Сталь с медным покрытием
Обновлено: 15.05.2024
1. Что такое меднение? Назначение и обозначение медного покрытия.
Меднение — процесс нанесения тонкого слоя металлической меди на изделие для придания ему необходимых свойств.
Медные покрытия широко применяются в основном в качестве подслоя при нанесении многослойных покрытий, а также для улучшения пайки, создания электропроводных слоёв, уплотнения резьбовых соединений, местной защиты стальных деталей при цементации. В редких случаях используются для придания декоративного внешнего вида.
Медь — металл розового цвета с атомной массой 63,5, плотностью 8,9 г/см 3 , температурой плавления 1083°С, удельным электросопротивлением 0,017*Ом*мм. Медь пластична, твердость медных покрытий 2500-3000 МПа.
Медь интенсивно растворяется в аэрированных аммиачных и цианидных растворах, азотной кислоте, медленнее - в хромовой, слабо - в серной и почти не взаимодействует с соляной кислотой. На воздухе медь легко реагирует с влагой, углекислыми и сернистыми соединениями, окисляется и темнеет.
Стандартный потенциал меди по отношению к ее одновалентным нонам +0,52 В, двухвалентным ионам +0,34 В.
В жестких условиях эксплуатации медь и ее сплавы не должны контактировать с хромом, оловом, сталями, цинком, кадмием, алюминием и магнием.
М - стандартное меднение, блеск не нормируется
М. б - меднение блестящее
М24 - искровзрывозащитное меднение (толщина не менее 24мкм)
М. ч - меднение с декоративным чернением (состариванием/патинированием)
galvanic copper plating - англ. обозначение
6-100мкм (оптимально, но возможно осадить большую толщину)
590-1470 МПа (60-150 кгс/мм 2 )
Удельное электрическое сопротивление при 18°C
Допустимая рабочая температура
2. Кинетика процесса гальванического меднения.
Для электролитического осаждения меди разработано большое количество электролитов, которые, обычно, разделяют на две группы: кислые и щелочные. Существуют как простейшие, так и достаточно сложные композиции для меднения.
Катодные поляризационные кривые для некоторых из них приведены на рисунке 1.
Рисунок 1 — Катодные поляризационные кривые при меднении из электролитов: 1 — сульфатный; 2 — пирофосфатный; 3 — цианидный ; 4 — цианидный с повышенным содержанием свободных цианидов.
2.1 Процессы в кислых электролитах меднения.
К кислым электролитам относятся сульфатные и фторборатные электролиты. Их основные достоинства - простота состава и устойчивость в эксплуатации, но они обладают низкой рассеивающей способностью. Также из них невозможно непосредственно меднить сталь из-за выпадения контактной меди, а, следовательно, плохое сцепление со сталью слоя меди. Вследствие этого меднение осуществляется после предварительного осаждения медного слоя (3-4 мкм) из щелочных электролитов или после осаждения никелевого слоя (3-5 мкм).
Из кислых электролитов наиболее распространен сульфатный электролит. Основными компонентами сульфатных электролитов являются сульфат меди и серная кислота. Электропроводность нейтральных растворов сульфата меди невелика, поэтому в них добавляют серную кислоту, которая значительно повышает электропроводность растворов температуры перемешивания.
Предполагается, что на катоде разряд двухвалентных ионов меди протекает в две стадии:
Замедленной стадией является первая реакция. Доля каждой стадии в общей кинетике меднения зависит от состава электролита и режима электролиза: плотности тока, температуры, перемешивания.
Выход меди по току около 100 %, так как выделения водорода на катоде не происходит, поскольку потенциалы выделения меди имеют более положительные значения, чем потенциалы выделения водорода.
Повышение кислотности электролита способствует уменьшению растворимости сульфата меди, что приводит к снижению верхнего предела допустимой плотности тока. Для увеличения концентрации ионов меди в катодном слое применяют перемешивание. В этом случае кислотность электролитов можно увеличивать. Чем интенсивнее перемешивание, тем выше может быть содержание серной кислоты. Повышение температуры способствует увеличению растворимости сульфата меди: при 25 °С — 23,05 г CuSO4 на 100 г воды; при 100 °С — 73,6 г. Повышенная кислотность способствует получению более мелкокристаллических осадков.
Вблизи анодов наряду с ионами Cu 2+ в растворе могут находиться в незначительном количестве ионы одновалентной меди, образующиеся в результате протекания реакции:
При накоплении в растворе ионов Cu + равновесие будет сдвигаться влево, и металлическая медь будет выпадать в виде осадка.
При недостаточной кислотности раствора сульфат одновалентной меди будет гидролизоваться с образованием Сu(ОН)2 или СuО2
В результате в электролите будут взвешенные частицы металлической меди и оксида меди, которые, включаясь в катодный осадок, делают его темным, шероховатым, а иногда - рыхлым.
Присутствие серной кислоты способствует протеканию реакций окисления одновалентной меди:
Таким образом, серная кислота прежде всего нужна для предупреждения накопления ионов Cu + и гидролиза ее солей.
В сульфатные электролиты меднения иногда вводят поверхностно-активные вещества. Эти вещества вводят для повышения катодной поляризации, что способствует получению более мелкозернистых плотных, иногда блестящих, осадков. Благоприятное действие этих добавок сказывается в том, что они предупреждают образование наростов на краях и выступающих частях деталей. Наилучшими добавками являются декстрин (не более 1 г/л) и фенол или его сульфосоединения (1-10 г/л).
Для получения блестящих медных покрытий предложено большое количество блескообразующих добавок, обеспечивающих зеркальный блеск покрытий, придающих им пластичность и снижающих внутренние напряжения.
При работе с электролитами для получения блестящих медных покрытий особое внимание следует уделять анодам. Анодный процесс растворения меди достаточно сложен и подробно описан в статье.
Взвешенные частицы шлама обычно являются причиной грубого шероховатого осадка. Вообще, медное покрытие особенно склонно к дендритообразованию при меднении с нарушением технологического процесса, к которому относится и присутствие шлама в растворе. Частички шлама становятся при этом центрами кристаллизации и ток, вместо того, чтобы идти на зарождение новых зерен меди, расходуется на обрастание и разрастание этих частиц. Дендриты могут появляться и по другим причинам, одной из которых также является превышение допустимой плотности тока на выступающих частях деталей. Примеры дендритов на медном покрытии приведены на рисунке 2. Пример дендрита на циллиндрическом катоде и поперечный рез такого дендрита приведены на рисунке 3.
Рисунок 2 — Примеры дендритов на медном покрытии.
Рисунок 3 — Пример дендрита на циллиндрическом катоде и поперечный рез такого дендрита.
На качество получаемых блестящих покрытий большое влияние оказывает концентрация ионов Сl - . При пониженной концентрации снижается блеск покрытий и образуются прижоги на острых кромках деталей, при повышенном содержании образуются полосы на покрытиях.
Вредными примесями в медных сульфатных электролитах являются мышьяк, сурьма, некоторые органические вещества, образующие коллоидные растворы, анодный шлам.
Кроме сульфатных, используют фторборатные электролиты. Эти электролиты обладают высокой устойчивостью; получающиеся покрытия плотные и мелкокристаллические, рассеивающая способность электролитов примерно такая же, как у сульфатных. Большая растворимость фторбората меди позволяет применять повышенные плотности тока. Из этих электролитов меднить стальные детали напрямую нельзя; необходим подслой никеля или меди из цианидных электролитов.
2.2 Процессы в щелочных электролитах меднения.
К щелочным электролитам относятся цианидные, пирофосфатные и этилендиаминовые электролиты. Основные достоинства: высокая рассеивающая способность, получение мелкокристаллических осадков, возможность непосредственно меднить стальные детали.
2.2.1 Цианистое меднение.
Довольно распространены цианидные электролиты. Условия осаждения меди из цианидных электролитов существенно отличаются от условий осаждения в кислых электролитах.
В цианидных электролитах медь находится в составе комплексных ионов, степень диссоциации, а, следовательно, и активность ионов меди очень мала. Поэтому потенциал выделения меди в них примерно на 0,9-1,2 В отрицательнее, чем в сульфатных растворах.
При малом количестве цианида аноды пассивируются. При недостаточном количестве свободного цианида, когда происходит пассивация анодов и на них разряжаются ионы ОН - с выделением кислорода, то не весь образующийся кислород выделяется в виде газа, а часть его расходуется на окисление цианида в цианит. Уменьшение содержания цианидов происходит также из-за взаимодействия их с углекислотой воздуха и образования карбонатов (NaCN → Na2CO3 ).
Содержание свободного цианида оказывает на катодный и анодный процессы противоположное влияние: для катодного процесса требуется минимальное содержание цианидов, для анодного - максимальное. При недостатке свободного KCN на анодах образуется зеленоватая пленка CuCN из-за того, что ионы меди не в состоянии перейти в комплексное соединение. Свободная поверхность анода уменьшается, плотность тока растет, и анодное растворение происходит с образованием ионов двухвалентной меди, которые в виде нерастворимого гидрата осаждаются на аноде. При этом аноды пассивируются и наблюдается интенсивное выделение кислорода.
Основными компонентами медных цианидных электролитов являются комплексный цианид меди и свободный цианид натрия. Из приведенных данных видно, что степень диссоциации комплексных ионов очень мала и уменьшается с увеличением содержания CN - в комплексе. Этим, по-видимому, объясняется повышение катодной поляризации при увеличении содержания свободного цианида в электролите.
Содержание меди в электролите во время работы обычно уменьшается вследствие недостаточной растворимости анодов. Снижение концентрации ионов меди в электролитах приводит к образованию пористых осадков. Кроме того, работая с малоконцентрированными медными электролитами, можно применять только пониженные плотности тока.
Постоянным компонентом цианидных электролитов является карбонат. Он накапливается в результате окисления цианида кислородом воздуха, особенно при нагревании:
Присутствие карбонатов в небольших количествах полезно, поскольку при этом повышается электропроводность электролитов. Однако при их накоплении свыше 70 г/л, а в концентрированных - до 140 г/л аноды проявляют склонность к пассивированию, а покрытия получаются пористыми. Карбонаты можно удалять при помощи хлорида бария и вымораживанием, охлаждая электролит до -5 °С. Следует отметить, что карбонаты натрия легче выпадают в осадок, чем калиевые. Сульфаты существенного влияния на процесс электролиза не оказывают.
Введение в электролит депассиваторов, в качестве которых применяют сегнетову соль KNaC4H4O6•4H2O и роданид калия KCNS, позволяет повысить рабочую плотность тока и устранить пассивацию анодов, но при этом следует одновременно повышать температуру электролита.
Высококонцентрированные по меди электролиты, содержащие депассиваторы, позволяют применять высокие плотности тока (до 10 А/дм 2 ) при повышенной температуре и перемешивании. При этом возможно получить выход по току, близкий к 100 %.
Сульфиды, вводимые в электролит, играют роль восстановителя, предупреждая накопление в ванне ионов меди Cu 2+ .
Для замены ядовитых цианидных электролитов применяют пирофосфатные и этилендиаминовые электролиты.
2.2.2 Пирофосфатное меднение.
Из пирофосфатных электролитов получают медные осадки с мелкозернистой структурой. При нанесении тонких слоев осадки получаются гладкими, блестящими или полублестящими. Преимущества пирофосфатных электролитов перед кислыми заключаются в высокой рассеивающей способности и возможности непосредственно проводить меднение стальных деталей в разбавленном пирофосфатном электролите.
Основные компоненты пирофосфатных электролитов меднения: CuSO4 или Сu2Р2О7 и К4Р2О7 или Na4P2O7. В растворах в присутствии Na4P2O7 образуется комплексная соль Na6[Cu(P2O7)2]; при избытке свободного пирофосфата может образовываться Na2[Cu(P2O7)2]. Константы нестойкости комплексов [Сu(Р2О7)2] 6- и [Сu(Р2О7)2] 2- соответственно равны 3•10 -3 и 2•10 -9 .
В щелочных растворах при рН 8 и достаточном избытке свободных ионов Р2О7 4- медь находится преимущественно в виде шестизарядных комплексных ионов [Сu(Р2О7)2]6-.
В пирофосфатные электролиты вводят NH4NO3, который способствует повышению допустимой катодной и анодной плотностей тока и улучшает качество осадков. Из пирофосфатных электролитов можно получать блестящие осадки. В качестве блескообразующих добавок вводят Na2SeO3 совместно с лимонной или триоксиглутаровой кислотой, 2-меркаптотиазол и другие вещества.
При повышенных плотностях тока может происходить пассивация анодов за счет образования на их поверхности труднорастворимой оксидной или солевой пленки.
Катодный потенциал меди в пирофосфатных электролитах имеет более отрицательное значение, чем в кислых. Большая катодная поляризация объясняется пассивированием поверхности катода вследствие адсорбции ионов Р2О7 4- или образования оксидных (Сu2О8) и труднорастворимых соединений (Сu2Р2О7) в виде фазовой пленки.
Предполагают, что выделение меди на катоде из пирофосфатных растворов происходит в результате восстановления двухзарядных комплексов:
образующихся при диссоциации шестизарядных комплексов:
С повышением температуры ускоряется выделение меди, что связано как с ускорением диффузии комплексных анионов к катоду, так и с облегчением их разряда.
Структура осадков меди из пирофосфатного электролита более мелкая, по сравнению с сернокислымирастворами, с ростом плотности тока она укрупняется (рисунок 4)
Рисунок 4 — Микроизображения покрытия после меднения из пирофосфатного электролита при плотности тока 0,5 А/дм 2 (слева) и 1 А/дм 2 (справа).
Анодный выход по току в этих электролитах несколько выше катодного, поэтому при корректировке нет необходимости добавлять медные соли. Анодную плотность тока рекомендуется поддерживать в пределах 2-4 А/дм2. При более низкой плотности тока растворение идет недостаточно быстро, при более высокой - на поверхности анодов образуется труднорастворимая оксидная пленка.
Для предотвращения пассивации анодов должно быть достаточное количество свободных анионов Р2О7 4- и достаточно высокое рН раствора. Повышение температуры способствует отводу продуктов реакции и, следовательно, уменьшению пассивации анодов. Для этой же цели в электролиты вводят депассиваторы, которые способствуют снижению активности ионов Cu 2+ в прианодном слое.
При работе пирофосфатных ванн рекомендуется проводить фильтрацию электролита: для полублестящих осадков - периодически или непрерывно, для блестящих - непрерывно.
Особенностью этилендиаминовых электролитов меднения является возможность непосредственного меднения стальных деталей. Детали в ванну загружают под током плотностью в 3-5 раз превышающей рабочую.
Меднение в домашних условиях

Содержание статьи:
Меднение в домашних условиях – это технологический процесс, позволяющий наносить на металл, а также другие материалы (вольфрам, сталь) слой меди толщиной от 1 до 300 мкм. Покрытие медным слоем обеспечивает хорошую адгезию металла и при увеличении толщины покрытий придает блеск изделиям, устраняет небольшие дефекты, позволяет создавать копии вещи. Удивительно, но все это можно делать и самим. Сегодня мы расскажем, как осуществить меднение металла в домашних условиях.
Гальваника медью в домашних условиях: общие сведения
С технической точки зрения обработка – это электрохимический процесс. В процессе всегда есть два «участника» анод+электролит (источник металла) и деталь.
Технология гальваники медью в домашних условиях достаточно проста. Заключается она в том, что за счет электролита и проводимого через него тока выделяются атомы металла. Они оседают на поверхности, образуя медное покрытие.
Среди основных этапов гальванического меднения в домашних условиях:
- Подготовка поверхности (механическая и химическая).
- Нанесение подслойного покрытия (если необходимо)
- Меднение в соответствующем исходному металлу электролите.
Для декоративного гальванического меднения подойдут электролиты матового и блестящего меднения. После нанесения слоя, можно обработать поверхность в электролитах серебра, золота никеля и т.д.
Необходимые инструменты для меднения в домашних условиях

«Ингредиенты», без которых меднение не состоится, но которые реально подготовить в домашних условиях. Наши гальваники утверждают, что прежде всего, нужны:
- Источник постоянного тока.Выбирается в зависимости от размера изделия.
- Аноды. Анодные пластины выполняют несколько функций. В первую очередь, они подводят в электролит ток, во-вторых, они возмещают убыль металла, уходящего на покрытие изделия.
- Рабочий электролит. Кислотный, щелочной или пирофосфорный раствор. Состав электролита выбирается в зависимости от исходного металла. Необходимо помнить, что любой электролит не универсален и подойдет не для всех работ.
Подготовка материала
Как правильно подготовить простой электролит меднения
Стоит отметить, что гальваника в домашних условиях медью сложна, потому что химические реактивы найти непросто. Компании, реализующие подобные продукты, не продают их без специальных документов. Но вы можете сделать все сами.
Электролит в домашних условиях возможно приготовить только при условии точного соблюдения рецептуры. В состав простейшего электролита входит:
- Дистиллированная вода (или бидистиллят).
- Медный купорос.
- Соляная или другая кислота.
Готовый раствор имеет яркий синий цвет, запаха нет. Допускается наличие некоторого осадка. Важно соблюдать все меры безопасности с химическими реактивами, особенно в домашних условиях: защита рук и глаз в первую очередь. Одежду, на которую случайно мог пролиться раствор, – лучше перевести в разряд дачной.
Хранить такую жидкость лучше в стеклянных бутылках или пластиковых канистрах, а также обязательно указать дату розлива и название раствора. Правильное хранение компонентов избавит вас от возможных проблем. Приготовление электролита должно проходить в чистой пластмассовой или стеклянной посуде.
Подготовка материала для меднения в домашних условиях

Химическое меднение — это альтернатива электрохимическому способу, но не всегда может его заменить. В этом процессе важно тщательно подготовить деталь, бесследно устранив царапины, загрязнения, сколы и т.д. Для того, чтобы обезжирить вещь, можно пускать в ход и чистые растворители, и обезжиривающие растворы.
При этом универсального метода нет – разные виды металла подвергаются очистке по-разному:
- Сталь. Обезжиривать сталь можно раствором, содержащим едкий натрий и едкий калий при 70-90 градусов по Цельсию. Это займет около 20-30 минут. Будьте аккуратны, пользуйтесь вытяжкой.
- Медь и сплавы. Обезжиривание осуществляется едким натрием, нагретым предварительно до 40°, около 10 минут.
- Чугун. Для процесса обезжиривания нужен раствор, содержащий едкий натрий, жидкое стекло, карбонат натрия и фосфат натрия при нагревании до 90°.
- Вольфрам. Меднение вольфрама в домашних условиях начинается с чистки предмета от грязи и прочих дефектов наждачной бумагой.
Техника безопасности при меднении в домашних условиях

Несмотря на возможность гальваники в домашних условиях (меднения), процесс остается опасным. В любом гальваническом процессе задействованы токсичные вещества, способные сильно нагреваться. Поэтому нужно неукоснительно соблюдать меры предосторожности.
Первое правило гальваники медью в домашних условиях – работайте только в нежилом, хорошо проветриваемом помещении. Подойдут такие места, как мастерская или гараж. Второе правило – применяемое оборудование нужно заземлить. Третье – это соблюдение личной безопасности.
Для обеспечения собственной защиты при меднении в домашних условиях нужно:
- Постоянно быть в респираторе, чтобы обезопасить дыхательные пути. лучше всего использовать вытяжку.
- Защитить руки прочными прорезиненными перчатками.
- Надеть специальную форму или клеенчатый фартук, противоожоговую обувь.
- Не забыть очки для безопасности зрительных органов.
- Не приносить в помещение еду и питье.
Перед меднением лучше заранее озаботиться прочтением специализированной литературы по данной теме. Желательно посоветоваться со специалистами данного профиля.
Гальваника в домашних условиях: меднение
Почему в гальванике столь востребована именно медь? Она имеет высокую адгезию (иными словами – сцепление) к самым разным материалам. Это значит, что она превосходно держится на изделиях из стали, вольфрама, не отлетая и не скалываясь.
Медь – красивый яркий металл, внешне напоминает самородки розово-красного оттенка. Материал проводит не только тепло, но и электрический ток – отсюда и высокий спрос в сфере электротехники и приборостроении. Однако чистую медь найти сложно. Чаще она поставляется с различными примесями.
- Отличаются малым сопротивлением, что используется в электротехнике
- Скрывает мелкие недочеты поверхности.
- Быстро окисляется, что используют для получения эффекта «антик».
Технологий меднения существует две. Одна происходит путем погружения изделия в раствор электролиты (с подачей тока или без). Второй же способ – это метод селективного нанесения покрытия без погружения в раствор. Рассмотрим оба.
Метод погружения

В домашних условиях поверхность, подвергаемую гальванике, следует скрупулезно образом обработать. Например, наждачной бумагой и щеточкой. После обязательно обезжирьте деталь и промойте.
- Анодную пластину (можно две) помещают в емкость, которую будем называть ванной. На аноды замыкают положительную клемму.
- Между анодами на любом удобном проводнике подвешивается деталь, к ней подводят отрицательный полюс от блока питания.
- Готовый раствор вливается в ванночку – при этом уровень покрытия должен быть выше, чем расположена деталь.
- После подключения электродов к источнику тока выставляют рабочий ток. Это примерно 1 А/кв.дм. покрытия.
Продолжительность работы зависит от необходимой толщины слоя, обычно от 5 минут.
Покрытие без погружения

Данный способ меднения имеет ограничения – чаще всего он подходит для реставрации поверхности. Таким способом можно нанести только небольшую толщину металла. Нет смысла покрывать таким методом изделия, которые можно меднить в ванне.
Порядок действий при гальваническом меднении в домашних условиях:
- Готовят «тампон» для нанесения покрытия. Берут медный проводник и наматывают кусок искусственной ткани (полиэстер подойдет).
- Противоположный конец проводника подсоединяют к положительной клемме источника напряжения.
- Электролитным раствором наполняют емкость – так удобнее окунать карандаш.
- Деталь аккуратно очищают и обезжиривают, а потом помещают в пустую ванночку. Там изделие подсоединяется к отрицательной клемме.
- Тампон смачивают в растворе. Затем им проводят по поверхности изделия, закрашивая ее постепенно.
Процесс длится до полного покрытия медным слоем изделия.
Особенности гальванопластики в домашних условиях
Гальванопластика — это процесс нанесения меди на проводящую или непроводящую поверхность изделия с последующим снятием покрытия с негативной матрицы. Таким образом можно получить множество очень точных копий с одного изделия. При этом, есть условие: наращивание меди толщиной не менее 200 мкм, чтобы изделие получилось прочным.
Важно учесть, что, если поверхность изделия не имеет свойств проводника, то потребуется больше усилий – а именно, особое предварительное покрытие графитом, серебром или медью. Основным металлом для осуществления гальванопластики считается медь, но можно выращивать матрицы из серебра чистотой 9999.
Обучение гальванике
Можно сделать вывод, что меднение сегодня — это один из наиболее актуальных гальванотехнических процессов, обучиться которому может каждый. Компания «6 микрон» проводит обучение по направлению «Гальваника» для всех желающих! Вы сможете выбрать удобную для Вас программу обучения, которая лучше всего подойдет для гальваники в домашних условиях и не только. Все интересующие вопросы можно задать по телефону или по электронной почте, наши технологи проконсультируют по курсам для обучения.
Видео руководство по меднению деталей в домашних условиях:
Гордиенко Анастасия Вадимовна
Автор материалов
Должность: главный технолог ООО «6 микрон»
Образование: высшее
Опыт работы в гальванике: 13 лет
При оформлении заказа онлайн скидка 10 %!
Наш приоритет — индивидуальный подход к каждому заказу и качество выполняемых работ!
Свойства и применение медных покрытий

Свежеосажденные медные покрытия весьма украшают изделие, особенно при использовании ванн с блескообразователями. Под воздействием атмосферы медь теряет блеск и покрывается темным налетом. Медные покрытия защищают сталь от коррозии только в том случае, если они беспористые. Если в медном покрытии существуют noры, достигающие подложки, то при доступе влаги образуются коррозионные пары, в которых растворимым электродом является стальная подложка, в результате чего появляются язвы под покрытием, приводящие к его отслоению.
Медные покрытия применяют в основном как подслой перед никелированием при нанесении многослойных (Cu—Ni—Сг) покрытий. Медь и медные покрытия можно химически и электрохимически окрашивать в разные цвета, что используется при отделке ювелирных и галантерейных изделий.
Функциональные медные покрытия применяются для защиты стали от цементации. Очень хорошая электропроводность меди широко используется в электротехнике и электронике. Примером этого служат волноводы и печатные платы. Очень интересной областью является электролитическое изготовление медных форм для производства изделий из пластмасс. Художественная промышленность использует меднение для получения точных копий ценных резьб, медальонов и т. д.
Развитие гальванической металлизации пластмасс увеличило заинтересованность медными покрытиями в равной мере как в виде тонких проводимых слоев, получаемых без использования электрического тока методом восстановления, так и в виде толстых электролитических покрытий, образующих первый слой при наложении многослойных покрытий.
Электролиты меднения
Основные виды электролитов для электролитического меднения —цианидные и кислые (предпочтительно сульфатные). Пирофосфатиые, фторборатные и аминосульфоновые ванны применяют для специальных целей.
Сульфатные ванны. С появления гальванотехники и до настоящих дней пользуются заслуженным признанием из-за их простого состава, легкости обслуживания и катодного выхода по току, достигающего 100 %.
Ниже приведены примеры кислых ванн:
Ванна
1
2
CuSO4•5H2O, г/л
180—220
60—80
H2SO4, г/л
40—60
180—200
Ванна 1: универсальна. Для гальванопластических процессов применяют более концентрированные ванны и нередко содержащие органические добавки, измельчающие зерно и противодействующие образованию наростов, в особенности создающих трудности при образовании толстых покрытий. Среди этих добавок чаще всего упоминают желатин, столярный клей, декстрин, вытяжку из мыльного корня, фенолсульфоновую кислоту, тиомочевину, этиловый спирт и т. д.
Ванна 2: применяется для меднения печатных схем с металлизованными отверстиями. Она характеризуется значительно меньшим содержанием меди и большой концентрацией серной кислоты. Желательно присутствие хлоридов, ~30 мг/л. В промышленности в ванну этого типа вводят специальные органические добавки.
Запасную ванну моют очень тщательно, ополаскивают 5 %-ной серной кислотой, а также проточной и деминерализованной водой, сначала вливают половину необходимой воды, нагревают ее до 50 °С и добавляют сульфат меди при непрерывном перемешивании. После полного растворения сульфата отфильтровывают его в рабочую ванну, которая очищается также, как и запасная, и добавляют порциями серную кислоту при непрерывном перемешивании. Фирменные ванны, содержащие специальные блескообразующие добавки, составляют в соответствии с пожеланиями производителя. Запасная и рабочая ванны должны иметь облицовку из твердой резины или поливинилхлорида. Для скоростного осаждения меди необходима установка для перемешивания сжатым воздухом, пропущенным через маслофильтр. Механическое загрязнение в ванне удаляется с помощью фильтрационного насоса. Это очень важно в гальванопластике в случае нанесения очень толстых покрытий. Ванну нагревают погруженными нагревателями, находящимися в керамическом кожухе.
В сульфатных ваннах, эксплуатируемых при комнатной температуре без перемешивания, плотность тока составляет 1,0—1,5 А/дм2. В ваннах, перемешиваемых воздухом, можно проводить меднение при 5 А/дм2, а при нагреве до 40 °С — даже при 10 А/дм2.
Значительным шагом вперед в области меднения была разработка кислых ванн с блескообразователями.
Эксплуатация сульфатных ванн. Самым простым способом эксплуатации является поддержание концентрации основных составляющих, исходя из результатов химического анализа. Важны также наблюдения за ванной, выполненные обслуживающим персоналом.
Шероховатость покрытий и образование наростов вызывается загрязнением ванны твердыми частицами. Действенным средством является фильтрование ванны. Чересчур большая плотность тока и низкая температура дают порошковидные и пригоревшие покрытия.
При очень малой концентрации серной кислоты ухудшается кроющая способность ванны и аноды покрываются темным налетом, приводящим к снижению плотности тока за несколько минут после включения. Поэтому необходимо добавить чистой серной кислоты, а если это не поможет, то следует увеличить подачу кислоты, пока аноды не перестанут покрываться налетом. Если аноды имеют очень блестящий и кристаллический вид, то это свидетельствует об избытке серной кислоты. Часть ванны отливают в меньшую ванну, нагревают до 50 °С и добавляют карбонат меди до нейтрализации ванны, после чего отфильтровывают в рабочую ванну.
Очень важной проблемой является хрупкость медного покрытия, что особенно болезненно чувствуют специалисты, занятые в гальванопластике. Причина лежит в органических, загрязнениях, часто присутствующих в ваннах с добавками желатина, казеина, столярного клея, вытяжки мыльного корня и других веществ, вводимых с целью снижения опасности образования наростов. Эффект таков, что наростов становится меньше, но в ванне накапливаются продукты распада органических веществ, что отрицательно сказывается на механических свойствах покрытия, они преимущественно охрупчиваются. С целью удаления вредных органических загрязнений следует добавлять активированный уголь «Carbopol S-extra». Уголь не следует добавлять прямо в рабочую ванну, а им следует заполнить фильтр, как это описано в главе о никелировании.
Сульфатные ванны характеризуются большой стабильностью по высоким катодному и анодному выходам по току. Но это не означает, что можно в течение длительного времени не дополнять ванны основными составляющими, которые уносятся изделиями из ванны. Доливание через определенное время воды приводит к чрезмерному разбавлению ванны, что равноценно снижению проводимости. Следовательно, необходимо через определенное время проверять плотность ванны ареометром и в случае необходимости доливать свежий раствор, составленный из сульфатов меди (50 г/л) и концентрированной серной кислоты (5 см3/л).
Очень опасно загрязнение ванны для меднения соляной кислотой, что проявляется, между прочим, в зеленом налете на анодах. Соляная кислота попадает в ванну преимущественно из-за неосторожности обслуживающего персонала. Ее устранение в условиях мастерской практически невозможно, и при сильном загрязнении ванну следует заменить новой. Следовательно, нельзя применять для приготовления кислотной сульфатной ванны городскую, сильно хлорированной воду. В крайнем случае необходимо такую воду обесхлорить.
Медные аноды
Медные анодовы разделены на аноды для кислой и щелочных ванн. Это особенно важно, так как не существует универсальных анодов, в одинаковой степени пригодных для работы в кислых и щелочных ваннах. Аноды для кислых ванн содержат 0,03—0,07 % Р, который препятствует образованию шлама — одной из причин шероховатости покрытий.
Медные аноды изготовляют в виде пластин толщиной 5, 7, 10 и 15 мм, шириной 100, 150, 200 и 300 мм, длиной 500, 600, 700, 800, 900 и 1000 мм. Кроме того, производятся прутки эллиптического сечения длиной 300— 2000мм.
Можно также применять аноды в виде кубиков размерами 25×25 (5—15) мм. Такие кубики в титановых коробках применяют в кислых ваннах. В заказах следует использовать стандартные обозначения.
Примеры обозначения: «Медный анод MIG/K, кубик 15» — означает кубик толщиной 15 мм для кислой ванны; «Медный анод MIG/K 5X300X1000» —анод в виде пластины толщиной 5 мм, шириной 300 мм и длиной 1000 мм для кислой ванны; «Медный анод MIG500» — анод в виде 500 мм прутка эллиптического сечения для щелочных ванн.
Удаление медных покрытий
Примеры растворов для удаления медных покрытий.
В ванне 1, содержащей, г/л: 250 СгО3 и 100 (NH4)2SO4, медь удаляют с поверхности стали химическим методом. Ванна работает при комнатной температуре до полного удаления меди. Ванна 2, содержащая, г/л: 100 NaCN, 50 NaOH, применяется для удаления меди с поверхности стали, причем изделия завешиваются как аноды, а катодами служат стальные пластины; температура — комнатная, напряжение ~ 6 В.
Омеднённая сталь
Ключевым фактором изготовления качественного омеднённого штыря заземления или омеднённого проводника является создание на стальной заготовке крепкого однородного медного покрытия необходимой толщины с минимальными примесями.
При этом основными характеристиками добротного омеднения являются:
Для достижения необходимых показателей используется не простое химическое осаждение в насыщенном растворе, а электролитическое осаждение .
Пластичность покрытия
Высококачественное медное покрытие гарантирует отсутствие трещин и расслоений при деформации штыря заземления, которое может возникнуть при монтаже в грунт.

Адгезия ("прилипание") к основе
Высокая величина адгезии медного покрытия к стальной основе обеспечивает отсутствие расслаивания покрытия при больших механических нагрузках, например, при погружении штыря заземления в грунт.
Такая адгезия позволяет выдавливать резьбу на штырях после омеднения с применением техники проката, что обеспечивает сохранение толщины медного слоя на резьбе (250 мкм), которую невозможно сделать, используя технологию создания резьбы ДО омеднения.
Толщина медного слоя
Для штырей заземления требуется толщина слоя не менее 250 мкм (0,25 мм). Такая величина характеризует механическую стойкость покрытия - во время погружения штыря оно подвержено трению и сцарапыванию твердыми элементами в грунте, в результате чего толщина меди уменьшается.
Оставшийся слой должен гарантировать срок службы штыря заземления не менее 30 лет в агрессивных грунтах (100 лет в обычных грунтах).

Испытания медного покрытия
Была проведена серия испытаний медного покрытия штырей
производства GALMAR (Польша) с одновременным сравнением его качества
с качеством покрытия на штырях других производителей.
В конце ролика показан штырь заземления с полностью разорванным медным покрытием при деформации штыря. Такое повреждение влечет за собой возникновение в месте оголения стали очага электрохимической коррозии между двумя металлами с высокой разницей потенциалов. Сталь полностью разрушается примерно за 2-3 года.
Причинами появления такого дефекта являтся: нарушение технического процесса, неквалифицированный технический персонал на производстве, удешевление изготовления недопустимыми методами.
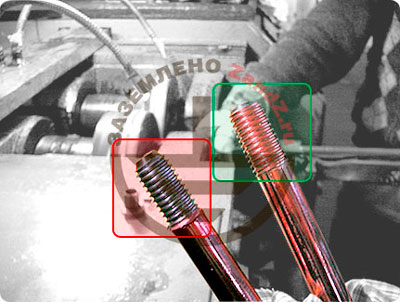
Данное испытание дополняет первое.
Оно показательно описывает надежность "прилипания" медного покрытия к стальной основе. В конце ролика показан сравниваемый с оригинальным штырь, у которого произошло отслаивание покрытия по всей площади (что наблюдается и в первом испытании).
Последнее испытание моделирует монтаж омеднённого штыря в каменистом грунте, когда на покрытие оказывается очень большое механическое воздействие: острые края камней, сцарапывающих медь.
Наглядно показано, что тонкий слой меди легко сцарапывается, оголяя сталь (подробнее о последствиях - в комментарии к первому ролику). Толстый слой меди проявляет себя как "мыло" при снятии с пальца застрявшего кольца. За счет своей мягкости такой слой не позволяет острой кромке камня проникать глубоко в покрытие, заставляя его скользить по поверхности штыря.
Омедненная сталь и заземление

Заземление является целенаправленным электрическим соединением элемента электроустановки или оборудования с заземлителем. Заземляющее устройство представляет собой ряд проводниковых элементов, состоящих в контакте с нулевым потенциалом земли. Используются заземлители с целью обеспечения эффективной и безопасной работы электрооборудования, а также для осуществления молниезащиты. При выборе материала заземлителя важными параметрами являются удельное электрическое сопротивление проводника (чем ниже сопротивление, тем эффективнее устройство), приемлемая цена и достаточная долговечность. То есть, токопроводящие свойства заземляющего устройства обязаны обеспечить безопасную эксплуатацию оборудования на протяжении всего срока службы. Это значит, что материал должен обладать не только хорошей проводимостью, но и быть коррозионностойким.
ГОСТ Р 50571.5.54-2013/МЭК 60364-5-54:2011 пункт 542.2.1 оговаривает, что типы, материалы и размеры заземляющих электродов должны обеспечивать коррозионную и необходимую механическую прочность на весь срок службы. В таблице 5.54 этого ГОСТ приводятся минимальные размеры электродов и из наиболее распространённых коррозионностойких материалов. Несмотря на высокую механическую прочность, чёрные стали быстро подвергаются разрушению в грунте (до 7 лет). Такой материал в процессе взаимодействия с агрессивной средой приобретает неравномерную структуру, наблюдается увеличение объёма. На поверхности стали образуется рыхлая оболочка, которая значительно снижает контакт элемента с грунтом. В итоге возрастает сопротивление растеканию тока. В связи с этим недопустимо применение чёрных металлов.
На сегодняшний день для исключения разрушения заземлителя используют медные проводники, нержавеющие материалы или токопроводящие коррозионностойкие покрытия, нанесённые на чёрную сталь. Последний вариант является более дешёвым и при этом весьма эффективным, поскольку переменный электрический ток растекается преимущественно по поверхности проводника. Нанесение на поверхность чёрного металла слоя с большей электропроводностью уменьшает сопротивление растеканию тока во всем проводнике. Например, покрытие чёрного металла цинком или медью, может увеличить проводниковые свойства стального заземляющего устройства до 6 раз.
Рассмотрим основные достоинства и недостатки перечисленных материалов.
Элементы систем заземления из нержавеющей стали: стержень, полоса, проволока
Нержавеющая сталь представляет из себя материал, устойчивый к взаимодействию с окружающей средой (коррозионностойкий). Такие свойства обусловлены наличием в стали хрома. При этом его содержание должно быть не менее 12,5%, тогда потенциал стали становится положительным, что препятствует коррозии. Помимо этого хром, окисляясь, формирует на поверхности стали пассивный слой оксида хрома (Сr2O3). Для увеличения антикоррозионных свойств сталь легируют никелем, молибденом, азотом. Также данные материалы обладают высокими значениями прочности. Срок службы «нержавейки» может достигать 100 лет.
Оцинкованные стальные элементы систем заземления: стержень, полоса, проволока
Широкое распространение получило применение оцинкованной стали, которая является более дешёвым материалом, чем «нержавейка». Цинк обладает достаточно низким удельным сопротивлением (0,059 Ом∙мм2/м). Цинковое покрытие наносят на чёрный металл методом горячего оцинковывания, его толщина составляет 0,080 мм.
В паре цинк-сталь цинк является более электрохимически активным материалом, следовательно, начинает разрушаться раньше, чем стальная основа. При введении оцинкованного заземлителя в агрессивную среду (в частности – почву), цинк будет постепенно растворяться, защищая чёрную сталь от коррозии. И даже глубокие царапины, образование которых возможно на поверхности электрода в процессе монтажа, не могут привести к быстрому появлению ржавчины. Пока слой цинка будет сохраняться вокруг места повреждения, коррозия распространяться не будет. Естественный же процесс окисления цинка является очень длительным. Применяют оцинкованные заземлители в кислых и нейтральных средах. Срок службы изделия может составлять более 30 лет.
Медные элементы систем заземления: стержень, полоса, проволока
Медь – цветной металл, главными отличительными характеристиками которого являются высокая электропроводимость, пластичность, коррозионная стойкость, хорошая обрабатываемость. Данный металл обладает очень низким удельным сопротивлением. Оно составляет всего 0,0175 Ом∙мм2/м. Единственными недостатками меди являются её относительно высокая цена и низкая прочность по сравнению со сталью. Полностью медные стержни достаточно легко гнутся при погружении их в грунт. Для избежания этих проблем и увеличения его срока службы готового изделия, применяют медь в качестве высокопроводящего покрытия.
Медное покрытие наносят на чёрную сталь электрохимическим методом. Сущность электрохимического омеднения стали заключается в следующем: стальной стержень (катод) подключают к минусу источника тока, а медные пластинки (анод) – к плюсу. Электроды помещают в раствор электролита, содержащий соль меди. Под действием электрического тока положительно заряженные ионы меди Сu2+ движутся к аноду (стальной основе заземлителя) и оседают на его поверхности в виде чистого металла. Полученный материал называют омеднённой сталью.
Омеднённое покрытие характеризуются высоким сцеплением с разными металлами, высокой пластичностью и электропроводностью. Кроме того, омеднённая сталь обладает большей прочностью, чем медь.
Адгезия меди к стали выше, чем у цинка, поэтому даже при значительных механических нагрузках отслаивания меди от основы не наблюдается. Толщина медного покрытия, как правило, составляет 0,250 мм.
Омеднённый заземлитель обладает рядом преимуществ в сравнении с оцинкованным. Дело в том, что медь является менее электрохимически активным (достаточно взглянуть на ряд напряжения металлов) материалом, чем цинк и сталь. Поэтому в паре медь-сталь быстрее разрушается сталь, и пока вся она не разрушится медное покрытие остается целым. При достаточной толщине медное покрытие служит дольше, чем оцинкованное, являясь более эффективным и коррозионностойким.
Омеднённая сталь получила широкое распространение на практике, как материал для изготовления заземлителей. Стальные стержни, с нанесённым на них медным покрытием можно применять в любых условиях. Срок службы омеднённой стали в качестве заземлителя превышает 35 лет.
Читайте также: