Сталь с высокой пластичностью
Обновлено: 28.04.2024
Под технологической пластичностью понимается способность стали подвергаться горячей и холодной пластической деформации (обработке давлением).
Технологическая пластичность зависит от химического состава и структурного состояния стали.
В сталях важнейшее влияние на пластичность в холодном состоянии оказывает содержание углерода и способ раскисления.
Для глубокой вытяжки применяют стали с содержанием углерода до 0,1% (для крыльев и кузовов автомобилей, например, применяют стали 08кп или 08пс). При С=0,2-0,3% возможны гибка и незначительна вытяжка, а при С=0,35-0,45% только гибка большого радиуса.
Кроме углерода на степень деформационного упрочнения стали, а, следовательно, сопротивление пластическому деформированию оказывают влияние легирующие элементы, которые располагаются в следующей последовательности: Si, Cr, Ni, Mn. Поэтому для глубокой вытяжки используют «кипящие» (раскисленные Mn) и «полуспокойные» (раскисленные Mn, Al) стали.
Штампуемость сталей (способность к вытяжке) оценивают по технологической пластичности (δ) и по отношению σ0,2/σВ. Рекомендуемое отношение σ0,2/σВ =0,55-0,65. Еще одним фактором, влияющим на холодное деформирование, является размер зерна, который должен быть не более 5 балла, т.е. средний диаметр не должен превышать 65мкм. К этой группе в соответствии с ГОСТ 10702-78 относятся низкоуглеродистые и легированные стали, из которых изготавливают детали кузовов автомобилей, корпуса бытовых и промышленных приборов, посуда, емкость и другие штампуемые изделия.
Свариваемость стали
Сварку широко применяют в жилищном и промышленном строительстве, судостроении, мостостроении, строительстве газо – и нефтепроводов и т.д.
Детали машин, которые изготавливаются из конструкционных сталей различной прочности (углеродистые и легированные, мартенситно-стареющие, трипстали, цементуемые и улучшаемые) обычно сварке не подвергаются.
Зато строительные, судостроительные и арматурные стали должны обладать высокой свариваемостью, под которой понимают количество допускаемых способов сварки, при которых реакция свариваемых материалов на термодеформационный цикл не приводит к появлению пор, непроваров, трещин. Причем особенно опасны трещины, возникающие в шве или околошовной зоне, из-за градиентов возникающих напряжений. Такие трещины могут быть горячими или холодными. Первые называют еще и кристаллизационными. Они возникают, главным образом, в сварном шве в момент его кристаллизации, когда шов находится в полутвердом (кристаллы + жидкость) состоянии. Чем дольше металл находится в таком состоянии, тем больше вероятность появления горячих трещин. Элементы, расширяющие интервал между ликвидус и солидус, повышают чувствительность к горячим трещинам (например, углерод). Холодные трещины возникают в результате мартенситного превращения. Поэтому легирующие элементы, способствующие переохлаждению аустенита до Mн в зонах, нагретых выше критических температур, вызывают появление холодных трещин, как и повышенное содержание углерода, увеличивающего объемный эффект мартенситного превращения.
Таким образом, химический состав стали, а особенно повышенное содержание углерода - важнейший фактор, определяющий свариваемость сталей.
Влияние содержания углерода, легирующих элементов и примесей характеризуются углеродным эквивалентом, который определяют по различным формулам, дающим близкие результаты.
Согласно ГОСТ 27772-88 углеродный эквивалент СЕ определяют по формуле:
СЕ=С+Mn/6+Si/24+Cr/5+Mo/4+Ni/40+Cu/13+V/14+P/2, где символы - массовые доли элементов в % . При СЕ≤0,35 – сварка не вызывает затруднений, при СЕ=0,35-0,6- сварка должна проводиться с соблюдением мер предосторожности, при СЕ > 0,6 – вероятность возникновения трещин велика.
Строительные стали.
Это стали с содержанием углерода меньше 0,22-0,25%, повышение прочности которых достигается легированием дешевыми элементами – марганцем и кремнием.
В России установлены семь основных классов прочности σт =225МПа, 285МПа, 325МПа, 390МПа, 440МПа, 590МПа, 735МПа.
Сталь σт ≥225Мпа называют сталью нормальной прочности. Это, как правило, углеродистые горячекатаные стали (Ст3, Ст3пс, Ст3кп).
Стали трех следующих классов называют сталями повышенной прочности. Это низколегированные стали - С285 (Ст3Гпс), С345 (09Г2С), С390 (14Г2АФ), а также стали для автодорожных и железнодорожных мостов (ГОСТ 6713091)-15ХСНД с σт =345МПа и 10ХСНД с σт =390МПа.
Прокат из низколегированных строительных сталей поставляется после горячей прокатки и имеет ферритно-перлитную структуру, но в ряде случаев листовой прокат для повышения хладостойкости подвергается термообработке – нормализации или улучшению.
Стали с σт ≥440 МПа называют сталями высокой прочности, к ним относятся стали с карбонитридным упрочнением С440 (16Г2АФ) и С550 (18Г2АФ), которые подвергаются нормализации с нагревом до 890-950 0 С, в результате чего выделяются карбонитриды диаметром 10-100мкм, что и увеличивает предел текучести, а также закаленно - отпущенные экономнолегированные стали 12Г2СМФ, 14Х2ГМР с σт =590МПа и 12ГН2МФАЮ, 12ХГН2МФБАЮ, с σт =735-785МП, которые подвергаются закалке в воду с 890-920 0 С и отпуску при 650-680 0 С.
Сталь с высокой пластичностью
Технологическая пластичность - способность металла подвергаться горячей и холодной пластической деформации.
В горячем (аустенитном) состоянии большинство сталей обладают высокой пластичностью, что позволяет получать фасонный прокат и поковки без дефектов (трещин, разрывов и т. п.). Более того, горячей обработкой давлением (в сочетании с последующим отжигом) измельчают микроструктуру, устраняют литейные дефекты и, формируя волокна вдоль контура поковок, создают благоприятно ориентированную макроструктуру. В результате этого горячедеформированный металл в отличие от литого имеет примерно в 1,5 раза более высокую конструкционную прочность.
Высокий запас технологической пластичности необходим листовым сталям, предназначенным для холодной штамповки. Технологическая пластичность зависит от химического состава стали, ее микроструктуры и контролируется параметрами механических свойств. Способность стали к вытяжке при холодной штамповке определяется концентрацией углерода. Чем она меньше, тем легче идет технологический процесс вытяжки. Для глубокой вытяжки содержание углерода в стали ограничивают при возможны только гибка и незначительная вытяжка, а при - изгиб большого радиуса.
Микроструктура стали должна состоять из феррита с небольшим количеством перлита. Выделение по границам зерен структурно свободного (третичного) цементита строго ограничивается во избежание разрывов при штамповке. Лучше всего деформируется сталь с мелким зерном, соответствующим номеру по ГОСТ 5639 — 82. При большем размере зерна получается шероховатая поверхность в виде так называемой апельсиновой корки, при меньшем - сталь становится слишком жесткой и упругой. Также нежелательна разнозернистая структура, поскольку она способствует неравномерности деформации и образованию трещин.
Контролируемыми параметрами механических свойств стали являются относительное удлинение 5 и отношение Чем больше 5, ниже , следовательно, меньше отношение (рекомендуется равным тем выше способность низкоуглеродистых сталей к вытяжке.
Для глубокой, сложной и особосложной вытяжки используют малопрочные высокопластичные стали всех видов раскисления. Их поставляют в виде тонкого холоднокатаного листа,
подвергнутого рекристаллизационному отжигу при температуре 650-690 °С.
Широко применяют кипящие стали Способность этих сталей хорошо штамповаться обусловлена низким содержанием углерода и почти полным отсутствием кремния, который сильно упрочняет феррит и затрудняет его деформируемость. Для глубокой вытяжки чаще всего используют сталь Из нее штампуют детали кузова автомобиля, корпуса приборов и другие детали сложного профиля.
Кипящая сталь из-за повышенной газонасыщенности склонна к деформационному старению. В связи с этим для холодной штамповки используют сталь, микролегированную ванадием или алюминием Ванадий и алюминий связывают примеси внедрения (азот, кислород) в прочные химические соединения и препятствуют развитию деформационного старения. Применяются также полуспокойные и спокойные стали которые, несмотря на меньшую пластичность, обладают более высокой стабильностью свойств.
Свариваемость - способность получения сварного соединения, равнопрочного с основным металлом. Для образования качественного соединения важно предупредить возникновение в сварном шве различных дефектов: пор, непрова-ров и, главным образом, трещин. Характеристикой свариваемости данного металла служат количество допускаемых способов сварки и простота ее технологии.
Свариваемость стали тем выше, чем меньше в ней углерода и легирующих элементов. Влияние углерода является определяющим. Углерод расширяет интервал кристаллизации и увеличивает склонность к образованию горячих трещин, которая тем больше, чем дольше металл шва находится в жидком состоянии. Причина холодных трещин - внутренние напряжения, возникающие при структурных превращениях, особенно мартенситном, в результате местной закалки (подкалки). Увеличивая объемный эффект мартенситного превращения, углерод способствует также образованию холодных трещин. В связи с этим высокой свариваемостью обладают стали, содержащие до 0,25% С. К ним относятся углеродистые стали , а также низколегированные, применяемые для изготовления различных металлоконструкций: стали для трубопроводов, мостостроения, вагоностроения, судостроения стали с карбонитридным упрочнением, применяемые для мостов, металлоконструкций цехов, кранов, резервуаров и др. (ГОСТ 19282 — 73). Эти стали содержат небольшие добавки ванадия в сочетании с повышенным содержанием азота (до Введение этих элементов способствует образованию дисперсных карбоннтридных фаз, измельчающих зерно. В результате повышается прочность стали и понижается температура перехода в хрупкое состояние. Это дает возможность применять такие стали в районах с холодным климатом. При добавлении меди (буква Д в марке) стали приобретают повышенную стойкость к атмосферной коррозии.
Сварка всех этих сталей при толщинах до 15 мм не вызывает затруднений. Сварка таких же сталей больших толщин и в термически упрочненном состоянии требует подогрева и термической обработки. При сварке углеродистых и низколегированных сталей, содержащих более 0,3% С, возникают затруднения из-за возможности закалки и охрупчивания околошовной зоны. Сварка высокохромистых и хромоникелевых сталей в связи с неизбежными фазовыми превращениями в металле требует специальных технологических приемов - снижения скорости охлаждения, применения защитных атмосфер и последующей термической обработки.
Стали с высокое технологической пластичностью и свариваемостью
Высокий запас технологической пластичности необходим листовым сталям, предназначенным для холодной штамповки. Технологическая пластичность зависит от химического состава стали, ее микроструктуры и контролируется параметрами механических свойств. Способность стали к вытяжке при холодной штамповке определяется концентрацией углерода. Чем она меньше, тем легче идет технологический процесс вытяжки. Для глубокой вытяжки содержание углерода в стали ограничивают 0,1% при 0,2-0,3% возможны только гибка и незначительная вытяжка, а при 0,35-0,45%С - изгиб большого радиуса.
Микроструктура стали должна состоять из феррита с небольшим количеством перлита. Выделение по границам зерен структурно свободного (третичного) цементита строго ограничивается во избежание разрывов при штамповке. Лучше всего деформируется сталь с мелким зерном, соответствующим 7-8 номеру по ГОСТ 5639 — 82. При большем размере зерна получается шероховатая поверхность в виде так называемой апельсиновой корки, при меньшем - сталь становится слишком жесткой и упругой. Также нежелательна разнозернистая структура, поскольку она способствует неравномерности деформации и образованию трещин.
Контролируемыми параметрами механических свойств стали являются относительное удлинение Ω и отношение Ωт/Ωв. Чем больше Ω, ниже Ωт, следовательно, меньше отношение Ωт/Ωв. (рекомендуется равным 0,55-0,66) тем выше способность низкоуглеродистых сталей к вытяжке.
Для глубокой, сложной и особосложной вытяжки используют малопрочные Ωв=280-330МПа высокопластичные δ=33-45% стали 05,08,10 всех видов раскисления. Их поставляют в виде тонкого холоднокатаного листа,
Широко применяют кипящие стали 05кп, 08кп, 0,10кп. Способность этих сталей хорошо штамповаться обусловлена низким содержанием углерода и почти полным отсутствием кремния, который сильно упрочняет феррит и затрудняет его деформируемость. Для глубокой вытяжки чаще всего используют сталь 08кп. Из нее штампуют детали кузова автомобиля, корпуса приборов и другие детали сложного профиля.
Кипящая сталь из-за повышенной газонасыщенности склонна к деформационному старению. В связи с этим для холодной штамповки используют сталь, микролегированную ванадием 08Фкп или алюминием 08Юкп. Ванадий и алюминий связывают примеси внедрения (азот, кислород) в прочные химические соединения и препятствуют развитию деформационного старения. Применяются также полуспокойные и спокойные стали 08пс и 08 которые, несмотря на меньшую пластичность, обладают более высокой стабильностью свойств.
Влияние величины зерна на механические свойства стали
Увеличение размера зерна аустенита незначительно влияет на прочностные свойства стали, но сильно снижает ее пластичность, ударную вязкость, усталостную долговечность. С уменьшением же размера зерна, как правило, повышается прочность, пластичность и вязкость. Поэтому лучшими механическими свойствами характеризуются мелкозернистые стали.
Основы термической обработки
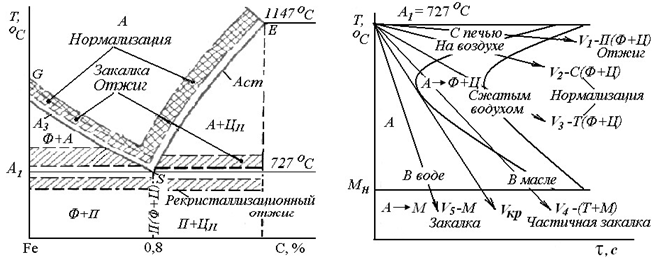
Термическая обработка представляет собой процесс, состоящий из трех основных операций: нагрева, выдержки и охлаждения. Получаемая структура и механические свойства стали обусловливаются теми структурными превращениями, которые происходят при нагреве - в соответствии с диаграммой состояния железо-углерод (рис. 3.4, а) и при охлаждении - в соответствии с диаграммой изотермического распада аустенита (рис. 3.4, б).
А б
Рис. 3.4. Виды термической обработки стали У8 в зависимости от температуры
нагрева (а) и скорости охлаждения (б)
В зависимости от температуры нагрева по отношению к критическим точкам АС1, АС3 и Aсm (табл. 3,1) термическая обработка подразделяется на полную, неполную и низкотемпературную (рис. 3.4, а), а в зависимости от скорости охлаждения – на отжиг, нормализацию и закалку (рис. 3.4, б).
Таблица 3.1. Температуры критических точек некоторых сталей
| Марка стали | 40Х | 45Г2 | У8 | У10 | У12 | 9ХС | ХВГ |
| А1, О С | |||||||
| А3, Aсm, О С | - |
Отжиг
Отжиг - разупрочняющая термическая обработка, состоящая из нагрева до температуры выше фазовых превращений, выдержки и медленного охлаждения (с печью) до заданных температур (например, для стали до 500-600 О С) и далее на воздухе. Отжиг проводят с целью перекристаллизации структуры стали и максимального ее разупрочнения перед пластической деформацией или механической обработкой резанием.
Полный отжигпреимущественно применяется для доэвтектоидныхсталей. Он состоит из нагрева выше температуры А3 на 30-50 О С (см. рис. 3.4, а), выдержки и медленного охлаждения (с печью) до 500-600 О С и далее на воздухе на структуру, состоящую из феррита и перлита (рис. 3.5, а).
Полный отжиг для заэвтектоидных сталей с нагревом выше Аcm не применяется, так как он приводит к образованию карбидной сетки, которая сильно повышает хрупкость стали (см. рис. 2.4, в).
Неполный отжиг преимущественно применяется для заэвтектоидных сталей. Он состоит из нагрева выше температуры A1, но ниже Асm и приводит к образованию структуры зернистого перлита (см. рис. 2.4, г). Охлаждение должно быть медленным, чтобы обеспечить сфероидизацию и коагуляцию образовавшихся карбидов при охлаждении до 650-620 О С. Структура зернистого перлита характеризуется низкой твердостью, высокой пластичностью и вязкостью.
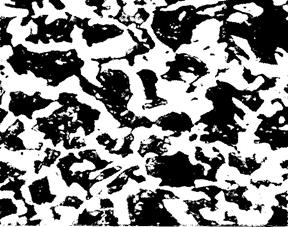

Рис. 3.5. Микроструктура (феррит и перлит) стали 40 после полного отжига (а) и нормализации (б)
Нормализация
Нормализация - термическая обработка, состоящая из нагрева выше температур АС3 или Асm на 30-50 О С (см. рис. 3.4, а), выдержки и охлаждения на воздухе. Нормализацию проводят с целью устранения крупнозернистой структуры стали, полученной после литья или горячей деформации.
По сравнению с отжигом при нормализации доэвтектоидной стали образуется более дисперсная (измельченная) феррито-перлитная структура (рис. 3.5, б), характеризующаяся несколько более высокой прочностью и твердостью. Для заэвтектоидных сталей нормализация применяется с целью устранения цементитной сетки.
Рекристаллизационный отжиг(см. рис. 3.4, а)для снятия наклепа (деформационного упрочнения) после холодной пластической деформации. Для низкоуглеродистых сталей, чаще подвергаемых холодной деформации (листовой штамповке, волочению), рекристаллизационный отжиг проводится при температурах 680–700 О С с последующим охлаждением на воздухе. При отжиге стали происходит рекристаллизация феррита, а также протекают процессы коагуляции и сфероидизации цементита.
Закалка
Закалка – упрочняющая термическая обработка стали, состоящая из нагрева выше температур фазового превращения на 30-50 О С, выдержки и охлаждения со скоростью выше критической VКР (см. рис. 3.4, б) с целью получения мартенситной структуры. Закалку углеродистых сталей обычно проводят в воде, а легированных – в масле.
Мартенсит, образующийся после закалки стали, представляет собой упорядоченный пересыщенный твердый раствор углерода в α-Fe с объемноцентрированной тетрагональной (ОЦТ) решеткой (рис. 3.6).
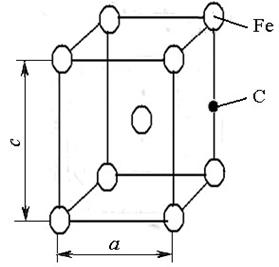
Рис. 3.6. Кристаллическая ячейка мартенсита – ОЦТ
(тетрагональность с/а>1)
В процессе превращения кристаллическая решетка мартенсита когерентно сопряжена с кристаллической решеткой аустенита по определенным кристаллографическим плоскостям. При этом вследствие разности объемов аустенита и мартенсита возникают значительные напряжения, вызывающие повышение плотности дислокаций до 10 11 10 12 см -2 с появлением многочисленных субграниц, двойников, дислокационных сплетений, в совокупности обусловливающих высокую твердость и хрупкость мартенсита.
В кристаллах мартенсита атомы углерода преимущественно располагаются вдоль оси [001], вызывая тетрагональность (с/а1), которая служит структурным признаком мартенсита: есть тетрагональность – есть мартенсит, нет тетрагональности – есть феррит.
Мартенситная диаграмма
Мартенситное превращение (см. рис.3.4, б) происходит при скорости охлаждения стали больше критической (V ≥ VКР) в температурном интервале МН-МК (рис.3.7), когда ГЦК решетка аустенита по бездиффузионному (сдвиговому) механизму превращается ОЦТ решетку мартенсита без изменения концентрации углерода и легирующих элементов.
а б
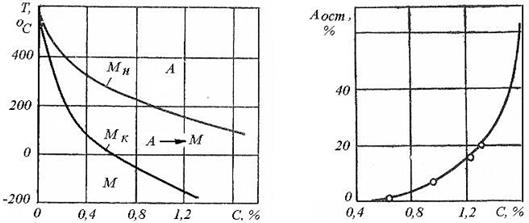
Рис. 3.7. Диаграмма мартенситного превращения (а) и влияниие концентарации углерода на количество остаточного аустенита (б)
Из рис. 3.7,а видно, что с увеличением содержания углерода температуры начала МН и окончания МК мартенситного превращения понижаются, и при содержании углерода C > 0,6% температура МК лежит в области отрицательных температур. Поэтому после закалки в структуре таких сталей содержатся остаточный аустенит (АОСТ), количество которого увеличивается (рис. 3.7,б) с повышением содержания углерода и легирующих элементов в стали.
Мартенситное превращение происходит в условиях непрерывного охлаждения стали: если охлаждение остановить, то мартенситное превращение прекратится. Кристаллы мартенсита имеют форму реек, видимых под микроскопом в виде игл (рис.3.8, а).
а - мартенсит б - м артенсит и феррит
Рис. 3.8. Микроструктура доэвтектоидной стали после полной (а)
и неполной (б) закалки. х500
Закалка подразделяется на полную, с нагревом выше А3 или Асm, и неполную, с нагревом в интервале А1-Асm.
Доэвтектоидные стали преимущественно подвергают полной закалке на структуру мартенсита (рис.3.8, а). Неполная закалка для этих сталей с нагревом в интервале А1-А3 не применяется, так как приводит к образованию структуры, состоящей из мартенсита с включениями феррита-мягкой структурной составляющей, снижающей твердость и износостойкость изделия (рис.3.8, б).
Заэвтектоидные стали подвергают только неполной закалке на структуру матренсит+зернистый цементит+ Аост.
Преимущества неполной закалки заэвтектоидной стали:
-наличие в структуре глобулярного цементита обеспечивает высокую твердость, прочность и достаточно высокую пластичность;
-меньшее количество остаточного аустенита, которого в стали содержится после неполной закалки 5-7 %, а после полной – 10-15 %;
-уменьшение окисления и обезуглероживания поверхности изделия; -снижение уровня закалочных напряжений; -экономия энергии.
Частичная закалка происходит при скорости охлаждения, меньшей критической, то есть в случае пересечения кривой охлаждения только первой ветви С-образной кривой (см. рис.3.4, б). Полученная структура троостомартенситная (рис.3.9), которая приводит к некоторому снижению твердости.
Виды и марки стали
Сталь - это сплав железа и углерода с другими элементами, содержание углерода в нём не более 2,14%.
Наиболее общая характеристика - по химическому составу сталь различают:
углеродистую сталь (Fe – железо, C – углерод, Mn – марганец, Si — кремний, S – сера, P – фосфор). По содержанию углерода делится на низкоуглеродистую, среднеуглеродистую и высокоуглеродистую. Углеродистая сталь предназначена для статически нагруженного инструмента.
легированную сталь - добавляются легирующие элементы: азот, бор, алюминий, углерод, фосфор, кобальт, кремний, ванадий, медь, молибден, марганец, титан, цирконий, хром, вольфрам, никель, ниобий.
По способу производства и содержанию примесей сталь различается:
сталь обыкновенного качества ( углерода менее 0,6%) - соответствует ГОСТ 14637, ГОСТ 380-94. Ст0, Ст1, Ст2, Ст3, Ст4, Ст5,Ст6. Буквы «Ст» обозначают сталь обыкновенного качества, цифры указывают на номер маркировки в зависимости от механических свойств. Является наиболее дешёвой сталью, но уступает по другим качествам.
качественная сталь ( углеродистая или легированная ) - ГОСТ 1577, содержание углерода обозначается в сотых долях % - 08, 10, 25, 40, дополнительно может указываться степень раскисления и характер затвердевания. Качественная углеродистая сталь обладает высокой пластичностью и повышенной свариваемостью.
Низкоуглеродистые качественные конструкционные стали характеризуются невысокой прочностью и высокой пластичностью. Из листового проката стали 08, 10, 08кп изготавливают детали для холодной штамповки. Из сталей 15, 20 делают болты, винты, гайки, оси, крюки,шпильки и другие детали неответственного назначения.
Среднеуглеродистые качественные стали (ст 30, 35, 40, 45, 50, 55) используют после нормализации и поверхностной закалки для изготовления таких деталей, которые обладают высокой прочностью и вязкостью сердцевины (оси, винты, втулки и т. д.)
Стали 60 — стали 85 обладают высокой прочностью, износостойкостью, упругими свойствами. Из них изготавливают крановые колёса, прокатные валки, клапаны компрессоров, пружины, рессоры и т.д.
высококачественная — сложный химический состав с пониженным содержанием фосфора и серы — по ГОСТу 19281.
Также сталь делится по применению :
а) строительная сталь — углеродистая обыкновенного качества. Обладает отличной свариваемостью. Цифра обозначает условный номер состава стали по ГОСТу. Чем больше условный номер, тем больше содержание углерода, тем выше прочность стали и ниже пластичность.
Ст0-3 — для вторичных элементов конструкций и неответственных деталей (настилы, перила, подкладка,шайбы)
Ст3 используют для несущих и ненесущих элементов сварных и несварных конструкций и деталей, которые работают при положительных температурах. ГОСТ 380-88.
Стандартом качества предусмотрена сталь с повышенным количеством марганца (Ст3Гсп/пс, ст5Гсп/пс).
б) конструкционная сталь — ГОСТ 1050
Углеродистые качественные конструкционные стали используются в машиностроении, для сварных, болтовых конструкций, для кровельных работ, для изготовления рельсов, железнодорожных колёс, валов, шестерен и других деталей грузоподъёмников.Ц ифры в маркировке означают содержание углерода в десятых долях процента.
Ст20 — малонагруженные детали, такие как валики, копиры, упоры,
Ст35 — испытывающие небольшие напряжения (оси, тяги, рычаги, диски, траверсы, валы),
Ст45 (ст40Х) — требующие повышенной прочности (валы, муфты, оси, зубчатые рейки)
Конструкционные легированные стали используют для гусениц тракторов, изготовления пружин, рессор, осей, валов, автомобильных деталей, деталей турбин и др.
в) инструментальная сталь — применяется для режущего инструмента, быстрорежущая сталь для холодного и горячего деформирования материла, для измерительных инструментов, на производство молотков, долот, стамесок, резцов, свёрлов, напильников, бритв, рашпилей.
У7, У8А (цифра- десятые доли процента по содержанию углерода). Углеродистые стали выпускают качественными и высококачественными. Буква «А» означает высококачественную углеродистую инструментальную сталь.
г) легированная сталь — универсальная сталь, содержащая специальную примесь. Содержание кремния более 0,5%, марганца более 1%. ГОСТ 19281-89. Если содержание легирующего элемента превышает 1 - 1,5%, то оно указывается цифрой после соответствующей буквы.
низколегированная сталь — где легирующих элементов до 2,5% (09Г2С, 10ХСНД, 18ХГТ). Низколегированную сталь можно использовать в условиях крайнего севера, от -70 град С. Низколегированную сталь отличает большая прочность за счёт более высокого предела текучести,что важно для ответственных конструкций.
среднелегированная (2,5 -10%),
высоколегированная (от 10 до 50%)
Сталь 09Г2С применяется для паровых котлов, аппаратов и ёмкостей, работающих под давлением и температурой от минус 70, до плюс 450град; её используют для ответственных листовых сварных конструкций в химическом и нефтяном машиностроении, судостроении.
Сталь 10ХСНД используют для сварных конструкций химического машиностроения, фасонных профилей в сдостроении, вагоностроении.
18ХГТ применяют для деталей, работающих на больших скоростях при высоком давлении и ударных нагрузках.
д) сталь особого назначения — сталь с особыми физическими свойствами. Она применяется в электротехничсеской промышленности и точном судостроении.
На свариваемость стали влияет степень её раскисления. По степени раскисления сталь классифицируется:
спокойная сталь (ст3сп) — полностью раскисляется с минимальным содержанием шлаком и неметаллических примесей,
полуспокойная сталь (ст3пс) — по характеристикам качества схожа со спокойной сталью,
кипящая сталь (08кп) — неокисленная сталь с высоким содержанием неметаллических примесей. ГОСТ 1577.
В зависимости от нормируемых характеристик , сталь подразделяют на категории: 1, 2, 3, 4, 5. Категории обозначают химический состав, механические свойства при растяжении, ударную вязкость)
Например, категория 1 — химический состав не нормируемый, категория 3 — нормируется ударная вязкость при температуре +20. Для марки ст0 не нормируется ни химический состав, ни предел текучести.
Читайте также: