Сталь р9м3 характеристики и применение
Обновлено: 01.05.2024
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки Р9М4К8.
Р9М4К8 - классификация и применение марки
Классификация материала: Сталь инструментальная быстрорежущая
Дополнительные сведения о материале: Сталь имеет повышенную склонность к обезуглероживанию, пониженную вязкость, повышенное сопротивление износу, пониженную шлифуемость
Применение: для изготовления инструмента, используемого при обработке высокопрочных нержавеющих и жаропрочных сталей, сплавов и улучшенных легированных сталей в условиях повышенного разогрева режущей кромки (зуборезного инструмента, фрез, фасонных резцов, зенкеров, метчиков).для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки: зуборезный инструмент, фрезы, фасонные резцы, зенкеры, метчики.
Р9М4К8 - химический состав материала в процентном соотношении
Р9М4К8 - механические свойства при температуре 20°
Р9М4К8 - зарубежные аналоги
Р9М4К8 - pасшифровка обозначений, сокращений, параметров материала
| Механические свойства : | |
| s в | - Предел кратковременной прочности , [МПа] |
| s T | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d 5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м 2 ] |
| HB | - Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20 o - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м 3 ] |
| C | - Удельная теплоемкость материала (диапазон 20 o - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
Внимание! Вся приведённая информация о Р9М4К8 носит ознакомительный характер. Все интересующие Вас характеристики необходимо уточнять у специалистов.
9Х4М3Ф2АГСТ для изготовления инструмента
11Р3АМ3Ф2 для инструмента простой формы при обработке углеродистых и малолегированных сталей с прочностью до 784 МПа.
Р12 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей
Р10Ф5К5 для изготовления получистовых и черновых инструментов при различных труднообрабатываемых материалов
11М5Ф для изготовления инструмента
Р12Ф3 для чистовых инструментов при обработке вязкой аустенитной стали и материалов, обладающих абразивными свойствами.
Р14Ф4 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
Р18К5Ф2 для черновых и получистовых инструментов при обработке высокопрочных, нержавеющих и жаропрочных сталей и сплавов.
Р18Ф2 для изготовления чистовых и получистовых режущих инструментов при обработке среднелегированных конструкционных сталей
Р18 резцы, сверла, фрезы, резьбовые фрезы, долбяки, развертки, зенкеры, метчики, протяжки для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С.
Р18Ф2К5 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
Р2АМ9К5 для режущих инструментов при обработке улучшенных легированных, а также нержавеющих сталей.
Р2М5 для изготовления инструмента
Р6АМ5 для изготовления всех видов режущего инструмента, используемого при обработке углеродистых легированных конструкционных сталей- резьбонарезного инструмента- инструмента, работающего с ударными нагрузками.
Р6АМ5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей
Р6М3 для изготовления чистовых и получистовых инструментов небольших размеров при обработке конструкционных сталей
Р6М5 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей- предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками
Р6М5К5 для чернового и получистового инструмента при обработке улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
Р6М5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей.
Р9К10 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
Р9 для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
Р9К5 для обработки нержавеющих сталей и жаропрочных сплавов, а также сталей повышенной тветрдости.
Р9Ф5 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
Быстрорежущие инструментальные стали: марки, характеристики, маркировка
Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.

Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.

Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
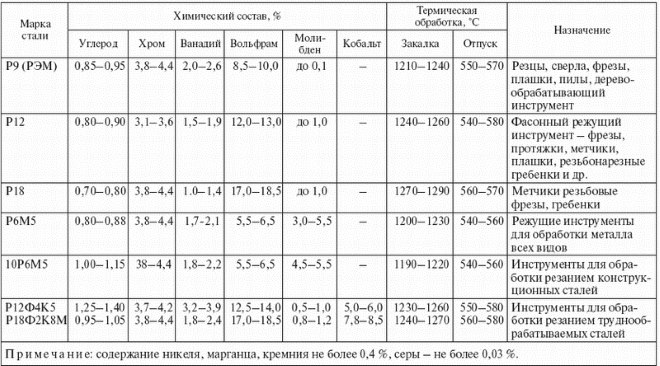
Характеристики и назначение быстрорежущих сталей
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.

Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.

Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
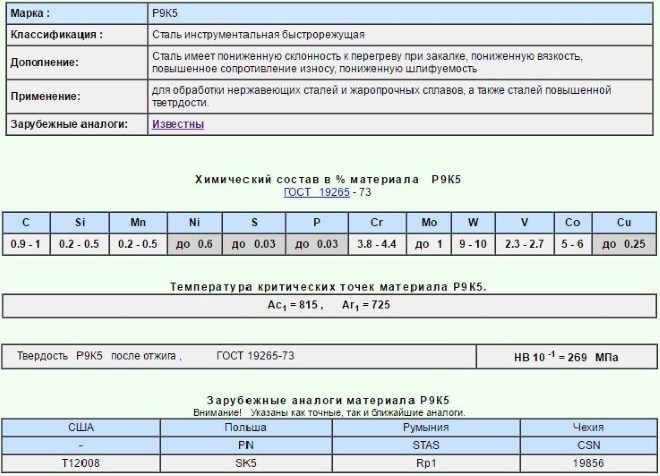
Свойства стали марки Р9К5
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия углеродом и азотом — цианирование, которое осуществляется в расплаве цианида натрия или других солей с этим же анионом. В зависимости от назначения детали цианирование может быть высоко-, средне- и низкотемпературным. Чем выше температура и время выдержки детали в расплаве, тем больше толщина получаемого слоя.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
Сталь Р9 - расшифровка, характеристики и область применения
Современные технологии, которые используют во всех отраслях промышленности, предъявляют особые требования, как к материалам, так и к инструментам для их обработки. На производствах связанных с обработкой металлов, востребованы высокопрочные стали для изготовления резцов, свёрл, фрез, и других обрабатывающих инструментов. Материал этих изделий должен выдерживать большие нагрузки. При подробном изучении характеристики стали Р9, можно сделать вывод о возможности её использования для изготовления обрабатывающих инструментов.

Немного истории
Уже давно в истории человечества, железо прочно вошло в жизнь и быт людей. Тогда, как и сейчас металл обрабатывался металлом. Хотя это и была всего лишь кувалда кузнеца. После изобретения металлообрабатывающих станков появилась возможность холодной обработки металлических изделий.
В начале скорость обработки была не значительной. Но в 1858 году шотландец Мюшет добавил в тигель марганец и вольфрам. Сталь с содержанием этих элементов позволила увеличить скорость обработки. Этот материал был прототипом современных быстрорежущих сталей, Р9, в том числе.
Химический состав
По своему происхождению сталь Р9 легированная. Основной принцип легирования металлов заключается в следующем. Для сохранения твёрдости при нагреве, необходимо в металл ввести элементы затрудняющие коагуляцию карбидов. Поэтому инструментальные стали легируются карбидами вольфрама, молибдена, ванадия, хрома. Особенно влияет на режущие свойства стали, кобальт.
В состав быстрореза марки Р9 входят, в %:
Эти элементы определяют характеристики Р9.
Основные свойства
Технические характеристики металлов основываются на их физических и механических свойствах.
Основные физические свойства марки Р9 при температуре 20 ºС.
- Удельное сопротивление R=380×109(Ом/м).
- Плотность р=8300кг/м3.
- Коэффициент теплопроводности =23 Вт( мС )
Из механических свойств, можно отметить твёрдость, красностойкость, прочность.
Твёрдость стали Р9 сохраняется неизменной при температуре до 580 ºС.При этой температуре, в течение 4 часов твёрдость остаётся равной 63 по Роквеллу. Углеродистые стали уже при температуре 200 ºС, твёрдость начинают терять.
Во время эксплуатации инструменты из стали подвергаются различным нагрузкам. Поэтому чем больше прочность, тем надёжней и долговечней инструмент. Сталь Р9 имеет предел прочности:
- на растяжение 850 МПа
- при изгибе 3630 МПа
- при сжатии 2500 МПа
Маркировка
В марочниках действительных в России, быстрорезы, обозначаются по-особому. Они начинаются с буквы Р от английского слова rapid, то есть быстрый. Цифры, которые идут после этой буквы обозначают содержание вольфрама в процентах.
Таким образом расшифровка маркировки стали Р9 означает: быстрорежущая сталь с содержанием вольфрама от общей массы, в среднем 9%.
Область применения и аналоги
Марку Р9 применяют в основном при изготовлении инструментов для обработки металлов. Свёрл, различных фрез, зенкеров, токарных резцов. Из аналогов можно указать очень похожую по характеристикам сталь Р18. Существуют также и зарубежные аналоги.
Сталь марки Р9
Расшифровка марки стали Р9: буква Р говорит о том, что перед нами инструментальная быстрорежущая сталь, в которой присутствует вольфрам в количестве около 9%.
Инструмент из стали Р9 и его термообработка: для изготовления резцов, работающих на высоких и средних скоростях резания, применяется быстрорежущая сталь марок Р9 и Р18. Резцы из быстрорежущей стали, как правило, изготовляются комбинированными с приваренными пластинками, державки из углеродистой, а пластинки из быстрорежущей стали. Для державок отрезных и расточных резцов применяют Ст6 и Ст7, а для остальных сталь 45 или сталь 50.
Нагрев резцов из быстрорежущей стали под закалку производят в основном в электродносоляных печах, заполненных хлоробариевой солью, а при отсутствии таковых - в газовых и нефтяных печах и как исключение - в кузнечных горнах.
Практикой установлено, что нормальные резцы с приваренными пластинками из быстрорежущей стали можно нагревать сразу до высокой температуры, не опасаясь возникновения трещин.
Отсчёт времени ведут по секундомеру или песочным часам. Охлаждение резцов производят в масле, так как охлаждение на воздухе уменьшает стойкость резца в работе и поэтому может быть рекомендовано только для тонких специальных резцов в целях уменьшения деформации. При охлаждении на воздухе не следует класть инструмент для охлаждения на пол или на плиты, лучше подвешивать его или же ставить в специально заготовленные гнёзда, в ящики с песком и т. п.
Твёрдость после закалки должна быть не ниже Rc = 61. После выборочного испытания на твёрдость вся партия подвергается отпуску. Отпуск производят в печах ПН31 и ПН32 с принудительной циркуляцией воздуха. При отсутствии таковых для отпуска можно использовать электропечи Н15 или Н3О, а также печи с обогревом газом или нефтью. При отпуске рекомендуется класть резцы не на под, а на специальную подставку. Этим устраняется опасность перегрева резцов, если под имеет более высокую температуру, чем требуется для отпуска. После отпуска резцы для охлаждения кладут на пол. Отпуск следует производить один раз с выдержкой 2-й часа при температуре 540-580°, или же двукратный с выдержкой по 1 часу. После отпуска твёрдость должна остаться та же или увеличиться на 1 -2 единицы.
Приступая к закалке одной или нескольких партий резцов, необходимо предварительно закалить и отпустить несколько резцов. При получении хороших результатов по выбранному режиму необходимо обработать все остальные резцы. Качество готовых резцов проверяется тарированным напильником, а 2-3% от партии - на приборе РВ после предварительной обработки на точиле параллельных сторон.
Забракованные резцы, подлежащие перекалке, следует обязательно отжечь, в противном случае в быстрорежущей стали получится так называемый нафталинный излом (неустранимый при дальнейшей обработке), резко снижающий стойкость и увеличивающий хрупкость инструмента. Требуемая твёрдость резцов Rc = 62-65.
Круглые резцы изготовляются из быстрорежущей стали, углеродистых сталей У10А и У12А, легированных сталей 9ХС, ХВГ и др.
Круглые фасонные резцы часто из-за сложности профиля после закалки не шлифуют, а только полируют. Поэтому следует принять все меры для предотвращения обезуглероживания и образования окалины на резцах.
Круглые резцы, изготовленные из быстрорежущей стали, перед окончательным нагревом необходимо подогревать в отдельной печи или же прерывистым погружением в расплавленную соль. Окончательный нагрев следует вести в хорошо раскислённой соляной печи. Охлаждение производить в расплавленной селитре при температуре 450-500° в течение 5-8 мин. с последующим охлаждением на воздухе или же в масле до температуры 150-250°, а затем на воздухе.
Если окончательный нагрев под закалку ведётся в камерной печи с обогревом газом, нефтью или электричеством, необходимо подогретый до температуры 800° резец обкатать в прокалённой и мелко истолченной буре. Порошок буры, приняв температуру резца, расплавится, покроет его равномерным слоем и тем самым предохранит от обгара поверхности. Отпуск производят двукратной выдержкой по 1 часу при температуре 540-580°. Требуемая твёрдость Rc= 62-65°.
Сталь Р9: характеристики, расшифровка, химический состав
Поставляется – в виде сортового проката, в том числе фасонного, калиброванного и шлифованного прутка, толстых и тонких листов, ленты и полосы, поковок, слябов и кованых заготовок.
Маркировка любой стали-быстрореза начинается с буквы «Р». Это обусловлено её созданием в Англии, в которой такие стали называли «rapid steel» - «быстрая» сталь. Цифра 9 означает содержание в сплаве вольфрама.
Химический состав Р9
Массовая доля элементов стали Р9 по ГОСТ 19265-73
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Mo (Молибден) | Ni (Никель) | V (Ванадий) | W (Вольфрам) | Co (Кобальт) | Fe (Железо) |
| 0,85 - 0,95 | o С | ||||||||||
| Термообработка | Предел прочности, МПа | Предел текучести, Мпа | Относительное удлинение, % | Относительное сужение | Ударная вязкость , кДж / м 2 | ||||||
| Состояние поставки | 840 | 490 | 10 | 29 | 260 |
Физические свойства Р9
Плотность: 8,81 г/см3
Технологические свойства марки Р9
Технологические способы производства Р9 и обработка
При изготовлении инструментов из быстрорежущей стали Р9 применяют два технологических метода:
- классический метод - разливка расплавленного металла для формования слитков, которые впоследствии подвергают ковке;
- порошковая металлургия - расплавленный металл распыляют, используя струю азота.
Это даёт возможность подвергнуть изделие предварительному отжигу с последующей закалкой. Важно, что такая технология производства предупреждает «нафталиновый излом» (получение крупнозернистой структуры), который может привести к проблемам готового изделия – инструмент с подобным изломом, характеризуется повышенной хрупкостью, легко ломается и крошится.
Закалку готовых инструментов из Р9 выполняют при температурах, которые не увеличивают зернистость структуры.
А чтобы снизить количество аустенита в сплаве до возможного минимума, применяют такие технологические процессы:
- несколько циклов нагревания изделия, при выдержках определенного температурного режима, последующее охлаждение с многократным отпуском;
- а до отпуска, изделие подвергают охлаждению до -800 ˚С.
Способы улучшения свойств изделий из Р9
Высокие режущие свойства быстрорежущих сталей повышают, используя специальную термическую обработку – закалка при 1200-1300 °С, и отпуск, создающий дисперсионное твердение.
Для повышения таких свойств инструментов из Р9, как высокая твёрдость, стойкость к коррозии, износостойкость, их подвергают обработке определёнными методами.
- Азотирование - насыщение слоя поверхности инструмента азотом. Использование газовой среды с азотом и аммиаком способствует созданию менее хрупкого поверхностного слоя.
- Цианирование - насыщение поверхностного слоя изделия цинком.
- Сульфидирование - проводят в жидких расплавах сульфидов с добавлением соединений серы.
- Обработка паром.
Нужно учитывать, что все процессы выполняют для инструментов из Р9 после заточки, шлифовки, термической обработки их режущих участков.
Читайте также: