Сталь горячего цинкования гост
Обновлено: 22.04.2024
Единая система защиты от коррозии и старения
ПОКРЫТИЯ ЦИНКОВЫЕ ГОРЯЧИЕ
Общие требования и методы контроля
Unified system of corrosion and ageing protection. Hot-dip zinc coatings. General requirements and methods of control
Дата введения 2022-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом "Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова" (ЗАО "ЦНИИПСК им.Мельникова"), Некоммерческим партнерством "Центр по развитию Цинка" (НКП "ЦРЦ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 214 "Защита изделия и материалов от коррозии, старения и биоповреждений"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 26 августа 2021 г. N 142-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 10 ноября 2021 г. N 1483-ст межгосударственный стандарт ГОСТ 9.307-2021 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2022 г.
6 ИЗДАНИЕ (март 2022 г.) с Поправкой (ИУС N 3 2022 г.)
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает общие требования к защитным покрытиям, нанесенным методом горячего цинкования (далее - покрытия) при температурах 430°С-460°С, а также требования к основному металлу и методам контроля качества покрытий.
Настоящий стандарт распространяется на стальные конструкции, изделия из фасонного проката и листовой стали, комплекты труб, трубы большого диаметра (изогнутые или сваренные до нанесения покрытия), контейнеры, изделия из стальной проволоки, крепежные изделия (обрабатываемые в общей массе), стальные и чугунные отливки, поковки, штампованные стальные изделия.
Настоящий стандарт не распространяется на покрытия, нанесенные непрерывным способом.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.008 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 9.072 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.016 Система стандартов безопасности труда. Воздух рабочей зоны. Требования к методикам измерения концентраций вредных веществ
ГОСТ 12.1.019 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.040* Система стандартов безопасности труда. Гидроприводы объемные и системы смазочные. Общие требования безопасности к конструкции
* В Российской Федерации действует ГОСТ Р 52543-2006 (ЕН 982:1996) "Гидроприводы объемные. Требования безопасности".
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.004 Система стандартов безопасности труда. Термическая обработка металлов. Общие требования безопасности
ГОСТ 12.3.008 Система стандартов безопасности труда. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.020 Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 12.4.010 Система стандартов безопасности труда. Средства индивидуальной защиты. Рукавицы специальные. Технические условия
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.028 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 12.4.032 Обувь специальная с кожаным верхом для защиты от действия повышенных температур. Технические условия
ГОСТ 12.4.100 Комбинезоны мужские для защиты от нетоксичной пыли, механических воздействий и общих производственных загрязнений. Технические условия
ГОСТ 12.4.131 Халаты женские. Технические условия
ГОСТ 12.4.221** Система стандартов безопасности труда. Одежда специальная для защиты от повышенных температур теплового излучения, конвективной теплоты. Общие технические требования
** В Российской Федерации действует ГОСТ Р 12.4.297-2013 "Система стандартов безопасности труда. Одежда специальная для защиты от повышенных температур теплового излучения, конвективной теплоты, выплесков расплавленного металла, контакта с нагретыми поверхностями, кратковременного воздействия пламени. Технические требования и методы испытаний".
ГОСТ 12.4.253 (EN 166:2002) Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ 17.2.3.02*** Правила установления допустимых выбросов загрязняющих веществ промышленными предприятиями
*** В Российской Федерации действует ГОСТ Р 58577-2019 "Правила установления нормативов допустимых выбросов загрязняющих веществ проектируемыми и действующими хозяйствующими субъектами и методы определения этих нормативов".
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 6709* Вода дистиллированная. Технические условия
* В Российской Федерации действует ГОСТ Р 58144-2018 "Вода дистиллированная. Технические условия".
ГОСТ 7566 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 18242* Статистический приемочный контроль по альтернативному признаку. Планы контроля
* В Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества".
ГОСТ 19251.1 (ИСО 714-75, ИСО 1055-75) Цинк. Методы определения железа
ГОСТ 19251.2 (ИСО 713-75, ИСО 1054-75) Цинк. Метод определения свинца и кадмия
ГОСТ 19251.3 Цинк. Метод определения меди
ГОСТ 19251.5 Цинк. Методы определения олова
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 27772 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 28507 Обувь специальная с верхом из кожи для защиты от механических воздействий. Технические условия
ГОСТ 30333** Паспорт безопасности химической продукции. Общие требования
** В Российской Федерации действует ГОСТ Р 58475-2019 "Паспорт безопасности химической продукции. Общие требования".
ГОСТ 30480 Обеспечение износостойкости изделий. Методы испытаний на износостойкость. Общие требования
1. ТРЕБОВАНИЯ К ОСНОВНОМУ МЕТАЛЛУ
1.1.1. В конструкциях не должно быть карманов, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
Полые изделия и изделия сложной формы подвергают пробному цинкованию.
Не допускается во избежание взрыва наносить покрытия на изделия, имеющие закрытые полости.
1.1.2. Сварку элементов конструкции следует производить встык либо двусторонними швами, либо односторонним швом с подваркой.
Не допускается цинковать изделия со сварными соединениями внахлестку.
1.2.1. На поверхности основного металла не допускаются закатанная окалина, заусенцы, поры, включения, сварочные шлаки, остатки формовочной массы, графита, смазки, металлической стружки, маркировочной краски.
1.2.2. На поверхности литых изделий не должно быть пор и усадочных раковин.
1.2.3. Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
Не допускаются поры, свищи, трещины, шлаковые включения, наплавные сопряжения сварных швов.
1.2.4. Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.
Степень очистки поверхности от окалины и продуктов коррозии - 1 по ГОСТ 9.402.
2. ТРЕБОВАНИЯ К ПОКРЫТИЮ
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным.
Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин, вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без разрушения покрытия до основного металла не являются дефектами.
Допустимо восстановление непрокрытых участков, если они не шире 2 см и составляют не более 2 % общей площади поверхности. Непрокрытые участки защищают слоем цинк-содержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80 - 85 %) или газотермическим напылением цинка (минимальная толщина 120 мкм).
2.2. Толщина покрытия
Толщина покрытия должна быть не менее 40 мкм и не более 200 мкм и определяется условиями эксплуатации оцинкованных изделий и нормативно-технической документацией на конкретное изделие.
2.3. Прочность сцепления
Покрытие обладает удовлетворительным сцеплением, если выдерживает испытания по методам, приведенным в п. 4.4 .
3. ТРЕБОВАНИЯ К КОНТРОЛЮ ОСНОВНОГО МЕТАЛЛА И КАЧЕСТВА ПОКРЫТИЯ
3.1. Перед нанесением покрытий 2 - 5 % изделий из партии, но не менее трех, а для изделий единичного производства - каждое изделие контролируют на соответствие пп. 1.1 , 1.2 .
3.2. Полуфабрикаты (проволоку, трубы и т.п.) подвергают входному контролю на соответствие требованиям нормативно-технической документации на поставку и требованиям пп. 1.1 , 1.2 .
3.3. Нанесенное цинковое покрытие подвергают контролю по внешнему виду, толщине и прочности сцепления.
На контроль предъявляют каждую партию оцинкованных изделий. За партию принимают единицу продукции или груза, состоящую из одного или более изделий одинакового типа и размера, принадлежащих к одному заказу, если на них нанесено покрытие за одну смену и в одной и той же ванне.
3.4. Контроль внешнего вида покрытий проводят на 100 % изделий.
1) элементы стальных конструкций в количестве до 1 %, но не менее 2 шт. от партии;
2) сварные узлы в количестве до 5 %, но не менее 1 штуки от партии;
3) резьбовые крепежные детали в количестве до 0,5 %, но не менее 3 штук от партии.
Допускается применение методов статистического контроля по ГОСТ 18242.
Контроль толщины покрытия металлографическим методом допускается проводить на одной детали из партии.
3.6. Изделия, на которых проводился контроль качества разрушающими методами, разрешается предъявлять к приемке после восстановления покрытия.
3.7. Контроль толщины покрытия
3.7.1. Контроль толщины покрытия проводят до его дополнительной обработки (хроматирование, нанесение консервационных смазок и т.п.).
3.7.2. Толщину покрытия контролируют на поверхности, но имеющей накатки и резьбы на расстоянии не менее 5 мм от ребер, углов, отверстий и мест контакта с приспособлением. Толщину покрытия на резьбовых крепежных деталях контролируют на головках болтов и на торцах гаек.
3.7.3. Измерительный инструмент для неразрушающего контроля толщины покрытия должен иметь погрешность измерения не более ±10 %.
3.8. При получении неудовлетворительных результатов контроля толщины и прочности сцепления проводят повторный контроль на удвоенном количестве деталей.
При получении неудовлетворительных результатов повторного контроля всю партию оцинкованных изделий бракуют.
3.9. Контроль состава ванны горячего цинкования по требованию заказчика проводят до извлечения изделий из ванны.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида
Внешний вид покрытий контролируют визуальным осмотром невооруженным глазом при освещенности не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
4.2. Контроль толщины покрытия
4.2.1. Магнитный метод
Метод основан на регистрации изменения магнитного сопротивления в зависимости от толщины покрытия. В качестве измерительных приборов используют магнитные толщиномеры.
За результат измерения толщины покрытия принимают среднее арифметическое значение не менее пяти измерений у краев и в середине контролируемой поверхности одного изделия.
Относительная погрешность метода ±10 %.
4.2.2. Металлографический метод (арбитражный)
Метод основан на измерении толщины покрытия на поперечном шлифе с применением металлографических микроскопов различных типов.
Образец для изготовления шлифа вырезают из оцинкованного изделия.
Толщину цинкового покрытия измеряют на шлифе в трех и более точках, равномерно распределенных на линейном участке длиной около 1 см. За результат принимают среднее арифметическое результатов всех измерений.
Относительная погрешность гравиметрического метода ±10 %.
Массовая доля цинка в рабочем объеме ванны должна быть не менее 98 %.
4.4.1. Метод нанесения сетки царапин (при толщине покрытий до 50 мкм)
На очищенной поверхности контролируемого покрытия инструментом со стальным острием под углом 30° (твердость металла острия должна быть выше твердости покрытия) наносят по четыре - шесть параллельных линий глубиной до основного металла на расстоянии от 2,0 до 3,0 мм друг от друга и перпендикулярно к ним. Линии проводят в одном направлении. Прочность сцепления удовлетворительна, если на контролируемой поверхности не наблюдается отслаивание покрытия.
4.4.2. Метод крацевания
Для метода крацевания применяют стальные и латунные щетки диаметром проволоки 0,1 - 0,3 мм и скоростью вращения щеток - 1500 - 2800 мин -1 .
Поверхность покрытия крацуют не менее 15 с. После крацевания на контролируемой поверхности не должно наблюдаться вздутия или отслаивания покрытия.
4.4.3. Метод нагрева
При применении метода нагрева детали с покрытием или образцы-свидетели нагревают до (190 ± 10) °С, выдерживают при данной температуре в течение 1 ч и охлаждают на воздухе. На контролируемой поверхности не допускаются вздутия или отслаивания покрытия.
4.4.4. Метод удара поворотным молотком
Плоскую поверхность изделия с толщиной основного металла не менее 3 мм очищают от пыли, механических загрязнений и обезжиривают органическими растворителями.
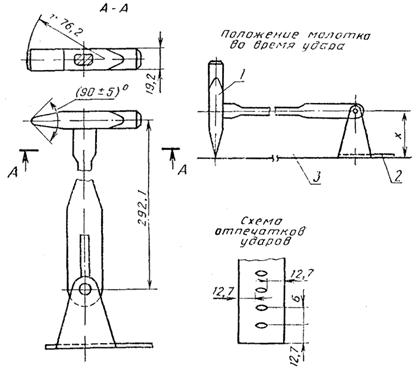
На плоскую поверхность изделия устанавливают поворотный молоток массой 212,5 г таким образом, чтобы головка молотка вертикально падала на горизонтальную поверхность изделия. Производят не менее двух ударов молотком так, чтобы расстояние между параллельными отпечатками составляло 6 мм, а расстояние от края отпечатка до края изделия составило не менее 13 мм.
Схема поворотного молотка приведена в приложении
ПРИЛОЖЕНИЕ
Рекомендуемое
СХЕМА ПОВОРОТНОГО МОЛОТКА
1 - молот; 2 - прижимная плита; 3 - поверхность образца; х - размер, определяемый опытным путем в зависимости от металла, из которого изготовлена головка молотка
1. РАЗРАБОТАН И ВНЕСЕН Государственным строительным комитетом СССР
С.В. Марутьян , канд. техн. наук (руководитель темы), С.А. Клочко, Л.Н. Павлова, С.Г. Гутник, Л.М. Белоусова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.05.89 № 1379
3. Срок первой проверки - 1995 г.
Периодичность проверки - 5 лет
4. Стандарт полностью соответствует международным стандартам ИСО 1461-89, СТ СЭВ 4663-84
Сталь горячего цинкования гост

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ГОСТ ISO 10684-2015
ПОКРЫТИЯ, НАНЕСЕННЫЕ МЕТОДОМ ГОРЯЧЕГО ЦИНКОВАНИЯ
Fasteners. Hot dip galvanized coatings
* По данным официального сайта Росстандарт
ОКС 21.060.10, здесь и далее по тексту. -
Примечание изготовителя базы данных.
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени Научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие стандарта голосовали:
Минэкономики Республики Армения
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 мая 2016 г. N 402-ст межгосударственный стандарт ГОСТ ISO 10684-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 10684:2004* "Изделия крепежные. Покрытия, нанесенные методом горячего цинкования" ("Fasteners - Hot dip galvanized coatings", IDT), включая техническую поправку к нему ISO 10684:2004/Cor.1:2008.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан техническим комитетом ISO/TC 2 "Изделия крепежные", подкомитетом SC 1 "Механические свойства крепежных изделий".
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Настоящий стандарт устанавливает требования к материалу, процессу, размерам и некоторым характеристикам покрытия, выполненного методом горячего цинкования стальных крепежных изделий с резьбой с крупным шагом от М8 до М64 и классов прочности до 10.9 включительно для болтов, винтов, шпилек (далее болтов) и для гаек до класса прочности 12. Не рекомендуется наносить покрытие горячим цинкованием на крепежные детали с резьбой менее М8 и/или с шагом менее 1,25 мм.
Данный стандарт, в первую очередь, касается метода горячего цинкования с центрифугированием стальных крепежных изделий с резьбой, но также может применяться для других стальных деталей с резьбой.
Положения, установленные в данном стандарте, могут применяться также для стальных деталей без резьбы, например, к шайбам.
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
* Таблицу соответствия национальных стандартов международным см. по ссылке. - Примечание изготовителя базы данных.
ISO 965-1 ISO general purpose metric screw threads - Tolerances - Part 1: Principles and basic data (Резьбы ISO метрические общего назначения. Часть 1. Принципы и основные данные)
ISO 965-2 ISO general purpose metric screw threads - Tolerances - Part 2: Limits of sizes for general purpose external and internal screw threads - Medium quality (Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности)
ISO 965-3 ISO general purpose metric screw threads - Tolerances - Part 3: Deviations for constructional screw threads (Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб)
ISO 965-4 ISO general purpose metric screw threads - Tolerances - Part 4: Limits of sizes for hot-dip galvanized external screw threads to mate with internal screw threads tapped with tolerance position H or G after galvanizing (Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для оцинкованных методом горячего цинкования наружных винтовых резьб для сборки с внутренними винтовыми резьбами, нарезанными метчиком для положения поля допуска Н или G после гальванизации)
ISO 965-5 ISO general purpose metric screw threads - Tolerances - Part 5: Limits of sizes for internal screw threads to mate with hot-dip galvanized external screw threads with maximum size of tolerance position h before galvanizing (Резьбы метрические ISO общего назначения. Допуски. Часть 5: Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно)
ISO 1460 Metallic coatings - Hot dip galvanized coatings on ferrous materials - Gravimetric determination of the mass per unit area (Покрытия металлические. Покрытия, полученные горячим цинкованием на черных металлах. Определение массы на единицу площади. Гравиметрический метод)
ISO 1461 Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods (Покрытия, нанесенные методом горячего цинкования на изделия из чугуна и стали. Технические требования и методы испытания)
ISO 2064 Metallic and other inorganic coatings - Definitions and conventions concerning the measurement of thickness (Покрытия металлические и другие неорганические покрытия. Определения и понятия, относящиеся к измерению толщины)
ISO 2178 Non-magnetic coatings on magnetic substrates - Measurement of coating thickness - Magnetic method (Покрытия немагнитные на магнитных подложках. Измерение толщины покрытия. Магнитный метод)
ISO 8991 Designation system for fasteners (Система обозначения крепежных изделий)
3 Термины и определения
В данном стандарте применяются, наряду со следующими терминами и определениями, термины и определения по ISO 2064 (в частности, определение площади поверхности, мест измерений, местной толщины слоя, минимальной местной толщины слоя и средней толщины слоя).
3.1 часть партии изделий (bath): Количество идентичных деталей в одной корзине, которые одновременно очищаются, протравливаются, обрабатываются флюсом и покрываются методом горячего цинкования.
3.2 партия изделий (production run): Совокупность частей одной и той же производственной партии, которые обрабатываются последовательно, а именно: очищаются, протравливаются, обрабатываются флюсом и покрываются методом горячего цинкования без изменений температуры и состава компонентов при выполнении процесса.
3.3 средняя толщина покрытия в партии (batch average thickness): Расчетная средняя толщина покрытия при допущении равномерного распределения покрытия по поверхности всех деталей в партии.
3.4 отжиг покрытия (baking): Термическая обработка деталей в течение установленного времени при заданной температуре для уменьшения риска водородного охрупчивания.
3.5 отжиг для снятия напряжений (stress relief): Термическая обработка деталей в течение установленного времени при заданной температуре для снятия внутренних напряжений после холодной деформации.
3.6 горячее цинкование крепежных деталей (hot dip galvanizing of fasteners): Процесс, при котором стальные крепежные изделия покрывают цинком при погружении в ванну с расплавленным цинком, в результате чего на поверхности деталей образуется покрытие из сплава цинк-железо или покрытие из сплава цинк-железо и цинка.
Примечание - Этот процесс включает также удаление избытка цинка путем обработки деталей в центрифуге или равноценным методом.
4 Требования к материалам
4.1 Основной материал деталей
4.1.1 Химический состав
4.1.2 Состояние поверхности
Перед погружением в расплавленный цинк поверхность крепежных изделий должна быть чистой и не иметь загрязнений, которые затрудняли бы цинкование.
Цинк, применяемый для этого процесса, должен соответствовать ISO 1461.
5 Процесс горячего цинкования и меры предосторожности
5.1 Отжиг для снятия напряжений
Для крепежных изделий, подвергнутых сильному деформационному упрочнению, может потребоваться отжиг для снятия напряжений, проводимый перед очисткой в кислотной ванне и горячим цинкованием.
5.2 Очистка и травление
Изделия необходимо очистить. В ходе этого процесса может происходить насыщение стали водородом. Водород не может полностью удаляться посредством эффузии в ванне цинкования и вследствие этого может привести к хрупкому разрушению. Если нет иных договоренностей, детали после термической обработки до твердости 320 HV или деформационного упрочнения, необходимо очищать с помощью ингибированной кислоты, щелочи или механическим способом. Продолжительность погружения в ингибированную кислоту зависит от поверхности в состоянии поставки и должна быть минимально необходимой.
Примечание - Ингибированная кислота - это кислота, в которую добавлен соответствующий ингибитор для снижения коррозионного воздействия на сталь и снижения насыщения водородом.
1. ТРЕБОВАНИЯ К ОСНОВНОМУ МЕТАЛЛУ
2. ТРЕБОВАНИЯ К ПОКРЫТИЮ
Покрытие обладает удовлетворительным сцеплением, если выдерживает испытания по методам, приведенным в п. 4.4.
3. ТРЕБОВАНИЯ К КОНТРОЛЮ ОСНОВНОГО МЕТАЛЛА И КАЧЕСТВА ПОКРЫТИЯ
3.1. Перед нанесением покрытий 2 - 5 % изделий из партии, но не менее трех, а для изделий единичного производства - каждое изделие контролируют на соответствие пп. 1.1, 1.2.
3.2. Полуфабрикаты (проволоку, трубы и т.п.) подвергают входному контролю на соответствие требованиям нормативно-технической документации на поставку и требованиям пп. 1.1, 1.2.
4. МЕТОДЫ КОНТРОЛЯ
Для снятия покрытия применяют раствор: 3,2 г хлористой сурьмы или 2 г трехокиси сурьмы растворяют в 500 см 3 соляной кислоты, плотностью 1,19 г/см 3 , ч.д.а., по ГОСТ 3118 в мерной колбе вместимостью 1 дм 3 и доводят до метки дистиллированной водой по ГОСТ 6709.
СХЕМА ПОВОРОТНОГО МОЛОТКА
Читайте также: