Сталь для бойка кузнечного молота
Обновлено: 01.05.2024
Здравствуйте все! Прошу совета. Поменял верхний боёк и получил зазор до нижнего около 3мм. Это при выключенном молоте. Высота верхнего бойка 125, нижнего 124, вроде в норме. Метка на бабе в буксе на 4-5мм. Не выходит. При этом, по ощущениям баба упирается в буксу, пробовал приподнимать монтажкой. Буксу снял- грязь была, но не много. Кто-что делал с молотом до меня, я не знаю. Может баба оказаться укороченной в следствии какого-то ремонта? Может букса не родная? Ещё под шаботом нет резиновой прокладки. У соседей видел ленту транспортерную 15-20мм.пойдёт под шабот? Шабот круглый.
aleksandr y
Подмастерье
молот включать так нельзя. резинка под шоботом у меня 15мм, но этого будет мало. нужно наращивать бойки или делать новый.
учусь
Что так включать нельзя это понятно. Что резинка нужна тоже. Почему метка на бабе не выходит на свёт, а бойки при этом не сходятся? И размер бойков вроде соответствует паспортному?
Алексей П
Алл1, Проверить нужно! Сними верхний боек, баба опустится и лягет на буксу, промеряй расстояние от нижнего бойка до бабы и с равни с размером верхнего бойка.
Зачем снимать боёк? Он не достаёт до нижнего 3мм. Боёк не изношен, 125мм высота, в опущенном состоянии метка не видна ( на буксе есть мелкий скол и метку видно внутри) . При этом по ощущениям - баба лежит на буксе. Про резину понятно, будем ставить.
Не внимательно прочитал, пардоннннс! Если баба действительно лежит на буксе, это проблема возможно стоял увеличенный боек, а баба укорочена. У меня есть запасная баба, могу размеры промерить.
Владимир
Дядя Вова
И всё? А не признаетесь, работал ли молот при вас? Если нет - вы просто обязаны его разобрать и прощупать-почистить. Заодно и узнаете, баба укорочена, или в цилиндр чего-нито уронили. На такую мысль наводит положение риски. Если же работал. Посмотрите на высоту старого бойка.
Скупы вы на информацию.
И всё? А не признаетесь, работал ли молот при вас? Если нет - вы просто обязаны его разобрать и прощупать-почистить. Заодно и узнаете, баба укорочена, или в цилиндр чего-нито уронили. На такую мысль наводит положение риски. Если же работал. Посмотрите на высоту старого бойка.
Постораюсь подробнее. В этой кузнице я недавно, как и в кузнице вцелом. Когда пришёл на молоте стояли бойки проточенные под ковку шашки, как мне сказали. Внешний вид - проточка и скос. Мне один товарищ ( кузнец - ныне пенсионер) презентовал бойки, нижний обычный , а верхний возможно самодельный, т.е. переделанный из какого- то большего. У него нет стопорной пластины-это место просто заварено, высота этого бойка 128,5мм. по штангелю, откуда он взял эти бойки он не помнит. Молот использовался не очень активно - простые лапки, простые листья ,протяжка. Сегодня пришёл боёк( купили здесь на форуме), высота как по паспорту 125мм., решили переставить и вот: баба весит на буксе (молот ессно выключен,) между бойками 3мм. Сняли буксу- есть чуть грязи, очистили и собрали. На буксе есть небольшой скол и видно риску на бабе. Она не выходит из буксы( риска), оно при этом бойки не соприкасаются и при подъёме бабы монтажкой стойкое ощущение что баба лежит на буксе. Возникла мысль - могла ли она быть укарочена ранее при каком-то ремонте? Как ранее подсказали под шабот надо прокладку из транспортерной ленты, завтра этим займусь. Может в этом вся причина и риска на бабе соврем не показатель?
Бойки для пневмомолота
Здравствуйте всем!
Возник вопрос. Из какой марки стали делать бойки для молота. Старые поизносились, а новые из 5ХНМ заказать возможности нет. Надо найти альтернативу родной марке стали. Поделитесь опытом.
Когда был у Zigmund-а в гостях тоже поинтересовался данным вопросом. Оказалось - 45-я.
5 ХНМ, иногда из другой жаропрочной, но редко. Закалка 45 ед.
Годятся 40-я, 45-я, 35Х, 40Х, 45Х.
Рабочую поверхность закалить на 40-45HRC/
Характеристика материала 5ХНМ.
Марка: 5ХНМ
Заменители: 5ХНВ, 5ХНМ, 4ХМФС, 5ХНВС, 4Х5В2ФС
Классификация: Сталь инструментальная штамповая
Применение: молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 3 т, прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов, блоки матриц для вставок горизонтально-ковочных машин.
Химический состав в % материала 5ХНМ.
C Si Mn Ni S P Cr Mo Cu
0.5-0.6 0.1-0.4 0.5-0.8 1.4-1.8 до 0.03 до 0.03 0.5-0.8 0.15-0.3 до 0.3
Температура критических точек материала 5ХНМ.
Ac1=730, Ac3(Acm)=780, Ar3(Arcm)=640, Ar1=610, Mn=230
Механические свойства при Т=20oС материала 5ХНМ.
Сортамент Размер Напр. sв sT d5 y KCU Термообр.
- мм - МПа МПа % % кДж / м2 -
Сталь 100-200 1570 1420 9 35 340 Закалка 850oC, масло, Отпуск 460-520oC,
Твердость материала 5ХНМ после отжига HB=241
Физические свойства материала 5ХНМ.
T E 10-5 a 10 6 l r C R 10 9
Град МПа 1/Град Вт/(м.град) кг/м3 Дж/(кг.град) Ом.м
20
100 38 300
200 12.6 40 250
300 42 200
400 42 160
500 44
600 14.2 46
Технологические свойства материала 5ХНМ.
Свариваемость: не применяется для сварных конструкций.
Флокеночувствительность: чувствительна.
Склонность к отпускной хрупкости: не склонна.
Обозначения:
Механические свойства:
sв - Предел кратковременной прочности, [МПа]
sT - Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5 - Относительное удлинение при разрыве, [ % ]
y - Относительное сужение, [ % ]
KCU - Ударная вязкость, [ кДж / м2]
HB - Твердость по Бринеллю
Физические свойства:
T - Температура, при которой получены данные свойства, [Град]
E - Модуль упругости первого рода , [МПа]
a - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град]
l - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м.град)]
r - Плотность материала , [кг/м3]
C - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг.град)]
R - Удельное электросопротивление, [Ом.м]
Свариваемость:
без ограничений - сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая - сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг
С пасибо за информацию.
Сталь для бойка кузнечного молота
КовкаПРО: кузнечное оборудование по ценам производителей
Подписаться на блог
Категории блога
Архив
Поиск по блогу

Инструмент для свободной ковки с помощью молота
Применение того или иного инструмента зависит от выбранного способа осадки.
Основные способы осадки:
- на универсальных плоских бойках,
- на специальных осадочных плоских или сферических плитах
- в кольцах

Размеры универсальных плоских бойков (рис. П.1.1)
Бойки
Кромки рабочих поверхностей бойков во избежание надкусывания ими металла заготовок должны быть закруглены по достаточно большим радиусам.
Бойки для молотов изготовляют обычно коваными из сталей 50 и 60 или из штамповых сталей типа 5ХНТ, 5ХНМ и др., бойки и плиты для прессов – литыми или коваными из стали 35 или 50.
Ввиду ударного характера работы молотов, бойки крепят на ласточкином хвосте клином и шпонкой, верхний боек – непосредственно в бабе молота, нижний – на шаботе или на переходной подушке. В связи с тем, что хвостовики ковочных бойков делают обычно узкими, бойки опирают не на них, а на заплечики. К подвижной поперечине и столу пресса бойки крепят болтами или также на ласточкином хвосте. Размеры мест крепления бойков указывают в характеристике ковочного оборудования. При этом у молотов наклон боковых граней ласточкиных хвостов обычно 5 или 7°.
Как было отмечено, осадка заготовки при h0/d0 > 2,5 сопровождается продольным изгибом. У цилиндрической заготовки направление продольного изгиба предопределяется наличием искривления ее оси перед осадкой, непарал- лельностью ее оснований, непараллельностью бойков, а иногда и неравномер- ностью прогрева заготовки. Значение предельно допустимого отношения h0/d0 для осадки при неблагоприятных условиях снижается до 2. Ограниченное число возможных плоскостей продольного изгиба у заготовки квадратного (только две) и прямоугольного (только одна) поперечных сечений может увеличить предельно допустимое отношение высоты заготовки к ее толщине.
Незначительный продольный изгиб может быть исправлен осадкой, при которой верхний боек прикрывает лишь часть заготовки (рис. П.1.2).

При более значительном продольном изгибе следует производить постепенную осадку, чередуя ее с правкой обжатиями между плоскими бойками, для чего заготовка каждый раз кантуется и укладывается на нижний боек плашмя.
По мере увеличения площади поперечного сечения осаживаемой за- готовки осадка становится все более затруднительной. При этом усилие, развиваемое ковочным оборудованием, может оказаться недостаточным для осадки 59 одновременным обжатием всей торцовой поверхности заготовки. В таких случаях осадку выполняют с помощью раскаток.
Раскатки
Раскатки ( рис . П.1.3 1–5 и 34) изготовляют из сталей 40–50. Короткие ручки раскаток небольших размеров изготовляют оттяжкой концов. Длинные ручки (иногда до 2,5 м) применяют вставные из сталей 10–20. Глубокое отверстие под ручку прошивается пробойником. Затем полукруглым зубилом вокруг отверстия, отступая от его края на 10–20 мм, вминается неглубокая канавка. Ручка предварительно утолщенным высадкой концом вставляется в подготовленное таким образом отверстие и зачеканивается со всех сторон с помощью пробойника ударами по внутреннему краю указанной канавки. Применяют также другой способ крепления ручек. При этом в специально утолщенном конце уложенной плашмя раскатки надрубают канавку глубиной до оси раскатки и длиной примерной 1,0–1,5 толщины раскатки. Затем в канавку устанавливают плашмя конец ручки и забивают его до дна канавки. После этого, проковывая утолщенный конец раскатки до нужных размеров, заковывают в ней конец ручки.
Раскатку, например, овальную (рис. П.1.3, .3) или фасонную (рис. П.1.3, 5), накладывают на осаживаемую заготовку так, чтобы она перекрывала лишь часть верхней торцовой поверхности заготовки, а затем верхним бойком вдавливают раскатку в заготовку. После этого раскатку перемещают и производят следующий нажим, подвергая таким образом торцовую поверхность обработке по частям за несколько нажимов. Такой процесс обработки осаживаемой заготовки называют разгонкой. Усилие, передаваемое верхним бойком, при этом распределяется на меньшую площадь и получается достаточным, чтобы произвести осадку всей заготовки по частям. Кроме того, вдавливание раскатки вызывает интенсивное течение металла в стороны от нее. Используя это, можно при осадке значительно уменьшить образующуюся бочкообразность и, если нужно, получить утолщенную часть непосредственно у торца заготовки.

Рис. П.1.3. Основной инструмент для машинной ковки: Раскатки: 1 – круглая; 2 – полукруглая; 3 – овальная; 4 – прямоугольная; 5 – фасонная; 6 – обжимка для круглого профиля; 7 – обжимка для квадратного профиля; 8 – вырезные бойки; 9 – вкладыши вырезных бойков; 10 – оправка коническая; 11 – оправка цилиндрическая; 12 – скоба; 13 – козлы; 14 – пережимка прямая круглого профиля; 15 – то же сложного профиля; 16 и 17 – пережимки фасонные, прошивни; 18 – цилиндрический; 19 – конический; 20 – клиновидный; 21 – пустотелый; 22 – надставка цилиндрическая; 23 – надставка пустотелая; 24 – кольцо; 25 и 26– калибровочная оправка бочкообразная, коническая; 27 – гибочный штамп; 28 – вилка прямая; 29 – вилка согнутая, топоры; 30 – двусторонний; 31 – односторонний; 32 – угловой; 33 – фасонный; 34 – квадрат
Обжимки
Для устранения полученной в результате осадки бочкообразности и придания боковой поверхности поковки цилиндрической формы заготовку после осадки поворачивают так, чтобы ее ось приняла горизонтальное положение, и обкатывают ее или плоскими бойками, или с использованием подкладок и обжимок (рис. П.1.3, 6) заготовку при этом вращают вокруг ее оси, нанося легкие удары молотом или короткие нажимы прессом. Обжимки для круглого (рис. П.1.3, 6), квадратного (рис. П.1.3, 7) и других профилей изготовляют из стали 50, а ручки – отдельные для каждой части обжимки или в виде пружинящей скобы, соединяющей обе части обжимки, – из стали
Концы скобы закрепляют в обжимках, предварительно прошив отверстия для них пробойником (см. выше). Сами обжимки для обкатки поковок диаметром или стороной квадрата Л (выбранного по стандарту) выполняют вдоль ручья размером (2–3) Л, шириной (3,5–5,0) Л и высотой каждой части до 2 Л. В связи с трудностью обкатки поковок типа тонких дисков большого диаметра их оставляют после осадки бочкообразными. Для подсчета объема поковки необходимо в таких случаях учитывать степень бочкообразности. При осадке на прессах крупных заготовок и слитков, если осаженная заготовка не размещается на универсальном бойке, вместо него используют плоские и сферические плиты. Для осадки слитка с предварительно оттянутым хвостовиком нижнюю сферическую плиту выполняют с отверстием под хвостовик слитка (рис. П.1.4).

Рис. П.1.4. Осадка слитка с хвостовиком
При осадке на вогнутых сферических плитах создается напряженное состояние, повышающее пластичность металла. Если после осадки заготовка подвергается протяжке, необходимо учитывать следующее: при протяжке на круглое сечение на торцах заготовки образуются поднутрения, а при протяжке на квадратное сечение, наоборот, образуются выпуклости. Поэтому для получения после протяжки плоских торцов необходимо, чтобы перед протяжкой на круглое сечение они были выпуклыми (что и получается в результате осадки на вогнутых сферических плитах), а перед протяжкой на квадратное сечение – на них были бы поднутрения. Такие поднутрения, выравниваемые при последующей протяжке, создают вокруг хвостовика при осадке слитка на выпуклых сферических плитах с помощью специальных осадочных колец с отверстиями под хвостовик (рис. П.1.5).
Бойки — основной инструмент, используемый при ковке на молотах и прессах. Они предназначены для выполнения главным образом протяжки, а также осадки, прошивки, гибки и других операций ковки. В комплект входят два бойка — нижний, неподвижный, выполняющий одновременно роль опоры, и верхний, подвижный, через который передается усилие машины.
Чем более закрытую форму выреза (калибра) образуют бойки, тем. меньше при ковке уширение и тем интенсивнее происходит процесс протяжки. Однако необходимое усилие для протяжки при этом значительно возрастает. Кроме этого, в бойках с углом выреза по 90° можно выполнять интепсивную протяжку заготовок прямоугольного сечения. Угол при вершине в Еырезных бойках может быть равен 120°.
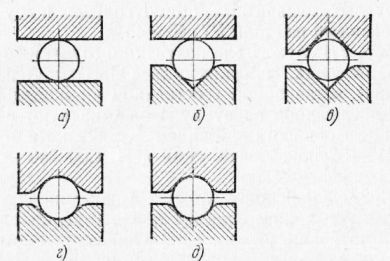
Рис. 1. Формы рабочих поверхностей бойков:
а — нижнего и верхнего плоских, б — нижнего вырезного, верхнего плоского, в — нижнего и верхнего вырезных, г —нижнею и верхнего фасонных, д — нижнего и верхнего полукруглых
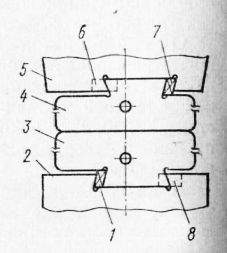
Рис. 2. Схема крепления бойков на молоте:
1, 7 — клинья, 2 — подушка, 3, 4 — нижний и верхний бойки, 5 — баба молота, 6, 8 —> сухари или шпонки
Недостатком фасонных и полукруглых бойков является то, что в них нельзя отковать поковки с резко отличающимися размерами по диаметру, вследствие чего такие бойки приходится часто менять.
Размеры бойков зависят от мощности ковочного оборудования и его конструктивных особенностей. Высота бойков зависит от допускаемых нижнего и верхнего положений бабы молота или плунжера рабочего цилиндра пресса. Верхний и нижний бойки делают одинаковой ширины.
С возрастанием массы падающих частей молота или усилия пресса также увеличивается и ширина бойков. Для ковочного молота длина нижнего плоского бойка берется несколько большей, чем такого же верхнего бойка. Это делается для удобства размещения подкладного инструмента и для улучшения условий правки длинных поковок.
Рабочие поверхности плоских и соприкасающиеся поверхности вырезных и фасонных бойков должны быть строго горизонтальными и плотно, без зазоров прилегать друг к другу. На рабочих поверхностях бойков различные выбоины и вмятины не допускаются. Во избежание перерезания волокон в поковке кромки рабочих поверхностей бойков всех типов в местах их пересечения с боковыми поверхностями должны быть скругленными на радиус, равный примерно 0,1 размера ширины бойка.
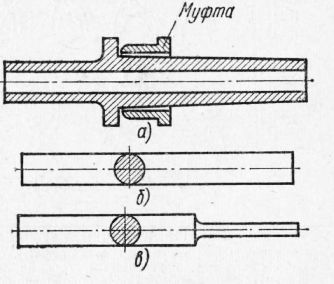
На молоте нижний боек, имеющий снизу форму «ласточкина хвоста», крепят при помощи клина и вставного сухаря или шпонки к подушке, закрепляемой на шаботе молота (шаботом называют стальную отливку массой в 10—15 раз больше массы падающих частей молота. Шабот располагают ниже уровня пола цеха). Для установки сухаря в подушке и бойке выфрезерованы друг против друга соответствующие пазы. Аналогично верхний боек крепится к бабе молота. Бойки представлены на рис. 2, а, б,
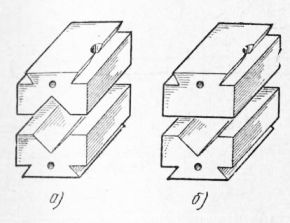
Рис. 2. Бойки:
а — нижний и верхний вырезные. б — нижний вырезной и верхний плоский
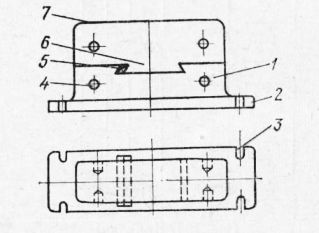
Рис. 3. Боек ковочного пресса с плоской наделкой:
1 — корпус бойка. 2 — основание корпуса, 3 — пазы для крепления к столу пресса, 4 —- отверстие для транспортировки, 5 — крепежный клин, 6 — «ласточкин хвост», 7 — плоская наделка
На прессе цельные бойки крепят соответственно к столу и подвижной траверсе болтами. Однако чаще всего бойки делают сменными. В таком бойке различают литой корпус, в вырезе которого сверху устанавливают «ласточкиным хвостом» 6 и крепят клином 5 наделку 7. Наделка может быть плоской или иметь вырез той или иной формы. Снизу корпус имеет развитое основание, которое через вырезанные с боков пазы крепится к столу или подвижной траверсе пресса заводными болтами с головками, вводимыми в Т-образные пазы стола или траверсы.
Для ковки в нижнем вырезном и верхнем плоском бойках нижний боек чаще всего делают составным с вкладышами. Вкладыши позволяют быстро изменить размер и форму выреза на требуемые. Кроме того, по мере износа вкладышей их легко заменяют новыми.
В этом случае верхняя и нижняя плиты могут иметь в плане круглую или квадратную форму. Для перемещения (транспортировки) плиты имеют цапфы или отверстия, в которые вставляют штыри.
Для осадки мелких слитков применяют нижние осадочные плиты с отверстием и рычагами для кантовки на 90°. Для этого после биллетировки зажимают слиток между бойками пресса и надевают на цапфу плиту, подвесив ее за горизонтальные рычаги цепями к крану.
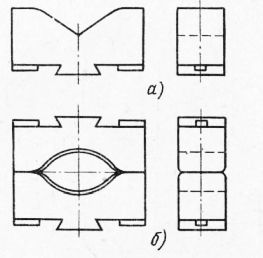
Рис. 4. Наделки:
а — вырезного бойка, б — фасонных радиусных бойков
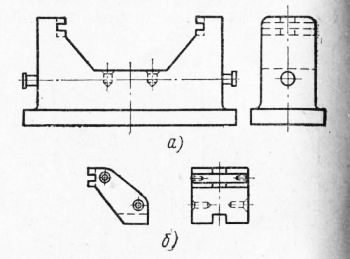
Рис. 5. Нижний составной вырезной боек:
а — корпус, б — вкладыш
Подняв верхний боек, слиток с плитой опускают на стол пресса. После этого надевают цепи на цапфы вертикальных рычагов. Далее выполняют осадку и вновь, перевешивая цепи с цапф одних рычагов на другие, передают слиток на протяжку. После зажатия осаженного слитка бойками пресса снимают осадочную плиту с цапфы I слитка. Плиты изготовляют литыми из стали 35Л или коваными из СтЗ или стали 35.
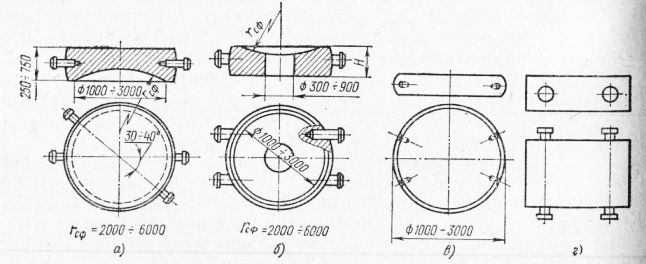
Рис. 6. Осадочные плиты:
а — верхняя сферическая, б — сферическая нижняя, в — верхняя плоская, г — нижняя плоская
Для механизации процесса осадки используют различные конструкции поворотных столов: с ручным, электрическим и пневматическим приводом.
Топоры применяют для выполнения операций отрубки и разрубки. Конструкция топора зависит от его назначения.
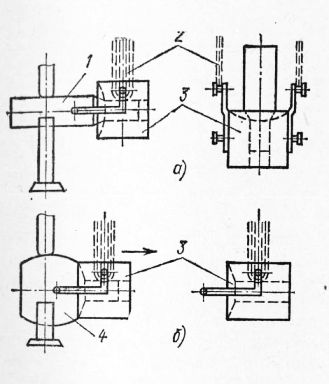
Рис. 7. Использование осадочной плиты:
а — до осадки, б — после осадки; 1 — сбил-летированный слиток, 2 — цепи к крану. ~ кадочная плита
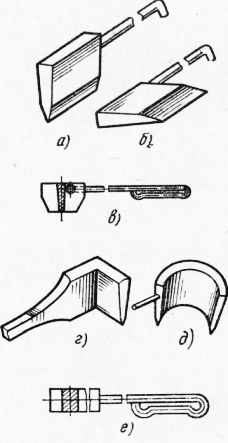
Рис. 8. Топоры:
а — двусторонний, б — односторонний, в — трапецеидальный, г — угловой, д — фасонный; е — квадрат
Двусторонний топор имеет в сечении вид трапеции. Поэтому при разрубке торцы материала приобретают небольшой уклон.
Односторонний топор имеет в сечении вид прямоугольной трапеции. Он служит для отрубки концов поковки, орец поковки получается без уклона, а на отходе уклон торца получается большим.
Для вырубных операций применяют угловые и фасонные топоры.
Топоры куют из стали 35ХМ, 5ХНВ, 7X3, 8X3, 5ХГМ и5ХНМ. Лезвия топоров подвергают закалке и отпуску на твердость HRC 40—45.
Ручки топоров небольших размеров куют заодно с топором из одной заготовки. Ручки к топорам средних размеров изготовляют из прутковой стали СтЗ, 10 или 20 и крепят к топору, как показано на рис. 8, в. Крупные, тяжелые топоры изготовляют с быстросменными ручками или подвесными к траверсе пресса. Для облегчения работы с ними на крупных прессах используют манипуляторы.
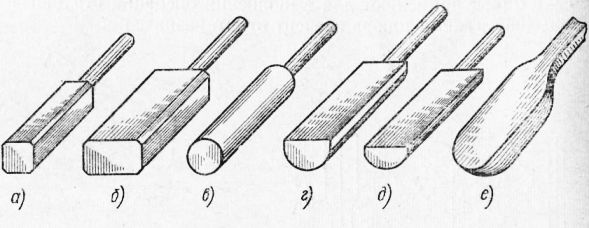
Рис. 9. Раскатки:
а — квадратная, б — прямоугольная, в — круглая, г — полукруглая, д — овальная, е — фасонная
Квадраты применяют в качестве накладок при отрубке и разрубке заготовок. Их также используют для прорубки перемычек и удаления заусенцев после рубки.
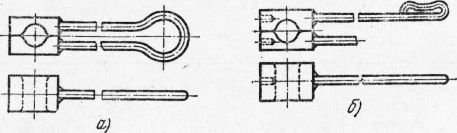
Рис. 10. Обжимки:
а — круглая неразъемная, б — круглая разъемная
Пережимки применяют для создания одностороннего или двустороннего углубления после наметки для последующего образования уступов или пережимов.
Раскатки используют для образования местных углублений, а также для разгонки металла. Пережимки и раскатки изготовляют из стали 40, 45, 40Х.
Обжимки служат для подкатки и отделки в на молотах, а также на прессах небольшого усилия заготовок разнообразным (круглым, квадратным, шестигранным и т. п.) поперечным сечением. Они бывают неразъемные, когда обе половины насажены на одну общую пружинящую рукоятку, и разъемные, когда каждая половина имеет свою рукоятку. Обжимки изготовляют из стали 40, 45, 50, У7, 40Х.
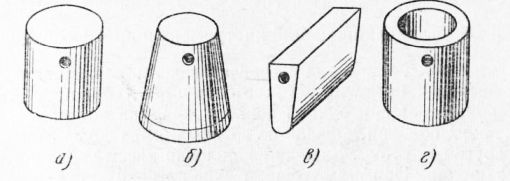
Рис. 11. Прошивни сплошные:
а — цилиндрический, б — конический, в — клиновидный, полый
Прошивни служат для образования отверстий в поковках и заготовках. Они имеют разнообразные форму и размеры. Для подъема и установки прошивней на их поверхностях имеются, высверленные углубления, в которые заводят штыри. Прошивни делают из стали 40Х, 50Х, 5ХГМ 6ХНВ. После обработки резанием их закаливают и отпускают на твердость HRC40—45.
Надставки служат для наращивания прошивня. Диаметры их выбирают такими, чтобы они не соприкасались с прошиваемым отверстием. Пример использования пустотелой надставки при прошивке полым прошивнем показан на рис. 76. Надставки к прошивням изготовляют из стали 40, 50, 50Х с закалкой и отпуском на твердость НВ207—229.
Оправки для протяжки пустотелых поковок делают сплошными и пустотелыми. Отверстие в последних предназначено для охлаждения изнутри проточной (водопроводной) водой с целью повышения стойкости пустотелой оправки. Рабочая часть оправки конусная с уклоном от 5 до 12 мм на 1 м длины. Бурт на оправке служит упором для металла при протяжке и служит опорой для освобождения оправки в случае ее застревания в поковке.
Оправки для раскатки изготовляют в виде сплошных гладких цилиндров. В некоторых случаях для раскатки используют оправку с уступом.
Кузнечный молот. Нужен совет. Пинок .толчек. В большей степени, помощь.
Не знаю как, сформулировать? Попробую! Работал(ковал, плющил,разгонял, кому как нравится) в основном ручником, в данный момент, проблемы со спиной, ручник противопоказан. Созрел в постройке молота! Суть вопроса в конструкции молота, рессорный или рычажно пружинный . Рессорный наверное проще.? Рычажнопружинный , наверно производительней? Вопрос, какой, конструкцией заморочится. По мере развития темы возникнет множество сопутствующих вопросов,попробуем прийти, найти истину. Знающих, сочувствующих прошу помощи в обсуждении конструкции, просто поговорить , за, против? Если Не лень, попробуем порассуждать, оказать помощь страждущему в постройке молота. Чертежам описаниям буду, премного благодарен,но прежде, чем обратится к вам, штудировал интернет в течении месяца, к общему знаменателю не пришел. Попробуем порассуждать, если будет интерес.( думаю многим тема будет полезна) Заранее, всем откликнувшимся огромная благодарность.
Если со спиной проблемы, молот не поможет. надо лечить спину.
а молот лучше конечно пневматический. затраты на постройку самодельного не на много меньше чем покупка не сильно ушатанной 50ки.
Сильно ушатанную, нужно восстановить, а это кот в мешке, и затраты на восстановление могут быть несоизмеримо больше!
brodyaga66
Сильно ушатанную, нужно восстановить, а это кот в мешке, и затраты на восстановление могут быть несоизмеримо больше!
я не знаю где вы территориально, но вот я рискнул, и ни разу не пожалел с 5Оой, может разве что не купил 80ку 😊.
Вальцы вон давеча обсуждали. тема я считаю, проще молота и тише, уж всяко.
а если уж чего и строить самому, я бы строил гидравлический пресс, там никаких нагрузок на спину - положил, на педальку нажал, подвинул, нажал подвинул. мячта!
Территориально Тульская область, это не секрет, Пресс, вальцы, ну не впечатляют, не вштыривают как говорит нынешняя молодежь. Хочется молот, наверно ближе,
Автомобильное колесо - это худшее, что можно придумать.
Вот самодельный молоток, на мой взгляд близкий к идеалу самодельного.
(Привод можно изменить, избавившись от кучи шкивов, взяв двиг тысячник)
Вот, но чуть дальше от идела самодельного:
. .
А в целом, нужно набирать home made power hammer, и заимствавать идеи оттуда.
Потому что у них изначально было развито производство компактных молотков для домашних мастерских. На протяжение лет 150.
Потому что мелкие мастерские просто развиты, как явление.
У них целая индустрия на это работает. С десятилетиями конкурентной селекции.
Там есть, что посмотреть.
Были бы у нас ихние молотки литл гиганты продавались, на нашенскую пневматик пятидесятку даже бы не посмотрел.
Вальцы вон давеча обсуждали. тема я считаю, проще молота и тише, уж всяко.
а если уж чего и строить самому, я бы строил гидравлический пресс, там никаких нагрузок на спину - положил, на педальку нажал, подвинул, нажал подвинул. мячта!
Ага, ага, сел на стульчик, и ножкой притоптываешь по педальке, шикарно. Не то что под молотом в полусогнутом состоянии да ещё как цапля на одной ноге.
Старшие мои товарищи по кузне все в пояснице деревянные, по молодости тоже под молот рвались. В 50 лет считай все калеки. Месяц работают 4 лечатся.
Соглашусь, но в голове, Колесный рессорник. Высота молота ограниченна 2м, извиняюсь, что сразу не написал. Смотрел сии видюхи, конструкцию отнес к рычажнопружинным.Но привод от колеса мне кажется наиболее удобным во всех конструкциях самодельных молотов.
Были бы у нас ихние молотки литл гиганты продавались, на нашенскую пневматик пятидесятку даже бы не посмотрел.
С нижним приводом через колесо, наверное.
У рессорника одно, но убойное отрицательное качество.
У него вылет рессоры большой. И спереди и сзади. Это коромысло должно быть не меньше метра.
Он глубокий. Поэтому априори не может быть компактным.
Делал такой. В одночасье взглянул, и раскромсал гада плазморезом. Безо всякой жалости. Потому что он места много занимает. И уменьшить габарит просто нельзя.
У него вылет рессоры большой. И спереди и сзади. Это коромысло должно быть не меньше метра.
Он глубокий.
У меня ограничение по высоте, Более склоняюсь к рессоре, но вопрос в производительности? Пружиннорычажный или рессорный.? Колесо в конструкции будет и тут, и там. Рессорник внизу. Рычажник вверху,? как вписатся в габарит.?
В производительности чего?
. .
Исходить, как мне кааца, надо изначально из следующего.
Частота 180-240 уд/мин. Как на проммолотах.
Масса пч не более 10-15 кг.
Общая масса не более 200 кг. Чтоб передвинуть можно в одно лицо.
Возможность замены нижних бойков.
Двиг не мощнее 2.2 квт. Чтоб пускать от однофазной сети.
Габаритные размеры по основанию не более 1м х 1м.
Высота шабота - на уровне пояса, чтоб работать не нагибаясь.
Поможет - буду рад.
Нет - так нет.
В некотором роде Вам обязан. Поскольку украл вашу идею двухкамерного компактного муфеля. Творчески переработав.
Маюсь.
Каюсь.
Рад любой помощи, любой подсказки.!
Исходить, как мне кааца, надо изначально из следующего.Частота 180-240 уд/мин. Как на проммолотах.
Масса мпч не более 10-15 кг.
Общая масса не более 200 кг. Чтоб передвинуть можно в одно лицо.
Возможность замены нижних бойков.
Двиг не мощнее 2.2 квт. Чтоб пускать от однофазной сети.
Габаритные размеры по основанию не более 1м х 1м.
Высота шабота - на уровне пояса, чтоб работать не нагибаясь.Поможет - буду рад.
Ily_a
а если уж чего и строить самому, я бы строил гидравлический пресс, там никаких нагрузок на спину - положил, на педальку нажал, подвинул, нажал подвинул. мячта!
Подпишусь под каждым словом - пресс самое универсальное, тихое, не требующее мощного фундамента. Пресс конечно изначально сложней в постройке - но построив, точно жалеть не придется.
Я тоже послежу - интересно. И очень Вам сочувствую, эх что же у Вас там там такое что лечить то нельзя. Сам 20 лет с лишним со спиной маюсь. Я слышал что пресс молот заменить не может, пресс дает постоянное и равномерное давление, а молот импульсное. Вроде так писали, может и ошибались или я вру, звиняйте если не то сказал. Выздоровления.
Первое, что мне кааца, надлежит сделать: начинать подбор комплекта с ударно-приводной части.
Подшипн. узлы, ось, маховик, шатун, рессорный или рамочный узел, бабу, боёк, шабот.
Собрать это вчерне, или хотяб сложить на земле. Как оно будет. Потому что на этом этапе что-то можно ужать, в пользу компактности. Усилить, заменить, улучшить. Потом - кратно трудней.
Чтоб точно прикинуть высоту колонны. Чем ниже, тем лучче. Меньше раскачка будет.
Ежели наоборот, начать с колонны - потом замучаешься подгонять и усиливать, добавлять опор, оттяжек и теде. Выйдет значительно выше, здоровее, чем хотелось бы.
В некотором роде Вам обязан. Поскольку украл вашу идею двухкамерного компактного муфеля. Творчески переработав.
Маюсь.
Каюсь.
Вот это, наверно высшая похвала. Осознавать, что твоя идея оказалась кому то полезной. Я просто польщен, и не надо; маяться, каяться.
начинать подбор комплекта с ударно-приводной части.Можно мне высказать своё мнение,на основании пользования рессорником в течении 5 лет 😊
Подшипн. узлы, ось, маховик, шатун, рессорный или рамочный узел, бабу, боёк, шабот.
Собрать это вчерне, или хотяб сложить на земле. Как оно будет.
Изначально выбрал себе эту конструкцию и в приемные прогадал,хотя слабые места на моем молоте есть.
Из плюсов:
1) Достаточно сильный удар(у моего падающяя часть 50 кг).
2)Занимает не так много места,как кажется,к тому же не надо иметь высокие потолки.
Из минусов:
1)Часто ломаются рессоры Но учитывая,что в основном они приобретаются на чермете это объяснимо.Достать их тоже не большая проблема.
2)У меня привод ременный и как бы я не подгонял ведущий шкив шпонку на валу всё равно постепенно разбивает.Даже на заводе нормально подгоняли вал,шкив и шпонку.Помогает,но не надолго.Привод от колеса будет более практичным.
3)Крепление "бабы". Актуально для моей конструкции.Изнашивается достаточно быстро,уже реставрировал.
4)Чтобы молот не скакал нужен достаточно мощный фундамент.У меня чуть меньше 1 м3.
Ну для меня многовато будет, тут движок нужен киловатта 3 а то и больше.
Планирую ПЧ киллограм 15-20, движок 1,5 кВт думаю справится.
У меня движок 4 кВт от сети 380V.Для такого напряжения мощности за глаза,хватило бы и 2,2 кВт. Если ставить движок на 220V все будет по другому.
была интересная конструкция
кустарно повторить промышленный вариант сложновато, да и перемещение бабы вдоль наковальни не так уж необходимо, тем не менее позаимствовать кое что из кинематики наверно можно.
brodyaga66
Работал(ковал, плющил,разгонял, кому как нравится) в основном ручником, в данный момент, проблемы со спиной, ручник противопоказан.
У меня кстати тоже серьезные проблемы со спиной плюс ещё и практически все суставы.Правды ради могу сказать,что хоть молот и сильно облегчает работу,нагрузка естественно меньше,но когда весь день на ногах в полусогнутом состоянии возле него простоишь,потом так же не очень сладко приходится.С суставами такая же история,при ковке каждый удар молота болью отдаётся.
Вот интересный молот, можно идей подсмотреть.
Evgen111
Вот интересный молот, можно идей подсмотреть.
там столько настроек, что это как швейная машинка зингер.))))) щас такой хрен сделают. не удивляюсь по чему литлы до 10 штук баксов иной раз торгуют. смотрел как то давно старые станки на американских аукционах и офигел от цен.
п.с.
а я сегодня видел вот чё.)))))
Вот количеством настроек и надёжностью они и подкупают 😊 Всегда нравилась эта конструкция.
Александр, я в шоке, такой видюхи, я не видел, но идея супер. Там рядом ничего подобного не было. Ведь похеру( простите за выражение) ВЫсота.! Масса ПЧ, соблюдена, ход бабы в наличии,? сила удара тоже, или я че го то не понимаю? Идея супер, достойна разжевывания.
У меня кстати тоже серьезные проблемы со спиной плюс ещё и практически все суставы.Правды ради могу сказать,что хоть молот и сильно облегчает работу,нагрузка естественно меньше,но когда весь день на ногах в полусогнутом состоянии возле него простоишь,потом так же не очень сладко приходится.С суставами такая же история,при ковке каждый удар молота болью отдаётся.
Ковкой занимаюсь на уровне хобби, на жизнь не зарабатываю. Приходят соседи, кому стамеску, кому клюкарзу(кстати никогда не знал, что это пока не просветили, кому клапан разогнать(к стати?ни один не просил закалить, может, аномалия какая.)Себе клинок откавать, куда ж без этого, вечерком пивка попьем. Сказка! Раз, два в неделю, в охотку можно потерпеть(наверно?) Как отказать? Не знаете! Давайте лучше идеями делится. НЕТ среди нас без смертных.! И без проблем. Поэтому и просил присоединится к обсуждению всех, кому не безразлично, еще кому поможет, еу уж не напрасно тема создана.!
brodyaga66
Александр, я в шоке, такой видюхи, я не видел, но идея супер. Там рядом ничего подобного не было. Ведь похеру( простите за выражение) ВЫсота.! Масса ПЧ, соблюдена, ход бабы в наличии,? сила удара тоже, или я че го то не понимаю? Идея супер, достойна разжевывания.
Nikolaich72
Вот количеством настроек и надёжностью они и подкупают Всегда нравилась эта конструкция.
Читайте также: