Стальное сопло для 3д принтера
Обновлено: 27.04.2024
Выбор правильного сопла для 3D принтера, является одним из самых важных пунктов для получения ожидаемого результат. В этой статье рассмотрим какие типы сопел существуют, из каких материалов их делают и как выбрать лучшее в зависимости от типа пластика и формы модели.
Сопло — это часть экструдера 3D-принтера, при нагревании которого выдавливается расплавленный пластик, формируя тем самым слои 3D модели. У него есть три основных характеристики: его размер, материал и внутренний диаметр.
Чем больше сопло, тем больше масса и площадь поверхности что позволяет передачи передать больше тепла, что делает этот процесс экструзии более эффективным и позволяет достичь более высоких скоростей 3D печати.
Материал из которого изготовлено сопло обеспечивает оптимальную теплопроводность и долговечность, особенного при использовании композитных пластиков армированных стекловолокном или углеволокном.
Внутренний диаметр сопла влияет на количество пластика экструдируемого в секунду, определяющее максимальную скорость 3D печати и толщину экструзии, что в свою очередь влияет на качество конечного результат, — меньшие диаметры позволяют печатать более тонкие слои и стенки.
Размер сопла для 3D принтера

Как мы упомянули выше, общий размер сопла определяет, насколько хорошо оно может нагревать нить во время экструзии. На рынке не так много сопел разных размеров, так как длина сопла зависит от типа и размера экструдера. Стандартные размеры этих соответствуют хотэндам V6 и MK8, с общей длиной от 12 до 13 мм от наконечника до конца резьбы M6x1.
Volcano
Хотэнды Volcano специально разработаны для более высоких скоростей и температур, заявлено, что они обрабатывают как минимум в три раза больше пластика, чем обычные V6. По этим причинам Volcano требуется более длинное сопло, обычно 21 мм от конца до конца, чтобы обеспечить лучшую теплопроводность.
SuperVolcano
Материал сопла 3D принтера
Сопло из латуни
Латунь — самый распространенный металл, используемый для сопел 3D-принтеров. Этот медно-цинковый сплав обеспечивает отличную теплопередачу при относительно низкой стоимости. Основной минус — это высокая степень износа во время эксплуатации 3D принтера.
Композитные пластики для 3D-печати, армированные стеклянным или углеродным волокном и нити с металлическими наполнителями, в буквальном смысле нещадно относиться к латунным соплам, для сравнения 300г пластика с углеволокном будет достаточно, чтобы потребовалась его замена. Поврежденние внутреннего отверстия может сильно ухудшить качество печати и проблема в том, что этот дефект практически невозможно обнаружить. По этой причине латунные сопла лучше использовать для печати обычными пластиками, без композитов.
Максимальная температура до 300 °C
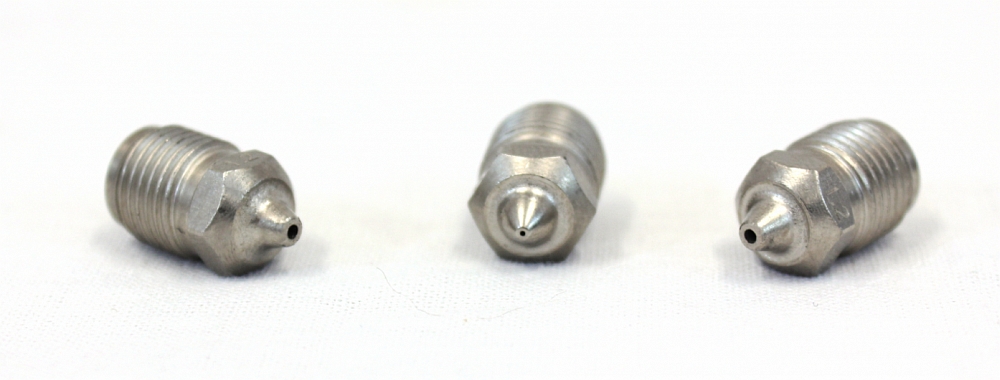
Сопло из нержавеющей стали
Нержавеющая сталь — еще один популярный материал, поскольку он обеспечивает лучшую износостойкость, чем его латунный собрат. В некоторой степени такие сопла предотвращают прилипание расплавленного пластика к его поверхностям. Более безопасно с химической точки зрения, т.к. не содержит свинец, следовательно подходят для моделей соприкасающимися с продуктами питания.
Нержавеющая сталь позволяет использовать более широкий спектр пластика, но по-прежнему не рекомендуется для интенсивного использования с композитными материалами. Менее теплопроводен по сравнению с латунью. Максимальная температура до 500 °C.
Сопло из закаленной стали
Сопла из закаленной стали отлично подходят для композитных пластиков для 3D печати и могут служить большой срок без замены. Однако этот материал имеет еще более низкую теплопроводность, чем два предыдущих материала и для достижения заданной температуры требуется больше времени.
Еще один минус — это цена таких сопел. Максимальная температура до 500 °C.
Сопло из карбида вольфрама
Эти сопла первой стала производить канадская компания DyzeDesign. Карбид вольфрама сочетает в себе твердость, стойкость к истиранию и высокую теплопроводность. Изначально проект был представлен на Kickstarter, а теперь приобрести такое сопло можно на сайте производителя. Сопло из карбида вольфрама стоит дешевле рубинового, но всё равно существенно дороже латунных и стальных. Данный продукт также отлично подойдет для 3D печати армированными пластиками.
Рубиновые или сапфировые сопла для 3D принтера с наконечником из корунда

Это самые лучшие сопла которые только можно найти на рынке, они объединяют в себе отличную теплопроводность латуни и высокую износостойкость, что позволяет использовать композитные пластик любой абразивности. Они просто вечны, один раз поставил, откалибровал стол и пользуйся. Единственным минусом является цена, которая в рознице начинается от 6000 руб. (90 USD) и более. Самый известный производитель - Olsson Ruby, компания также предлагает высокотемпературную версию этого сопла из медного сплава, выдерживающую температуру до 500 ° C. Сопло бывает разных размеров и с внутренним диаметром 0,4 мм, 0,6 мм и 0,8 мм. Оптимальное применение для 3D печати композитным пластиками.
Диаметр отверстия сопла 3D принтера

Диаметр сопла обычно составляет от 0,1 мм до 1,0 мм. Золотой серединой сегодня является сопло 0,4 мм, такой диаметр обеспечивает отличный баланс между скоростью и точностью.
Стоит отметить, что рекомендуемый диапазон высоты слоя в некоторой степени зависит от диаметра сопла. Как правило, максимальная высота слоя не должна превышать 80% диаметра сопла. Например, для сопла 0,4 мм рекомендуемая максимальная высота слоя составляет 0,32 мм.
Сопла большего диаметра будут экструдировать больше материала, что сократит время печати, но с другой стороны, сопла меньшего размера (менее 0,4 мм) могут давать детализированные отпечатки с едва заметными слоями на поверхности. С уменьшение диаметра повышается вероятность засорения.
Зачем нужны сопла из нержавейки?
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Привет друзья, гуляя по просторам магазина али в поисках сопел с латуни для пластика диаметром 1.75 мм (как у моего 3д принтера к слову)наткнулся на сопла из нержавеющей стали, и меня это сразу смутило зачем они нужны если тепло проводимость нержавейки хуже чем в обычных соплах которые идут в комплекте с стандартными экструдерами они к стати сделаны с латуни. И сразу решил углубиться в чем соль этих сопел.

Не буду лукавить и скажу сразу для большинства пластиков которые продаются у нас в бобинах это пластики ABS, ABS+, PLA, PVA (ну это пластик что бы печатать поддержку он типа растворяется)… и для этих пластиков спокойно можно пользоваться соплами из латуни и меди. Но если есть выбор берите с меди по причине тойже таблице коэффициентов.
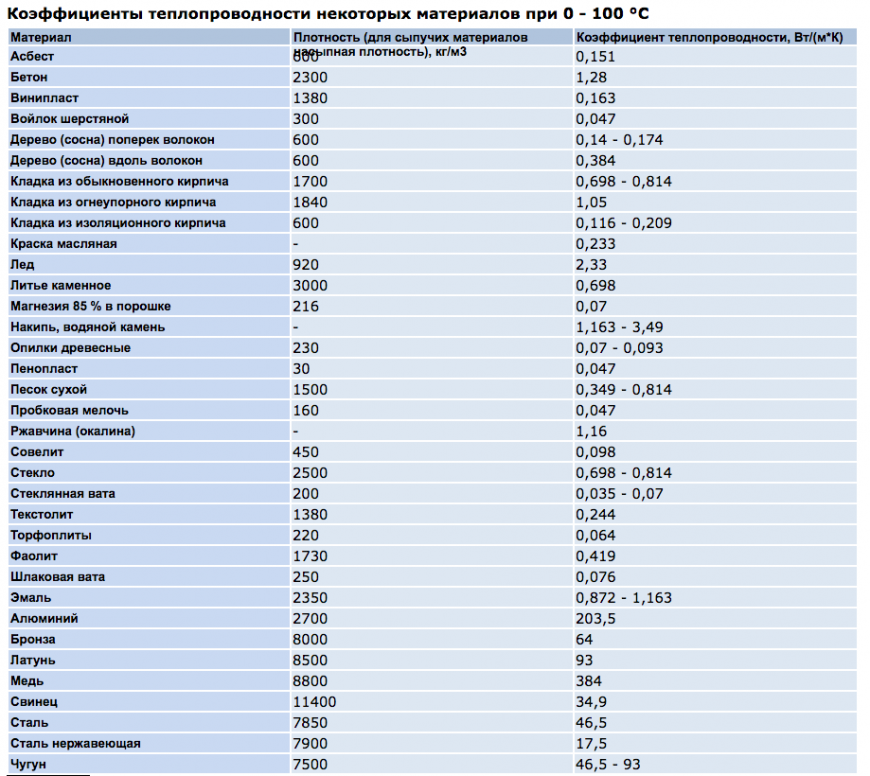
Воспользуемся таблицей теплопроводности где мы увидем что
Теплопроводность нержавеющей стали в разы меньше чем у латуни, а у латуни теплопроводностью в свою очередь меньше чем у меди и как вывод можно сказать что нержавейка проиграет в Батле теплопроводности
Ссылка на справочник, Я так же приложил таблицу в видео фотографии.
Сопла из нержавеющей стали нужны для пластиков с кристаллической структурой, то есть для работы с сильно абразивными пластиками. Например это пластики ПЭЭК (полиэфирэфиркетон - это термостойкий пластик вплоть до 260 гр.) и пластики с добавлением карбона (сделан с углеродистого волокна, небольших ниточки которые скреплены каким-то наполнителем, обычно это нейлон)
Вы ими сможете печатать, но вовсе не долго потому что сопло испортится.
Например диаметр дырочки будет увеличен с 0,2 мм - 0,38 мм. Потому что латунь и медь это достаточно мягкие металлы сравнивая с соплом с нержавеющей стали, и как следствие кристаллы со временем будут разрушать диаметр этой и без того маленькой дырочки в сопле. И вторая проблема которая может возникнуть это из за образования пробок в самом сопле. Зачастую такая проблема возникает потому что была поставлена большая скорость печати, такая проблема возникла и у меня. Да да из 5 сопел у меня осталось 4.
Зачастую вместе с соплом из нержавеющей стали и тепловой камерой например с алюминия используют кожух из силикона, тепловатой или каким-то другими материалами.
- Ваш экструдер будет чистый, без залы перегретого пластика.
- Экструдер будет в тепле, более менее равномерно будет распределяться тепло по камере.
- Ненамного но будет меньше расход энергии.
Тепловую камеру я себе заказал с алюминия, несмотря на то что со временем будет образовываться плёнка с оксида меди между нагревательным элементом на 40 Вт. и камерой, ну и фиг с ним, буду бегать с наждачкой ну и расскажу о своём опыте эксплуатации.
Я смонтировал видео для тех кто не любит читать статьи)
Титан vs Латунь | Сравнение износостойкости сопел при помощи угленаполненного композита | Аддитивный ликбез
Статья относится к принтерам:

Всем привет! Вы на канале аддитивная кухня, меня зовут Артём Соломников, перед вами красавчик Hercules G2 и сегодня мы будем уничтожать сопла.
Как вы знаете, сопла делаются из разных материалов: латунь, медь, сталь, титан, различные драгоценные камни, но все они нужны для того, чтобы выдавливать пластик.
Да, это именно так, сопло является неотъемлемой частью экструдера.
Сопло - это расходный материал, через него продавливается расплавленная масса пластика. По сути это элемент, который имеет свойство изнашиваться.
Композитные материалы (угленаполненные ABS, стеклонаполненный полиамид) , которые чем-то наполнены, сопла изнашивают быстрее. Я не слышал таких историй, когда сопло при печати, например, PLA пластиком, подверглось сильному износу, чаще всего оно просто загрязняется.
Сколько же нужно продавить композитного материала, чтобы сопло износилось?
Ответа на этот вопрос нет, потому что на износ влияет сам материал (сколько у него угля или стекла, какие у него волокна), с какой скоростью вы печатаете, сколько ретрактов у вас в печати, скорость ретракта, высота слоя, то есть всё индивидуально и ответа на этот вопрос нет.
Не стоит пытаться копаться в глубинах экструзионного композитного бытия, давайте лучше разберёмся с простыми вопросами.
Вопросы на которые мы ответим:
- Насколько латунное сопло менее износостойкое, чем титановое?
- Как влияет на печать износ сопла?
У нас есть два сопла: латунное и титановое. Эти два сопла имеют чёткие отверстия.

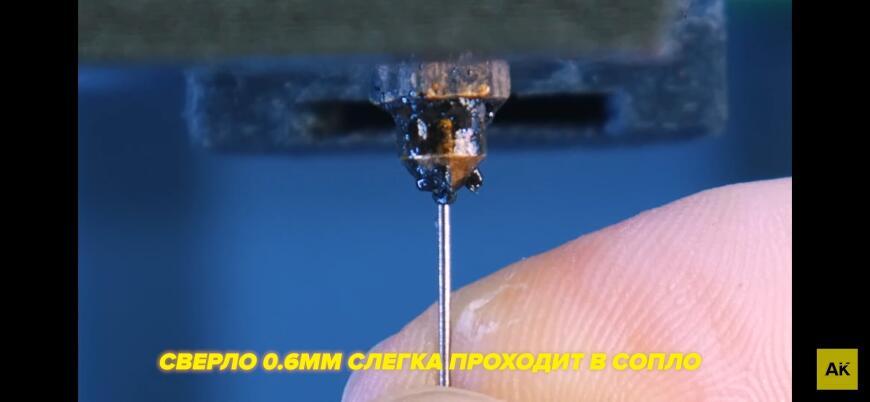
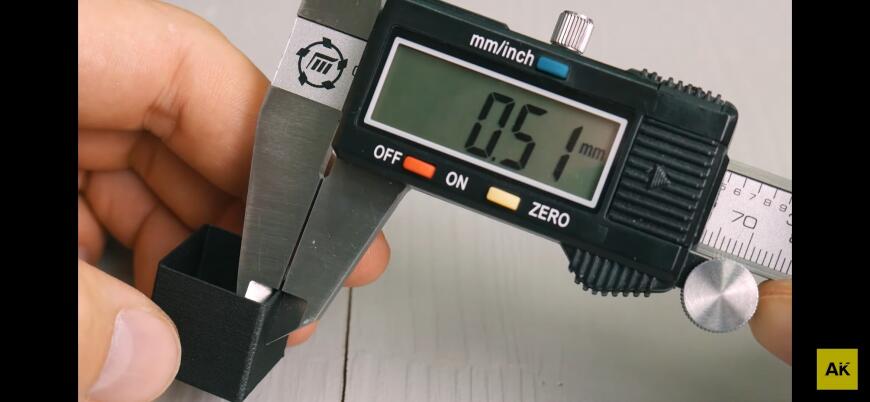
Для того чтобы доказать, что отверстия 0,5 мм, я использовал два сверла 0,5 мм и 0,6 мм.

Доказывать буду таким образом, сверло 0,5 мм входит в сопло, а вот 0,6 мм уже не входит, а значит отверстие четкое, ровное и аккуратное.
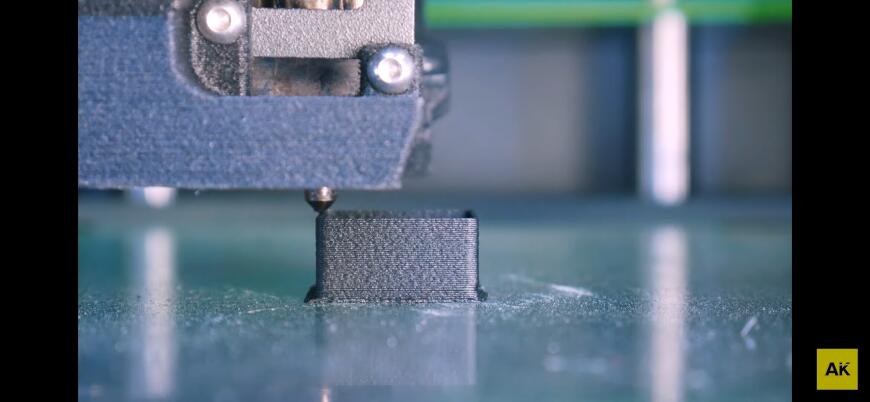
Я напечатал кубик, соплом 0,5 мм. Напечатан он в один периметр, два нижних слоя, верхушка убрана, для печати использовал материал Formax от компании REC. Если измерить толщину стенки кубика, то она будет равняться диаметру сопла (0,5 мм).

Почему так ровно получилось?
Потому что у нас есть ровное выходное отверстие. Под давлением из него выходит материал. За счет расчета слайсером необходимого количества материала, это количество и подается. Прямой канал формирует строгую экструзию и это все влияет на нашу ровную стенку.
Например, если вы попробуете взять сопло 1 мм и на нём печатать настройками сопла 0,5 мм, вы увидите, как там будут выпадать всякие ошметки, это из-за несоответствия настроек и фактического сопла.
Теперь, что я собираюсь делать:
У меня есть примерно 8,5 килограмм угленаполненного материала, который нам для нашего эксперимента предоставила компания REC 3D.
Я не стал ничего печатать, то есть брать одну модель и интенсивно печатать её, потому что, как я уже сказал, на износ сопла влияет большое количество факторов. Я просто взял этот материал и прогнал его через сопла.
Многие, кому я уже рассказал об этом опыте, сказали, что это самый бессмысленный и непонятный эксперимент, который они видели в отношении износостойкости сопла.
На первый взгляд так и есть. Сразу возникает вопрос о достоверности этих данных, ведь мы печатаем, а не экструдируем. Я с вами согласен, но, я ещё раз повторюсь, мы не сможем ответить на сколько хватит сопла в печати, потому что на это влияет множество факторов. Но мы сможем узнать примерный износ относительно друг друга, то есть латунного, относительно титанового.
Я немного недооценил работу простого экструдирования, не рассчитал место под экструдером и вот, что из этого получилось:

Но в дальнейшем я подложил наклонную бумагу и с нее всё скатывалось вниз. Вот, что получилось по окончанию:

Что же мы получили по завершению нашего опыта:
Латунное сопло 0,5 мм, я смог уничтожить примерно за 2 килограмма холостого экструдирования.
В него начало входить сверло 0,6 мм, но на самую малость, я не смог его вставить до конца.
В процессе экструдирования я увидел, что нить уже начала выходить широкая, раздутая (0,7-0,8 мм).

Титановое сопло хватило на 6,5 килограмм, но в него я даже на немного не смог вставить сверло 0,6 мм. Точнее, на 6,5 кг у меня закончился материал. Скорее всего, мне понадобилось бы килограмм 20, для того, чтобы расточить это сопло до 0,6 мм.
Мне кажется, предоставленных данных достаточно для того, чтобы понять, что латунное сопло менее износостойкое, в сравнении с титановым более, чем в три раза.
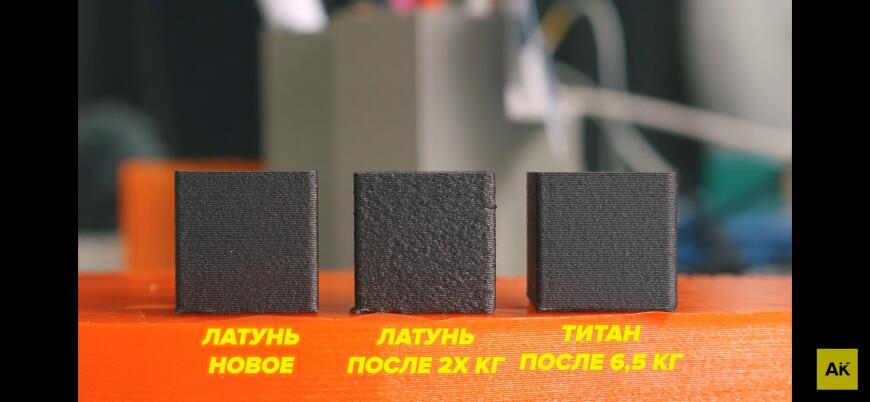
Для того, чтобы понять, насколько существенным оказались 2 килограмма для латунного сопла и насколько несущественные оказались 6,5 килограмм для титанового - я напечатал кубики, такие же как печатал до этого.
Во первых, что мы видим при печати кубика раздолбанным 0,5 латунным соплом. Уже в процессе печати видно, что стенка бахрамистая, из сопла как будто идёт не стабильная экструзия. Когда мы этот кубик подержим в руках, мы увидим, что он выглядит отстойно.

У него из-за измененного канала экструзия стала не чёткой и за счет этого вы видите какая получилась стенка и размер стенки за пределами нашего допуска (0,7 мм).
Когда мы тот же самый кубик напечатаем титановым соплом, после 6,5 килограмм, мы увидим, что у него с экструзией всё в порядке.
Мы видим то, что у него экструзия стабильная, четкая. Мы держим его в руках и видим насколько он красивый и ровный.
При измерении стенки у него с шириной экструзии всё в порядке (0,5 мм), а это значит, что на его выходной канал ничего не повлияло.
У меня были попытки, посмотреть сопла под лупой и даже здесь видно насколько сильно отличается выходное отверстие латунного сопла от титанового.

Мы видим, что в латунном сопле пошли уже микротрещинки по сторонам.

А в титановом сопле диаметр четкий, отверстие четкое, как будто он через себя 6,5 килограмм и не пропускал.
Я думаю, что некоторые хотели бы увидеть сопла с обратной стороны, распилить, увидеть, что там внутри, но я ещё в начале эксперимента сказал, что это не обязательно.
Мы напечатали и увидели есть разница или нет, мы измерили стенку.
То есть мы можем сделать два вывода, что изношенное сопло :
- Во-первых, влияет на размер детали
- Во-вторых, влияет на внешний вид
Нам никакой микроскоп не нужен, чтобы понять то, что изношенным соплом печатать нельзя.
Демонстрация такой печати - это один из примеров как может повлиять изношенное сопло на качество печати. Я уверен, что и проблемы с ретрактами начались бы и было бы много, много подтеканий в процессе печати.
Не стоит печатать изношенными соплами.
Надо использовать точно не латунные сопла для того, чтобы печатать композитами.
Я думаю, что данная информация может с легкостью оправдать экономическую целесообразность использования титанового сопла, а не латунного, для печати угленаполненными композитами, тем более я уверен, что 6,5 килограмм для титана - это вообще не предел.
Кто-то бы из вас хотел получить ответ на вопрос: “а как же нержавеющая сталь?”, то есть сравнить титан или латунь с нержавеющей сталью.
Я бы с радостью, но такова ситуацию, что у нас нет сопел из нержавеющей стали, мы делаем сопла из титана.
Сразу скажу, что данный эксперимент нельзя ставить в качестве определяющего для определения ресурса сопла. Как я уже сказал печать и экструдирование не равны одному и тому же, и ресурс сопел на конкретную печать вам никто не даст, это только если вы печатаете одинаковые детали ещё можно как-то одно к другому подвести. Но теперь вы знаете, что титановое сопло более, чем в три раза более износостойкое, чем латунное.
Спасибо, что дочитали до конца. Переходите по ссылке, смотрите видео с экспериментом, подписывайтесь на канал, оставляйте свои комментарии.
Удачной печати. Пока.
А еще, у меня есть Телеграм-чат, где можно выведать инсайдерскую информацию о наших разработках и в целом про 3Д печать 🙂
Стальное сопло для 3д принтера
Сопла для 3D принтеров (виды, различия)
Сопло – это неотъемлемая часть любого 3Д принтера, причем существует много разновидностей данной детали. Стандартными соплами считаются изделия из латуни. Этот тип подходит для печати обычными типами пластиков, но для тех, в состав которых входит абразив, например тот же NylonX, не подходит. Для печати подобными материалами требуется более высокопроизводительные сопла, выполненные из более прочных материалов. Также есть сопла из меди, насадки типа Clean Tip – такие форсунки отличаются тем, что к ним не прилипает нить, и они остаются чистыми.
3Д печать позволяет заменять сопла. Благодаря этому можно добиваться разных результатов и использовать разные материалы для печати.
Сопло 3Д принтера: что это?
Сопло 3Д принтера – это специальная насадка, располагаемая в блоке нагревателя экструдера. Она вкручивается на место посредством резьбы. Внутри сопла есть небольшая камера, где накапливается расплавленный пластик, который выдавливается через отверстие. Причем ключевыми параметрами сопла будут: материал, из которого выполнено сопло и диаметр отверстия.
Материал сопла
Стандартный настольный 3Д принтер оснащается латунным соплом 0,4мм. Это наиболее оптимальный вариант для печати ABS и PLA-пластиками. Однако такие сопла совсем не подходят для печати люминесцентным PLA, нитями, обогащенными углеволокном и металлом. Дело в том, что пластики, в состав которых входят твердые частицы, разрушают сопло. Внутренние размеры сопла искажаются, а это сказывается на однородности выдавливаемого материала, что неминуемо отразиться и на качестве 3Д печати. По этой причине есть сопла, которые сделаны из более твердых материалов. Рассмотрим далее разновидности сопел, которые можно встретить на рынке.

Латунное сопло для 3Д принтера
Латунная насадка является наиболее популярным вариантом, используемым в большинстве настольных 3Д принтерах. Из всех материалов, применяемых для изготовления сопел, этот является самым мягким. Но латунные сопла отличаются легкостью обработки, дешевизной и доступностью. Поэтому они легко и просто заменяются.
Основные характеристики латунных сопел:
- коррозионная стойкость;
- высокий показатель теплопроводности;
- относительная мягкость;
- истираемость.
Применение: идеальный вариант для печати «мягкими» пластиками – стандартные ABS, PLA, PETG, а также другие пластиковые нити, в состав которых не входят добавки в виде углеволокна и металла.

Сопло из нержавейки или закаленной стали
Стальные сопла также используются для 3Д печати. Они обеспечивают длительную печать материалами, которые содержат твердые частицы, например металл, углеволокно. При этом такие сопла не склонны к истиранию и разрушению, как более мягкие латунные. То есть можно печатать долго, не снижая производительности.
Но стальные сопла не лишены недостатков: более низкая теплопроводность, если сравнивать с латунными соплами. Из-за этого может меняться поток, особенно при использовании сопел большого размера.
Основные характеристики стальных сопел:
- коррозионная стойкость;
- низкий показатель теплопроводности;
- относительно большой вес;
- стойкость к истиранию.
Применение: 3Д печать нитями с добавками (углеволокно, металл, стекло и т.п.)

Сопло Ruby
Anders Olsson разработал сопло Olders Ruby. Это насадка из латуни, оснащенная наконечником из оксида алюминия, то есть искусственного рубина. Это сопло изначально создавалось для 3Д печати третьим по своей тяжести материалом в мире. Сопло стало результатом эксперимента, проводимого в Уппсальском университете Швеции.
Изначально стандартные сопла из стали и латуни после печати 1кг пластика изнашиваются и уже больше непригодны для использования. При этом сопла имеют ряд недостатков. Олсон Руби – это сопла, сочетающие высокую теплопроводность латуни и стойкость к истиранию рубина. Конечно, находятся специалисты, которые говорят, что рубиновый наконечник имеет низкую теплопроводность, что негативно сказывается на результате печати, но доказательных фактов этому нет. По крайней мере, пока.
Основными характеристиками сопел Олссон Руби являются:
- коррозионная стойкость;
- низкий показатель теплопроводности;
- стойкость к истиранию.
Применение: могут использоваться для нитей с высокими абразивными характеристиками.

Сопла из карбида вольфрама
Сопла из карбида вольфрама Dyze Design – это своеобразный новичок на рынке, ведь его производство началось лишь в конце 2018 года. Карбид вольфрама отличается твердостью, износостойкостью. Его используют для бурения, резки керамики и металлов. Недостатки у таких сопел тоже есть, но пока о них говорить рано.
Основные характеристики сопел из карбида вольфрама:
- стойкость к истиранию, причем очень высокая;
- жесткость;
- высокий показатель теплопроводности;
- коррозионная стойкость.
Применение: это универсальная насадка, которой можно дополнить свой комплект сопел, причем насадка подходит и для печати высокоабразивными нитями.

Размеры сопел для 3Д принтера
Сопла характеризуются диаметром отверстия. Эта характеристика будет оказывать влияние на степень детализации печати. При этом влияние будет оказываться не только на ширину линий, но и высоту слоя.
Начинающим рекомендуется использовать сопло диаметром 0,15мм. В сравнении со стандартным соплом 0,4мм такая насадка позволяет получать более высокое разрешение по осям OX и OY. Благодаря тонким линиям можно получить более острые углы, но это будет возможно лишь в том случае. Если ваш 3Д принтер будет хорошо настроен и будет регулярно обслуживаться.
Выбор диаметра сопла должен определяться высотой слоя, который вам нужен. Необходимо выбирать сопло так, чтобы величина слоя при печати составляла 25-50% от размера сопла.
Если правильно откалибровать устройство, то между слоями можно добиться оптимальной адгезии. К примеру, стандартное сопло 0,4мм позволяет печатать слои 0,1-0,2мм. Если вы хотите с успехом печатать сверхтонкие слои, высота которых будет составлять меньше 0,05мм, то рекомендуем взять сопло 0,2мм.

Маленькие сопла имеют один весомый недостаток. Они больше склонны к появлению засоров, а поэтому их необходимо регулярно чистить. Кроме того мелкие сопла значительно увеличивают время печати, так как печатающей головке требуется больше проходов для покрытия. чем больше будет сопло, тем меньше времени потребуется на печать, причем время будет сокращаться в геометрической прогрессии. К примеру, стенка 0,8мм будет занимать при печати вдвое меньше времени, чем стенка 0,4мм. Также крупные экструзионные линии обладают большей адгезией, а поэтому и готовые отпечатки имеют большую прочность. Если вы не печатаете мелкие детали, то вам лучше использовать крупные сопла, что позволит печатать быстрее.
Сопла небольшого размера чаще применяются для хобби, точных моделей с мелкими деталями, например, ювелирные изделия.
А чтобы иметь собственное мнение на данный счет, лучше всего экспериментировать!
Читайте также: