Сталь с гальваническим покрытием
Обновлено: 02.05.2024
Углеродистая сталь — один из основных видов конструкционных материалов в современной промышленности, является сплавом железа, углерода и относительно небольшого количества легирующих добавок. Железо не пассивируется на воздухе (в отличие от других металлов своей подгруппы, например никеля), поэтому главным его недостатком является низкая коррозионная стойкость. При коррозии железо соединяется с кислородом и превращается в оксиды FeO, Fe2O3 и Fe3O4, покрывающие сталь пористым слоем полностью проницаемым для внешней среды. Этот слой нисколько не препятствует дальнейшему разрушению металла. Процесс коррозии стали самопроизвольно не затухает и может длиться годами вплоть до полного уничтожения изделий. Поэтому сталь без покрытия, электрохимической защиты или легирования никелем и хромом не следует применять ни в атмосферных условиях, ни в агрессивных средах. Чаще всего для защиты стали от коррозии применяют гальваническое цинкование и химическое фосфатирование (с промасливанием или хроматированием).
- Низкая стоимость;
- Хорошая свариваемость;
- Относительно высокая твердость;
- Устойчивость к динамическим нагрузкам;
- Отсутствие отпускной хрупкости.
- Низкая атмосферная коррозионная стойкость;
- Подверженность сильному охрупчиванию при низких температурах.
2. Нержавеющая сталь.
Нержавеющая сталь — сплав железа с углеродом, преимущественно легированный большим количеством хрома и никеля. Из названия этого конструкционного материала понятно, что он находит основное применение в средах, вызывающих активную коррозию обычной стали. Так, нержавейка устойчива в промышленной атмосфере и воде, хорошо сопротивляется воздействию серной кислоты. В тоже время нержавеющая сталь плохо паяется, обладает достаточно низким коэффициентом трения, слабо проводит электрический ток, боится щелочей (в отличие от углеродистой стали) из-за присутствия в ней хрома. Однако все эти недостатки эффективно устраняются гальваническими покрытиями.
Трудность покрытия нержавейки связана с наличием на поверхности деталей тончайшей прочной пассивной пленки из оксидов хрома и никеля, не позволяющей покрытию хорошо сцепиться с основой после обычной технологии подготовки. Эта пленка легко стравливается, но почти мгновенно образуется вновь на воздухе. Поэтому для гальванопокрытия нержавеющей стали применяются более сложные, чем при обработке обычной стали, методы.
Применяя такие методы нержавеющую сталь можно хромировать, лудить, никелировать, меднить и т.д. Никель применяют для усиления блеска сложнопрофильной поверхности вместо механической или электрохимической полировки. Также благодаря никелю детали из нержавейки полностью защищаются от воздействия щелочей. Хром повышает износо- и термостойкость. Для защиты от появления коррозионно-активной гальванопары при сопряжении с алюминием применяется сплав олово-висмут. Медь придает искрозащитные свойства, облегчает свинчиваемость, защищает от задиров и повышает электропроводность. Черное цинковое покрытие является декоративным. Общую коррозионную стойкость нержавеющей стали можно повысить путем химической пассивации.
- Высокая атмосферная коррозионная стойкость;
- Устойчивость в смеси крепких кислот, содержащих несколько процентов HNO3, но в отсутствии HCl и HF;
- Устойчивость при температуре 300° С в H2O, HNO3 и органических кислотах;
- Приемлемая свариваемость.
- Высокая стоимость;
- Повышенная хрупкость в зонах сварных швов.
3. Чугун.
Чугун — сплав железа с большим количеством углерода (не менее 2,14%). Углерод придаёт твёрдость, но снижает пластичность. В зависимости от формы графита и количества цементита, различают белые, серые, ковкие и высокопрочные сорта чугуна. Как правило, из чугуна производят изделия методом литья. Трудность в покрытии чугуна заключается в наличии литейной корки, при повреждении которой качественное покрытие получить не удается. Кроме этого, за счет высокой науглероженности чугуна, при травлении на его поверхности выступает много карбидов железа в виде порошка, усложняющих получение прочно сцепленного покрытия. Оцинковка чугуна из щелочных растворов затруднена преимущественным выделением водорода, а не цинка.
4. Медь и ее сплавы.
Медь — цветной металл широкого спектра применения. На основе меди производят различные сплавы, например латунь (медь+цинк) или бронзу (медь+олово). Медь обладает высокой электро- и теплопроводностью, хорошей коррозионной стойкостью во многих средах. Покрытие меди и ее сплавов выполняется с защитно-декоративными и специальными целями (улучшение паяемости, защита от окисления, стабилизация переходного сопротивления). Типичным покрытием является никель, олово-висмут и серебро. Реже применяется олово-свинцовое покрытие. Перспективным сегодня считается сплав олово-никель, который обладает всеми достоинствами других сплавов на основе олова, но отличающийся высокой твердостью, пластичностью и износостойкостью. Данный сплав находит все большее применение в Европе. В зависимости от марки меди или ее сплава (латунь, бронза, мельхиор, нейзильбер, куниаль (М, Л, Бр, МН и т.д.)) меняется технология подготовки поверхности перед покрытием.
5. Алюминий и его сплавы.
Алюминий — один из основных видов конструкционных материалов, широко применяемый в электротехнике, приборо-, машино- и авиастроении. Алюминий легок и коррозионно-устойчив в атмосфере за счет присутствующей на его поверхности тончайшей пассивной пленки в несколько нанометров. Алюмииний хорошо проводит электричество и тепло. Цена алюминия ниже, чем других цветных металлов, а природные запасы огромны. Однако алюминий имеет и ряд недостатков. Он паяется хуже, чем олово, не обладает износостойкостью, его практически невозможно заполировать до зеркального блеска. В солевой среде, щелочах, соляной кислоте и ряде других реагентов алюминий активно корродирует. При контакте с медными деталями или нержавеющей сталью алюминий образует коррозионно-активную гальванопару. Поэтому поверхность алюминия часто требуется модифицировать гальваническими или химическими покрытиями.
Среди покрытий на алюминии можно выделить две группы: оксидные и металлические. Химическое и анодное оксидирование алюминия не представляет больших трудностей при отработанной технологии производства. В то же время нанесение металлических покрытий требует серьезной подготовки поверхности и обязательного нанесения одного-двух технологических подслоев. Это связано (как и в случае с нержавеющей сталью или титаном) со способностью алюминия почти мгновенно пассивироваться. Пассивная пленка легко восстанавливается на влажной детали после травления и препятствует дальнейшему сцеплению покрытия и основы. Более того, при плохой подготовке алюминия после металлизации могут образовываться скрытые дефекты и покрытие может "вспузыриться" при хранении даже через несколько месяцев или при пайке. По этой причине все металлические покрытия на алюминии должны в 100% случаев проверяться на адгезию как минимум двумя методами по ГОСТ.
Разделение алюминиевых сплавов на деформируемые и литейные обусловлено особенностями формовки из них полуфабрикатов и готовых изделий.
Деформируемые сплавы алюминия предназначены в первую очередь для последующей токарной, фрезерной обработки, экструзии и т.п. Они отличаются по составу от литейных отсутствием или незначительным содержанием в них кремния. При травлении деформируемых сплавов на их поверхности образуется шлам из легирующих добавок и интерметаллидов, который во время последующей обязательной операции осветления легко удаляется обычной азотной кислотой и не препятствует покрытию. В процессе анодирования такой шлам растворяется в электролите и также не скапливается на поверхности. Присутствие кремния в алюминиевом сплаве (а как следствие - в травильном шламе) сделало бы процессы оксидирования и металлизации алюминия гораздо более сложными. Таким образом, покрытие деформируемых сплавов алюминия проще, чем литейных.
Литейные сплавы алюминия - одни из основных конструкционных материалов, широко применяемых в электротехнике, приборо- и авиастроении. Литейные сплавы алюминия отличаются высоким содержанием кремния, что сопряжено с высокой сложностью подготовки их поверхности перед покрытиями. Любое покрытие литейного алюминия - сложный процесс, ввиду присутствия на его поверхности оксидной пленки и образовании на поверхности порошка кремния при травлении. Все это препятствует прочному сцеплению покрытия с основой. Данная проблема решается применением специальных операций предварительной подготовки.
6. Титан и его сплавы.
Титан — важнейший конструкционный материал, обладающий целым рядом уникальных свойств. Титан легок, что обуславливается его малой плотностью (4540 кг/м 3 ). Он легче железа почти в 2 раза, хотя и уступает по этому показателю во столько же раз алюминию. Наряду с легкостью титан высокопрочен. Уникальной является способность титана к пассивации и, как следствие, его исключительная коррозионная стойкость. Промышленные газы, соленая вода и окислители не причиняют титану никакого вреда. Однако, при всех положительных качествах титан дорог, прихотлив в обработке и формовке, имеет высокий коэффициент трения. Пайка и сварка титана сложна и трудоемка. Он в 24 раза хуже проводит электричество, чем медь, в 16 раз хуже, чем алюминий и в 4 раза хуже, чем сталь. Титан уступает по теплопроводности алюминию почти в 15 раз, стали - в 5. По температуропроводности титан хуже алюминия также в 15 раз, стали - в 3,5 раза. При высокой температуре титан активно взаимодействует с кислородом, азотом, углеродом, галогенами (хлором, бромом, йодом, фтором), а также серой. Уже при комнатной температуре титан нестоек в щелочах и перекиси водорода.
Нанесение защитно-декоративных гальванических покрытий на титан позволяет улучшить многие его свойства и нивелировать недостатки. Хромирование титана увеличивает его износостойкость и термостойкость. Для повышения электропроводимости и паяемости титана применяется оловянирование (олово-висмут), меднение и серебрение. Антифрикционные свойства улучшаются при покрытии олово-свинцом и свинцом. Никель и сплав никель-фосфор (химникель) защищает титан от воздействия щелочей при любых концентрациях и температурах. Внешний вид титана улучшается за счет блестящих хромовых, никелевых и олово-висмутовых покрытий. Для декоративной отделки титана часто применяется анодное оксидирование. При этом, в отличие от бесцветных полупрозрачных оксидов на алюминии, на титане образуется окрашенная пленка. Цвет ее зависит от приложенного на деталь напряжения, которое может доходить до 120 В. Анодированием можно окрашивать титан в светло-зеленый, темно-серый, голубой, черный, золотистый и иные цвета.
Нанесение металлических покрытий на титан требует большого опыта и сопряжено со значительными трудностями. Благодаря способности почти мгновенно пассивироваться титан всегда имеет на своей поверхности слой оксидов, который резко ухудшает адгезию покрытий. Кроме этого, в титан легко диффундирует водород при подготовке поверхности. Скапливаясь на границе основа/покрытие он также будет вызывать отслоения и ухудшать физико-механические свойства детали.
7. Цинк-алюминий-медные сплавы (ЦАМ).
ЦАМ — сплав цинка с алюминием и медью. Данный материал легко и с высокой точностью льется. Особенностью покрытия данного материала является наличие на его поверхности литейной корочки и скрытых микропор. Ввиду этого, возникает большая опасность появления "пузырей" на покрытии. Кроме того, цинковый сплав прекрасно поглощает водород, образующийся при выполнении гальванических операций. Водород сорбируется при нанесении покрытия и частично десорбируется при хранении. При этом он также может способствовать образованию "пузырей". Для получения качественного покрытия, прочно сцепленного с поверхностью ЦАМ, необходимо применение специализированных технологий.
8. Диэлектрики.
Диэлектрики — неметаллические изделия, не проводящие электрический ток (пластик, древесина, стекло и т.п.). Основная проблема — отсутствие электропроводности. Из-за этого нанести покрытие напрямую не представляется возможным. В этом случае на изделия химически наносят токопроводящий слой. Адгезия гальванического покрытия сильно зависит от предварительной подготовки поверхности диэлектрика
Все о гальванизированной стали
Этот материал будет интересен тем, кто хочет узнать все о гальванизированной стали, о том, что это такое вообще. Полезно ознакомиться с тем, как конкретно делают гальваническое покрытие. Вполне актуально также изучение разницы между меднением и оксидированием, никелированием и другими видами гальваники.
Что это такое?
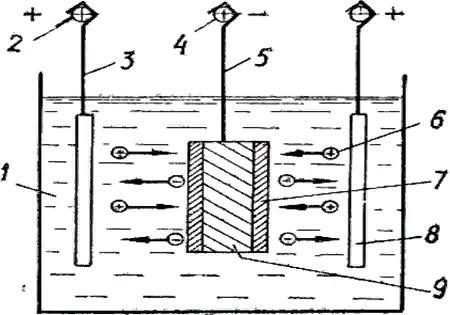
Под названием гальваника принято понимать в технике процесс осаждения чистых металлов либо их оксидов на определенную поверхность. По большей части гальванический процесс применяют к металлам, в том числе к стали. С физико-химической точки зрения это сложный комплекс процессов, протекающих одновременно с электролизом, то есть при подаче электрического тока.
В качестве электролита (среды) используют жидкости с высокой ионной проводимостью.
Проходящий сквозь электролит ток сначала провоцирует направленное перемещение электронов в проводнике. Только затем он начинает действовать на сам состав. Гальваника преимущественно подразумевает использование постоянного тока. Но в некоторых процессах могут использовать и переменный ток, если этот момент как следует отработали технологи. Электролиз может производиться не только в жидкостях, в некоторых случаях твердые среды для него предпочтительнее.
Виды покрытий
Гальваническое покрытие может создаваться различными способами. Каждый подход прямо влияет на особенности процесса. Востребованностью пользуется химическое меднение. Оно гораздо практичнее, чем применение монолитного массива цветного металла. Особенности меди таковы, что после ее нанесения почти всегда требуется вспомогательная обработка поверхности.
Их или шлифуют, или полируют, добиваясь зеркального блеска. В ряде случаев медь выступает только предварительным слоем для последующего нанесения:



Меднение производится и для защиты отдельных зон деталей, чтобы при цементации там не росло количество углерода. Толщина покрытия определяется целью его нанесения. Для работы может использоваться стандартный электролит с кислой реакцией. Примерами будут следующие растворы:
- кремнофторидный;
- фторборатный;
- хлоридный;
- сульфамидный.
Но иногда в ход идут и комбинированные электролиты. По большей части они имеют щелочную реакцию. Медь в них представлена комплексными ионами, носящими или положительный, или отрицательный заряд.
Осаждение меди в кислом электролите производится при высокой электрической плотности. Такие составы просты химически и вполне стабильны.
Однако кислый электролит не позволяет эффективно меднить сталь. Он приводит к образованию плотного металлического осадка в виде крупных кристаллов. Обрабатывать детали в комплексных электролитах можно при высокой катодной поляризации. Будет идти более однородное осаждение, причем в осадок входят частицы из мелких кристаллов. Речь идет про использование растворов:
- цианидных;
- пирофосфатных;
- цитратных.
Оксидирование проводят для борьбы с коррозией. Его применяют и для электроизоляции. Оксидированный (вороненый) металл может также повышать свои декоративные характеристики. Процедура идет как в жидком, так и в твердом электролите. К никелированию прибегают с целью:
- нарастить твердость;
- улучшить стойкость к действию щелочей;
- обеспечить декоративность внешнего облика.
Как гальванизируют сталь?
Цинк наносят обычно холодным методом. Толщина слоя зависит от температуры и длительности процесса. Холодная гальваническая оцинковка стали подразумевает восстановление цинка в специальной ванне. Считается, что подобный вариант гарантирует самую лучшую защиту и укрытие. Полезно дополнить процесс хроматированием и фосфатированием. Явным минусом методики является утрата пластических свойств у основного металла.
Обычно последовательность работ включает:
- приготовление электролитного раствора с индивидуально подобранным составом;
- размещение пары анодов в электролите;
- загрузку детали и позиционирование ее;
- замыкание цепи.
Надо учитывать токсичность и иные вредные свойства исходных соединений. Базовые компоненты электролитов держат в надежных емкостях в тщательно проверяемых местах. По той же причине требуется позаботиться о вентиляции и об использовании средств индивидуальной защиты.
Анодные пластины делаются из различных металлов. Они призваны не просто подавать ток, но и компенсировать истрачиваемый для нанесения на поверхность стали ресурс.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | - | + | - | - | - | - | - | + | - | + |
| Бронза | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Дюраль | + | - | + | - | - | - | - | - | + | - | + |
| Латунь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Медь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Никель | - | + | - | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | - | Пайка | - | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | - | Пайка | - | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | - | + | - | - | + | + | + | + | + | + |
| Хром | - | + | - | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | - | + | - | - | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | - | - |
| Цианистый калий | - | - | 70 | 100 |
| Углекислый натрий | 10 | 10 | - | - |
| Углекислый калий | - | - | 10 | 25 |
| Гипосульфит натрия | - | - | 0,4 | 0,5 |
| Аммиак водный, мл/л | - | - | 1-2 | 2 |
| Едкий калий | - | - | - | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Технология гальванического цинкования металла
Гальваническое цинкование: основы, преимущества и краткое описание техпроцесса. Виды электролитов и применяемого оборудования. Дефекты гальваники и их причины.

Гальваническое цинкование — это один из самых распространенных методов создания антикоррозионных и декоративных цинковых покрытий. Оно дешевле и проще горячего цинкования, но имеет некоторые ограничения по применению, поскольку не позволяет создавать защитных слоев толще 40 микрон. Основой этой технологии является электрохимический процесс осаждения цинка из электролитического раствора на деталь, подключенную к отрицательному полюсу источника питания. Для повышения коррозионной и механической стойкости, а также в декоративных целях цинковые покрытия подвергают кадмированию, хроматированию и обработке фосфатными соединениями.
Обычно гальваническим способом цинк наносят на поверхности изделий из углеродистых сталей и различных видов чугуна. Помимо этого существуют технологии электролитического цинкования алюминия и ряда других металлов, но они используются гораздо реже. Основная номенклатура цинковой гальваники — это разнообразные крепежные элементы, инструмент, кронштейны, опоры, подвески, внешние детали машин и оборудования, а также холоднокатаный тонколистовой прокат. Сегодня среди народных умельцев электролитическое цинкование является самой популярной гальванической технологией. Это связано с тем, что цинк и его соединения практически безвредны, недороги и их свободно может приобрести любой желающий. А для работы с этими реагентами требуются минимальные знания и простейшее оборудование.
Преимущества цинковых покрытий
В настоящее время оцинковка является самым массовым покрытием, используемым для антикоррозионной защиты черных металлов. Это связано с тем, что по совокупности экономических, экологических, технологических и физико-химических факторов у горячего и гальванического цинкования попросту нет конкурентов. К примеру, цинк дешевле никеля в четыре раза, а олова — в восемь раз. Сопоставимый с ним по цене кадмий и его соединения высокотоксичны и канцерогенны, а технология их применения гораздо сложнее.
Цинк прекрасно адгезируется к поверхности стали и чугуна. Кроме того, он является более активным металлом, поэтому легче окисляется и в паре с цинком не дает вступать железу в окислительные реакции. Эта его особенность проявляется даже в тех случаях, когда непрерывность покрытия нарушена, т. е. на поверхности металла имеются царапины, задиры, трещины или потертости. Гальванические цинковые покрытия пластичны и сохраняют непрерывность на деталях, работающих в режиме циклической деформации. К примеру, кадмированный цинк используется в качестве коррозионной защиты стальных пружин, работающих в режиме периодического сжатия и растяжения.

Описание процесса
Гальваническое цинкование выполняется методом электролиза с расходуемым анодом. В роли катода, как и во всей гальванике металлов, выступает обрабатываемое изделие, а в качестве анода используют пластины чистого цинка, размещаемые по ванне так, чтобы обеспечить равномерность потока анионов к покрываемой поверхности. Основными реагентами в составе электролита в общем случае являются сернокислый и хлористый цинк, а также фторборат цинка. Для улучшения параметров гальванического цинкования в раствор также вводят соли натрия, калия и алюминия. Скорость осаждения и максимальная толщина слоя цинка регулируется плотностью тока, которая зависит от состава гальванического раствора и его температуры.

В процессе гальванизации происходит электрохимическое растворение цинка в объеме электролита и перемещение его на катод (покрываемое изделие). Поэтому анодные пластины должны периодически контролироваться на истощение, а при необходимости очищаться от окислов солей.
Способы цинкования металлов
Кроме основанного на электролизе гальванического цинкования, существует еще несколько технологических методов нанесения цинковых покрытий. Каждый из них решает особые производственные задачи, а в совокупности они дополняют друг друга и охватывают весь спектр вариантов защиты изделий с помощью цинковых покрытий. Далее вкратце описываются главные разновидности цинкования, применяемые в современных промышленных производствах.
Горячее. При использовании этой технологии нанесение цинка на поверхность изделия проводится путем погружения его в расплавленный металл. Таким способом можно получить самые толстые защитные слои. По сравнению с гальваническим горячее цинкование является более затратным, но обеспечивает самую высокую скорость нанесения цинкового покрытия.
Холодное. Холодным цинкованием в обиходе называют покрытие металлических изделий и больших металлоконструкций с помощью кистей и пульверизаторов композитами, содержащими не менее 80% цинка (в сухой пленке). Это самая простая по нанесению технология цинкования, но она менее долговечна, чем горячая и гальваническая.
Газотермическое. При газотермическом цинковании защитный слой на поверхность детали наносится распыленной струей расплавленного цинка. Для этого используют цинковую проволоку, которая вместе с потоком воздуха автоматически поступает в пистолет, где под воздействием электрической дуги и горящего газа плавится и превращается в воздушный поток, насыщенный капельками металла. Таким методом наносят покрытия на объемные металлоконструкции (опоры линий электропередач, емкости нефтехранилищ и т. п.). К его достоинствам относят самую большую толщину напыляемого слоя, а к недостаткам — большой расход цинка, около трети которого теряется при распылении.

Термодиффузионное. Для цинкования этим методом применяют вращающиеся барабанные печи, в которые загружают обрабатываемые детали и специальные порошки, содержащие цинк и вспомогательные компоненты. При вращении в течение нескольких часов при температуре 350÷450 °C происходит диффузионное насыщение поверхностных слоев железа атомами цинка, в результате чего образуется устойчивое защитное покрытие.
Оборудование для цинковой гальванотехники такое же, как и для других гальванических процессов. В его состав входят ванны для гальванического цинкования, а также емкости для химической подготовки изделий. Их объем зависит от вида производства и может варьировать от десяти литров до нескольких кубометров. К ваннам подведены трубопроводы для подачи и отвода воды и реагентов и электрические контакты для подвода напряжения к анодам и катодам.
В общем виде технологический процесс гальванического цинкования состоит из следующих этапов:
- Механическая зачистка.
- Травление изделия.
- Промывка в проточной воде.
- Обезжиривание.
- Промывка, аналогичная п. 3.
- Гальваническое цинкование.
- Промывка, сушка и контроль.
В цехе оборудование гальванических линий цинкования располагается линейно, повторяя порядок описанного выше техпроцесса (см. рис. ниже). Для перемещения изделий между участками обработки используются мостовые или консольные краны с дистанционным управлением.

Современные ванны для гальванического цинкования изготавливают из кислотостойких пластмасс. Безопасность при работе с компонентами электролита аналогична правилам промышленного использования растворов кислот и щелочей. Никаких специальных требований, связанных с токсичностью или агрессивностью электролита, к гальваническому цинкованию не предъявляется.
Применяемые электролиты
При гальваническом цинковании состав и температура электролита при заданной плотности тока напрямую влияют на скорость осаждения и структуру цинкового покрытия. Кроме того, отдельные виды электролитных растворов могут содержать в своем составе блескообразующие и окрашивающие добавки, используемые в декоративных целях. Для гальванического цинкования применяют основные группы электролитов, каждая из которых имеет множество рецептурных разновидностей:
- Кислые и слабокислые. Традиционные простые электролитические растворы на основе сульфатов, хлоридов, борфторидов или их смесей.
- Аммиакатные. Нейтральные и щелочные гальванические растворы, которые получают путем растворения оксида цинка в растворе сульфата (или хлорида) аммония.
- Цианидные и цинкатные. Щелочные электролиты, в которых применяют цианид и цинкат натрия, растворенные в едком натре.
Кроме того, существуют электролиты для гальванического цинкования на основе аминосоединений, но они имеют гораздо меньшее распространение.
Дефекты гальваники
Причины отклонений качества покрытий при гальваническом цинковании можно свести в три основные группы: недостатки в подготовке деталей, нарушения в рецептуре электролита и несоблюдение параметров гальванического процесса. Помимо этого на качество цинкования влияет конфигурация и пространственная ориентация детали в электролите, а также размещение и состояние плоскостей основных и вспомогательных анодов.
Недостаточная адгезия. Отслаивание и непрочность присоединения защитного слоя цинка после гальванического цинкования, как правило, связаны с нарушениями техпроцесса при очистке, травлении и обезжиривании поверхности изделия. Кроме того, причиной этого явления может быть засорение электролита солями других металлов и органическими соединениями.
Питтинг. Питтингом в гальванике называют образование на поверхности осаждаемого металла небольших точечных каверн или углубленных полосок. В гальваническом цинковании этот дефект может проявляться вследствие отсутствия или недостаточной интенсивности перемешивания, а также из-за наличия в электролите органических или гидрокисных примесей.

Шероховатость. Излишняя шероховатость защитного цинкового слоя обычно указывает на присутствие в гальваническом растворе избыточного количества сульфата цинка, различных гидроксидов и механических примесей. Это явление также может быть следствием слишком высокой плотности тока и недостаточной концентрации в электролите анионов цинка.
Неоднородность внешнего вида. При нарушении пропорции основных реагентов электролита и накоплении в гальванической ванне солей железа цинковая поверхность может приобретать неравномерный вид, причем как по окраске, так и по шероховатости. Другими причинами такого отклонения от нормы может быть слишком низкая температура раствора и слабое перемешивание.
Хрупкость покрытия. Если покрытие, полученное гальваническим цинкованием, имеет повышенную хрупкость, то в большинстве случаев это указывает на слишком высокую плотность тока в катодном пространстве. Другая причина этого дефекта — избыточное присутствие в электролите органических примесей.
Темный цвет. Причинами различных оттенков темных цветов (в основном, коричневого) обычно являются наличие органических загрязнений в гальванической ванне, завышенная температура электролитического раствора, а также снижение плотности тока в области катода.
В Интернете можно встретить описания и даже видеоролики с демонстрацией «наружного» гальванического цинкования без использования ванны. А что вы думаете по поводу этой технологии? Поделитесь, пожалуйста, своим мнением в комментариях к данной статье.
Химические и механические способы золочения металла
Гальваническое покрытие золотом металлических предметов: способы и технологии. Металлы и сплавы, поддающиеся золочению. Приготовление электролита для самостоятельного золочения в домашних условиях.
Золочение металла – популярная процедура, позволяющая придать различным изделиям свойства, которыми обладает благородный металл. Нанесение покрытия «под золото» позволяет получить отличную вещь при значительно меньших затратах, чем при покупке настоящего украшения. Кроме того, технология гальванического покрытия золотом исключает окисление металлов, поверхностный слой не боится влаги, не вступает в реакцию с химически активными веществами. Позолота также позволяет улучшить качество припоя, что важно при изготовлении микросхем.

Какие металлы и сплавы поддаются золочению
Золочение металлических поверхностей используется в различных областях, но наиболее часто:
- в промышленности для создания технических покрытий, устойчивых к химическому воздействию;
- в ювелирном деле, при декорировании поверхностей из черных и цветных металлов, нержавеющей стали.
Нанесение гальванического покрытия применяется для создания бижутерии. Для изготовления позолоченных изделий вещи из дешевых металлов покрываются тонким слоем золота. Такие «предметы роскоши» продаются по доступной цене, но смотрятся на уровне настоящих золотых. Технология гальванического золочения используется для браслетов, цепочек, колье, очков. Изделия выглядят изысканно и респектабельно.
Не менее распространена гальваническая обработка и более ценных металлов, например, золочение серебра или платины. Покрытая специальным составом бижутерия не приводит к появлению аллергии и раздражения кожи. Но такие изделия часто могут стоить на уровне высокопробных серебряных предметов.
Для придания требуемых свойств отдельным участкам поверхностей предметы либо украшения могут подвергаться гальваническому золочению частично. В ювелирном деле так создают уникальные вещи.
Гальваническому золочению можно подвергнуть любой предмет, повысив тем самым его свойства. К примеру, сусальное золото напыляется на купола храмов, применяется в иных декоративных целях.
Методы и способы золочения металла
Качество и внешний вид покрытия зависят от используемой технологии. Наиболее распространены следующие методы нанесения золота:
- механический;
- химическое золочение с использованием активных веществ;
- гальваническое золочение.
Для каждого способа используются различные химреактивы и инструмент.
Химический метод
Химическое золочение – это нанесение на подлежащую обработке вещь хлорида золота. Для создания реагента необходимо последовательно выполнить такие действия:
- Металл расковывается на маленькие кусочки.
- Элементы помещаются в заранее сделанную смесь. Реагент изготавливается на основе соединения соляной (30 г) и азотной (10 г) кислот.
- На каждый грамм напыления должно расходоваться порядка 10 мл реагента. Потому необходимо заранее приготовить нужное количество раствора.
С кислотами в быту следует обращаться осторожно, не допуская их контакта с кожей рук и слизистыми оболочками.

Смешивание ингредиентов осуществляется в фарфоровой колбе, растворение при этом может растянуться на трое суток. По завершении подготовки благородного металла он выпаривается при 80 °C до образования жидкого раствора. Для получения гомогенного состава требуемой консистенции в процессе выпаривания раствор нужно периодически взбалтывать стеклянной мешалкой.
Непосредственно для процесса подготавливается:
- отфильтрованная вода, подогретая до 60 °C;
- золотая хлорная соль – 15 г;
- натрия хлорид либо карбонат калия – 65 г.
Предметы обрабатываются после заранее выполненной подготовки. Для удаления жира рекомендуется протирание 20%-м едким натром, затем – промывка в 25%-м содовом растворе.
Предмет помещается в сделанную смесь, и спустя определенное время (в соответствии с родом металла) поверхность превращается в позолоченную. После естественной просушки предмет протирается мягкой сухой тряпицей. Поверхность до появления блеска отполировывается шерстяным лоскутком.
Механические методы золочения
Золочение придает изделию определенные свойства, делающие его эстетически привлекательным и стойким к влиянию окружающей среды.
Обработка механическим способом выполняется нечасто, потому как добиться получения однородного поверхностного слоя нелегко. Данная технология отличается такими особенностями:
- Необходимо применение особой пасты, изготавливающейся в специальной лаборатории или самостоятельно. Для различных изделий ингредиенты пасты могут значительно отличаться.
- Нанесенное механическим методом в бытовых условиях покрытие в отличие от гальванического обладает малой толщиной. Потому такие изделия не смогут долго прослужить.
- Наиболее распространены растворы на основе винного камня, желтой соли кровяной.
- Для образования однородного состава кашеобразной формы, втираемого в поверхность изделия шерстяным лоскутом, вещество тщательно перемешивается.
- Перед нанесением позолоты требуется обезжирить поверхность.
- Нанесение пасты выполняется одним слоем с равномерным распределением золотой смеси. При втирании необходимо исключить контакт вещества с кожей рук.

Механическое золочение в отличие от гальванического – процесс сложный, применяемый в бытовых условиях лишь для отдельных частей предметов. Другие способы предусматривают полное погружение подлежащей обработке детали в специальный раствор.
Гальваническое золочение металлов
Покрытие позолотой достаточной толщины и качества получается при использовании особой технологии, предусматривающей опускание вещи в электролитический состав. Гальванический метод предназначен для обработки изделий практически любых размеров, по сути представляет собой один из видов электрохимических реакций.
Необходимо учесть, что состав гальванического раствора влияет на приобретаемый поверхностью оттенок.
На дому электролитический раствор для создания гальванической позолоты изготавливается в такой последовательности:
- в отфильтрованную воду объемом 0,7 л вносится 60 г фосфорнокислого натра;
- для растворения 2,5 г хлорного золота добавляется 0,15 л воды;
- в 150 мл жидкости растворяются 1 г цианида калия и 10 г сернистокислого натрия.
При золочении гальваническим методом с ингредиентами, применяемыми для изготовления смеси, нужно обращаться осторожно, не допуская их пролива, попадания на кожный покров, глаза, слизистые.
Гальванический способ подразумевает нагревание раствора до 60 °C. Для электролитического истощения и запуска реакций устанавливается анод, сокращающий продолжительность работы и повышающий эффективность гальванического метода.
Позолота вещей в этих растворах гальваническим методом занимает порядка 15 часов, на поверхности образуется матовая золотая пленка.
Приготовление состава для золочения в домашних условиях
Раствор для самостоятельного химического либо гальванического золочения следует готовить с особой внимательностью. Это обусловлено тем, что при смешивании используемые вещества вступают в реакцию, приводящую к образованию небезопасных для здоровья испарений.
При изготовлении раствора для золочения требуется применение таких ингредиентов:
- хлорного золота;
- соли поваренной;
- цианида калия;
- очищенной воды;
- соды.
Такой раствор предназначен преимущественного для обработки черных металлов. Для серебряных поверхностей требуется изготовление смеси для золочения в домашних условиях с иными ингредиентами:
- золота хлорного;
- калия карбоната;
- соли пищевой;
- желтой кровяной соли.

Подлежащая гальванической отделке вещь заранее прокаливается. Поверхность сперва протравливается жидкой серной кислотой, позже – азотной. Далее серная, азотная и соляная кислоты сливаются в единую смесь, играющую роль электролита, в образованный состав на мгновение опускается предмет.
После воздействия смеси кислот предмет омывается водой и ненадолго помещается в ртуть. Далее вновь осуществляется опускание в воду, в ней вещь выдерживается в течение 30 секунд.
Затем вещь помещается в состав для гальванического золочения, выдерживается необходимое время и промывается водой. Сушка осуществляется на древесных опилках.
А вы пробовали выполнять золочение металлических предметов в домашних условиях? Какой метод вы использовали: гальванический, механический либо химический? Поделитесь, пожалуйста, полученным опытом в комментариях.
Читайте также: