Термическая обработка низколегированных сталей
Обновлено: 11.05.2024
Различие в термической обработке легированной и углеродистой сталей состоит в выборе различных температур и скорости нагрева, длительности выдержки при этих температурах и способе охлаждения.
Легированные стали менее теплопроводны по сравнению с углеродистыми. Это необходимо учитывать и особенно осторожно нагревать детали из стали, содержащей такие элементы, как вольфрам.
Критические температуры у одних легированных сталей выше, у других — ниже; выбор температур термической обработки производится в зависимости от содержания в стали легирующих элементов.
Все легирующие элементы можно разбить на две группы: элементы, повышающие критические точки АС1 и А С3,а следовательно, и температуры нагрева при термической обработке и элементы, понижающие критические точки. К первой группе относятся Сu, V, W, Si, Mo, Ti, Nb и др. В связи с этим отжиг, нормализация и закалка сталей, содержащих перечисленные элементы, производятся при более высоких температурах, чем отжиг, нормализация и закалка углеродистых сталей. Ко второй группе элементов относятся Mn, Niи др. При выборе температуры термической обработки имеет значение склонность аустенитного зерна к росту.
Все легирующие элементы, за исключением Μn, препятствуют росту аустенитного зерна при нагреве. Особенно сильное влияние на уменьшение роста аустенитного зерна оказывают элементы, образующие в сталях карбиды (Сr, Mo, W, V, Ti): карбиды располагаются по границам зерна и затрудняют его рост при нагреве. Таким образом, легированные стали (за исключением марганцевистых) при термической обработке не склонны к перегреву; нагревать их можно до более высоких температур, чем углеродистые стали.
Время выдержки устанавливается несколько большее, чем для углеродистых сталей, так как легированная сталь обладает худшей теплопроводностью и полный прогрев изделия требует большего времени. Кроме того, для получения лучших механических свойств необходима выдержка, чтобы полностью растворились легированные карбиды в аустените.
Скорость охлаждения при термической обработке устанавливается в соответствии с устойчивостью переохлажденного аустенита и величиной критической скорости закалки. Практически это приводит к тому, что многие легированные стали закаливаются на мартенсит в масле, т. е. при меньшей скорости охлаждения, чем углеродистая сталь.
Легированная сталь обладает большей прокаливаемостью, чем выше степень легированности сталей, тем более глубокой прокаливаемостью они обладают (рис. 1). Легирующие элементы в стали влияют на устойчивость мартенсита при отпуске

4 — стали высокой прокаливаемости (хромомарганцевокремниевые и другие сложнолегированные); закаленный слой заштрихован
Например, в инструментальных быстрорежущих сталях карбидообразующие элементы W, Mo, V, Сг способствуют образованию красностойкого мартенсита. Благодаря этому высокая твердость стали сохраняется до температур 560—600° С, тогда как мартенсит углеродистой стали начинает распадаться при 200—240° С, что снижает твердость стали. Высокая красностойкость — весьма ценное свойство инструментальной стали. Инструмент в процессе резания нагревается, и, если сталь не красностойка, она теряет твердость и режущие свойства.
Кроме перечисленных особенностей, при отпуске легированной стали можно наблюдать явление отпускной хрупкости, т. е. понижение ударной вязкости, происходящее несмотря на уменьшение твердости. Причиной отпускной хрупкости является выделение хрупких фаз по границам зерен у таких широко распространенных сталей, как хромистые, хромоникелевые и др. Можно полностью избежать отпускной хрупкости, охлаждая такую сталь после отпуска не на воздухе, а в масле (крупные детали — даже в воде), а также применяя хорошо раскисленную сталь или другие марки стали, содержащие молибден или вольфрам, препятствующие выделению хрупких фаз.
Отметим, наконец, еще одну важную особенность термической обработки легированной стали. При закалке большинства сталей часть зерен высоколегированного аустенита мартенситного превращения не претерпевает, и в структуре стали сохраняется некоторое количество остаточного аустенита. Так как аустенит имеет невысокую твердость (НВ 170 - 220), закаленная сталь обладает несколько меньшей твердостью и пониженной износоустойчивостью. Значительного превращения остаточного аустенита в мартенсит отпуском у не удается добиться. Исследования, проведенные советскими учеными, показали, что превращения остаточного аустенита в мартенсит можно достигнуть глубоким охлаждением до минус 65 —минус 70° С. После выдержки изделий при низких температурах в течение 1—2 часов в их структуре происходит полное превращение остаточного аустенита в мартенсит, и твердость, а вместе с ней и износоустойчивость изделий повышаются.
Источник:
Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ НИЗКОЛЕГИРОВАННЫХ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
1. Низколегированные теплоустойчивые стали, как правило, содержат до 0,2 % С, 1—2 % Сr (только стали типа - 15Х5М содержат до 6 % Сr — в целях повышения сопротивления коррозии), до 0,5 % Мо и до 0,3 % V.
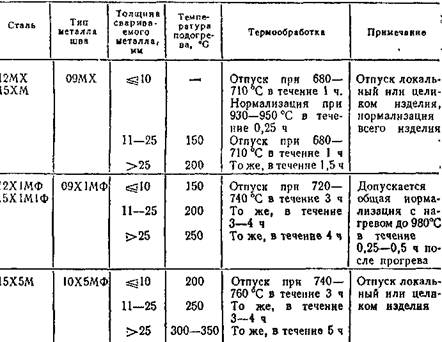
2. Состав этих сталей обусловливает некоторые особенности структурных превращений в ЗТВ при сварке и некоторые особенности их термической обработки (табл. 6.2.).
Таблица 6.2 Рекомендуемые режимы термической обработки сварных соединений низколегированных теплоустойчивых сталей
3.Особенности превращений в ЗТВ этих сталей связаны с тем, что входящие в сталь легирующие элементы повышают устойчивость образующегося при нагреве аустенита, приводя тем самым его к распаду при охлаждении в области низких температур о образованием дисперсных и частично неравновесных структур распада. В связи с этим твердость металла в ЗТВ этих сталей заметно повышается и может доходить до НВ 350.
4. Отпуск сварных соединений этих сталей, как правило, является операцией, необходимой не только для снижения уровня сварочных напряжений, но и для распада неравновесных структур, снижения твердости и повышения ударной вязкости в целях снижения опасности хрупких разрушений этих соединений.
5 Легирование рассматриваемых сталей хромом, молибденом и ванадием приводит к образованию карбидов с повышенной устойчивостью к растворению, поэтому при кратковременном сварочном нагреве эти карбиды растворяются в более нагретых областях ЗТВ, чем карбиды большей части низколегированных строительных сталей, что
делает участок с повышенной твердостью более узким у низколегированных теплоустойчивых сталей по сравнению с низколегированными строительными.
6. Этот же эффект определяется более высокими значениями критических температуру рассматриваемых сталей, что и предопределяет более высокую температуру отпуска при термической обработке низколегированных теплоустойчивых сталей (730—740°С), чем у углеродистых нелегированных и низколегированных сталей для строительных конструкций (550—650 °С).
7. Очень часто низколегированные теплоустойчивые стали применяют в термически обработанном состоянии:
- после нормализации о высоким отпуском;
- реже, после закалки с отпуском.
8.В процессе такой термической обработки перед сваркой в сталях создается мелкозернистое строение с мелкими равномерно распределенными частицами карбидов.
9. Естественно, что сварка портит структуру стали в ЗТВ:
- в областях, прилежащих к сплавлению, растут зерна и появляются элементы неравновесных структур в области, нагревавшейся выше 900 °С;
- в участках, нагревавшихся до более низких температур (700—900 °С), происходят укрупнение карбидных выделений и некоторое снижение прочности.
10. Весьма полезно (там, где можно с учетом п.9) восстанавливать свойства сварных соединений путем нормализации с высоким отпуском. Однако такая обработка может быть рациональной только в том случае, если нагреву подвергается все изделие. При локальномнагреве нормализация может привести к ухудшению строения и свойств переходного участка между нагревавшейся областью и оставшимся ненагретым металлом.
11. Низколегированные теплоустойчивые стали имеют еще некоторые особенности, которые сказываются на условиях проведения их термической обработки — это их пониженная теплопроводность, повышенная температура потери упругих свойств (температура размягчения) и возможность снижения сопротивления деформации и -разрушению границ зерен по сравнению с телом зерна при температуре -650 °С.
12. Указанные обстоятельства (п.11) требуют ограничения скорости нагрева, особенно при локальной термической обработке в интервале температур до достижения сталью хотя бы ограниченной способности к пластической деформации (до 300 °С). Скорость охлаждения после высокого отпуска в целях снижения уровня остаточных напряжений также следует ограничивать по крайней мере до перехода металла в упругое состояние по всему сечению (примерно до 300 °С). С другой стороны, относительное ухудшение свойств на границах зерен при 650 °С требует, наоборот, быстрого прохождения этого интервала при нагреве.
13. Значение термической обработки не ограничивается только воздействием на строение и свойства ЗТВ сварных соединений низколегированных теплоустойчивых сталей, она имеет значение и для улучшения свойств металла шва при сварке таких сталей электродами, дающими металл шва (типа 09МХ, 09X1М, 09ХМФ, 10Х1М1НФБ), по составу близкий к свариваемой стали:
- на строение металла шва лучше всего влияет нормализация, обеспечивающая перекристаллизацию и измельчение зерна;
- высокий отпуск пригоден только для локального нагрева, так как и в ЗТВ, и в металле шва приводит к распаду неравновесных структур, снижению твердости и уровня остаточных напряжений, повышению ударной вязкости.
14. Для сталей 12Х1МФ, 15Х1М1Ф, 15Х5М при толщине металла более 20 мм нагрев до400°С ведут со скоростью до 300 °С/ч, охлаждение после сварки до 300 °С — со скоростью до 300 °С/ч. Термическая обработка должна производиться не более, чем 3 суток после сварки сталей 12Х1М и 15Х1М1Ф всех толщин и не более, чем 1 сутки после сварки стали 15Х5М всех толщин.
Для легированной стали применяют те же виды термической обработки, что и для углеродистой стали. Отличие термической обработки легированной стали от углеродистой состоит в выборе температур и скорости нагрева, длительности выдержки при этих температурах и способе охлаждения.
Нагрев легированных сталей при термической обработке должен быть более медленным, чем для углеродистых сталей, в связи с пониженной теплопроводностью легированных сталей и возможностью растрескивания при быстром нагреве. Особенно осторожно надо нагревать детали из стали, содержащей такие элементы, как вольфрам, который обладает низкой теплопроводностью.
Выбор температур термической обработки, как уже известно, производится в зависимости от критических точек стали. Все легирующие элементы можно разбить на две группы: элементы, повышающие критические точки ACl и АСз, а следовательно, и температуры нагрева при термической обработке, отжиге, нормализации и закалке, и легирующие элементы, понижающие критические точки.
К первой группе относятся хром (Сг), ванадий (V), вольфрам (W), кремний (Si) и др. В связи с этим отжиг, нормализация и закалка сталей, содержащих перечисленные элементы, производятся при более высоких температурах, чем углеродистых сталей.
Ко второй группе элементов относятся марганец (Мп), никель (Ni) и др.
Помимо критических точек, при выборе температуры термической обработки обращают внимание на склонность аустенитного зерна к росту. Если сталь склонна к росту аустенитного зерна, то во избежание получения крупнозернистой структуры температура термической обработки выбирается как можно ближе к критической точке стали. Однако это затрудняет более полное растворение легированных карбидов в аустените и получение после закалки легированного мартенсита, обладающего лучшими свойствами.
Все легирующие элементы, за исключением Мп, препятствуют росту аустенитного зерна при нагреве. Особенно сильное влияние на уменьшение роста аустенитного зерна оказывают элементы, образующие в сталях карбиды (химические соединения с углеродом — Cr, W, V). Карбиды располагаются по границам зерна и затрудняют его рост при нагреве. Таким образом, легированные стали (за исключением марганцовистых сталей) при термической обработке не склонны к перегреву и нагрев их может производиться до более высоких температур, чем для углеродистых сталей.
Время выдержки при термической обработке легированных сталей устанавливается несколько больше, чем для углеродистых сталей, так как легированная сталь обладает худшей теплопроводностью, чем углеродистая, и для полного прогрева детали требуется больше времени. Кроме этого, для получения лучших механических свойств необходима выдержка для более полного растворения легированных карбидов в аустените.
Скорость охлаждения при термической обработке устанавливается, как уже известно, в соответствии с величиной критической скорости закалки.
Все легирующие элементы, кроме кобальта (Со), уменьшают критическую скорость закалки.
Практически это приводит к тому, что большая часть легированных сталей закаливается на мартенсит в масле, т. е. при меньшей скорости охлаждения, чем углеродистая сталь. Некоторые высоколегированные стали способны закаливаться даже на воздухе.
Легированная сталь обладает большей прокаливаемостью, чем углеродистая. Среди легированных сталей имеются такие, которые прокаливаются насквозь даже в крупных сечениях.
Все легирующие элементы, ироме А1 и Со, увеличивают количество остаточного аус тенита в стали после закалки. При содержании в большом количестве таких элементов, как Ni, Мп,, аустенит в стали при комнатной температуре может сохраняться сколько угодно.
Присутствие легирующих элементов в стали вносит некоторые изменения и в практику проведения отпуска.
Карбидообразующие элементы (вольфрам, ванадий, хром) способствуют образованию устойчивого против распада, т. е. красностойкого мартенсита. Благодаря этому высокая твердость стали сохраняется до температур 450—550°, в то время как в углеродистой стали мартенсит начинает распадаться с температуры 200—250°, что вызывает снижение твердости стали. Высокая красностойкость является весьма ценным свойством для инструментальной стали. Инструмент в процессе резания нагревается, и если сталь не красностойка, то она теряет свою твердость и режущие свойства. Поэтому вольфрам, ванадий, хром широко используют в инструментальных сталях. Распад мартенсита в таких сталях при 450—550° сопровождается выделением легированных карбидов, вызывающих замедление падения твердости, а иногда и увеличение ее. Лишь при температурах 650— 700°, когда легированные карбиды сильно увеличиваются в размерах, происходит снижение твердости и прочности. Увеличение
твердости в пределах температур 450—550° за счет выделения карбидов называется вторичной твердостью.
Легированный остаточный аустенит обладает большой устойчивостью, и превращение его в мартенсит происходит при значительно более высоких температурах отпуска, чем в углеродистой стали. Так, в быстрорежущей стали, легированной хромом, вольфрамом, ванадием, превращение остаточного аусте-нита происходит лишь при температуре отпуска 550— 575°. Это превращение состоит в частичном выделении легирующих элементов в виде карбидов во время выдержки при отпуске и в превращении обедненного остаточного аустенита в мартенсит при охлаждении на воздухе. Такое превращение вызывает повышение твердости и называется вторичной закалкой стали.
Кроме перечисленных явлений, происходящих при отпуске легированных сталей, наблюдается иной, по сравнению с углеродистой сталью, характер изменения ударной вязкости в зависимости от температуры отпуска. В углеродистых сталях ударная вязкость с повышением температуры отпуска непрерывно возрастает, вплоть до температуры 600—650°. В некоторых легированных сталях после отпуска в интервале температур 270—400° и 500— 600° наблюдается резкое снижение ударной вязкости. До настоящего времени нет способа устранения хрупкости в интервале 270—400° и поэтому этот вид хрупкости называют неустранимой отпускной хрупкостью, или отпускной хрупкостью первого рода.
Хрупкость в интервале 500—550° называется отпускной хрупкостью второго рода, она может быть устранена быстрым охлаждением после отпуска.
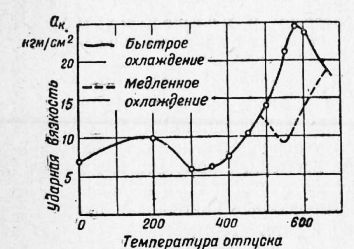
Рис. 1. Изменение ударной вязкости хромоникелевой стали в зависимости от температуры отпуска
Стали, склонные к отпускной хрупкости, не подвергаются отпуску в интервале температур 270—400° и охлаждаются после отпуска в интервале 500—550° ускоренно.
Термическая обработка инструмента из быстрорежущей стали. Инструмент из быстрорежущей стали подвергается термической обработке с целью получения красностойкой и износоустойчивой структуры.
Термическая обработка быстрорежущей стали состоит из закалки и многократного отпуска; иногда с промежуточной обработкой холодом.
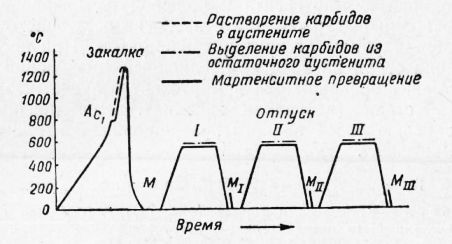
Рис. 2. Схема термической обработки быстрорежущей стали
Быстрорежущая сталь содержит большое количество карбидов (до 30—35%). Для более полного растворения этих карбидов в аустените и получения красностойкого мартенсита закалку быстрорежущей стали производят при температурах, близких к температуре плавления. В связи с тем что такой высокий нагрев стали будет вызывать большое окисление и обезуглероживание, нагрев стали производят обычно в соляных ваннах. Лучше нагревать сталь с предварительным подогревом при температуре 900—950° во избежание растрескивания.
Подогрев инструмента из быстрорежущей стали может производиться в камерных или шахтных печах. Окончательный нагрев производят в электродных печах-ваннах.
При окончательном нагреве под закалку резцы из быстрорежущей стали нагревают до температуры 1280—1310°.
Выдержка при температуре закалки зависит от сечения инструмента и составляет доли минуты. Высокая температура закалки и нагрев в жидкой среде обеспечивают полный прогрев изделия и возможно более полное растворение карбидов. Однако полного растворения карбидов не происходит.
Охлаждение инструмента из быстрорежущей стали ведется в масле. Инструмент малого сечения из быстрорежущих сталей закаливается прямо на воздухе.
После закалки в быстрорежущей стали сохраняется большое количество остаточного аустенита (до 40%). Это снижает твердость стали. Для разложения остаточного аустенита применяют либо обработку холодом с последующим отпуском, либо многократный отпуск. Обработку холодом производят путем охлаждения закаленных деталей до —80°.
Отпуск быстрорежущей стали осуществляют при сравнительно высоких температурах (550—540°), что объясняется высокой красностойкостью мартенсита и большой устойчивостью аустенита. Во время выдержки при отпуске из остаточного аустенита выделяются карбиды легирующих элементов. При последующем охлаждении стали на воздухе обедненный легирующими элементами аустенит превращается в мартенсит отпуска, что повышает твердость стали (вторичная закалка). Многократный отпуск дается с целью более полного превращения остаточного аустенита в мартенсит.
Примеры термической обработки некоторых деталей
1. Сверла—длинные и тонкие, деформация которых при закалке должна быть незначительной, изготовляются из стали 9ХС. После механической обработки сверло подвергают закалке и низкому отпуску, чтобы повысить твердость и износостойкость.
Рис. 3. Эскиз сверла
Нагрев под закалку ведется в электрической печи-ванне. Жидкая среда ванны обеспечивает минимальное окисление поверхности, что не потребует последующей глубокой шлифовки. Температура закалки 840—860°. Выдержка 3 мин. Охлаждение в масле.
Отпуск проводят в масляной шахтной муфельной печи при температуре 180—190° в течение 1 часа.
При закалке и отпуске сверло погружается вертикально во избежание деформации. При погружении в масло при закалке хвостовик остается снаружи и не закаливается. В результате этого хвостовик будет иметь более низкую твердость, чем режущая часть сверла, но более высокие пластические свойства, что предохранит его от поломок.
2. Протяжка, наибольший диаметр которой 20 мм, а длина 500 мм, изготовляется из стали Р-18. После предварительной механической обработки протяжку подвергают термической обработке, которая состоит в закалке с последующим трехкратным отпуском.
Нагрев под закалку производится с предварительным подогревом во избежание растрескивания до температур 800—850°. Для подогрева можно использовать камерные печи. Окончательный нагрев ведут в электродных печах-ваннах до температур 1260—1280°. Выдержка 1,5 мин. Охлаждение при закалке производится в масле. После закалки протяжке дается трехкратный отпуск при 550—560° по одному часу. Отпуск можно проводить в шахтной печи с воздушной средой.
Термическая обработка низколегированных сталей
В зависимости от условий эксплуатации (ответственности деталей) легированные стали применяются после простейшего вида термической обработки (нормализации) или двойной термической обработки (закалки отпуск). В зависимости от марки стали (содержание углерода, легирующих элементов) и режима термической обработки (условий закалочного охлаждения, температуры отпуска) могут быть получены разные уровни прочности, отличающиеся приблизительно в два раза. Примерные механические свойства в зависимости от полученного уровня прочности приведены в табл. 30.
Разумеется, приведенные в табл. 30 цифры ориентировочные, так как пластичность и в особенности вязкость зависят при равной прочности от многих факторов — марки стали, режима термической обработки, размера зерна, чистоты и т. д., но, главное, она показывает более высокие пластичность и вязкость термоулучшенной стали, вследствие более низкого значения порога хладноломкости.
Режим термической обработки конструкционных сталей определяется главным образом содержанием углерода.
Конструкционные стали подвергают двойной упрочняющей термической обработке — закалке отпуску, причем среднеуглеродистые — обычно высокому отпуску (улучшению), низкоуглеродистые — низкому.
Режим закалки определяется положением критических точек и способностью аустенита к переохлаждению.
Нагрев под закалку проводят, как правило, до температуры, незначительно превышающей (на 30-50 °С) точку . У большинства марок конструкционных низкоуглеродистых сталей эта температура составляет примерно 900 °С и у среднеуглеродистых — 850 °С.
Низколегированные стали, как и углеродистые, следует закаливать в воде (и лишь при малых размерах — в масле), так как малая
устойчивость переохлажденного аустенита в районе перлитного распада (600 °С) быстрое охлаждение при закалке.
Увеличение содержания легирующих элементов приводит, как мы уже знаем, к увеличению устойчивости переохлажденного аустенита. В конструкционных сталях обычного состава содержание легирующих элементов таково, что становится возможной закалка в масле. В некоторых случаях с несколькими легирующими элементами (например, в хромовольфрамовых или хромоникельмолибденовых сталях) перлитное превращение аустенита настолько задерживается, что охлаждением деталей больших размеров на спокойном воздухе достигается переохлаждение аустенита до температур мартенситного превращения.
Рис. 289. Влияние отпуска на механические свойства хромоникелевой стали: а — низкоуглеродистой; б — среднеуглеродистой
Рассматривая условия, которые необходимо создать для охлаждения при закалке легированных конструкционных сталей, мы должны вспомнить еще об одной особенности кинетики распада аустенита сталей, легированных карбидообразующими элементами. В этих сталях (низкоуглеродистых) скорость бейнитного превращения при 300-400 °С оказывается существенно более высокой, чем скорость перлитного распада (500-600 °С) (см. рис. 283).
В виде общего вывода важно заметить, что у легированных сталей мартенситная структура может быть достигнута более медленным охлаждением, чем у углеродистых; более медленное охлаждение создает меньшие внутренние напряжения, что является фактором, повышающим конструктивную прочность.
Закалка стали на мартенсит — это первый этап термической обработки конструкционной стали. Низкая пластичность, значительные внутренние напряжения не допускают применения конструкционной стали только в закаленном состоянии. Необходим
отпуск, повышающий пластичность и вязкость и уменьшающий внутренние напряжения.
Отпуск — завершающая операция термической обработки конструкционной стали, окончательно формирующая ее свойства.
На примере хромоникелевой низко- и среднеуглеродистой стали (наиболее типичной) рассмотрим, как изменяются механические свойства в зависимости от температуры отпуска (рис. 289).
В обоих случаях с повышением температуры отпуска (выше 200 °С) предел прочности падает, а пластичность (в данном случае относительное сужение) возрастает.
В низкоуглеродистой стали после закалки получается достаточно пластичный мартенсит. Отпуск при снимает (конечно, только частично) внутренние напряжения и несколько повышает пластичность. В лучших сортах низкоуглеродистых легированных сталей при такой термической обработке (закалка отпуск при достигается высокий комплекс механических свойств при до Структура после такой обработки состоит из отпущенного малоуглеродистого мартенсита.
Для среднеуглеродистых конструкционных которых после закалки получается мартенсит с большим содержанием углерода, такой отпуск недостаточен, если стремиться получить высокую вязкость.
При низком отпуске прочность будет повышенной а пластичность и вязкость — низкими. Поэтому для этих сталей необходим более высокий отпуск, который обычно проводят при При этой температуре происходит полный распад мартенсита с образованием зернистой высокодисперсной феррито-карбидной смеси — сорбита. Механические свойства при этом будут примерно такими же, как и при низкотемпературном отпуске малоуглеродистых сталей, т. е.
Итак, можно сделать некоторые выводы.
Типичным режимом термической обработки для получения лучшего комплекса механических свойств являются: для малоуглеродистых легированных сталей — закалка с в масле с отпуском при (структура отпущенного мартенсита); для среднеуглеродистых легированных сталей — закалка с в масле с отпуском при 550—650°С (структура сорбита). В обоих случаях механические свойства получаются почти одинаковые
В ряде случаев от этих основных режимов термической обработки отступают и применяют несколько иные.
Так, высоколегированные низкоуглеродистые стали иногда отпускают при высокой температуре. Это делается для получения большей пластичности и вязкости (за счет некоторого снижения прочности).
Среднеуглеродистые стали, если требуется получить особо высокую прочность отпускают при надо, однако, иметь в виду, что ударная вязкость при этом сравнительно низкая
Высокое сочетание прочности и вязкости получается в некоторых сталях в результате изотермической закалки с распадом аустенита в промежуточном интервале температур (300— 400 °С).
Наиболее высокую прочность получают путем Технологическое осуществление ТМО, однако, достаточно сложно.
Рис. 290. Влияние отпуска на ударную вязкость легированной стали: 1 — быстрое охлаждение; 2 — медленное охлаждение
Рассмотрим теперь, как влияют температура отпуска и скорость охлаждения после отпуска на ударную вязкость легированной конструкционной стали (рис. 290). Поскольку влияние этих факторов на эти свойства иное в легированных сталях, чем в углеродистых.
При медленном охлаждении после отпуска кривая ударной вязкости имеет два минимума - для отпуска при 300 °С и при Охрупчивание стали при некоторых условиях отпуска называется отпускной хрупкостью. Понижение вязкости при этом вызвано повышением температуры перехода в хладноломкое состояние. Различаются два рода отпускной хрупкости.
Отпускная хрупкость I рода проявляется при отпуске примерно всех сталей, независимо от их состава и скорости охлаждения после отпуска.
Развитие отпускной хрупкости I рода вызывается неравномерностью распада пересыщенного твердого раствора углерода в о-железе (в отпущенном мартенсите). Распад протекает при этих температурах наиболее полно (почти до конца) по границам зерен, в результате чего появляется резкое различие между прочностью пограничных слоев зерна и телом самого зерна. В этом случае менее прочные приграничные слои начинают играть роль концентратов напряжения, что и приводит к хрупкому разрушению. При увеличении продолжительности отпуска или при повышении температуры степень распада а-раствора должна выравниваться по зерну, а вязкость стали восстанавливается. Впрочем сказанные соображения надо рассматривать как предположительные.
Отпускная хрупкость II рода обнаруживается после отпуска выше Характерная особенность хрупкости этого вида заключается в том, что она проявляется в результате медленного охлаждения после отпуска: при быстром охлаждении вязкость не уменьшается, а монотонно возрастает с повышением температуры отпуска (как показывает верхняя кривая, приведенная на рис. 290). Однако отпускная хрупкость II рода снова может быть вызвана новым
высоким отпуском с последующим замедленным охлаждением.
Следует отметить, что остальные характеристики механических свойств практически не зависят от скорости охлаждения после отпуска.
Не все стали склонны к отпускной хрупкости II рода. Она не появляется у углеродистых сталей. Склонность к отпускной хрупкости возникает при легировании стали карбидообразующими элементами (марганца, хрома) при наличии в ней более 0,01 % Р. Хром делает сталь особо чувствительной к условиям охлаждения при отпуске, особенно если, кроме хрома, сталь содержит еще никель или в повышенном количестве марганец. Если марганец и фосфор усиливают эту чувствительность, то молибден и в меньшей степени вольфрам уменьшают ее.
Опыты показали, что если легированную сталь, быстро охлажденную после отпуска при 650 °С, вновь подвергнуть продолжительному нагреву при 500-520 °С, то независимо от скорости последующего охлаждения в стали развивается хрупкость. Следовательно, в стали при температурах ниже 600 °С совершаются какие-то диффузионные процессы, приводящие к охрупчиванию.
Какова природа отпускной хрупкости II рода?
Металлографически показано, что развитие отпускной хрупкости сопровождается выделением избыточных фаз по границам зерна.
Рис. 291. Микроструктура хромоникелевой стали после отпуска при 550 °С, X 500: а - медленное охлаждение — хрупкое состояние; б — быстрое охлаждение — вязкое состояние
Оказывается также, что наряду с этим происходит обогащение границ зерна фосфором, выявляемое травлением пикриновой кислотой (рис. 291, а).
Такое же травление стали, находящейся в вязком состоянии, не выявляет границ зерен (рис. 291, б).
Выдвинуто объяснение явления отпускной хрупкости II рода (Л. М. Утевским), которое вкратце сводится к следующему.
При высоком отпуске по границам зерна происходит более ускоренное (в сравнении с объемом зерна) карбидообразование и насыщение карбидной фазы марганцем, хромом, а также образование специальных карбидов (при соответствующей легированности). Этот процесс приводит к обеднению карбидообразующими элементами приграничных слоев зерна. При последующем медленном охлаждении (или во время выдержки при 500-520 °С) происходит обогащение этих приграничных слоев фосфором, так как при температурах ниже 600 °С фосфор приобретает стремление к диффузионному перераспределению в направлении участков, обедненных карбидообразующими элементами (явление восходящей диффузии), а диффузионная подвижность атомов фосфора при этих температурах достаточно велика. В итоге сталь охрупчивается из-за ослабления прочности межзеренных сцеплений.
При новом отпуске с последующим быстрым охлаждением хрупкость будет снята. Произойдет это потому, что выше неравномерность распределения фосфора по зерну уже не может сохраниться, его концентрация выравнивается, а при быстром охлаждении в районе температур ниже фосфор уже не успевает перераспределяться и вновь обогатить границы зерен.
Благоприятное влияние небольших добавок молибдена тормозящих и даже иногда устраняющих отпускную хрупкость II рода, объясняется тем, что молибден слабо участвует в образовании легированного цементита и при таких содержаниях не образует специальных карбидов. Поэтому обеднения приграничных участков зерен молибденом не происходит. Присутствие же молибдена в растворе уменьшает разницу в диффузионной подвижности атомов по границам и в объеме зерна и тем самым ослабляет возникновение неоднородности по другим карбидообразующим элементам. Вместе с тем молибден устраняет вредное влияние фосфора по границам зерен.
При более высоком содержании молибдена в стали уже может возникать специальный карбид. Это будет приводить к обеднению границ зерна молибденом при отпуске и к обогащению их фосфором при замедленном последующем охлаждении. Следовательно, при более высоких содержаниях молибден будет уже способствовать развитию отпускной хрупкости. Примерно также действует и вольфрам.
Из сказанного следует, что во избежание охрупчивания нужно избегать интервала температур отпускной хрупкости первого рода (300-400 °С). Для сталей, склонных к отпускной хрупкости II рода, следует предусматривать быстрое охлаждение после отпуска. Эти стали не должны в работе нагреваться до высоких температур (500— 600 °С), так как это может также повести к охрупчиванию. В тех случаях, когда после отпуска нельзя создать быстрое охлаждение (например, для очень крупных деталей), следует применять стали, легированные молибденом, замедляющим развитие отпускной хрупкости II рода.
Применение чистых сталей по фосфору в первую очередь, а также по примесям внедрения (кислорода, азота, водорода) и цветным металлам (олова, сурьмы и др.) более эффективное средство, чем дополнительное легирование молибденом или вольфрамом для устранения склонности к отпускной хрупкости II рода.
Читайте также: