Сталь для штамповки гост
Обновлено: 06.05.2024
1а.2. По форме, размерам и предельным отклонениям по ширине и длине, неплоскостности и косине реза листовой прокат должен соответствовать ГОСТ 19903.
1а.3. Предельные отклонения по толщине листов должны соответствовать нормам, указанным в табл. 1б.
Предельные отклонения по толщине
высокой точности АА
повышенной точности А
нормальной точности Б при ширине листа
От 4 до 5 включ.
Св. 5 до 6 включ.
Св. 6 до 7 включ.
Св. 7 до 8 включ.
Св. 8 до 10 включ.
Св. 10 до 12 включ.
Св. 12 до 14 включ.
1a .4. Серповидность листов, предназначенных для изготовления лонжеронов, не должна превышать 3 мм на 1 м длины, на всю длину - 15 мм при длине менее 7200 мм.
Пример условного обозначения листового проката размерами 6 · 700 · 6000 мм по ГОСТ 19903 нормальной точности прокатки (Б), нормальной плоскостности (ПН) из стали марки 20, категории 2, IV группы отделки поверхности, термообработанный (Т):
Разд. 1а. (Введен дополнительно, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листовой прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Измененная редакция, Изм. № 1, 2, 3).
2.2. В зависимости от нормируемых характеристик листовой прокат изготовляют категорий, в соответствии с требованиями табл. 1.
Структурно свободный цементит
Обезуглероженный слой для стали марок 35, 40
Временное сопротивление σв, Н/мм 2 в (кгс/мм 2 )
Предел текучести σт, Н/мм 2 (кгс/мм 2 )
Относительное удлинение δ5, %
Твердость HRB или НВ
Изгиб в холодном состоянии на 180°
08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, 25пс, 25, 30, 35, 40
08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, 25пс, 25, 30, 35, 40, 08ЮА, 10ЮА, 15ЮА, 20ЮА
1. Знак «+» означает, что характеристика нормируется, знак «-» означает, что характеристика не нормируется, знак «+*» означает, что характеристика нормируется по требованию потребителя.
2. Величина зерна стали марок 30 - 40 категории 2 не нормируется.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.3. По согласованию изготовителя с потребителем допускается изготовлять листы по штампуемости. Условия изготовления проката по штампуемости устанавливаются согласованием между изготовителем и потребителем.
(Измененная редакция, Изм. № 4).
Для проката из стали марок 08кп и 08пс 3-й категории химический состав стали должен соответствовать нормам, приведенным в табл. 2.
Массовая доля элементов, %, не более
1. В стали марки 25пс в готовом прокате допускается массовая доля углерода до 0,30 % и кремния - до 0,08 %.
2. В полуспокойной стали допускается наличие остаточного алюминия.
3. Массовая доля мышьяка и азота в стали не должна превышать норм, приведенных в ГОСТ 1050.
(Измененная редакция, Изм. № 2, 4).
2.5 - 2.8. (Исключены, Изм. № 1, 3).
2.9. Листы изготовляют в термически обработанном состоянии (отожженными, нормализованными, высокоотпущенными, нормализованными и высокоотпущенными).
Листы, прокатанные на станах непрерывной прокатки, и листы 1-й и 4-й категорий, прокатанные на других станах, допускается изготовлять без термической обработки при условии соблюдения всех требований настоящего стандарта.
По согласованию изготовителя с потребителем допускается изготовлять листы 2-й категории, прокатанные на станах полистной прокатки, без термической обработки.
(Измененная редакция, Изм. № 3).
2.10. Механические свойства листов должны соответствовать указанным в табл. 4.
Временное сопротивление σв, МПа (кгс/мм 2 )
Предел текучести σт, МПа (кгс/мм 2 ), не более
Относительное удлинение, %, не менее
Твердость, не более
270 - 370 (28 - 38)
270 - 410 (28 - 42)
290 - 420 (30 - 43)
320 - 440 (33 - 45)
340 - 490 (35 - 50)
370 - 540 (38 - 55)
390 - 540 (40 - 55)
430 - 590 (44 - 60)
480 - 640 (49 - 65)
510 - 660 (52 - 67)
не более 360 (37)
270 - 360 (28 - 37)
1. Для листов в нормализованном состоянии допускается повышение временного сопротивления на 50 Н/мм 2 (5 кгс/мм 2 ) при условии соблюдения норм относительного удлинения и изгиба.
2. Для листов из стали марки 08кп 3-й категории предел текучести гарантируется в течение семи суток со дня испытания.
3. Допускается по согласованию изготовителя с потребителем превышение норм твердости на 5 ед. НВ при соблюдении норм по относительному удлинению, временному сопротивлению, пределу текучести и изгибу.
4. Нормы по показателю предела текучести для марок стали 2-й категории устанавливают с 01.01.94.
Определение проводят для набора статистических данных.
(Измененная редакция, Изм. № 3, 4).
2.11. Листы 2- (кроме стали 40), 3- и 4-й категорий должны выдерживать испытание на изгиб в холодном состоянии на 180° при толщине оправки, указанной в табл. 5.
В месте изгиба не должно быть надрывов, трещин и расслоений.
2.12. Величина зерна стали не должна быть крупнее 5-го номера для листов 2-й категории и 6-го номера для листов 3-й и 4-й категорий.
Неравномерность зерна допускается в пределах трех смежных номеров зернистости.
Толщина оправки d при толщине листа а
08кп, 08пс, 08, 08Ю, 10кп, 10пс, 10, 15кп, 15пс, 08ЮА, 10ЮА
d = 0 (до соприкосновения сторон)
15, 20кп, 20пс, 20, 25пс, 25, 15ЮА и 20ЮА
d = 2a
2.11, 2.12. (Измененная редакция, Изм. № 1, 2, 3).
2.13; 2.14. (Исключены, Изм. № 3).
2.15. По требованию потребителя листы из стали марок 35 и 40 должны проверяться на глубину обезуглероженного слоя. Глубина обезуглероживания (феррит плюс переходная зона) не должна превышать на сторону 2 % фактической толщины листа.
2.16. Листы изготовляют в травленом виде.
Допускается изготовление листов толщиной 4 - 6 мм в дрессированном виде; нормы твердости устанавливаются согласованием между изготовителем и потребителем.
2.15, 2.16 (Измененная редакция, Изм. № 3).
2.17. Поверхность листов должна быть чистой, ровной, не должна иметь прокатных и слиточных плен, раскатанных пузырей, трещин и загрязнений, закатов, трещин напряжений, расслоений вкатаной окалины. Допускается желтый оттенок после травления.
На поверхности листов III группы отделки допускаются дефекты, не выводящие листы за пределы минусовых предельных отклонений: общая легкая рябизна, раковины от окалины, раковины-вдавы, мелкие царапины и отпечатки.
На поверхности листов IV группы отделки поверхности допускаются дефекты, не выводящие листы за пределы минусовых предельных отклонений: общая рябизна, раковины от окалины, раковины-вдавы, мелкие царапины, отпечатки.
Допускается зачистка местных дефектов на поверхности листов.
Глубина зачистки не должна выводить листы за пределы минусовых предельных отклонений.
Качество поверхности допускается уточнять эталонами, согласованными изготовителем с потребителем.
(Измененная редакция, Изм. № 2).
2.18. Листы должны быть ровно обрезаны со всех сторон. Листы, прокатанные на станах непрерывной прокатки, допускается поставлять с необрезной (катаной) кромкой, если глубина надрывов кромок не превышает половины предельного отклонения по ширине листа и не выводит лист за пределы номинальной ширины.
2.19. Листы должны быть выправленными.
(Измененная редакция, Изм. № 2, 3).
2.20. (Исключен, Изм. № 3).
2.21. При контроле листов ультразвуком нормы устанавливаются по согласованию изготовителя с потребителем.
2.22. Нормы при определении по требованию потребителя ударной вязкости при температуре минус 20 °С или минус 40 °С для листов из стали спокойных и полуспокойных марок, полосчатости для листов 2-й категории, величины зерна для листов из стали марок 30 - 40, структурно-свободного цементита для листов 3-й и 4-й категорий устанавливаются по согласованию изготовителя с потребителем.
(Введен дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. (Исключен, Изм. № 3).
вида термической обработки;
значения предела текучести для марок стали категории 2 (при условии его определения);
результатов проверки листов неразрушающими методами контроля (при условии проведения контроля ультразвуковыми или другими методами).
Для листов, изготовленных из стали с установок непрерывной разливки, масса партии не должна превышать 250 т.
(Измененная редакция, Изм. № 1, 3, 4).
3.3. Внешнему осмотру должны быть подвергнуты все листы, входящие в партию. Осмотр поверхности должен производиться без применения увеличительных приборов.
3.4. (Исключен, Изм. № 1).
3.5. Отбор проб для химического анализа производят по ГОСТ 7565 . Для химического анализа отбирают одну пробу от плавки-ковша.
3.6. Количество листов, отбираемых от каждой партии для проверки качества проката, устанавливается предприятием-изготовителем, но не менее двух.
Количество листов для проведения ультразвукового контроля устанавливается согласованием изготовителя с потребителем.
3.7. Определение ударной вязкости при температуре минус 20 °С и минус 40 °С для листов из стали спокойных и полуспокойных марок, полосчатости для листов 2-й категории, величины зерна для листов из стали марок 30 - 40, структурно-свободного цементита для листов 3-й и 4-й категории проводят по требованию потребителя.
3.6; 3.7. (Измененная редакция, Изм. № 3).
3.8. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторную проверку на удвоенном количестве образцов, отобранных от других листов партии.
3.9. Объем контроля штампуемости устанавливается согласованием между изготовителем и потребителем.
(Введен дополнительно, Изм. № 4).
4. МЕТОДЫ ИСПЫТАНИЙ
а) по одному поперечному образцу на растяжение и изгиб. Места вырезки - по ГОСТ 7564 (вариант 1);
б) по два образца для определения твердости, глубины обезуглероживания, величины зерна, полосчатости и наличия структурно-свободного цементита.
Один образец вырезают на расстоянии 40 - 50 мм от кромки, другой из средней трети ширины листа. По согласованию с потребителем испытание может проводиться на одном образце, вырезанном из средней трети ширины листа.
на растяжение - по ГОСТ 1497, на коротких образцах; допускается проведение повторного испытания на образцах с расчетной длиной 11,3 ; при этом нормы должны соответствовать указанным в табл. 4 для относительного удлинения δ10;
на твердость по Бринеллю и Роквеллу - по ГОСТ 9012 или ГОСТ 9013; измерение твердости допускается производить на образцах, отобранных для испытания на растяжение;
на величину зерна - по ГОСТ 5639;
на обезуглероживание - по ГОСТ 1763;
на полосчатость и структурно-свободный цементит - по ГОСТ 5640;
на ударную вязкость при пониженных температурах - по ГОСТ 9454.
Химический состав определяют по ГОСТ 22536.1 - ГОСТ 22536.10, или другими методами, обеспечивающими необходимую точность анализа.
4.2. При изготовлении листов по штампуемости испытания, перечисленные в п. 4.1, не проводятся. Поставщик гарантирует штампуемость металла до первой термообработки или до нанесения покрытия.
4.3; 4.4. (Исключены, Изм. № 3).
4.5. Допускается проводить контроль механических свойств неразрушающими методами по методике, согласованной между изготовителем и потребителем.
4.6. Методика ультразвукового контроля устанавливается согласованием между изготовителем и потребителем.
4.5; 4.6. (Введены дополнительно, Изм. № 3).
4.7. Условия контроля штампуемости устанавливаются согласованием изготовителя с потребителем.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1.1. Транспортирование транспортными пакетами - в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
5.2. Каждый лист должен быть смазан с обеих сторон нейтральным маслом или ингибиторной смазкой. Листы из стали марок 08ЮА, 10ЮА, 15ЮА и 20ЮА должны быть смазаны с двух сторон веретенным маслом с добавкой ингибитора. Листы из стали остальных марок по требованию потребителя смазываются с двух сторон нейтральным маслом с добавкой ингибитора.
5.3; 5.4. (Исключены, Изм. № 3).
Разд. 6. (Исключен, Изм. № 3).
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.03.71 № 421
Сталь для штамповки гост

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ПРОКАТ ТОЛСТОЛИСТОВОЙ ГОРЯЧЕКАТАНЫЙ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ ИЗ НЕЛЕГИРОВАННОЙ КОНСТРУКЦИОННОЙ КАЧЕСТВЕННОЙ СТАЛИ
Hot-rolled plates of nonalloyed structural quality steel for cold stamping. Specifications
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "ЦНИИчермет им.И.П.Бардина" (ФГУП "ЦНИИчермет им.И.П.Бардина")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2017 г. N 100-П)
За принятие проголосовали:
Краткое наименование страны по
МК (ИСО 3166) 004-97
Код страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
1 Область применения
Настоящий стандарт распространяется на горячекатаный толстолистовой прокат, изготовляемый в листах и рулонах из нелегированной конструкционной качественной стали, предназначенный для холодной штамповки.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19903-2015 Прокат листовой горячекатаный. Сортамент
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ГОСТ 30415-96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
В Российской Федерации можно использовать ГОСТ Р 50779.10-2000 (ИСО 3534-1-93) "Статистические методы. Вероятность и основы статистики. Термины и определения", ГОСТ Р 50779.11-2000 (ИСО 3534-2-93) "Статистические методы. Статистическое управление качеством. Термины и определения" и ОСТ 14-1-34-90 "Статистический приемочной контроль качества металлопродукции по корреляционной связи между параметрами".
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Марки стали и классификация
3.1 Прокат изготовляют из стали марок: 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, 25пс, 25, 30, 35, 40, 08Ю, 08ЮА, 10ЮА, 15ЮА, 20ЮА.
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Настоящий стандарт распространяется на стальные штампованные поковки массой не более 250 кг и (или) с линейным габаритным размером не более 2500 мм, изготовленные горячей объемной штамповкой.
Стандарт устанавливает наибольшие величины допуска размеров, отклонений формы, припусков, кузнечных напусков и наименьшие радиусы закругления наружных углов.
На поковки с массой более 250 кг или с линейными размерами более 2500 мм; на поковки из жаропрочных, жаростойких и коррозионно-стойких сталей и сплавов, а также на дополнительные специальные элементы поковок (пробы для механических испытаний, захваты для подвешивания поковок при термической обработке и для других технологических целей) указанные величины устанавливаются по согласованию между изготовителем и потребителем. Допускается изготовление поковок по чертежам, разработанным до введения настоящего стандарта, до 01.07.92.
1. ТЕРМИНЫ И ПОЯСНЕНИЯ
В разделе установлены термины и пояснения, принятые для настоящего стандарта.
1.1. Поковка стальная штампованная (в дальнейшем - поковка) - изделие, изготовленное горячей объемной штамповкой в соответствии с техническими требованиями ГОСТ 8479.
1.2. Форма поковки - пространственная фигура, определенная номинальными линейными и угловыми размерами.
1.3. Масса поковки - весовой параметр поковки, определяемый исходя из ее формы и плотности стали.
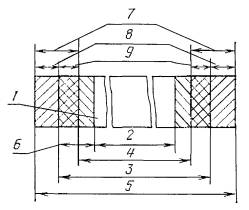
1.4. Номинальный линейный размер поковки - геометрический параметр, измеряемый в единицах длины и определяемый исходя из номинального линейного размера детали, установленного припуска (черт.1) и кузнечного напуска.
1 - деталь; 2 - размер детали; 3 - номинальный размер поковки; 4 - наименьший предельный размер поковки; 5 - наибольший предельный размер поковки; 6 - величина припуска; 7 - допуск (поле допуска); 8 - положительная величина допускаемого отклонения; 9 - отрицательная величина допускаемого отклонения
1.5. Номинальный угловой размер поковки - геометрический параметр, измеряемый в угловых единицах и определяемый исходя из номинального углового размера детали.
1.6. Действительный размер поковки - фактический размер, полученный измерением с допустимой погрешностью.
1.7. Предельные размеры поковки - два предельно допускаемых размера, между которыми должен находиться или быть одним из них действительный или номинальный размер.
1.8. Допускаемое отклонение размера поковки - алгебраическая величина между предельным и соответствующим номинальным размерами.
1.9. Допуск (поле допуска) размера поковки - абсолютная величина разности между наибольшим и наименьшим предельными размерами.
1.10. Геометрические параметры поковки (черт.2 и 3).
1.10.1. Длина (, ), ширина (, ), диаметр (, ), высота и глубина (, ) - размеры элементов поковки, получаемых в одной части штампов.
1.10.2. Толщина (, ) - высотный размер геометрического элемента поковки, получаемого в обеих частях штампа.
1.10.3. Межосевое расстояние:
- размер отрезка прямой, соединяющей два центра и не пересекающей наружный контур поковки (см. черт.2);
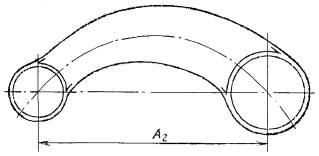
- то же, пересекающей наружный контур поковки (см. черт.3).
1.10.4. Радиус закругления внутреннего угла () - радиус закругления в сечении вогнутого участка поверхности поковки (см. черт.2).
1.10.5. Радиус закругления наружного угла () - радиус закругления в сечении выпуклого участка поверхности поковки (см. черт.2).
1.11. Допуск формы поковки - допустимая величина отклонения формы поковки.
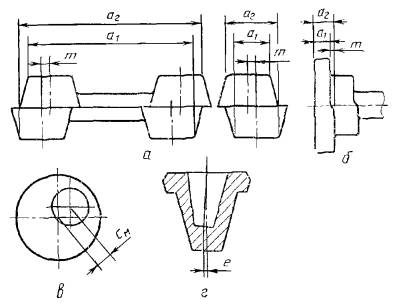
1.12. Отклонения формы поковки
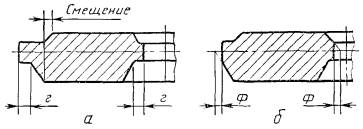
1.12.1. Смещение по поверхности разъема штампа () - отклонение формы поковки в виде наибольшего линейного переноса по плоскости одной части поковки относительно другой, вычисляемое по формулам:
для штампов с одной поверхностью разъема (черт.4а)
для штампов с двумя и более поверхностями разъема (черт.4б)
где - величина смещения;
- наименьший размер поковки в направлении линейного переноса;
- наибольший размер поковки в направлении линейного переноса.
1.12.2. Отклонение от концентричности () - расстояние от центра глухого или пробитого отверстия до заданных координат центра этого отверстия по чертежу поковки (черт.4в).
1.12.3. Отклонение от соосности () - угловое отклонение оси отверстия от оси поковки (черт.4г), измеряемое в единицах длины.
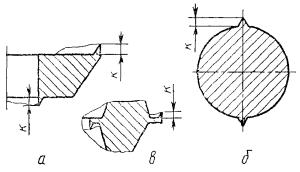
1.12.4. Остаточный облой () - выступ, оставшийся на поковке после обрезки облоя или пробивки отверстия (черт.5а).
1.12.5. Срезанная кромка () - кромка поковки, образовавшаяся при обрезке облоя или пробивке отверстия (черт.5б).
1.12.6. Заусенец () - выступ, образовавшийся на поверхности поковки в непредусматриваемых для размещения облоя местах сочленения частей штампа (зазорах), а также при обрезке облоя и пробивке отверстия и измеряемый по высоте (черт.6: а - при безоблойной штамповке, б - при штамповке в штампах с разъемными матрицами, в - при обрезке облоя и пробивке отверстия).
1.12.7. След от выталкивателя штампа - местное отклонение положения поверхности поковки под действием выталкивателя штампа.
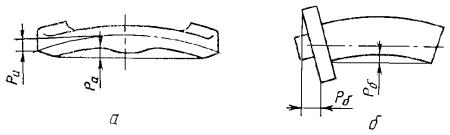
1.12.8. Изогнутость () - отклонение осевой линии поковки от номинального положения в направлении наибольшей длины или ширины поковки (черт.7а).
1.12.9. Отклонение от плоскостности - отклонение от плоскости, оцениваемое наибольшим расстоянием от точек действительной поверхности до прилегающей плоскости (см. черт.7а).
1.12.10. Допуск плоскостности () - наибольшее допускаемое значение отклонения от плоскостности (см. черт.7а).
1.12.11. Отклонение от прямолинейности - отклонение от прямолинейности в плоскости, оцениваемое величиной наибольшего расстояния от точек действительного профиля до прилегающей прямой (черт.7б).
1.12.12. Допуск прямолинейности () - наибольшее допускаемое значение отклонения от прямолинейности.
СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
При выборе листового материала, и в частности, тонколистовой стали для холодной штамповки различных машиностроительных деталей необходимо иметь в виду следующие основные факторы:
- является ли деталь наружной (лицевой), определяющей внешний вид и дизайн изделия или она является скрытой и выполняет чисто технические функции;
- какая степень деформации в формообразующих операциях применяется при её холодной штамповке;
- каково состояние поставки с точки зрения термической обработки листа поставщиком;
- какие требования предъявляются в отношении химического состава, макро- и микроструктуры при поставке штампуемого металла;
- каков уровень механических и технологических свойств и величина показателей анизотропии данного материала?
Материал для листовой штамповки должен удовлетворять не только назначению и условиям работы штампованной детали, но и технологическим требованиям, вытекающим из характера производимой деформации. Следует учесть, что на технологию холодной штамповки оказывает влияние качество поверхности листа, допуски его по толщине, направление проката листа, его раскрой, конструктивная форма штампов, точность их установки, число переходов при штамповке, межоперационная термообработка, скорость деформирования, применяемый смазочный материал, вид производства (массовый, серийный, мелкосерийный и единичный). При выборе материала необходимо учитывать последующую обработку и отделку (травление, полирование, нанесение антикоррозионных покрытий), а также пригодность для механических соединений (клёпка, сварка и др. виды соединений).
Таблица 1. Назначение и общая характеристика деталей и узлов, изготовляемых в холодноштамповочном производстве
Марка стали/Назначение
Ст1,Ст2
Для деталей неответственного назначения, высокой вязкости и низкой твёрдости, малонагруженных элементов сварных конструкций, изделия типа кожухов, обшивок.
СтЗ,Ст4
Несущ ие элементы сварных и несварных конструкций, фасонные гнутые профили, ёмкости, не подвергающиеся воздействию коррозии, детали типа обечаек, кожухов, обшивок, изделия бытового назначения.
05кп, 08кп,08, 08пс,08Ю,08Фкп,10кп,10,10пс
Без термической обработки - шайбы, плоские детали в операциях вырубки-пробивки. Гнутые детали, панели капота и багажника, корпуса фильтров, крышки различной формы, двери, детали кабин, кузова, кожухи, детали бытовой техники с разной степенью вытяжки. После цементации или цианирования - коромысла, ушки, втулки тонкостенные и др.детали, от которых требуется высокая твёрдость поверхности и допускается невысокая прочность сердцевины при её повышенной вязкости.
15кп,15пс,15,20кп,18кп,20,20сп,25,30,35,40
Без термической обработки и после нормализации - диски колёс автотранспорта, различные тонкостенные втулки (стаканы), патрубки, бамперы, детали плоских рычагов, различные кронштейны, гнутые детали, корпуса аппаратов котлотурбостроения и химического машиностроения, малонагруженные звёздочки, регулировочные прокладки, косынки, сварные подмоторные рамы. После цементации или цианирования - детали, от которых требуется высокая твёрдость поверхности и допускается умеренная прочность и достаточная пластичность сердцевины.
08ГСЮТ, 08СЮФ,10ЮА
Являются более прочными и заменяют сталь типа 08, 08кп, 08Ю , что позволяет снижать массу автотранспортного средства. Толщина деталей из стали 08ГСЮ Т(Ф) на 10-15% меньше, чем из стали 08кп. Для многих деталей, в том числе для дисковых колёс (10Ю А); обода колеса, лонжеронов рамы, различных кузовных деталей. Поставляется в листах толщ иной 0,7-2,5 мм.
18ЮТ
Для штампосварных и несварных металлоконструкций, замкнутых сварных профилей и труб с малым радиусом гибки. Применяется в автостроении, сельхозмашиностроении, в том числе для лонжеронов. Обладает повышенным сопротивлением усталости. Поставляется в листах толщиной 2,5-8,0 мм.
Штампуемые стали (общие данные)
Для холодной штамповки востребованы низкоуглеродистые стали, содержание C (углерода) в которых не превышает 0,2%, марганца – 0,4%, количество азота, кислорода и водорода минимально. Наиболее популярная марка – 08 кп/сп/пс. Также применяются «черные» углеродистые стали – 05 кп, 10, 15, 20, Ст 1, Ст 3.
Для изготовления высокопрочных изделий применяют низколегированные стали – 03ХГЮ, 06ХГСЮ, 12ХМ, 06Г2СЮ. В качестве легирующих элементов они содержат марганец, кремний, хром, небольшие добавки алюминия и вольфрама.
Нержавеющие стали по процентному соотношению хрома и никеля делят на следующие группы:
Хром – 16-18%, никель – 6-8%. Эти стали применяют при производстве высоконагруженных изделий. Для изготовления штампованной продукции не рекомендуются.
Хром – 17-18%, никель – 10-12%. Для этой стали характерна высокая пластичность, поэтому она может применяться для глубокой вытяжки.
При добавлении титана и ниобия снижается пластичность, для компенсации этого явления повышают содержание никеля.
Согласно п. 3.1 ГОСТ 9045-93 стальной прокат подразделяют:
- по видам продукции: листы, рулоны;
- по нормируемым характеристикам на категории: 1, 2, 3, 4, 5;
- по качеству отделки поверхности на группы: особо высокой отделки - I*,
высокой отделки - II, повышенной отделки - III (IIIа, IIIб);
- по способности к вытяжке (прокат толщиной до 2 мм): весьма особо сложной - ВОСВ*, ВОСВ-Т**, особо сложной - ОСВ, сложной - СВ, весьма глубокой - ВГ.
* По требованию потребителя.
** По требованию потребителя с повышенными технологическими свойствами.
3.2 В части сортамента прокат должен соответствовать требованиям ГОСТ 19904-90 «Прокат листовой холоднокатаный. Сортамент».
3.3 Схема условных обозначений проката приведена в приложении 1 (ГОСТ 9045-93) .
Согласно п. 4.2.1 прокат с регламентированным химическим составом изготовляют из низкоуглеродистых качественных сталей марок:
- 08Ю - способность к вытяжке ВОСВ, ВОСВ-Т, ОСВ, СВ;
- 08кп, 08пс - способность к вытяжке ВГ.
Допускается изготовление проката способности к вытяжке ВГ из стали марки 08Ю.
Марки стали согласно п. 4 ГОСТ 10702-2016:
Согласно п. 4.1 ГОСТ 10702-2016 п рокат изготовляют из стали:
- нелегированной марок: 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 15Г, 20кп, 20пс, 20, 20Г, 20Г2, 25, 30, 35, 35Г2, 40, 40Г, 40Г2, 45, 45Г, 50;
- легированной марок: 12ХН, 12ХН3А, 15Х, 15ХМ, 15ХФ, 15ХГНМ, 16ХСН, 18Х2Н4МА, 19ХГН, 20Х, 20ХГСА, 20ХГНМ, 25Х2Н4МА (25Х2Н4ВА), 30Х, 30ХМА, 30ХГСА, 30ХН2МФА, 35Х, 35ХГСА, 38ХА, 38ХС, 38ХГНМ, 40Х, 40ХН, 40ХН2МА, 45Х, 50ХН;
- легированной борсодержащей марок: 12Г1РА (12Г1Р), 20Г1Р, 20Г1РА (20Г2Р), 30Г1РА (30Г1Р).
4.2 Химический состав стали должен соответствовать:
- марок 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 15Г, 20кп, 20пс, 20, 20Г, 25, 30, 35, 35Г2, 40, 40Г, 40Г2, 45, 45Г, 50 — требованиям ГОСТ 1050-2013 «Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия (с Поправкой)» со следующими изменениями.
Массовая доля кремния (Si) должна быть, %, не более:
0,03 - для стали марки 10кп;
0,20 - для стали марок 25, 30, 35, 40 и 45;
0,10 - для стали марок 08пс, 10пс, 15пс и 20пс.
Массовая доля марганца (Mn) в стали марок 25, 30, 35, 40 и 45 должна быть не более 0,60%.
В стали марок 10, 15, 20 допускается снижение нижнего предела массовой доли марганца (Mn) до 0,20%;
Для марок 12ХН3А, 15Х, 15ХМ, 15ХФ, 18Х2Н4МА, 20Х, 20ХГСА, 20ХГНМ, 25Х2Н4МА (25Х2Н4ВА), 30Х, 30ХМА, 30ХГСА, 30ХН2МФА, 35Х, 35ХГСА, 38ХА, 38ХС, 40Х, 40ХН, 40ХН2МА, 45Х, 50ХН — требованиям ГОСТ 4543-2016 «Металлопродукция из конструкционной легированной стали. Технические условия» со следующими изменениями.
Массовая доля кремния (Si) в стали марок 15Х, 15ХФ, 20Х, 30Х, 30ХМА, 35Х, 40Х, 40ХН, 45Х должна быть не более 0,20%.
Массовая доля марганца (Mn) в стали марок 15Х, 20Х и 30Х должна быть не более 0,60%;
- марок 12ХН, 15ХГНМ, 16ХСН, 19ХГН, 20Г2, 38ХГНМ - таблице 1 ГОСТ 10702-2016 ;
- борсодержащей марок 12Г1РА (12Г1Р), 20Г1Р, 20Г1РА (20Г2Р), 30Г1РА (30Г1Р) - таблице 2 ГОСТ 10702-2016 .
Таблица 4 ( ГОСТ 10702-20160) - Твердость проката, поставляемого без термической обработки или в нагартованном состоянии
Твердость НВ, не более
Прокат горячекатаный, горячекатаный со специальной отделкой поверхности и горячекалиброванный
Прокат нагартованный калиброванный и калиброванный со специальной отделкой поверхности
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски

Настоящий стандарт распространяется на стальные штампованные поковки м ассой не более 250 кг и (или) с линейным габаритным размером не более 2500 мм, изготовленные горячей объемной штамповкой.
На поковки с массой более 250 кг или с линейными размерами более 2500 мм; на поковки из жаропрочных, жаростойких и коррозионно-стойких сталей и сплавов, а также на дополнительные специальные элементы поковок (пробы для механических испытаний, захваты для подвешивания поковок при термической обработке и для других технологических целей) указанные величины устанавливаются по согласованию между изготовителем и потребителем. Допускается изготовление поковок по чертежам, разработанным до введения настоящего стандарта, до 01 .07 .92 .
В разделе установлены термины и пояснения, принятые для н астоящего стандарта.
1 .1 . Поковка стальная штампова нна я (в дальнейшем - поковка) - и зделие, изготовленное горячей объемной штамповкой в соответствии с техническими требованиями ГОСТ 8479 .
1 .2 . Фо рма поковк и - пространственная фигура, определенная номинальными линейными и угловыми размерами.
1 .3 . Масса поковк и - весовой параметр поковки, определяемый исходя из ее формы и плотности стали.
1 .4 . Номинал ьны й линейный разме р поковки - геометрический параметр, измеряемый в единицах длины и определяемый исходя из номинального линейного размера детали, установленного припуска (черт. 1) и кузнечного напуска.
1 - деталь; 2 - размер детали; 3 - номинальный размер поковки; 4 - наименьший предельный размер поковки; 5 - наибольший предельный размер поковки; 6 - величина припуска; 7 - допуск (поле допуска); 8 - положительная величина допускаемого отклонения; 9 - отрицательная величина допускаемого отклонения
1 .5 . Ном ина льный угловой разме р поковки - геометрический параметр, измеряемый в угловых единицах и определяемый исходя из номинального углового размера детали.
1 .6 . Действитель ный размер поковк и - фактический размер, полученный измерением с допустимой погрешностью.
1 .7 . Предель ны е размеры поковк и - д ва предельно допускаемых размера, между которыми должен находиться или быть одним из них действительный или номинальный размер.
1 .8 . Допу скаемо е отклоне ние разме ра поковки - а лгебраическая величина между предельным и соответствующим номинальным размерами.
1 .9 . Допуск (поле допуска) размера поковки - абсолютная величина разности между наибольшим и наименьшим предельными размерами.
1 .10 . Геометрические параметры поковки (черт. 2 и 3).
1 .10 .1 . Длина ( L , l ), ширина (В , b ), диаметр ( D , d ), высота и глубина (Н, h ) - р азмеры элементов поковки, получаемых в одной части штампов.
1 .10 .2 . Толщина (Т, t ) - в ысотный размер геометрического элемен та поковки, получаемого в обеих частях штампа.
1 .10 .3 . М ежосевое расстояние :
А 1 - размер отрезка пря м ой, соединяющей два центра и не пересекающей наружны й контур п оковки (см. черт. 2);
А 2 - т о же, пересекающей наружный контур поковки (см. черт. 3).
1.10 .4 . Радиус закругления внутреннего угла ( R в ) - р адиус закругления в сечении вогнутого участка поверх ности поковки (см. черт. 2).
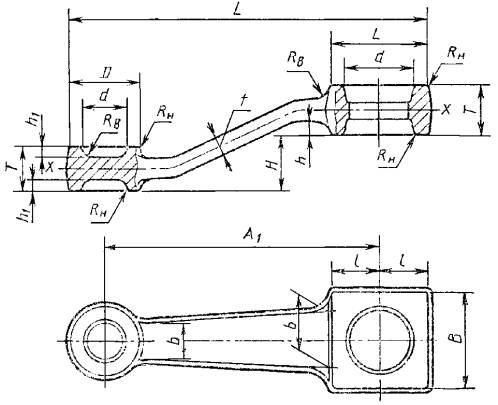
1 .10 .5 . Радиус з акр угления на ружного угла ( R н ) - р адиус закругления в сечении выпуклого участка поверхности поковки (см. черт. 2).
1 .11 . Допуск фо рм ы поковки - допустимая вели чин а о тклонения формы поковки.
1 .12 . Отклонения формы поковки
1 .12 .1 . Сме щение по поверхности разъема штампа ( m ) - о тклонение формы поковки в виде наибольшего ли нейного переноса по плоскости одн ой части поковки относительн о другой, вычисляемое по формулам:
для штампов с одно й поверхностью разъема (черт. 4а )
для штампов с двумя и более поверхностями разъема (черт. 4 б )
где т - величина смещения;
а 1 - наименьший размер поковки в направлении линейног о переноса;
а 2 - наибольший размер поковки в н аправлении линейно го переноса.
1 .12 .2 . Отклонение от к он центричности (см ) - расстояние от центра глухого или пробитого отверстия до заданных координат центра этого отверстия по чертежу поковки (черт. 4 в ).
1 .12 .3 . Откл он ение от соосности (е ) - у гловое отклонение оси отверстия от оси поковки (черт. 4г) , измеряемое в единицах длины.
1 .12 .4 . Остаточный обло й (г) - выступ, оставшийся на поковке после обрезки облоя и ли пробивки отверстия (черт. 5а ).
1 .12 .5 . Срезанная кро мк а (ф) - кромка поковки, образовавшаяся при обрезке облоя или пробивке отверстия (черт. 5б ).
1 .12 .6 . Заусенец (к ) - в ыступ, образовавшийся на поверхности поковки в непредусматриваемых для размещения облоя местах сочленения частей штампа (зазорах), а также при обрезке облоя и пробивке отверстия и измеряемый по высоте (черт. 6: а - при безоб лойной штамповке, б - п ри штамповке в штампах с разъемными матрицами, в - при обрезке облоя и пробивке отверсти я).
1.12 .7 . Сле д от выт алки вателя штамп а - местное откл онение положени я пов ерхности поковки под действи ем выталкив ателя штампа.
1 .12 .8 . Изогнутость (Ри) - о тклон ен ие осевой линии поко вки от номинального положения в направлен ии наибольшей длины или ширин ы поковки (черт. 7а ).
1 .12 .9 . Отклонение от плоск остнос ти - отклонение от плоскости , оценив аемое наибольши м расстоя ни ем от точек дейс твительной поверхности до прилегающей плоскости (см. черт. 7а ).
1 .12 .10 . Допуск пло скостно сти (Ра) - н аи больше е доп ускаемое значение отклонения от плоскостности (см. черт. 7а ),
1.12.11. Отклонение от прямолинейности - отк лон ение от прямолинейности в плоскости, оцениваемое величиной наибо льшего расстояния от точек действи тельного профиля до прил егающей прямой (черт. 7б ).
1.12.12 . Д оп уск прямолинейнос ти (Рб) - н аибольшее допускаемое значение отклонен ия от прямоли нейности.
1 .12 .13 . Рад иа льное биение - разность наибольшего и наименьшего расстояний от профи ля сечения поковки до его оси.
1 .12 .14 . Допуск ра диального биения - н аибольшее допускаемое значени е радиально го би ения.
1 .13 . При пуск - слой металла на обрабатываемых частях поверхности поковки, удаляемый при ее механи ческой обработке.
1 .14 . Кузне ч ный напуск - дополн ительный объем металла (слой) на обрабатываемых или необрабатываемых частях поверхности поковки , необходи мый для осуществлени я формои змен яющих операци й.
1 .15 . Масса пок о вки расчетн ая - устан овленная величина, и спользуема я при назначен ии при пусков и допусков .
1 .16 . Исход н ый ин декс - условный показатель, учитывающий в обобщенном ви де сумму конструкти вных характеристик (класс точности, группу стали, степень сложности, конфи гурацию п оверхности разъема) и массу поковки.
2. ОБЩИЕ ТРЕБОВАНИЯ
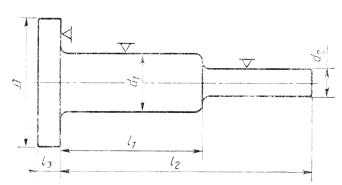
2.1 Линейные размеры на чертеже поковки должны быть проставлены от указанных исходных баз механической обработки, согласованных между изготовителем и потребителем (черт. 8).
2.2. Допуски, установленные настоящим стандартом, распространяются на все номинальные размеры поковки.
2.3. Припуски, установленные настоящим стандартом, распространяются на обрабатываемые поверхности поковки.
2.4. Допуски, припуски и кузнечные напуски устанавливаются в зависимости от конструктивных характеристик поковки, приведенных в табл. 1, и определяются исходя из шероховатости обработанной поверхности детали, изготовляемой из поковки, а также в зависимости от величины размеров и массы поковки. Для 1-го класса точности Т1 допуски устанавливаются на те функциональные поверхности, которые не подвергаются окончательной обработке.
Читайте также: