Например, для болта 10.9 она равняется: 10 / 0,01 = 1000 МПа (Н/мм²).
Вторая цифра говорит нам о напряжении, при котором крепеж необратимо деформируется при изгибе, а называется этот параметр – предел текучести. Определяется умножением первой цифры на вторую и на 10.
Например, для того же болта 10.9 он равен: 10х9х10 = 900 МПа (Н/мм²).
При расчете соединения для заданной нагрузки значение предела текучести умножают на коэффициент 1/2 или 1/3 для обеспечения 2-х или 3-кратного прочностного запаса.
Марки сталей и особенности изготовления крепежа высокой прочности
Крепежные изделия классов от 8.8 до 14.9, включая болты для автомобильной промышленности, производятся из конструкционных среднеуглеродистых сталей, легированных упрочняющими добавками. Эксплуатационные свойства крепежа определяются двумя факторами:

Самые популярные марки: 35, 40, 40Х Селект, 38ХА, 30ХГСА, 35ХГСА, 40ХН2МА, 38ХГНМ. Реже используют слаболегированные борсодержащие стали марок 12Г1Р, 20Г2Р, 30-35Г1Р. Стали, легированные бором, обладают благоприятным сочетанием прочностных и пластических свойств, но из-за некоторых технологических трудностей при их выплавке, их внедрение в метизное производство сдерживается.
Исходное сырье поступает на производство в виде стержней или проволоки. Болты формируют методом холодной штамповки под давлением на высадочных автоматах, затем на них наносят резьбу на накатных автоматах. Для придания готовым изделиям высоких прочностных характеристик, эксплуатационной надежности и устранения хрупкости их подвергают термическому упрочнению путем нагревания в закалочной печи и последующему отпуску (охлаждению).
Таблица 1. Марки сталей, рекомендованные для изготовления болтов, винтов, шпилек высоких классов прочности.
| Класс прочности | 8.8 | 10.9 | 12.9 |
| Марка стали | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.20Г2Р | Ст.35Х, Ст.38ХА, Ст.45Г, Ст.40Г2, СТ.40Х, Ст.40Х Селект Ст.30ХГСА, Ст.35ХГСА | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА |
| Граница прочности, МПа | 800. 830 | 1000. 1040 | 1200. 1220 |
| Граница текучести, МПа | 640. 660 | 900. 940 | 1080. 1100 |
| Твердость по Бринеллю, НВ | 242. 318 | 304. 361 | 366. 414 |
Стандарты ГОСТ и DIN на высокопрочный крепеж
Сегодня “высокопрочка” поступает на рынок от отечественных, европейских и азиатских производителей. И если качество китайского крепежа вызывает недоверие у потребителей, то российский и европейский продукт пользуется большим спросом. Во многих зарубежных нормативах DIN, EN прописано использование болткомплектов (болт, гайка, шайба в сборе) от одного производителя. В наших документах нет таких правил. Нет в них и требований по виду защитного покрытия, тогда как европейские метизы оцинковываются, как правило, горячим методом.
Таблица 2. Стандарты на высокопрочный крепеж в России и Европе.
| Национальные стандарты РФ | Европейские стандарты |
| ГОСТ Р 52643-2006 Общие технические условия | DIN EN 14399-1:2006 Общие требования |
| ГОСТ Р 52644-2006 (ИСО 7411:1987) Болты | DIN EN 14399-2:2006 Проверка пригодности к предварительным натяжениям |
| ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки | DIN EN 14399-4:2006 Гарнитуры из болтов и гаек. Система HV |
| ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы | DIN EN 14399-5:2006 Шайбы |
| DIN EN 14399-6:2006 Шайбы с фаской |
Основные виды высокопрочных болтов, винтов и шпилек, используемые в России строительными компаниями и машиностроительными предприятиями:
Перечисленные стандарты распространяются на шестигранные болты высокой прочности (БВП), разработанные для использования при монтаже строительных металлоконструкций из стали, а также в мостостроении и тяжелом машиностроении для создания высоконагруженных соединений. Размерный ряд ограничен диаметрами М16 – М48. Выпускаются в климатическом исполнении «У» и «ХЛ»
- ГОСТ 7798, ГОСТ 7805, DIN 933, DIN 931, ISO 4014, ISO 4017
Стандарты на БВП с нормальной шестигранной головкой, полной и неполной резьбой, используемые для скрепления деталей и элементов конструкций в автомобилестроении, других производственных и строительных областях. Имеют широкий диапазон диаметров от М3 до М64. Выпускаются без покрытия или оцинкованными разными способами (гальваническим, термодиффузионным, горячим). Аналоги с мелкой резьбой – DIN 960, DIN 961.
По данным стандартам изготавливаются винты с внутренним шестигранником и головкой в форме цилиндра, которые используются в самых разных отраслях промышленности. Винты DIN, ISO имеют более длинный перечень размеров, выпускаются только в высоких классах прочности 8.8, 10.9, 12.9, тогда как ГОСТ допускает их изготовление и низких классов, но ограниченного диаметра от М3 до М36.
Настоящие стандарты описывают требования к откидным винтам (болтам) с ушком и метрической резьбой диаметром от М5 до М36, которые применяются в станочных приспособлениях, в качестве детали соединения в машиностроении или совместно со строительными анкерами с внутренней резьбой.
Данные стандарты регламентируют размеры, длину, шаг и тип резьбы резьбовых шпилек (штанг). К высокопрочным относят шпильки с границей прочности 800…1200 Нм. Они имеют фиксированную длину 1000 или 2000 мм, диаметр от М4 до М48. Применяются в машиностроении, строительной отрасли, при монтаже кабельно-трубных эстакад.
Все вышеперечисленные метизы изготавливаются в черном исполнении (под покраску) и оцинкованном различными способами.
Усилие затяжки высокопрочных болтов

При установке БВП следует учитывать характер монтажного соединения: сдвигоустойчивое (фрикционное) или с несущими болтами. В первом случае соединение затягивается до требуемой (проектной) величины динамометрическими ключами для обеспечения сил трения между соединяемыми элементами. Момент затяжки – это усилие, приложенное к гайке или головке винта и создающее в теле метиза контролируемое усилие натяжения. Расчетные значения момента закручивания и усилия предварительной затяжки болтов сведены в специальные справочные таблицы.
Таблица 3. Нормы затяжки болтов (коэффициент трения 0,14)
| Диаметр резьбы, мм | Шаг резьбы, Р | Площадь сечения As, мм | Усилие предварительной затяжки Q, кН | Крутящий момент Мкр, кН | ||||
| 8.8 | 10.9 | 12.9 | 8.8 | 10.9 | 12.9 | |||
| М4 | 0,7 | 8,78 | 4,3 | 6,3 | 7,4 | 3,3 | 4,8 | 5,6 |
| М5 | 0,8 | 14,2 | 7 | 10,3 | 12 | 6,5 | 9,5 | 11,2 |
| М6 | 1 | 20,1 | 9,9 | 14,5 | 17 | 11,3 | 16,5 | 19,3 |
| М8 | 1,25 | 36,6 | 8,1 | 26,6 | 31,1 | 27,3 | 40,1 | 46,9 |
| М10 | 1,5 | 58 | 28,8 | 42,2 | 49,4 | 54 | 79 | 93 |
| М12 | 1,75 | 84,3 | 41,9 | 61,5 | 72 | 93 | 137 | 160 |
| М14 | 2 | 115 | 57,5 | 84,4 | 98,8 | 148 | 218 | 155 |
| М16 | 2 | 157 | 78,8 | 115,7 | 135,4 | 230 | 338 | 395 |
| М18 | 2,5 | 193 | 99 | 141 | 165 | 329 | 469 | 549 |
| М20 | 2,5 | 245 | 127 | 181 | 212 | 464 | 661 | 773 |
| М22 | 2,5 | 303 | 158 | 225 | 264 | 634 | 904 | 1057 |
| М24 | 3 | 353 | 183 | 260 | 305 | 798 | 1136 | 1329 |
| М27 | 3 | 459 | 240 | 342 | 400 | 1176 | 1674 | 1959 |
| М30 | 3,5 | 561 | 292 | 416 | 487 | 1597 | 2274 | 2662 |
| М33 | 3,5 | 694 | 363 | 517 | 605 | 2161 | 3078 | 3601 |
| М36 | 4 | 817 | 427 | 608 | 711 | 2778 | 3957 | 4631 |
| М39 | 4 | 976 | 512 | 729 | 853 | 3597 | 5123 | 5994 |
Где и как маркируется прочность на изделии?

Маркировка высокопрочных болтов
Требования к обозначению прочности болтов, винтов, шпилек прописаны в ГОСТ 1759.0-87 (для диаметров до 48 мм) и ГОСТ 18126-94 (для диаметров от 48 мм). Знаки маркировки хорошо читаются на метизах, поэтому потребитель может легко определить класс прочности крепежа, с которым имеет дело.
Болты с шестигранными головками, винты с цилиндрическими головками под внутренний шестигранник и резьбовые шпильки маркируются по прочности цифровым кодом 8.8, 10.9, 12.9, 14.9 (с разделительной точкой или без нее), а шестигранные гайки – 9, 10, 12, 14. Это нестираемые выпуклые или углубленные клейма, нанесенные на головку болтов сбоку или сверху.
Маркировка классов прочности на крепеже малых диаметров может выполняться по системе циферблата.
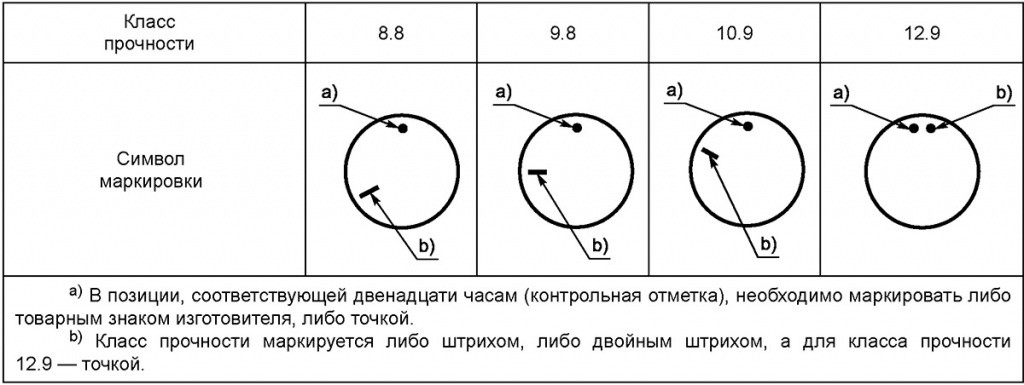
Таблица 4. Циферблатная маркировка прочности болтов
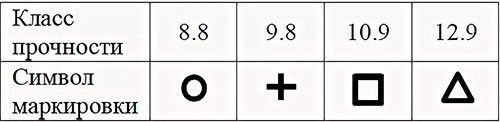
Классы прочности шпилек отображаются, как правило, на их торцевой поверхности. Если шпилька имеет неполную резьбу, то цифровой код может быть нанесен на ее гладкую часть. Для шпилек также может применяться маркировка цветом (желтый для класса 8.8, белый для 10.9) или условными обозначением, нанесенным на торец:
Маркировка высокопрочных шпилек
Критерии выбора высокопрочного крепежа
- Тип, размер и класс прочности крепежных изделий должен соответствовать проектной документации.
- Замену одних деталей крепления на другие вправе производить только специалист после проведения соответствующих нормативных расчетов.
- Крепежные изделия должны быть равны или превышать по прочности материал конструкции.
- Несущая способность БВП должна соответствовать поставленной задаче, а антикоррозийная защита соответствовать эксплуатационным условиям.
- Необходимо учитывать совместимость металла конструкции и метиза во избежание гальванической коррозии.
- Не стоит покупать высокопрочные метизы у поставщиков с сомнительной репутацией.
- Перед покупкой желательно провести визуальный контроль для выявления возможных дефектов.
Высокопрочные болты, винты и шпильки – это особый вид метизов, на которые возлагается большая ответственность за надежность и долговечность автомобилей, станков, грузоподъемной техники, мостов, эстакад, портовых сооружений, спортивных арен, других масштабных строительных объектов. Компания «Крепком» сотрудничает только с ответственными производителями, на предприятиях которых исследуется состав поступающего сырья, а каждая партия готового крепежа проходит испытания, установленные действующими стандартами. Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.
Конструкционная легированная сталь 40Х
Сталь 40Х относится к конструкционным легированным сталям и применяется для изготовления следующих деталей:
- оси,
- валы,
- вал-шестерни,
- плунжеры,
- штоки,
- коленчатые и кулачковые валы,
- кольца,
- шпиндели,
- оправки,
- рейки,
- зубчатые венцы, болты,
- полуоси,
- втулки и другие улучшаемые детали повышенной прочности.
Расшифровка стали 40Х
Число 40 указывает среднее содержание углерода в сотых долях процента, т.е. среднее содержание углерода в стали 40Х равно 0,4%.
Буква Х указывает среднее содержания хрома до 1,5%.
Химический состав, % (ГОСТ 4543-71)
| C, углерод | Mn, марганец | Si, кремний | P, фосфор | S, сера | Cr, хром | Ni, никель | Cu, медь | As, мышьяк |
| 0,36-0,44 | 0,5-0,8 | 0,17-0,37 | не более 0,25 | не более 0,04 | не более 0,035 | не более 0,25 | не более 0,25 | не более 0,08 |
Химический состав, % (ГОСТ 4543-2016)
| Марка стали | Массовая доля элементов, % | |||||||||
| C | Si | Mn | Cr | Ni | Mo | Al | Ti | V | B | |
| 40Х | 0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 | — | — | — | — | — | — |
- В стали 40Х допускается массовая доля остаточных элементов, не более: вольфрама — 0,20 %, молибдена — 0,11 %, ванадия — 0,05 % и остаточного или преднамеренно введенного титана (за исключением стали марок,
перечисленных в примечании 1 настоящей таблицы) — не более 0,03 %. - Знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если иное не указано в 7.1.2.3 ГОСТ 4543-2016.
Твердость по Бринелю ГОСТ 4543-2016
Твердость по Бринеллю металлопродукции в отожженном (ОТ) или высокоотпущенном
(ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим
высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм должна соответствовать нормам,
указанным в таблице
| Марка стали | Твердость НВ, не более |
| 40Х | 217 |
Примечание: Согласно ГОСТ 4543-71 твердость калиброванного проката в отожженном или высокоотпущенном состоянии, а также горячекатаного проката в нормализованном с последующим высоким отпуском состоянии может быть на 15 единиц НВ больше.
Свариваемость
Трудносвариваемая.
Способы сварки:
- РДС (ручная дуговая сварка), ЭШС (электрошлаковая сварка). Необходимы подогрев и последующая термообработка.
- КТС (контактная сварка) — необходима последующая термообработка.
Применение стали 40Х для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды (стенки), °С | Дополнительные указания по применению |
| 40Х ГОСТ 4543 | Поковки ГОСТ 8479. Сортовой прокат ГОСТ 4543 | От -40 до 450 | Для несварных узлов арматуры с обязательным проведением термообработки (закалка и высокий отпуск) при температуре рабочей среды (стенки) ниже минус 30°С до минус 40°С |
Применение стали 40Х для крепежных деталей арматуры (ГОСТ 33260-2015)
Допускается применять крепежные изделия из сталей марки 40Х при температурах ниже минус 40°С до минус 60°С, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при рабочих отрицательных температурах ударная вязкость не будет ниже 300 кДж/м (3 кгс·м/см ) ни на одном из испытуемых образцов.
Применение стали для изготовления шпинделей и штоков (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды, °С | Дополнительные указания по применению |
| 40Х ГОСТ 4543 | Сортовой прокат ГОСТ 4543, ГОСТ 1051 | От -40 до 450 | Применяются после улучшающей термообработки (закалка и высокий отпуск) |
Применению стали 40Х для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур
| Марка стали | Закалка + отпуск при температуре, °С | Примерный уровень прочности, Н/мм (кгс/мм 2 ) | Температура применения не ниже, °С | Использование в толщине не более, мм |
| 40Х | 500 | 1000(100) | -60 | 30 |
Стойкость стали 40Х против щелевой эрозии
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18H10T |
| Пониженной стойкости | 4 | 0,15-0,25 |
Применение стали 40Х для изготовления основных деталей арматуры атомных станций
| Марка стали | Вид полуфабриката или изделия | Максимально допустимая температура применения, °С |
| 40Х ГОСТ 4543 | Поковки. Крепеж | 500 |
Технологические свойства
- Температура ковки, °С: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе.
- Обрабатываемость резанием — Kv тв.спл = 1,2 и Kv б.ст = 0,95 в горячекатаном состоянии при HB 163-168 и σв = 610 МПа.
- Флокеночувствительность — чувствительна.
- Склонность к отпускной хрупкости — склонна.
Механические свойства стали 40Х по ГОСТ 4543-2516
Механические свойства металлопродукции, определяемые при температуре 20°С (-10/+15°С) на продольных термически обработанных образцах или образцах, изготовленных из термически обработанных заготовок, должны соответствовать нормам, указанным в таблице
| Режим термической обработки | Закалка | Температура, °С | 860 |
| Среда охлаждения | Масло | ||
| Отпуск | Температура, °С | 500 | |
| Среда охлаждения | Вода или масло | ||
| Механические свойства, не менее | Предел текучести σт, Н/мм 2 | 785 | |
| Временное сопротивление σв, Н/мм 2 | 980 | ||
| Относительное удлинение δ5, % | 10 | ||
| Относительное сужение Ψ, % | 45 | ||
| Ударная вязкость KCU, Дж/см 2 | 59 | ||
| Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм | 25 | ||
Механические свойства по ГОСТ 4543-71 при нормальной температуре
Предел текучести σт, Н/мм 2 (кгс/мм 2 ), не менее — 785(80);
Временное сопротивление σв, Н/мм 2 (кгс/мм 2 ), не менее — 980(100);
Относительное удлинение δ5, %, не менее — 10;
Относительное сужение Ψ, %, не менее- 45;
Ударная вязкость KCU, Дж/см 2 (кгс*м/см 2 ), не менее — 59(6);
Ударная вязкость KCU
| Термообработка | KCU, Дж/см 2 , при температуре, °С | |||
| +20 | -20 | -40 | -70 | |
| Закалка с 850 °С в масле; отпуск при 650 °С | 160 | 148 | 107 | 85 |
| Закалка с 850 °С в масле; отпуск при 580 °С | 91 | 82 | — | 54 |
Механические свойства
| ГОСТ | Состояние поставки | Сечение, мм | КП | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость HB, не более |
| не менее | |||||||||
| ГОСТ 4543-71 | Пруток. Закалка с 860 °С в масле, отпуск при 500 °С, охл. в воде или в масле | 25 | — | 780 | 980 | 10 | 45 | 59 | — |
| ГОСТ 8479-70 | Поковка: | ||||||||
| нормализация | 500-800 | 245 | 245 | 470 | 15 | 30 | 34 | 143-179 | |
| 300-500 | 275 | 275 | 530 | 15 | 32 | 29 | 156-197 | ||
| закалка+отпуск | 500-800 | 275 | 275 | 530 | 13 | 30 | 29 | 156-197 | |
| нормализация | До 100 | 315 | 315 | 570 | 17 | 38 | 39 | 167-207 | |
| 100-300 | 14 | 35 | 34 | ||||||
| закалка+отпуск | 300-500 | 315 | 315 | 570 | 12 | 30 | 29 | 167-207 | |
| 500-800 | 11 | 30 | 29 | ||||||
| нормализация | До 100 | 345 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
| 100-300 | 345 | 17 | 40 | 54 | |||||
| закалка+отпуск | 300-500 | 14 | 38 | 49 | |||||
| До 100 | 395 | 395 | 615 | 17 | 45 | 59 | 187-229 | ||
| 100-300 | 15 | 40 | 54 | ||||||
| 300-500 | 13 | 35 | 49 | ||||||
| До 100 | 440 | 440 | 635 | 16 | 45 | 59 | 197-235 | ||
| 100-300 | 14 | 40 | 54 | ||||||
| До 100 | 490 | 490 | 655 | 16 | 45 | 59 | 212-248 | ||
| 100-300 | 13 | 40 | 54 | ||||||
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость НВ |
| 101-200 | 490 | 655 | 15 | 45 | 59 | 212-248 |
| 201-300 | 440 | 635 | 14 | 40 | 54 | 197-235 |
| 301-500 | 345 | 590 | 14 | 38 | 49 | 174-217 |
Примечание: Закалка с 840-860 °С в масле; отпуск при 580-650 °С, охл. на воздухе.
Механические свойства в зависимости от температуры отпуска
| tотп. °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость HB |
| 200 | 1560 | 1760 | 8 | 35 | 29 | 552 |
| 300 | 1390 | 1610 | 8 | 35 | 20 | 498 |
| 400 | 1180 | 1320 | 9 | 40 | 49 | 417 |
| 500 | 910 | 1150 | 11 | 49 | 69 | 326 |
| 600 | 720 | 860 | 14 | 60 | 147 | 265 |
Примечание: Закалка с 850 °С в воде.
Механические свойств при повышенных температурах
| tисп. °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 |
| Закалка с 830 °С в масле; отпуск при 550 °С | |||||
| 200 | 700 | 880 | 15 | 42 | 118 |
| 300 | 680 | 870 | 17 | 58 | — |
| 400 | 610 | 690 | 18 | 68 | 98 |
| 500 | 430 | 490 | 21 | 80 | 78 |
| Образец диаметром 10 мм, длиной 50 мм, кованый и отожженный; скорость деформирования 5 мм/мин; скорость деформации 0,002 1/с | |||||
| 700 | 140 | 175 | 33 | 78 | — |
| 800 | 54 | 98 | 59 | 98 | — |
| 900 | 41 | 69 | 65 | 100 | — |
| 1000 | 24 | 43 | 68 | 100 | — |
| 1100 | 11 | 26 | 68 | 100 | — |
| 1200 | 11 | 24 | 70 | 100 | — |
Термообработка ГОСТ 4543-71

Примечание: Размер сечения заготовки для термической обработки
(диаметр круга или сторона квадрата), мм, не менее — 25.
Сталь 40 конструкционная углеродистая качественная
Сталь 40 относится к конструкционным углеродистым нелегированным специальным качественным сталям. Сталь марки 40 рекомендуется для изготовления крепежных деталей.
Химический состав, % (ГОСТ 1050-88)
| С | Si | Mn | Cr | S | P | Cu | Ni | As |
| не более | ||||||||
| 0,37-0,45 | 0,17-0,37 | 0,50-0,80 | 0,25 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
Химический состав, % (ГОСТ 1050-2013)
| Марка стали | Массовая доля элементов, % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | |
| не более | ||||||||
| 40 | 0,37-0,45 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 |
Применение
После поверхностного упрочнения с нагревом ТВЧ сталь марки 40 применяется для изготовления деталей средних размеров, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации, например:
- длинные валы,
- ходовые валики,
- зубчатые колеса.
После улучшения сталь 40 применяется для изготовления следующих деталей:
- коленчатые валы,
- шатуны,
- зубчатые венцы,
- маховики,
- зубчатые колеса,
- болты,
- оси.
В нефтяной, нефтехимической и газовой промышленности сталь марки 40 применяется для изготовления:
- муфт насосных штанг,
- валов центробежных насосов,
- компрессоров,
- роторов,
- штоков грязевых насосов,
- стволов и переводников вертлюгов,
- переводников для рабочих и бурильных труб,
- корпусов колонковых долот,
- пальцев крейцкопфов грязевых насосов,
- роликов превентора,
- конических шестерен,
- фиксаторов и шпонок буровых станков,
- цепных колес буровых лебедок,
- штифтов,
- упорных винтов,
- скалок насосов,
- цапф и т. д
Применение стали 40 для изготовления шпинделей и штоков (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды, °С | Дополнительные указания по применению |
| 40 ГОСТ 1050 | Сортовой прокат ГОСТ 1050 | От -40 до 425 | Применяется после термообработки (закалка и высокий отпуск) при температуре ниже минус 31°С до минус 40°С |
Применение стали 40 для изготовления крепежных деталей (ГОСТ 32569-2013)
| Марка стали | Технические требования | Допустимые параметры эксплуатации | Назначение | |
| Температура стенки, °С | Давление среды, МПа (кгс/см 2 ), не более | |||
| Сталь 40 ГОСТ 1050, ГОСТ 10702 | СТП 26.260.2043 | От -40 до 425 | 10 (100) | Шпильки, болты |
| 16 (160) | Гайки | |||
| От -40 до 450 | 16 (160) | Шайбы | ||
Пределы применения, виды обязательных испытаний и контроля стали 40 для фланцев для давления свыше 10 МПа (100 кгс/см 2 ) (ГОСТ 32569-2013)
| Марка стали, стандарт или ТУ | 40 ГОСТ 1050 | |
| Технические требования | ГОСТ 9399 | |
| Наименование детали | Фланцы | |
| Предельные параметры | Температура стенки, °С, не более | От -40 до +200 |
| Давление номинальное, МПа (кгс/см 2 ) не более | 32 (320) | |
| Обязательные испытания | σ0,2 | + |
| σв | + | |
| σ | + | |
| f | + | |
| KCU | + | |
| HB | + | |
| Контроль | Дефектоскопия | + |
| Неметаллические включения | — | |
Стойкость стали 40 против щелевой эрозии
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18H10T |
| Нестойкая | 6 | 0,005-0,05 |
ПРИМЕЧАНИЕ
Коэффициент эрозионной стойкости материала представляет собой отношение скорости эрозионного износа материала к скорости эрозионного износа стали 12Х18Н10Т (принятой за 1).
Температура критических точек, °С
Термообработка
Детали из стали марки 40 подвергаются нормализации при температуре 860-880° С или закалке в воде с температуры 840-860° С с последующим отпуском; температура отпуска устанавливается в зависимости от требуемых механических свойств. Так, например, детали буровых установок (шестерни, фиксатор, шпонки) превентора (плита основной опоры, ролики) подвергаются отпуску при температуре 550° С, цепные колеса буровой лебедки — при температуре 500 С.

Твердость HB для металлопродукции из стали 40 (ГОСТ 1050-2013)
| Марка стали | Твердость HB, не более, для металлопродукции | |||
| горячекатаной и кованой | калиброванной и со специальной отделкой поверхности | |||
| без термической обработки | после отжига или высокого отпуска | нагартованной | после отжига или высокого отпуска | |
| 40 | 217 | 187 | 241 | 197 |
Механические свойства металлопродукции (ГОСТ 1050-2013)
| Марка стали | не менее | |||
| Предел текучести σт, Н/мм 2 | Временное сопротивление σв, Н/мм 2 | Относительное удлинение δ5, % | Относительное сужение Ψ, % | |
| 40 | 335 | 570 | 19 | 45 |
Механические свойства проката
| ГОСТ | Состояние поставки | Сечение, мм | σ0,2, МПа | δ5(δ4), % | Ψ, % | KCU, Дж/см 2 | Твердость HB, не более |
| не менее | |||||||
| ГОСТ 1050-88 | Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории после нормализации | 25 | 570 | 19 | 45 | 59 | — |
| Сталь калиброванная 5-й категории: | |||||||
| после нагартовки | — | 610 | 6 | 35 | — | — | |
| после отжига или высокого отпуска | — | 510 | 14 | 40 | — | — | |
| ГОСТ 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой после отпуска и отжига | — | До 590 | — | 40 | — | 197 |
| ГОСТ 4041-71 (образцы поперечные) | Лист термообработанный 1 и 2-й категорий | 4-14 | 510-650 | 21 | — | — | 167 |
| ГОСТ 1577-93 | Лист нормализованный или горячекатаный | 80 | 560 | 20 | — | — | — |
| Лист отожженный или высокоотпущенный | 80 | 520 | 21 | — | — | — | |
| Полоса нормализованная или горячекатаная | 6-25 | 570 | 19 | 45 | — | — | |
| ГОСТ 16523-89 (образцы поперечные) | Лист горячекатаный | До 2 | 510-660 | (16) | — | — | — |
| 2-3,9 | (17) | — | — | — | |||
| Лист холоднокатаный | До 2 | 510-600 | (17) | — | — | — | |
| 2-3,9 | (18) | — | — | — | |||
| ГОСТ 2284-79 | Лента холоднокатаная отожженная | 0,1-4 | 450-700 | (14) | — | — | — |
| Лента нагартованная, класс прочности Н2 | 0,1-4 | 850-1050 | — | — | — | — | |
| ГОСТ 10234-77 | Лента отожженная плющеная | 0,1-4 | До 700 | 10 | — | — | — |
Механические свойства поковок (ГОСТ 8479-70)
| Термообработка | Сечение, мм | КП | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость НВ, не более |
| не менее | ||||||||
| Нормализация | 300-500 | 215 | 215 | 430 | 18 | 40 | 44 | 123-167 |
| 500-800 | 16 | 35 | 39 | |||||
| 100-300 | 245 | 245 | 470 | 19 | 42 | 39 | 143-179 | |
| 300-500 | 17 | 35 | 34 | |||||
| До 100 | 275 | 275 | 530 | 20 | 40 | 44 | 156-197 | |
| 100-300 | 17 | 38 | 34 | |||||
| Закалка+отпуск | 300-500 | 275 | 275 | 530 | 15 | 32 | 29 | 156-197 |
| 500-800 | 13 | 30 | 29 | |||||
| 100-300 | 315 | 315 | 570 | 14 | 35 | 34 | 167-207 | |
| До 100 | 345 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
Механические свойства после закалки с 850 °С в масле
| tотп, °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость НВ, не более |
| 200 | 750 | 930 | 7 | 45 | 29 | 267 |
| 300 | 710 | 860 | 8 | 51 | 69 | 247 |
| 400 | 640 | 790 | 10 | 57 | 88 | 225 |
| 500 | 550 | 730 | 12 | 62 | 127 | 208 |
| 600 | 450 | 660 | 16 | 66 | 167 | 188 |
| 700 | 380 | 620 | 17 | 71 | 206 | 170 |
Механические свойства при повышенных температурах [81]
| tисп, °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % |
| 700 | 99 | 140 | 48 | 85 |
| 800 | 70 | 110 | 53 | 97 |
| 900 | 54 | 71 | 55 | 100 |
| 1000 | 28 | 58 | 69 | 100 |
| 1100 | 24 | 37 | 60 | 100 |
| 1200 | 16 | 26 | 87 | 100 |
| 1300 | 12 | 18 | 56 | 100 |
ПРИМЕЧАНИЕ. Образец диаметром 6 мм и длиной 80 мм, прокатанный. Скорость деформирования 16 мм/мин; скорость деформации 0,009 1/с.
Ударная вязкость KCU [28]
| Термообработка | KCU, Дж/см 2 , при температуре, °С | ||
| +20 | -40 | -80 | |
| Закалка с 850 °С в воде; отпуск при 400 °С | 78 | 55 | 51 |
Предел выносливости [140]
| Термообработка | σ-1, МПа |
| Отжиг при 850 °С, σ0,2 = 275 МПа, σв = 520 МПа | 231 |
| Закалка с 845 °С, в воду; отпуск при 550 °С, σ0,2 = 600 МПа, σв = 710 МПа, НВ 209 | 393 |
| Закалка с 845 °С в масло; отпуск при 430 °С, σ0,2 = 415 МПа, σв = 630 МПа | 230 |
ПРИМЕЧАНИЕ. σ 400 1/100000 = 100 МПа; σ 450 1/100000 = 50 МПа; σ 500 1/100000 = 30 МПа; σ 400 1/10000 = 260 МПа; σ 500 1/10000 = 70 МПа; σ 400 1/100000 = 190 МПа; σ 500 1/100000 = 44 МПа.
Технологические свойства [81]
Температура ковки, °С: начала 1250, конца 800. Охлаждение заготовок сечением до 400 мм на воздухе.
Свариваемость — ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуется подогрев и последующая термообработка. КТС без ограничений.
Обрабатываемость резанием — Kv тв.спл = 1,2 и Kv б.ст = 1,05 в горячекатаном состоянии при НВ 170 и ав= 520 МПа.
Флокеночувствительность — не чувствительна.
Склонность к отпускной хрупкости — не склонна.
Прокаливаемость, мм (ГОСТ 1050-88) [51]
Полоса прокаливаемости стали 40 после нормализации при 850 °С и закалки с 850 °С приведена на рисунке ниже.
Читайте также: