Сталь полосовая гост 103 2006
Обновлено: 17.05.2024
Стандарт распространяется на стальную горячекатаную полосу общего назначения и стальную полосу для гаек шириной от 11 до 200 мм и толщиной от 4 до 60 мм.
| Обозначение: | ГОСТ 103-76* |
| Название рус.: | Полоса стальная горячекатаная. Сортамент |
| Статус: | не действующий |
| Заменяет собой: | ГОСТ 103-57 ГОСТ 6422-52 «Полоса стальная для гаек. Технические условия» (в части сортамента) |
| Заменен: | ГОСТ 103-2006 «Прокат сортовой стальной горячекатаный полосовой. Сортамент» |
| Дата актуализации текста: | 01.01.2009 |
| Дата добавления в базу: | 10.11.2009 |
| Дата введения в действие: | 01.01.1978 |
| Дата окончания срока действия: | 01.07.2009 |
| Разработан: | Министерство черной металлургии СССР |
| Утвержден: | Госстандарт СССР (12.10.1976) |
| Опубликован: | Издательство стандартов № 1988 ИПК Издательство стандартов № 2003 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛОСАСТАЛЬНАЯ ГОРЯЧЕКАТАНАЯ
(СТ СЭВ3900-82)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО СТАНДАРТАМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛОСА СТАЛЬНАЯ ГОРЯЧЕКАТАНАЯ
Hot-rolled steel strip.
Срок действия с 01.01.78
Несоблюдениестандарта преследуется по закону
1. Настоящийстандарт распространяется на стальную горячекатаную полосу общего назначения и стальнуюполосу для гаек шириной от 11 до 200 мм и толщиной от 4 до 60 мм.
(Измененная редакция, Изм. № 1, 2, 3).
2. По точностипрокатки полосы изготовляют:
(Измененная редакция, Изм. № 2).
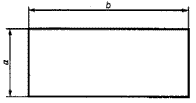
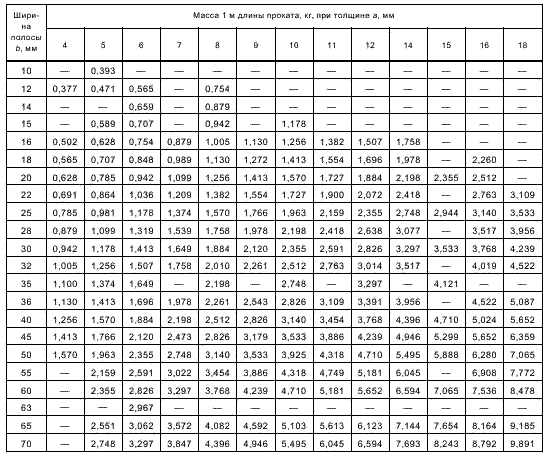
3. Поперечноесечение, толщина, ширина и масса 1 м полосы должны соответствовать указанным начертеже и в табл. 1 .
Масса 1 м полосы, кг, при толщине а, мм
1. Площадь поперечного сечения и масса 1 м полосы вычислены по номинальнымразмерам. Плотность стали принята равной 7,85 г/см 3 .
2. По требованиюпотребителя изготовляют полосы промежуточных размеров по толщине и ширине.
(Измененная редакция, Изм. № 1).
4. Потребованию потребителя полосы изготовляют:
толщиной 4,5 мм всех ширин;
шириной 56 мм, толщиной до36 мм включ.;
размерами 8 ´ 17, 12 ´ 27, 13 ´ 22, 13 ´ 25, 15 ´ 25, 17 ´ 25, 17 ´ 30, 19 ´ 25, 19 ´ 28, 19 ´ 34, 23 ´ 27, 23 ´ 36, 24 ´ 32, 24 ´ 39, 26 ´ 36, 26 ´ 44, 27 ´ 34, 32 ´ 39, 28 ´ 17, 34 ´ 24 мм.
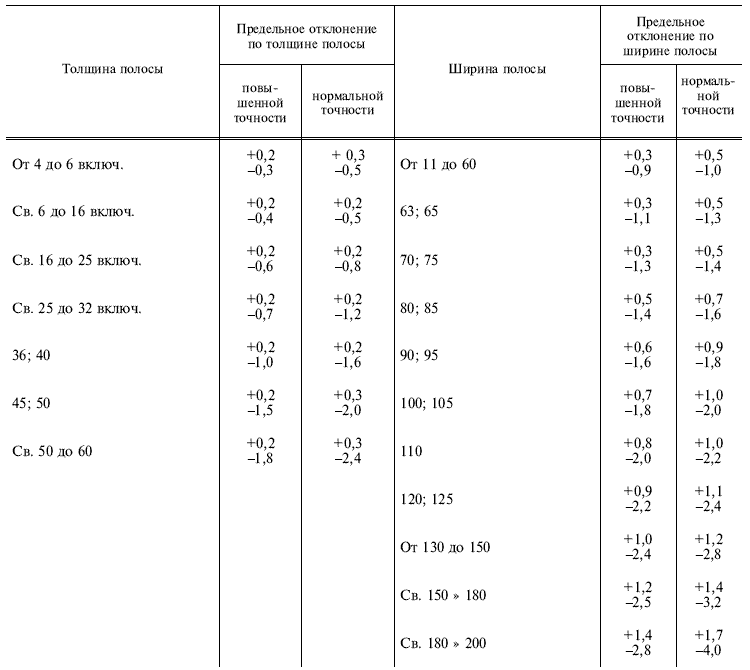
5. Предельные отклоненияпо толщине и ширине полос общего назначения и полос для горячей штамповки гаекне должны превышать величин, указанных в табл. 2 .
Предельные отклонения по толщине полосы
Предельные отклонения по ширине полосы
От 4 до 6 включ.
Св. 6 до 16 включ.
Св. 16 до 25 включ.
Примечание. По требованию потребителя полосышириной от 12 до 40 мм изготовляют с предельными отклонениями по ширине ± 0,5мм, полосы толщиной свыше 16 до 20 мм - с предельными отклонениями по толщине ± 0,3мм.
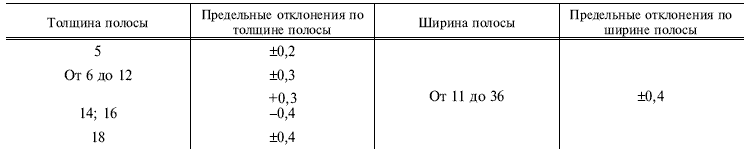
6. Предельныеотклонения по толщине и ширине полос для холодной штамповки гаек не должныпревышать величин, указанных в табл. 3 .
7. Полосы изготовляютдлиной:
от 3 до 10 м -из углеродистой стали обыкновенного качества, низколегированной и фосфористой;
от 2 до 6 м - изуглеродистой качественной и легированной стали.
По требованиюпотребителя полосы изготовляют длиной до 12 м.
8. Взависимости от назначения полосы изготовляют:
9. (Исключен, Изм. № 2).
10. Предельныеотклонения по длине полос мерной или кратной мерной длины не должны превышать:
+30 мм - дляполос длиной до 4 м;
+50 мм - дляполос длиной св. 4 до 6 м;
+200 мм - дляполос, получаемых со штрипсовых станов.
+40 мм - дляполос длиной свыше 4 до 7 м;
+5 мм накаждый метр длины свыше 7 м.
11. Потребованию потребителя полосы размером до 30 ´ 20 мм изготовляют в рулонах.
Полосы другихразмеров изготовляют в рулонах по согласованию изготовителя с потребителем.
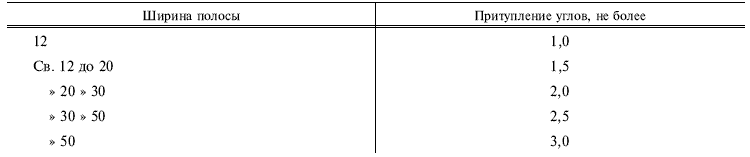
12.Притупление углов полос не должно превышать 0,2 толщины, но не более 3 мм.
Притупление углов, не более
11; 12. (Измененная редакция, Изм. № 1).
13.Серповидность полосы не должна превышать:
0,2 % длины -для полос 1 класса;
0,5 % длины -для полос 2 класса.
Серповидность полосыпроверяют на длине изготовляемой полосы, но не короче 1 м.
(Измененная редакция, Изм. № 2, 3).
13а.Отклонения от плоскостности полосы не должны превышать значений, указанных втабл. 5 .
Отклонения от плоскостности, не более, для классов
По длине полосы, % от длины
По требованию потребителя отклонениеот плоскостности для полос 1-го класса не должно превышать:
0,2 % длины -по длине полосы.
Примечание. Дляпроката толщиной до 12 мм общее отклонение от плоскостности не проверяют.
(Измененная редакция, Изм. № 3)
14. Точностьизготовления и другие требования к полосе проверяют на расстоянии не менее 150мм от торцов, а полосы в рулонах - в любом месте, кроме первого и последнеговитков.
15. (Исключен, Изм. № 2).
Полоса стальнаягорячекатаная толщиной 10 мм и шириной 22 мм, обычной точности прокатки (В),для холодной штамповки гаек (Ш), с серповидностью по классу 2 по ГОСТ 103-76 изстали марки Ст3кп:
То же, повышеннойточности прокатки (Б), с серповидностью по классу 1 из стали марки 09Г2:
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством чернойметаллургии СССР
ИСПОЛНИТЕЛИ
И.С. Тришевский, И.С. Гринь, И.М. Козлова, В.А. Ена
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственногокомитета стандартов Совета Министров СССР от 12.10.76 № 2358
3. ВЗАМЕН ГОСТ 103-57 и ГОСТ 6422-52 в части сортамента
4. Стандарт полностью соответствует СТ СЭВ 3900-82
5. Ограничение срока действия снято по протоколу № 7-95Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС11-95)
6. ПЕРЕИЗДАНИЕ (декабрь 1987 г.) с Изменениями № 1, 2, 3, утвержденнымив октябре 1983 г., июне 1987 г июне 1989 г. (ИУС 2-84, 11-87; 11-89)
ГОСТ 103-76
1. Площадь поперечного сечения и масса 1 м полосы вычислены по номинальным размерам. Плотность стали принята равной 7,85 г/см 3 .
2. По требованию потребителя изготовляют полосы промежуточных размеров по толщине и ширине.
4. По требованию потребителя полосы изготовляют:
- толщиной 4,5 мм всех ширин;
- шириной 56 мм, толщиной до 36 мм вкл.;
- размерами 8Х117, 12Х27, 13Х22, 13х25, 15х25, 17Х25, 17Х30, 19Х25, 19Х28, 19х34, 23х27, 23Х36, 24Х32, 24Х39, 26Х36, 26Х44, 27Х34, 32х39, 28Х 17, 34Х24 мм.
5. Предельные отклонения пo толщине и ширине полос общего назначения и полос для горячей штамповки гаек не должны превышать величин, указанных в табл. 2.
Т а б л и ц а 2
Примечание. По требованию потребителя полосы шириной от 12 до 40 мм изготовляют с предельными отклонениями по ширине ±0,5 мм, полосы толщиной свыше 16 до 20 мм - с предельными отклонениями по толщине ±0,3 мм.
6. Предельные отклонения пo толщине и ширине шолос для холодной штамловки гаек не должны превышать величин, указанных в табл.3.
Т а б л и ц а 3
7. Полосы изготовляют длиной:
- от 3 до 10 м - из углеродистой стали обыкновенного качества, низколегированной и фосфористой;
- от 2 до 6 м - из углеродистой качественной и легированной стали.
- По требованию потребителя полосы изготовляют длиной до 12 м.
8. В зависимости от назначения полосы изготовляют:
- мерной длины;
- кратной мерной длины;
- немерной длины.
9. (Исключен, Изм. № 2).
10. Предельные отклонения по длине полос мерной или кратной мерной длины не должны превышать:
По требованию потребителя:
- +40 мм - для полос длиной свыше 4 до 7 м;
- +5 мм на каждый метр длины свыше 7 м.
11. По требованию потребителя полосы размером до 30х20 мм изготовляют в рулонах. Полосы других размеров изготовляют в рулонах по согласованию изготовителя с потребителем.
11. По требованию потребителя полосы размером до 30х20 мм изготовляют в рулонах.
Полосы других размеров изготовляют в рулонах по согласованию изготовителя с потребителем.
12. Притупление углов полос не должно превышать 0,2 толщины, но не более 3 мм.
Т а б л и ц а 4
13. Серповидность полосы не должна превышать:
- 0,2% длины - для полос 1 класса;
- 0,5% длины - для полос 2 класса.
Серповидность полосы проверяют на длине изготовляемой полосы, но не короче 1 м.
13а. Отклонения от плоскостности полосы не должны превышать значений, указанных в табл. 5.
Т а б л и ц а 5

По требованию потребителя отклонение от плоскостности для полос 1-го класса не должно превышать:
- 2 мм - на 1 м;
- 0,2 % длины - по длине полосы.
14. Точность изготовления и другие требования к полосе проверяют на расстоянии не менее 150 мм от торцов, а полосы в рулонах - в любом месте, кроме первого и последнего витков.
15. Примеры условных обозначений:
Полоса стальная горячекатаная толщиной 10 мм и шириной 22 мм, обычной точности прокатки (В), для холодной штамповки гаек (Ш), с серповидностью по классу 2 по ГОСТ 103-76 из стали марки Ст3кп:

То же, повышенной точности прокатки (Б), с серповидностью по классу 1 из стали марки 09Г2:
ГОСТ 103-2006
Настоящий стандарт распространяется на сортовой стальной горячекатаный полосовой прокат (далее - прокат) общего назначения и стальной полосовой прокат для гаек толщиной от 4 до 80 мм включительно и шириной от 10 до 200 мм включительно.
2. Классификация. Основные параметры и размеры
2.1 Прокат подразделяют:
- общего - ОН;
- для горячей штамповки гаек - ГШГ;
- для холодной штамповки гаек - ХШГ;
- по точности прокатки:
по толщине: повышенной - БТ1, БТ2, БТЗ; обычной - ВТ1, ВТ2, ВТЗ;
по ширине: повышенной - БШ1, БШ2, БШЗ; обычной - ВШ1, ВШ2, ВШЗ;
по длине: мерной - МД; мерной с немерной длиной - МД1 1* ; кратной мерной - КД; кратной мерной с немерной длиной - КД1 1* ; немерной - НД; ограниченной в пределах немерной - ОД; ограниченной с немерной длиной - ОД1 1* ; в рулонах - РД;
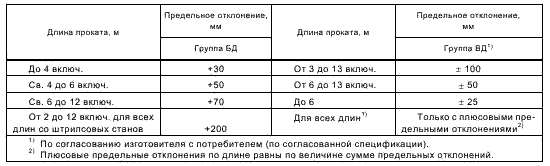
- по предельным отклонениям по длине проката мерной и кратной мерной длины по группам: БД и ВД;
- по притуплению углов на группы: БУ и ВУ;
- по требованию к серповидности: высокое - АС; повышенное - БС; обычное - ВС;
- по виду плоскостности: особо высокой - ПО; высокой - ПВ; нормальной — ПН.
1* При поставке проката мерной с немерной длиной (МД1), кратной мерной с немерной длиной (КД1) и ограниченной с немерной длиной (ОД1) допускается наличие проката немерной длины в количестве не более 5 % массы партии.
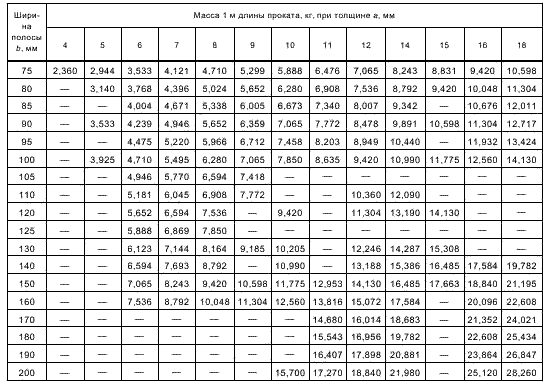
2.2 Форма поперечного сечения, толщина, ширина и масса 1 м длины проката должны соответствовать указанным на рисунке 1 и в таблице 1.
Продолжение таблицы 1
Окончание таблицы 1
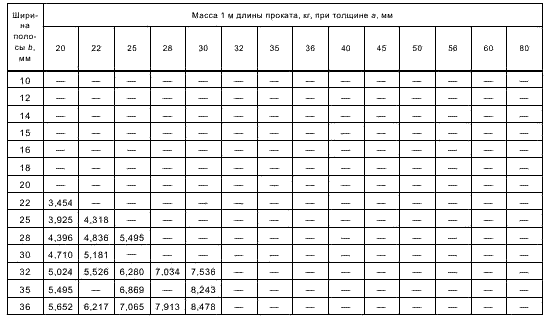
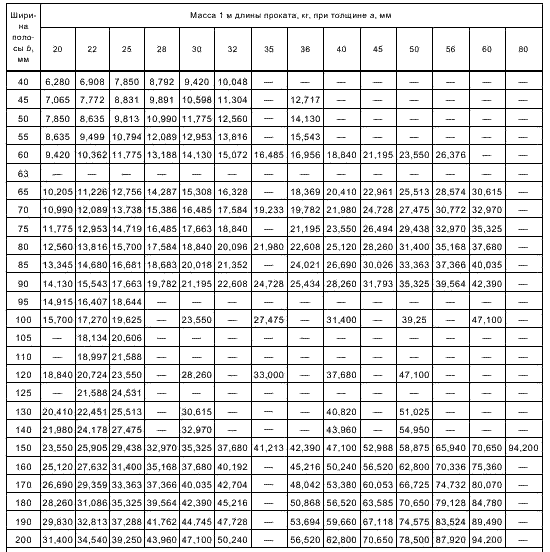
- Масса 1 м длины проката вычислена по номинальным размерам и является справочной величиной.
Плотность стали принята равной 7,85 г/см3. - Знак «—» указывает, что данный параметр не нормируется.
- По согласованию изготовителя с потребителем (по согласованной спецификации) прокат изготовляют промежуточных размеров по толщине и ширине и в том числе кратных 0,5 мм с предельными отклонениями по ближайшему меньшему размеру.
2.3 По требованию потребителя (по согласованной спецификации) прокат изготовляют:
- толщиной 4 и 5 мм всех ширин;
- толщиной до 36 мм включительно и шириной 56 мм;
- размерами а х b, мм: 8x17; 12x27; 13x22; 13x25; 15x25; 17x25; 17x28; 17x30; 19x25; 19x28; 19x34; 23x27; 23 х 36; 24 х 32; 24 х 39; 24 х 55; 26 х 36; 26 х 44; 27 х 34; 28 х 17; 32 х 39; 34 х 24; 34 х 39.
2.4 Предельные отклонения по толщине проката общего назначения и для горячей штамповки гаек не должны превышать значений, указанных в таблице 2.
Таблица 2 В миллиметрах
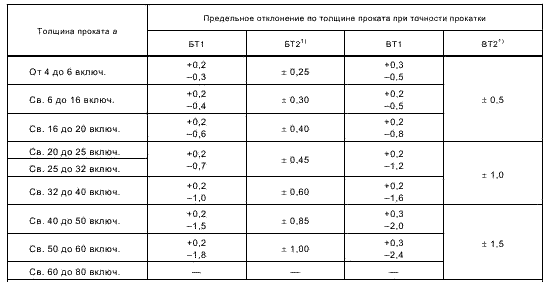
2.4.1 Прокат с точностью прокатки ВТ2 (таблица 2) допускается изготовлять с плюсовыми предельными отклонениями, равными сумме предельных отклонений по толщине (ВТЗ).
2.4.2 По требованию потребителя (по согласованной спецификации) прокат толщиной свыше 16 до 20 мм включительно изготовляют с предельными отклонениями по толщине ± 0,30 мм (БТЗ).
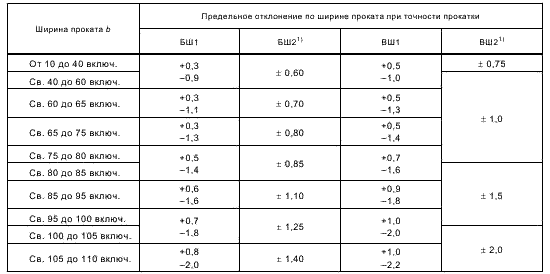
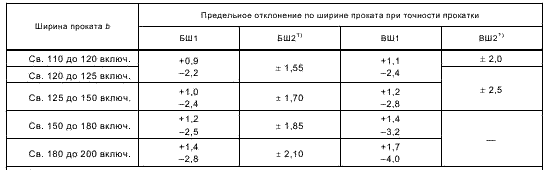
2.5 Предельные отклонения по ширине проката общего назначения и для горячей штамповки гаек не должны превышать значений, указанных в таблице 3.
Таблица 3 В миллиметрах
Окончание таблицы 3 В миллиметрах
2.5.1 Прокат с точностью прокатки ВШ2 (таблица 3) допускается изготовлять с плюсовыми предельными отклонениями, равными сумме предельных отклонений по ширине (ВШЗ).
2.5.2 По требованию потребителя (по согласованной спецификации) прокат шириной от 12 до 40 мм включительно изготовляют с предельными отклонениями по ширине ± 0,50 мм (БШЗ).
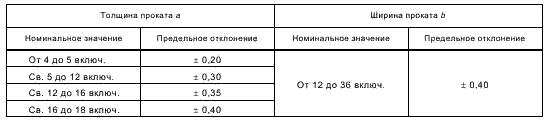
2.6 Предельные отклонения по толщине и ширине проката для холодной штамповки гаек не должны превышать значений, указанных в таблице 4.
Таблица 4 В миллиметрах
2.7 Выпуклость или вогнутость боковых граней проката не должна превышать предельных откло-нений по ширине.
2.8 Прокат изготовляют длиной:
- от 2 до 12 м включительно — из углеродистой стали обыкновенного качества, низколегированной и фосфористой;
- от 2 до 6 м включительно — из углеродистой качественной и легированной стали.
По согласованию изготовителя с потребителем (по согласованной спецификации) прокат изготовляют немерной длиной в пределах от 3 до 13 м включительно, при этом 10 % прутков от массы партии могут иметь меньшую длину, но не менее 75 % минимальной длины.
2.9 Предельные отклонения на изготовляемую длину проката мерной или кратной мерной длины не должны превышать значений, указанных в таблице 5.
Таблица 5 В миллиметрах
2.10 По согласованию изготовителя с потребителем (по согласованной спецификации) прокат изготовляют в рулонах.
2.11 Притупление углов для проката группы ВУ не должно превышать 0,2 толщины, но не более 3 мм.
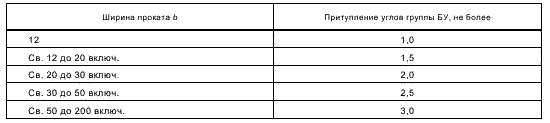
По согласованию изготовителя с потребителем (по согласованной спецификации) притупление углов для проката группы БУ толщиной свыше 4 мм не должно превышать значений, указанных в таблице 6.
Таблица 6В миллиметрах
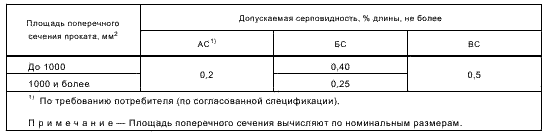
2.12 Серповидность проката не должна превышать значений, указанных в таблице 7.
Таблица 7 В миллиметрах
2.13 Отклонение от плоскостности проката толщиной свыше 12 мм не должно превышать значений, указанных в таблице 8.
Таблица 8 В миллиметрах
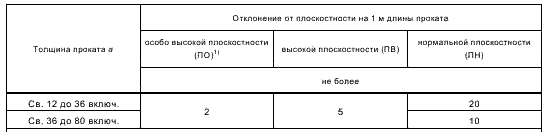
Отклонение от плоскостности проката толщиной до 12 мм включительно не нормируют и не контролируют.
2.14 Форму поперечного сечения определяют двумя способами: разностью диагоналей или отклонением от прямого угла. Способ контроля выбирает изготовитель и указывает в документе о качестве.
2.14.1 Разность диагоналей водном сечении не должна превышать удвоенной суммы предельных отклонений по ширине проката до 20 мм включительно, свыше 20 мм — суммы предельных отклонений по ширине проката.
2.14.2 Отклонение от прямого угла и (рисунок 2) для проката толщиной от 40 до 80 мм включительно и шириной от 10 до 200 мм включительно не должно превышать значений, указанных в таблице 9.
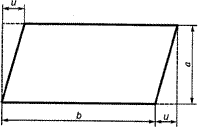
Таблица 9 В миллиметрах

2.15 Размеры, притупление углов и серповидность проката измеряют на расстоянии не менее 100 мм от торца, а проката в рулонах — в любом месте, кроме первого и последнего витков.
2.15.1 По согласованию изготовителя с потребителем (по согласованной спецификации) размеры, притупление углов и серповидность проката измеряют на расстоянии не менее 150 мм от торца.
2.15.2 Длину измеряют по наибольшей грани проката
2.15.3 Серповидность измеряют на длине изготовляемого проката, но не менее 1 м.
2.15.4 Отклонение от плоскостности проката измеряют на участке длиной 1 м на расстоянии не менее 1 м от торца.
Классификация.
Чёрный металлопрокат имеет ряд разновидностей. Одна из них – сортовой прокат. К ней и относится полоса стальная.
Определение, наименование.
Стальной полосой горячекатаной называется металлопрокат, изготовленный методом горячей прокатки, поперечное сечение которого имеет форму прямоугольника. Кроме основного названия встречается сокращённое – полоса г / к. Альтернативные названия – полоса металлическая, полоса из металла.
Конструктивные и производственные особенности.
Толщина стальной горячекатаной полосы от 4 мм до 80 мм и ширина от 10 мм до 200 мм. Её можно разделить на виды по следующему признакам.
- ОН – общего назначения;
- ГШГ – для горячей штамповки гаек;
- ХШГ – для холодной штамповки гаек.
Точность прокатки по толщине:
- ВТ1, ВТ2, ВТ3 – обычной точности;
- БТ1, БТ2, БТ3 – повышенной точности.
Точность прокатки по ширине:
- ВШ1, ВШ2, ВШ3 – обычная точность;
- БШ1, БШ2, БШ3 – повышенная точность.
- МД – мерная длина;
- МД1 – мерная длина с немерной длиной (количество проката с немерной длиной – не более 5% от массы партии);
- КД – кратной мерной длины;
- КД1 – кратной мерной длины с немерной длиной (количество проката с немерной длиной – не более 5% от массы партии);
- НД – немерной длины;
- ОД – ограниченной длины в пределах немерной длины;
- ОД1 – ограниченной длины с немерной длиной (количество проката с немерной длиной – не более 5% от массы партии);
- РД – в рулонах.
Предельное отклонение по длине полосы мерной и кратной мерной длины:
Требование к серповидности:
- ВС – обычное;
- БС – повышенное;
- АС – высокое.
- ПН – нормальная плоскостность;
- ПВ – высокая плоскостность;
- ПО – особо высокая плоскостность.
В заключении производственного процесса продукция проходит ряд испытаний. Подвергается контролю химический состав, масса, качество поверхности, склонность к механическому старению. Проводятся испытания на растяжение, изгиб, ударную вязкость.
Марки стали.
Марки стали, применяемые в производстве стальной горячекатаной полосы обыкновенного качества, определены ГОСТ 380-94. Это: Ст0, Ст1сп, Ст1пс, Ст1кп, Ст2сп, Ст2пс, Ст2кп, Ст3сп, Ст3пс, Ст3кп, Ст3Гсп, Ст3Гпс, Ст4сп, Ст4пс, Ст4кп, Ст5сп, Ст5пс, Ст5Гпс, Ст6сп, Ст6пс. Но чаще всего для изготовления металлической полосы используется Ст3 разных степеней раскисления.
Поставка. Полосовой горячекатаный прокат поставляется партиями из полос одинакового размера и одной марки стали. Масса партии не должна превышать вагонной нормы. Маркировка, упаковка, транспортировка и хранение стальной полосы производится по ГОСТ 7566-81. Согласно этому же ГОСТу должен составляться документ о качестве, сопровождающий партию полосы г/к.
Применение.
Стальная полоса применяется во многих отраслях промышленности. Например, в машиностроении, строительной индустрии. Используется она и для изготовления других видов металлопроката, конкретнее – металлопроката профильного: уголок стальной гнутый, швеллер стальной гнутый. Также полоса г/к применяется в производстве металлоконструкций.
Производители.
Полосу стальную г / к производят многие известные отечественные металлургические комбинаты. Например, ММК, ЗСМК, Северсталь.
Популярные размеры.
Ширина полосы шириной 40 мм, в частности 40х4 мм (где ширина 40 мм – ширина полосы 4 мм – толщина, реже встречается обозначение 4х40). Востребована также металлическая полоса 25 мм, полоса 50 мм и ее разновидность – полоса 50х5 мм.
Прокат сортовой стальной горячекатаный полосовой. Сортамент
Стандарт распространяется на сортовой стальной горячекатаный полосовой прокат общего назначения и стальной полосовой прокат для гаек толщиной от 4 мм до 80 мм включительно и шириной от 10 мм до 200 мм включительно.
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
103-2006
ПРОКАТ СОРТОВОЙ СТАЛЬНОЙ
ГОРЯЧЕКАТАНЫЙ ПОЛОСОВОЙ
(EN 10058:2003, NEQ)
Стандартинформ
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом «УкрНИИМет» Украинского государственного научно-технического центра «Энергосталь»; Межгосударственным техническим комитетом по стандартизации МТК 327 «Прокат сортовой, фасонный и специальные профили»
2 ВНЕСЕН Государственным комитетом Украины по вопросам технического регулирования и потребительской политики
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 30 от 7 декабря 2006 г.)
За принятие стандарта проголосовали:
Краткое наименование страны
по MK (ИСО 3166) 004-97
Код страны
по MK (ИСО 3166) 004-97
Сокращенное наименование национального органа
по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Федеральное агентство по техническому регулированию и метрологии
4 Настоящий стандарт соответствует региональному стандарту ЕН 10058:2003 «Горячекатаные плоские прутки из стали общего назначения. Размеры и предельные отклонения по форме и размерам» (EN 10058:2003 «Hot rolled flat steel bars for general purposes - Dimensions and tolerances on shape and dimensions») в части требований к сортаменту.
Степень соответствия - неэквивалентная (NEQ)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 18 декабря 2008 г. № 445-ст межгосударственный стандарт ГОСТ 103-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2009 г.
6 ВЗАМЕН ГОСТ 103-76
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ГОСТ 103-2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ СОРТОВОЙ СТАЛЬНОЙ ГОРЯЧЕКАТАНЫЙ ПОЛОСОВОЙ
Hot-rolled steel strips. Dimensions
Дата введения - 2009-07-01
1 Область применения
2 Классификация. Основные параметры и размеры
- по назначению: общего - ОН;
для горячей штамповки гаек - ГШГ; для холодной штамповки гаек - ХШГ;
- поточности прокатки: по толщине:
повышенной - БТ1, БТ2, БТЗ; обычной- ВТ1, ВТ2, ВТЗ;
повышенной - БШ1, БШ2, БШЗ;
обычной - ВШ1, ВШ2, ВШЗ;
мерной с немерной длиной - МД1 1) ;
кратной мерной - КД;
кратной мерной с немерной длиной - КД1 1) ;
ограниченной в пределах немерной - ОД;
ограниченной с немерной длиной - ОД1 1) ;
1) При поставке проката мерной с немерной длиной (МД1), кратной мерной с немерной длиной (КД1) и ограниченной с немерной длиной (ОД1) допускается наличие проката немерной длины в количестве не более 5 % массы партии.
- по предельным отклонениям по длине проката мерной и кратной мерной длины по группам: БД и ВД;
- по притуплению углов на группы: БУ иВУ;
- по требованию к серповидности:
- по виду плоскостности:
особо высокой - ПО;
2.2 Форма поперечного сечения, толщина, ширина и масса 1 м длины проката должны соответствовать указанным на рисунке 1 и в таблице 1.
Читайте также: