Сталь для кулачков токарного патрона
Обновлено: 20.05.2024
ГОСТ 1654-86
(СТ СЭВ 1574-79, СТ СЭВ 4852-84)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАТРОНЫ ТОКАРНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Общие технические условия
General-purpose lathe chucks. General specifications
Дата введения 1987-07-01
в части п.1.13 1989-01-01
Постановлением Государственного комитета СССР по стандартам от 26 июня 1986 г. N 1810 срок действия установлен с 01.07.87 до 01.07.97*, в части п.1.13 с 01.01.89
* Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации, (ИУС N 11, 1995 год). - Примечание изготовителя базы данных.
ПЕРЕИЗДАНИЕ. Январь 1991 г.
Настоящий стандарт распространяется на токарные патроны общего назначения, самоцентрирующие, с независимым перемещением кулачков, классов точности А, В, П и Н.
Стандарт полностью соответствует СТ СЭВ 1574-79, СТ СЭВ 4852-84, PC 3339-71 и международному стандарту ИСО 3089-74.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Патроны должны изготавливаться в соответствии с требованиями настоящего стандарта, ГОСТ 2675-80, ГОСТ 3890-82, ГОСТ 24351-80 по рабочим чертежам, утвержденным в установленном порядке.
1.2. Детали патронов должны изготавливаться из следующих материалов:
а) корпуса патронов из чугуна по качественным показателям не ниже чем у марки СЧ 30 по ГОСТ 1412-85 или из стали с пределом прочности не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRC;
б) спиральные диски патронов классов точности А и В, штоки клиновых патронов и винты для перемещения кулачков токарных патронов с независимым перемещением кулачков, классов точности А, В, П, Н из стали с пределом прочности не менее 500 МПа и термообработкой рабочих поверхностей до твердости не менее 57 HRC, а спиральные диски патронов классов точности П и Н из стали с пределом прочности не менее 500 МПа и термообработкой поверхностей до твердости не менее 43 HRC с толщиной цементированного поверхностного слоя не менее 0,5 мм;
в) основание кулачков, кулачки, рейки, рычаги, конические шестерни, седла и втулки опорных подшипников, из стали с пределом прочности не менее 500 МПа и термообработкой зажимных и трущихся рабочих поверхностей до твердости не менее 43 HRC для классов точности Н и П и не менее 50 HRC для классов точности А и В;
г) допускается изготовление накладных кулачков (заготовок) из стали без термообработки или из цветных металл
1.3. Винты для крепления кулачков должны применяться не ниже класса прочности 10.9 в соответствии с требованиями ГОСТ 1759-70.
1.4, Параметры шероховатости поверхностей патронов по ГОСТ 2789-73 должны быть не более, мкм:
передней и цилиндрической поверхности патрона
рабочих поверхностей пазов корпуса патрона и кулачков, зубьев кулачков и спирали дисков, посадочных поверхностей спиральных дисков, пазов штока клиновых патронов и посадочных поверхностей ступиц корпусов, патронов классов точности Н и П
патронов классов точности А и В
резьбы винтов для кулачков патронов с независимым перемещением кулачков
резьбы кулачков для патронов с независимым перемещением кулачков и поверхности зубьев шестерен
1.5. Внутренние необработанные поверхности патронов должны быть очищены и окрашены маслостойкой краской.
1.6. Для холостого передвижения кулачков патронов крутящий момент , приложенный к рукоятке ключа, не должен превышать значений, приведенных в табл.1.
Виды кулачков для токарных патронов

Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку на высоких скоростях вращения, обеспечивает точность установки и необходимое усилие зажима. Любой токарный патрон имеет в своей конструкции несколько кулачков, представляющих собой специальные зажимы для удержания и центрирования обрабатываемой заготовки. Их может быть 2, 3, 4 или 6 штук в зависимости от конструкции и размеров патрона. Кулачки изготавливаются из легированных высокопрочных сталей и предназначены для центрирования и фиксации заготовки в рабочей зоне.
Кулачки бывают следующих видов:
- прямые;
- обратные;
- мягкие или «сырые кулачки»;
- сборные.
Прямые кулачки
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей способом «на разжим» и по одной призме, работающей «на сжатие».
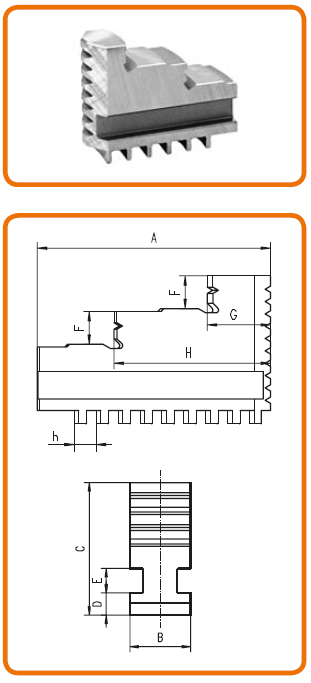
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.
Посредством прямых кулачков крепятся детали:
- малоразмерные (поверхностью призм – за внешнюю сторону детали);
- крупноразмерные (как правило, полые заготовки – поверхностью ступеней).
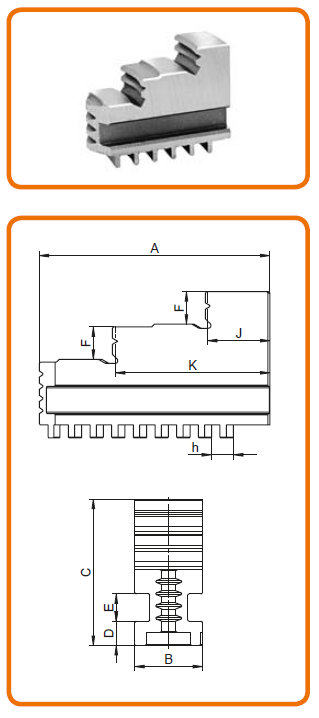
Обратные кулачки
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжатие» внешней стороны деталей больших диаметров.
Наружную поверхность обратных кулачков можно использовать для устройства дополнительной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.
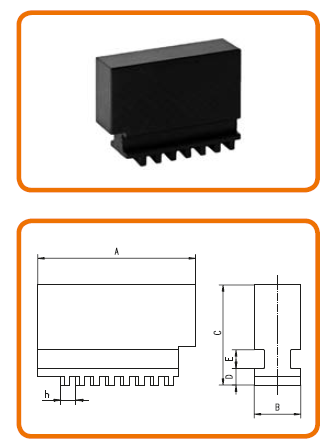
Мягкие кулачки
Ещё именуются «сырыми кулачками». Служат заготовками для растачивания под нужный диаметр детали с последующей термообработкой.
Сборные кулачки
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя – рейка с гребёнками (движется по спиральному диску);
верхняя – накладка (со стандартной закалкой рабочей зоны).
Накладки - это реверсивные кулачки (прямые — обратные).
Чтобы поменять вид, достаточно выкрутить по два болта на каждом «перевертыше», развернуть его же нужной стороной и этими же болтами закрепить на рейке.
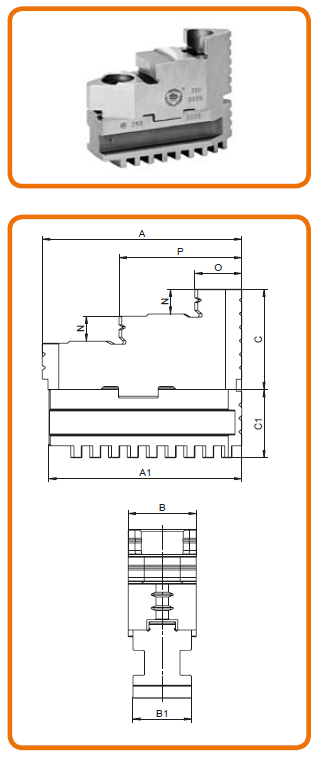
Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот. Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
Выше были описаны основные виды кулачков к токарным патронам, спасибо что прочитали данную статью, надеюсь она была полезна для Вас.
Ниже представлено видео по расточке кулачков в процессе эксплуатации:
Виды токарных патронов
Тяжелая промышленность в настоящее время набирает всё больше оборотов, ведь производство деталей, начиная простой гайкой и заканчивая составляющими космического корабля, требует использования уже новых технологий для изготовления самого деревообрабатывающего и металлорежущего оборудования. И, конечно, в данном случае не последнее место принадлежит токарному станку. Чтобы удерживать при высокой скорости передвижения шпинделя деталь, применяют токарные патроны, разновидности которых зависят от назначения обрабатываемой поверхности, формы заготовки и вида резания.
Выбор токарного патрона
Токарные патроны предназначаются для установки на токарные специальные и универсальные станки. Конструкция подобного патрона обеспечивает передачу большего усилия зажима при намного меньшем крутящем моменте на зажимных ключах по сравнению с патронами спиральными. Все отечественные и зарубежные производители изготавливают патроны для токарных станков на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
Для того, чтобы подобрать токарный патрон к станку, необходимо знать следующие данные:
- Наружный диаметр патрона.
- Количество кулачков в патроне (2,3,4,6);
- Исполнение (с цельными кулачками, со сборными);
- Тип посадки (c цилиндрическим центрирующим пояском и креплением через промежуточный фланец, с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-93, с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595-93, с креплением на фланцевые концы шпинделей типа Кэмлокк по ГОСТ 26651);
- Диаметр посадочного отверстия;
- Диаметр расположения крепежных отверстий;
- Количество крепежных отверстий.
При покупке токарных патронов следует уделять внимание и кулачкам, они могут иметь разные методы фиксации заготовок. Помните, что кулачки выпускаются самоцентрирующиеся и с независимым перемещением. Более современные и дорогие модели токарных патронов оборудуются встроенным пневмоприводом, который способен надежно фиксировать заготовки. Подобные «расходники» очень часто устанавливаются на станках для обработки трубных деталей большого диаметра.
Помимо таких специфических характеристик, вам необходимо знать высоту токарного патрона, тип хода штока и кулачка, высоту от края до главного кулачка. Не лишним станет, если вы укажете продавцу общую силу зажима в кулачках и максимально возможную частоту вращения. Эти сведения вы можете отыскать в техническом паспорте используемого станка. Иногда там же указывают и маркировку необходимого токарного патрона.
Классификация токарных патронов
Станочная оснастка токарными патронами представлена двух-, четырех- и трехкулачковыми патронами с ручным и механизированным зажимом. Для различных фасонных отливок используются двухкулачковые самоцентрирующиеся патроны. Круглые и шестигранные заготовки принято закреплять в трехкулачковых патронах. Четырехкулачковые патроны предназначаются для прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. Давайте внимательнее рассмотрим основных виды патронов для токарных станков.
Цанговые патроны
Основной рабочий элемент цангового патрона – это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.

Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами – у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь.
Преимущественная сфера использования таких патронов – зажатие цилиндров, коротких прутков или втулок для обработки. Они также применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши.
Рычажные патроны
Рычажные патроны могут быть использованы в мелкосерийном производстве, потому что процедура их переналадки проста и способна обеспечивать крепление заготовок в широчайшем диапазоне диаметров. На центрирующей поверхности в корпусе патрона размещен диск, на стороне которого присутствует резьба по архимедовой спирали, конический зубчатый венец нарезан на другой стороне.
Крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Стержни с сухарями, что образуют двуплечий рычаг, способны поворачиваться вокруг центра цилиндрического участка сухаря, перемещать ползуны с кулачками к центру и зажимать заготовку. Переналадка рычажного патрона проста и сводится к одновременному передвижению всех кулачков в необходимое радиальное положение при помощи ключа.
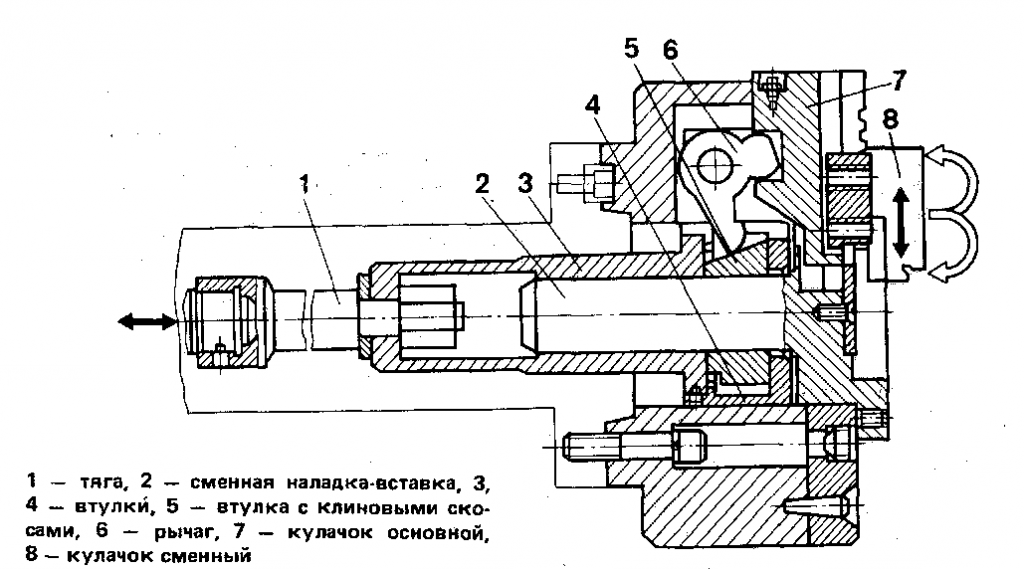
На данную операцию затрачивают не больше времени, чем на процедуру крепления заготовки в трехкулачковом патроне, который имеет немеханизированный привод. Из-за подвижных элементов, которые предусмотрены в чертежах токарных патронов и соединяют ползуны с основными кулачками, погрешности центрирования заготовки существенные, поэтому рычажные патроны используются преимущественно на черновых операциях.
Клиновые патроны
Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные. Закрепление заготовки происходит при помощи пневматического или гидравлического привода, который размещен сзади на конце пологого шпинделя. Три основных кулачка и кулачки, что с ними связаны, при осевом движении клина передвигаются в радиальном направлении и зажимают изделие.

Для станков с ЧПУ, где совершается обработка большой партии деталей, важной является возможность совершения быстрой сборки токарного патрона и переналадки патрона на прочий диаметр закрепляемой заготовки, что длится не более 2 минут. Для станков с ГПС и ЧПУ разрабатывают конструкции патронов с автоматическим переналаживанием на определенный диаметр заготовки. Использование для изготовления основных деталей высококачественной стали с термообработкой повышает надежность, долговечность и точность патрона.
Мембранные патроны
Самую высокую точность центрирования деталей обеспечивает мембранный патрон. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Некоторые конструкции мембранных патронов имеют кулачки, которые закрепляются к мембране болтами. Заготовки устанавливаются до упора в разжатые губки торцом в штифты, отключается пневмопривод, мембрана пытается возвратиться в исходное состояние и зажимает губками заготовку.
Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше. Из-за небольшой силы крепления заготовки подобные патроны используются на чистовых операциях при небольшом сечении снимаемой стружки. При установке заготовок в мембранный патрон пневмопривод используется исключительно для разведения кулачков, поэтому совершение действий с таким патроном безопасно. В случае внезапного уменьшения давления в сети во время обработки заготовка все также надежно в патроне удерживается упругими силами мембраны.
Трехкулачковые патроны
Патроны, которые имеют три радиальные радиальные пазы, имеют такую характерную особенность – центрирование, которое происходит одновременно с закреплением заготовки. Кулачки двигаются по спирали синхронно под действием усилия, которое прилагается в одной точке при помощи торцевого рычага или ключа, зависимо от механизма передачи, который используется в конструкции патрона.

В конструкции патрона токарного трехкулачкового используются кулачки разных видов. Прямые устанавливают в паз наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. Кулачки маркируются порядковым номером, которому нужно следовать при монтаже в патрон.
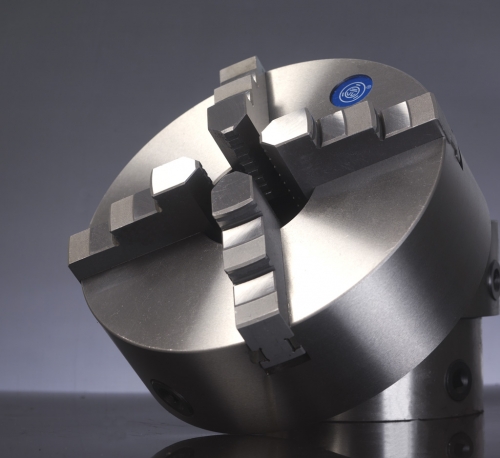
Четырехкулачковые патроны
Четырехкулачковые патроны характеризуются присутствием четырех пазов, что радиально направлены, в которые устанавливают зажимные кулачки. Для передвижения каждого кулачка в конструкции патрона предусмотрен отдельный механизм, который делает его независимым от перемещения остальных. Предназначение четырехкулачного токарного патрона по дереву с независимыми кулачками состоит в закреплении и удержании при обработке заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления.

Кулачки устанавливают в обратной и прямой позиции. Обратная позиция применяется, если нужен зажим заготовки с большой площадью сечения. Четырехкулачковые самоцентрирующие патроны также используются для закрепления прутков, что имеют квадратное сечение.
Теперь вы можете смело отдать свое предпочтение в пользу одной из разновидностей токарных патронов. Руководствоваться рекомендуется преимущественно средой использования изделий, материалом и формой заготовок, которые будут закрепляться с помощью токарного патрона.
Зачем нужны кулачки для токарного патрона, чем отличаются прямые от обратных
Кулачки токарного патрона, изготовленные из легированных высокопрочных сталей, являются составной частью зажимного устройства любого станка или обрабатывающего центра.
Предназначенные для центрирования и фиксации заготовки в рабочей зоне. Их рабочие поверхности подвергаются термической обработке и шлифовке. Отсюда их высокая себестоимость.

Виды и назначения
Кулачки подразделяют на следующие виды:
- прямые (детали закрепляются с наружной стороны);
- обратные (крепление с внутренней стороны детали);
- накладные или «сырые кулачки» (фиксация деталей с большим диаметром);
- сборные (рейки, с закаленными накладными кулачками).

Прямые
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей «на разжим» и по одной призме, работающей «на сжим».

Обратные
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжим» внешней стороны деталей больших диаметров.

Накладные
Изготавливаются непосредственно токарями из сталей или цветных металлов без дополнительной термической обработки, в связи с чем, ещё именуются «сырыми кулачками». Крепятся к рейкам (поставляются в комплекте к патрону), что устанавливаются вместо прямых или обратных кулачков.

Накладные («сырые кулачки») выполняются соразмерно формам заготовок для обеспечения высокой точности центрирования.
Сборные
- нижняя – та же рейка с гребёнками (движется по спиральному диску);
- верхняя – накладка (со стандартной закалкой рабочей зоны).
Накладки, это кулачки – перевертыши (прямые — обратные). Отличаются от накладных или «сырых» кулачков тем, что подвергаются обязательной термической обработке.

Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот.
Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
Размеры
Общими для размеров кулачков прямых и обратных является:
- наличие одинаковых размеров по основным параметрам – по длине, ширине, высоте, шагу гребенок, размерам ступеней и т.д.;
- являются унифицированными по своей конструкции, однако, комплект кулачков одного патрона не идентичен комплекту другого (всегда требуется существенная доработка);
- кулачки, с погрешностью в размерах, неправильно крепят деталь. При этом, один из них не участвует в зажиме, образуя просвет между призмой и поверхностью детали, что легко проверяется лучом фонарика;
- изношенность поверхностей спирали диска и гребенок кулачков и реек существенно изменяет характеристики усилий зажима и точность базирования детали вращения;
- неточность линейных размеров контактных поверхностей, например, реек и накладок, приводит к смещению рабочих поверхностей, а отсюда, или чрезмерные усилия зажима, или вовсе их отсутствие, что недопустимо и опасно при работе с такими устройствами.

Цены и производители
Токарные кулачки, поступающие на рынки России, представлены двумя производителями:
- БелТАПАЗ – белорусское предприятие токарных патронов и запчастей к ним.
- Bison-Bial – польский завод, выпускающий токарные патроны металлорежущий инструмент.
Цены в дилерских центрах варьируются от 2600 рублей за кулачки к 80 мм патрону, 2800 рублей — к 100 мм и от 18400 рублей к 400 мм токарному патрону. Всегда приблизительны и имеют тенденцию к значительному росту.
У станочника – универсала за годы творческого труда скапливаются целые «залежи» различных крепящих узлов и деталей. Это говорит об особом отношении к разновидности и качеству этих приспособлений.
Внимание проявляется и к производителям, очень актуальна порой и своеобразная мода на тот или иной бренд. Очень важно, чтобы рынок и дальше пополнялся пусть и дорогостоящей, но конкурентной и быстро окупаемой продукцией для металлистов.
Читайте также: