Стальное литье по выплавляемым моделям
Обновлено: 13.05.2024
Применяется для стального литья, а также для получения отливок из цветных металлов и их сплавов при небольших размерах деталей (например, детали швейных машин, режущий инструмент сложной формы из очень твердых материалов, детали ружей, мелкие детали счетных машин). Этот метод обеспечивает очень высокую степень точности до ±0,005 мм на 25 мм длины отливки, после которого почти не требуется механической дообработки.
Сущность метода состоит в том, что модель изготавливается из легко–плавких материалов: стеарина, парафина, воска, канифоли или чаще из смеси этих материалов.
После получения формы при просушке и прокалке этих форм, модель в форме расплавляется и состав ее выливается из формы, таким образом форма получается неразъемная, цельная, что и обеспечивает высокую точность отливок. Формовочная смесь состоит из мелкого пылевидного песка, небольшого количества каолина и водного раствора жидкого стекла (Na2O·SiO2), т.е. представляет сметанообразную массу. Парафино-стеариновая модель, изготовленная в специальных прессформах для получения формы, погружается в эту смесь. В результате на поверхности модели образуется тонкая корка формы (толщиной 0,5÷2 мм), которая присыпается мелким песком.
Такая готовая форма с моделью внутри в течение 5–6 часов сушится на воздухе, а затем помещается в специальный сушильный шкаф литниковой системой вниз, где при t до 200°С модель расплавляется и вытекает из формы. Для упрочнения формы, она затем помещается в печь, где прокаливается при t3800–900°C. При этом остатки состава модели выгорают. Чтобы форма не разрушалась во время заливки металла ее ставят в специальные ящики из листвой стали и засыпают песком. Литниковая система обычно делается после получения самой формы. Причем в силу малых размеров деталей несколько форм блокируют и соединяют в общую литниковую систему. После заливки жидкого металла в такую форму и затвердения его, форма разрушается.
Для лучшего отделения формовочной смеси от отливки, отливку погружают в щелочные растворы, где формовочная смесь растворяется и окончательно отделяется от отливки.
Пресс формы изготавливают из пластичных сплавов, цветных металлов, обжимая и спрессовывая их на специальную модель из стали, называемой эталоном при Р = 1,5÷2 атм (0,15…0,2 МПа).
Технологический процесс изготовления отливок литьем по выплавляемым моделям состоит из следующих основных операций.
Изготовление моделей
Модельный состав, состоящий из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др., в пастообразном состоянии запрессовывают в прессформы (рисунок 2.5, а). В качестве материала прессформ в зависимости от вида производства используют гипс, пластмассы, легкоплавкие металлы, сплавы, сталь или чугун. После затвердевания модельного состава прессформа раскрывается и модель (рисунок 2.5, б) выталкивается в ванну с холодной водой.
Рисунок 2.5 – Последовательность операций процесса литья по выплавляемым моделям:
1 – прессформа; 2 – модельный состав; 3 – модель; 4 – модельный блок;
5 – емкость с керамической суспензией; 6 – специальная установка для обсыпки; 7 – кварцевый песок; 8 – бак с водой; 9 – устройство для нагрева воды; 10 – электрическая печь; 11 – оболочки; 12 – жаростойкая опока;
13 – ковш с расплавленным металлом
Сборка модельных блоков
Для этого модели собирают в модельные блоки (рисунок 2.5, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, механически скрепляя или склеивая их. Одновременно ведется отливка литниковой системы.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 25 мм и крепят к нему модели. Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
Покрытие моделей огнеупорной оболочкой
Модельный блок погружают в керамическую суспензию, налитую в емкость (рисунок 2.5, г), с последующей обсыпкой кварцевым песком в специальной установке (рисунок 2.5, д). Используемая керамическая суспензия состоит из огнеупорных материалов (пылевидный кварц, тонкоизмельченный шамот, электрокорунд и другие материалы) и связующего (гидролизованный раствор этилсиликата).
Затем модельные блоки сушат 22,5 ч на воздухе или 20 – 40 мин в среде аммиака. На модельный блок наносят 46 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Выплавление модельного состава из форм производят в горячей воде (80 – 90°С) (рисунок 2.5, е). При выдержке в горячей воде в течение нескольких минут модельный состав расплавляется, всплывает на поверхность ванны, откуда периодически удаляется для нового использования.
Подготовка литейных форм к заливке
После извлечения из ванны оболочки промывают водой и сушат в шкафах (1,52 ч при 200°С). Затем оболочки ставят вертикально в жаростойкой опоке, вокруг засыпают сухой кварцевый песок и уплотняют его, после чего форму направляют в электрическую печь (рисунок 2.5, ж), в которой ее прокаливают (не менее 2 ч при 900 – 950°С).
В печи частички связующего спекаются с частичками огнеупорного материала, влага испаряется и остатки модельного состава выгорают.
Заливка расплавленного металла из ковша производится сразу же после прокалки в горячую литейную форму (рисунок 2.5, з).
Охлаждение отливок.
После охлаждения отливки форму разрушают. Отливки отделяют от литников и для окончательной очистки направляют на химическую очистку, затем промывают проточной водой, сушат, подвергают термической обработке и контролю.
Участки литья по выплавляемым моделям имеются на многих судостроительных и машиностроительных заводах. На них изготовляют сложные по конфигурации стальные отливки, получение которых другими способами или с применением механической обработки невозможно или привело бы к значительному усложнению технологического процесса и удорожанию продукции. К таким отливкам относятся в основном различные мелкие детали: турбинные лопатки, крыльчатки, решетки, распылители, угольники, кронштейны, рукоятки, ключи и другие детали высокой точности.
Электрошлаковое литье (ЭШЛ) – это способ получения фасонных отливок в водоохлаждаемой металлической литейной форме – кристаллизаторе, основанной на применении ЭШЛ расходуемого электрода. Применяется для получения точных крупных стальных (спец. сплавов) отливок ответственного назначения (фасонные элементы аппаратуры, работающие под давлением).
Сущность заключается в том, что приготовление расплава (плавка) совмещено по месту и времени с заполнением литейной формы Vраспл. = Vкристал.
Стальное литье по выплавляемым моделям
Литье стали по выплавляемым моделям - это метод получения стальных отливок, который обеспечивает получение изделий высокого качества.
Точное литье по выплавляемым моделям
Литье по выплавляемым моделям подразумевает получение сложных по форме отливок со следующими свойствами:
1. масса отливки составляет от нескольких грамм до десятков кг;
2. стенки имеют толщину от 0,5 мм и выше;
3. отливка отличается высокой точностью размеров.

Благодаря подобным характеристикам получаемых деталей, метод литья стали по выплавляемым моделям практически не требует последующей мехобработки. Это значит, что деталь будет получена почти за один технологический процесс. Благодаря этому значительно снижается стоимость получения готового изделия.
Заказ литья стали по выплавляемым моделям
1. Для размещения заказа на точное литье стали по выплавляемым моделям нам необходим чертеж или эскиз изделия с указанием необходимого количества.
2. Мы посчитываем стоимость литья на одно изделия, исходя из количества. Также подсчитывается цена пресс-формы, которая необходима для литья. Стоимость оснастки зависит от объема изделий. Пример приведен ниже.
3. После согласования цены и заключения договора начинаем работу:
1) изготавливается пресс-форма – 100% оплата;
2) выполняется литье стали, чугуна, бронзы, латуни или алюминия по выплавляемым моделям. Оплата отливок идет по схеме 50% - предоплата, 50% - по уведомлению о готовности.

4. При необходимости отливки могут быть подвержены термообработке и гальванопокрытию: отжиг, цинкование, фосфатирование, никелирование, хромирование, электрополирование.
5.. Отправляем отлитые детали заказчику. Доставку выполняем транспортной компанией в любой город России: Москва, Владивосток, Санкт-Петербург, Тула, Нижний Новгород, Пенза, Челябинск, Рязань, Ярославль, Мурманск, Липецк, Белгород, Курск, Ставрополь, Красноярск, Севастополь, Ставрополь, Владимир, Орел, Воронеж, Самара, Саратов, Ростов-на-Дону, Томск, Симферополь, Киров, Ижевск и другие.
Если литье стали нужно доставить поблизости, к примеру, Чебоксары, Ульяновск, Кстово, Казань, Саранск, Набережные челны, то можем выполнить доставку собственными силами. Но объем заказа на стальные отливки в этом случае должен быть значительным.
Какие материалы отливаем
Методом выплавляемого литья мы отливаем изедия:
1. из практически всех марки чугунов от СЧ15 до ВЧ50, включая износостойкие;
2. обычные углеродистые стали ст20, ст30, ст35, ст45;
3. высоколегированные стали, жаропрочные и нержавеющие стали: 15Х14НЛ; 12Х18Н10ТЛ.
4. почти все марки бронзы, латуни и алюминия.

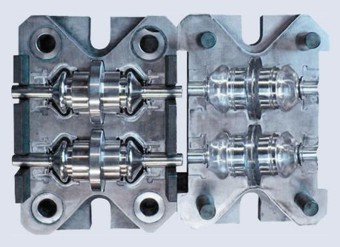
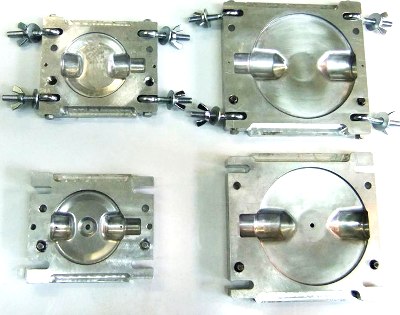
Добрый день. Есть ли у Вас возможность изготавливать такие детали? Материал 12х18н10т. Нужно точное литье нержавеющей стали по выплавляемым моделям.
Если да, то хотелось бы узнать, как у Вас все это происходит (Заказ), сколько будет стоить например оснастка, либо какая минимальная партия должна быть, чтобы оснастка была бесплатная?
Изготавливать можем. Стоимость литья и оснастки посчитаем. Какой необходим объем?
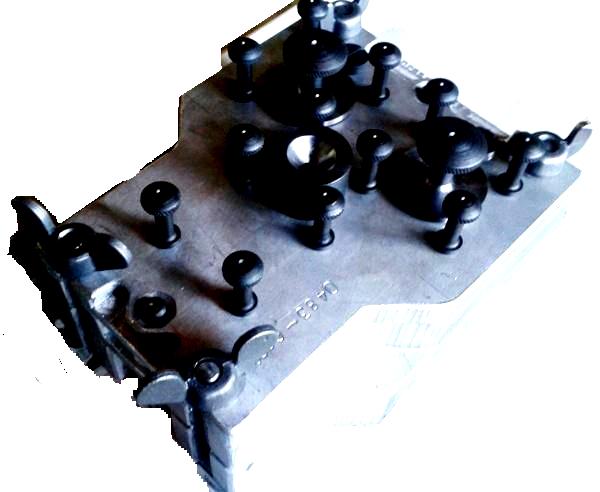
Вам нужна:
Гайка РОТ без фланца 1-40 Поворотная?
Вентиль криогенный прямой Ду 40 (ВПК)?
Вентиль криогенный прямой Ду 40 (ВПК-40) Модель?
Две другие детали на фото тоже нужны?
Просим сообщить количество на каждую позицию.
Стоимость оснастки будет зависеть от объема, так как если объем большой, то нужно делать многоместную оснастку. Если объем будет небольшой, то хватит и одноместной оснастки. Соответственно стоимость оснастки может разниться в несколько раз. Но трудоемкость литья при одноместной оснастке несколько возрастает.
Какие требования к литью - чистота поверхности? Чертеж не литейный. Для точного обсчета желательны чертежи или образцы. На фото видна резьба - ее нужно делать мехобработкой после литья.
После уточнения данных вопросов выдается коммерческое предложение. Это может быть и прайс-лист на литье по выплавляемым моделям, если изделий много. Далее заключается договор, и мы приступаем к изготовлению отливок.
Втулка бронзовая браж
Основным направлением деятельности является производство литейных сплавов на основе алюминия по ГОСТ1583-93, на основе меди (бронзы, латуни) по ГОСТ1020-97, ГОСТ614 и лигатуры на основе алюминия и меди, а также возможно изготовление сплавов по техническим условиям заказчика. В состав литейного завода входят плавильно-заливочный участок и участок по подготовке и сортировке шихтовых материалов. Литье из бронзы: -Бронзовый круг -Бронзовый слиток -Бронзовая труба -Бронзовый шестигранник -Бронзовые втулки, вкладыши бронзовые, шайбы и т.д. У нас можно заказать втулки бронзовые браж9-4, изготовленные разными методами. Основной – центробежное литье.
Фундаментные болты по чертежам, ГОСТ, и din
Фундаментные болты по чертежам, ГОСТ, и din Болт фундаментный 2.1 М24х720 ст.40Х, кп 8.8 ГОСТ 24379.1-2012 (комплект: 1 шпилька ст.40Х, кп.
Комплект кулачок и защелка d22 оцинкованный
Комплект кулачок и защелка d22 оцинкованный Комплект кулачок, защелка D-22mm, D-27mm . — комплект фурнитуры на двери, ворота фургона Газель, Полуприцеп, Камаз.
Изделия чугунного литья
Изделия чугунного литья Предприятие специализируется на литейном производстве, механической обработке металлических изделий, сборке металлоконструкций любой сложности. Люка, дождеприемники, запорная арматура, чугунные.
Литье стали по ЛГМ и ХТС. Низкие цены
Литье стали по ЛГМ и ХТС. Гарантированная низкая цена на пробную партию до 1000 отливок. Стоимость последующих партий согласовываем по.
Стальное литье
Производим стальные отливки по следующим технологиям:
по газифицируемым моделям ЛГМ;
по выплавляемым моделям ЛВМ ;

Литье стали
Проектная мощность цеха - 200 тонн отливок в год. Марки стали: 10Л, 20Л, 30Л, 40Л, 45Л, 40ХЛ, 30ХГСЛ, нержавеющие стали 5НГМЛ, 40ХНГМЛ, 15Х23Н18Л, 15Х18Н9ТЛ, 20Х25Н19С2Л, 40Х24Н12СЛ, 75Х24Н2Л, 06ХН28МДТ, 20Х13, 10Х17Н13М2Т, 08Х18Н10Т, 14Х17Н2, 40Х13, 30Х13, 12Х17, 15Х25Т, 95Х18, 15Х14НЛ и другие. Литье металлов по выплавляемым моделям дает возможность получить отливки наиболее высокого качества.
Завод точного литья ООО "РМП" серийно выпускается литье для разных отраслей промышленности:
комплектующие для опалубки стен, колон, перекрытий;
запасные части для автомобиля КАМАЗ;
Запчасти для автомобиля МАЗ
детали для троллейбуса;
втулки из бронзы для подшипников скольжения;
для генераторов тракторов;
замок клиновой литой;
детали для газовой арматуры;
фурнитура для фургонов;
крепление для канатных дорог;
Завод точного стального литья оснащен двумя плавильными печами емкостью тигеля 160 кг, карусельной шприц-машиной для изготовления восковых форм, проходной печью для спекания металлов.
Точное стальное литье обеспечивает получение отливок от нескольких грамм до 100 кг.
Инструментальное производство
Изготавливает всю необходимую технологическую оснастку:
- модельную оснастку и прессформы для литейного производства;

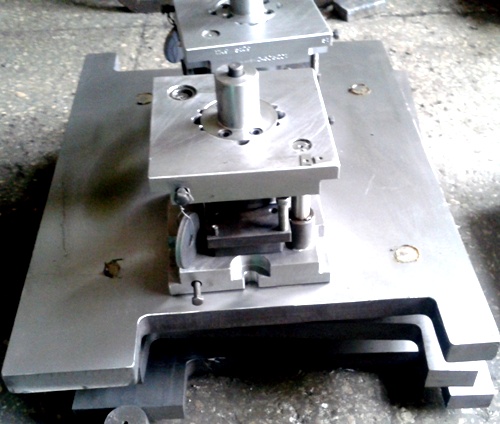
пресс-формы для литья пластмасс;
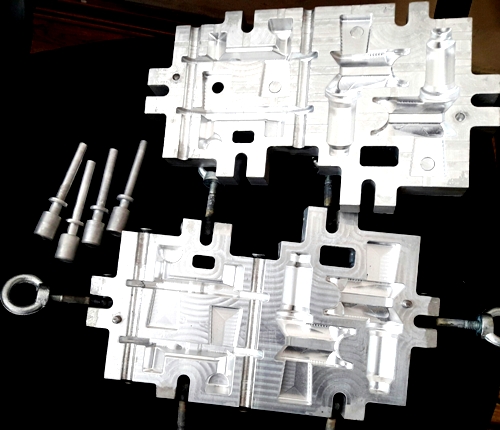
пресс-формы для литья стали по ЛГМ и ЛВМ;
оснастка для чугунного литья;
- литья бронзы, алюминия, латуни, нержавейки.

Для производства пресс-форм применяются пятикоординатные станки.
Металлургические услуги
Литейное производство стальных, чугунных и бронзовых заготовок.
Выполняется способом точного литья ЛГМ, ЛВМ, под давлением. Технологии по выплавляемым и газифицируемым моделям предполагают изготовление литейных моделям.
1. Они получаются при помощи пресс-форм, которые получаются при помощи пенополистирольных или восковых материалов.
2. Спецмашиной материал задувается в прессформу, застывает.
3. модели достаются.
4. Они покрываются литейной краской и сушатся.
5. Модели устанавливаются в форму, засыпается песчаной смесью.
6. Затем в процессе выплавления и разливки металла в формы модель в зависимости от технологии литья выжигается или выплавляется, замещаясь металлом: сталью, чугуном, нержавейкой или иным металлов.
7. Отливка остывает и достается из формы.
8. Для придания отливки требуемых качеств поверхности, ее подвергают дробеструйной или пескоструйной обработке.
9. проводится термообработка.

Вакуумное литье жаропрочных сталей
нержавеющие стали 10Х18Н11БЛ, 10Х18Н9Л, 12Х18Н10ТЛ, жароупорные 35Х18Н24С2Л, в том числе материалы из других марок.
Круги из сплава ЖС6У
методом точного литья в вакууме отливок из марки ЖС6У
14Х17Н2 (ЭИ268), 25Х13Н2 (ЭИ474), 40Х10С2М (ЭИ107), 18Х12ВМБФР-Ш (ЭИ993-Ш), 40Х9С2 (ЭСХ8), 15Х11МФБ, 03Х14ГНФ-ВИ, 10Х12Н3М2ФА(Ш), 20Х12ВНМФ (ЭП428), 15Х11МФ, 15Х12ВНМФ (ЭИ952), 13Х11Н2В2МФ-Ш
(ЭИ961-Ш), 07Х16Н6 (ЭП288), 18Х11МНФБ (ЭП291), 12Х11В2МФ (ЭИ756), 06Х12Н3Д, 1Х11МФ, 20Х20Н14С2 (ЭИ211), 10Х9МФБ (ДИ82), ХН57ВКЮТМБЛ (ЖС6У), ХН78Т, ХН77ТЮР
Сплавы применяют для изготовления ответственных и нагруженных деталей, которым необходимо работать при в тяжелых условиях высоких температур.
Литье бронзы с мехобработкой по чертежам
Оказываем услуги по литью бронзы с последующей механической обработкой по предоставленным эскизам и чертежам. Обеспечиваем точное соответствие марки бронзы или латуни заказываемому материалу. Возможна как предварительная мехобработка так и окончательная обработка с требуемой шероховатостью. Изготавливаем бронзовые втулки, латунные цилиндры, круги из бронзы, вкладыши, точное литье бронзы по чертежам.
Втулки из бронзы
Литье втулок из бронзы с предварительной мехобработкой - готовое изделие, оно находит применение во многих отраслях промышленности. Заказать у нас - это умно, ведь у нас низкие цены и быстрое изготовление.
Литье чугуна
Направление нашего чугунолитейного производства - литье из чугуна на заказ.
Принимаем заказы на серийные отливки.

Чугунное литье позволяет получать заготовки или уже готовые детали, которые можно использовать в разных отраслях промышленности. Мы отливаем изделия из чугуна, применяя разные методы.
Серый чугун с пластинчатым графитом в соответствии с действующим ГОСТ 1412-85:
1. СЧ10; 2. СЧ15; 3. СЧ18; 4. СЧ20; 5. СЧ21; 6. СЧ24; 7. СЧ25; 8. СЧ30; 9. СЧ35;
Высокопрочный чугун с шаровидным графитом в соответствии с действующим ГОСТ 1412-85.
1. высокопрочный чугун ВЧ35; 2. ВЧ40; 3. ВЧ50; 4. ВЧ60; 5. ВЧ70; 6. ВЧ80;8. ВЧ100.
Специальный легированный чугун со специальными свойствами:
1. износостойкий чугун ЧХ1, ЧХ2, ЧХ3,ЧХ16, ЧХ28, ЧХ32
2. жаростойкий чугун ЖЧХ, ЖЧС, ЖЧЮ, ЖЧН, ЧХ22С, ЧХ28, ЧХ32, ЧХ28Н2, ИЧХ28Н2
3. маломагнитный чугун НЧГ, МЧГ, НЧН, МЧН;
4. коррозионно-стойкий чугун КЧХ, КЧС, КЧЮ, КЧГ, КЧН;
5. хладостойкий чугун ХЧН.
Антифрикционный чугун АЧС1, АЧС2, АЧС3, АЧС4, АЧС5, АЧС6, АЧВ1, АЧВ2, АЧК1, АЧК2;
Чугун с вермикулярным графитом ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45.
Чугун ковкий по ГОСТ 1215-79 КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5.
Материалы, применяемые при литье стали по выплавляемым моделям ЛВМ
- Чугун марки СЧ 20, СЧ25 по ГОСТ 141285.
- Углеродистые стали марок 20Л, 25Л, 30Л, 35Л, 45Л по ГОСТ 977-88.
- Низколегированные стали марок 30ГЛ, 35ГЛ, 40ХЛ, 20ХН3Л, 20ГСЛ, 110Г13Л, 15Х14НЛ.
- Высоколегированных сталей марок 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, 07Х20Н25М3Д2ТЛ, 10Х18Н9Л, 16Х18Н10СЧТЮЛ
- Медные, бронзовые и латунные сплавы.
- Бронза Бр05Ц5С5 ГОСТ 613-79.
- ЛЦ16К4 ГОСТ 17711-93 и т.д.
Для чугуна могут применяться различные способы:
1. точное литье по газифицируемым моделям. Позволяет получить за невысокую цену сравнительно высокое качество литья;
2. по выплавляемым моделям. Представляет вариант точного литья, но уже по более дорогой цене, ведь приходится использовать пресс-формы с созданием специальных моделей, которые при литье будут выплавляться;
3. в песчаные формы или в землю. Он не позволяет получить точную форму отливки, могут оставаться раковины, прибыли. Поэтому специально закладывают толщину, которая обрабатывается путем мехобработки.
4. в жидкие самоотвердевающие смеси;
6. в оболочковые формы.
После получения чугунных отливок производится мехобработка для получения детали с необходимыми размерами.
Прецизионные сплавы точное литье
Производство сложных сталей и сплавов
Жаропрочное и жаростойкое литье, отливки и оснастка для печей
ХН78Т, ХН77ТЮ, ХН77ТЮР, ХН60МЮВТ, ХН51КВМТЮБ, 36НХТЮ5М, 45Х14Н14СВ2М, ХН55МБЮ (ЭИ435, ЭИ437А, ЭИ437Б, ЭП741)
Литье по выплавляемым моделям жаропрочных сплавов в вакуумных печах с навеской до 150 кг, диаметром до 800 мм.
Литье нержавеющей стали.
Центробежное литье бронзы, латуни, стали и чугуна.
Отливки из стали с требованиями чертежей.

Литьё по газифицируемым моделям – технология, которая позволяет создавать отливки по точности сравнимые с отливками по выплавляемым моделям, но затраты сопоставимы в землю.
Литье из бронзы, алюминия, цинка, цам-4
Отливки из цам, алюминия, бронзы, латуни и других металлов и сплавов.
Производство втулки из бронзы.

Литье пластмассы
Изготовление прессформ и литейных форм, литье пластмассы: пластика, ПВД, ПНД, полипропилен, полиэтилен.
Мехобработка по чертежам
Выполняем полный спектр механических работ по обработке заготовок из стали, чугуна, алюминия, бронзы и иных материалов.
На предприятии применяется высокопроизводительное и точное оборудование производителей, как Feintool, WAFIUS, BUSTRONIK,SODIK, AGIE, HERMLE, HEKERT, ZEIS, SIG, TOS, ROSLER, DISA, Красный" пролетарий.
В механических цехах задействовано:
- 1600 единиц металлообрабатывающих станков, в т.ч.:
- 8 единиц обрабатывающих центров для обработки корпусных деталей с
размерами рабочего стола 630х800мм и максимальными размерами заготовки 700x800x500;
- 101 единица плоскошлифовальных станков;
- 28 единиц внутришлифовальных станков;
- 34 единицы круглошлифовальных станков ;
- 4 единицы шлицешлифовальных станков;
- 10 единиц зубофрезерных станков;
- 6 единиц зубострогальных станков;
- 2 единицы зубодолбежных станков;
- 4 единицы шлицепротяжных станков;
- 3 единицы шлицефрезерных автоматов;
- 2 единицы зубофрезерного оборудования;
- 240 единиц токарно-винторезных станков (универсальных и ЧПУ(CNC));
- 128 единиц вертикально-фрезерных станков;
- 80 единиц горизонтально-фрезерных станков;
- 4 единицы строгально-фрезерных станков (размерами обрабатываемых деталей 4000x1250x1120);
- 2 единицы плоскошлифовальных станков для обработки деталей размером 1000х4000х500мм.
- 82 единицы термического оборудования;
- 80 единиц прессового оборудования усилием от 25т до 1000т;
- 20 единиц оборудования для переработки пластмасс;
- 5 единиц холодновысадочного оборудования;
- 1 единица горизонтально-горячековочной машины;
- 6 единиц гильотинных ножниц для резки листов от 0,5мм до 20мм, шириной от 2000мм до 4000мм.
3.1 Оборудование для обработки деталей типа втулки из бронзы, тормозной барабан, ступица:
- 12 единиц универсальных винторезных станков (максимальный диаметр обработки 800мм, длина 4000мм);
- 4 единицы горизонтальных токарных станков с числовым программным управлением (максимальный диаметр обработки до 800мм);
- 2 карусельных станка (максимальный диаметр обработки 1250мм, высота 1000мм);
3.2 В гальванических цехах установлено следующее оборудование:
- 1 линия фосфатирования для деталей длиной до 5000мм;
- 1 линия химического оксидирования для деталей длиной 5000мм;
- 1 линия хромирования для деталей длиной до 5500мм;
- 1 линия цинкования для деталей длиной до 1000мм.
Цех литья бронзы, латуни и алюминия, цам м иных цветных сплавов
4 Чугунолитейный цех и его характеристика
Производственная мощность - 20000 тонн отливок в год.
Марки чугунных отливок:
- серый чугун СЧ20, СЧ 25;
- чугун высокопрочный с шаровидным графитом марок ВЧ 45, ВЧ 50, ВЧ60;
Завод чугунного литья оснащен оборудованием: Плавильное оборудование:
- вагранка производительностью 10 т/час - 2ед.;
- индукционные печи ИЧТ-10, емкостью тигля 10 т - 2 ед.;
- индукционная печь ИСТ-1/0,5, емкостью тигля 1т- 1 ед.;
- индукционная печь ИСТ-0,16, емкостью тигля 0,16 т - 1 ед.;

- автоматическая формовочная линия КВ-301 (изготовлена по лицензии 1 Kunkel Wagner с размерами опок в свету 1100х750х300мм) - 1ед.; На этой линии можно делать отливки тормозных барабанов и ступиц.
- автоматическая линия безопочной формовки Disarnatik (мод.2013) с размерами пакета 480x600x125 - 2 ед.; На этой линии можно делать
тормозные барабаны, диски и ступицы для легковых автомобилей.
- формовочные машины модели 703М для изготовления полуформ в опоках с размерами 910х600хх200/1300 - 2 ед.;
- посты ручной формовки позволяют изготавливать отливки в опоках с размерами в свету: 1600x1200x200/300
2000x1800x200 1000x800x300 1100x750x300 910x600x200 910x600x400 1000x350x150 440x310x125/200 Стержневой участок:
- стержневые автоматы моделей POIS, PO35 -1 ед;
- стержневой автомат модели 4509А- 1 ед. Лаборатория:
- оснащена всем необходимым оборудованием для контроля формовочных смесей, химического состава жидкого металла, прочности чугуна, неразрушающими методами (рентгеновская и ультразвуковая методы).
Предприятие имеет большой опыт изготовления различных видов литья:
- тормозных барабанов- 8 модификаций; тормозных дисков - 4 вида;
- ступиц — 6 видов;
- корпусов и рабочих колес насосов.
Литье жаростойких и жаропрочных сталей и чугунов, цветных сплавов вакуумное
Литье жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия по низким ценам по чертежам заказчика. Для изготовления серийных отливок применяются методы по выжигаемым моделям: восковые и пенополистирольные. Это так называемые вакуумные технологии по газифицируемым и выплавляемым моделям.
Для получения выжигаемых заготовок выполняется проектирование и изготовление литейных пресс-формы. Из воска и сополимера, в том числе с использованием вакуума, получаются точные отливки с высокой частотой поверхности. Им часто не требуется даже мехобработка, их сразу можно использовать в механизмах, устройствах и машинах.
Втулки из бронзы. Центробежное литье
Втулки из бронзы изготавливаются центробежным литьем. Данный способ обеспечивает получение заготовок, которые отличаются высоким качеством и отсутствием пористости. Если Вам нужно качественное литье бронзы по низким ценам, то мы поможем.
Изготовление единичных жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия
Для конструкционных, жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия по чертежам можно без проектирования прессформ. С этой целью применяется технология литья по пенополистирольным (выжигаемым) или газифицируемым моделям ЛГМ. Пенополистирольные модельки для изготовления одной или нескольких отливок производятся мехобработкой ЧПУ.
Фрезерная и токарная обработка обеспечивают получение пенополистирольной модели, которая по размерам соответствует будущей отливке. Выполняется литье единичных конструкционных, жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия. Но стоимость отливок будет выше, чем в случае поставки отливок при проектировании и изготовлении пресс-формы.
Литье по выплавляемым моделям
Читайте также: