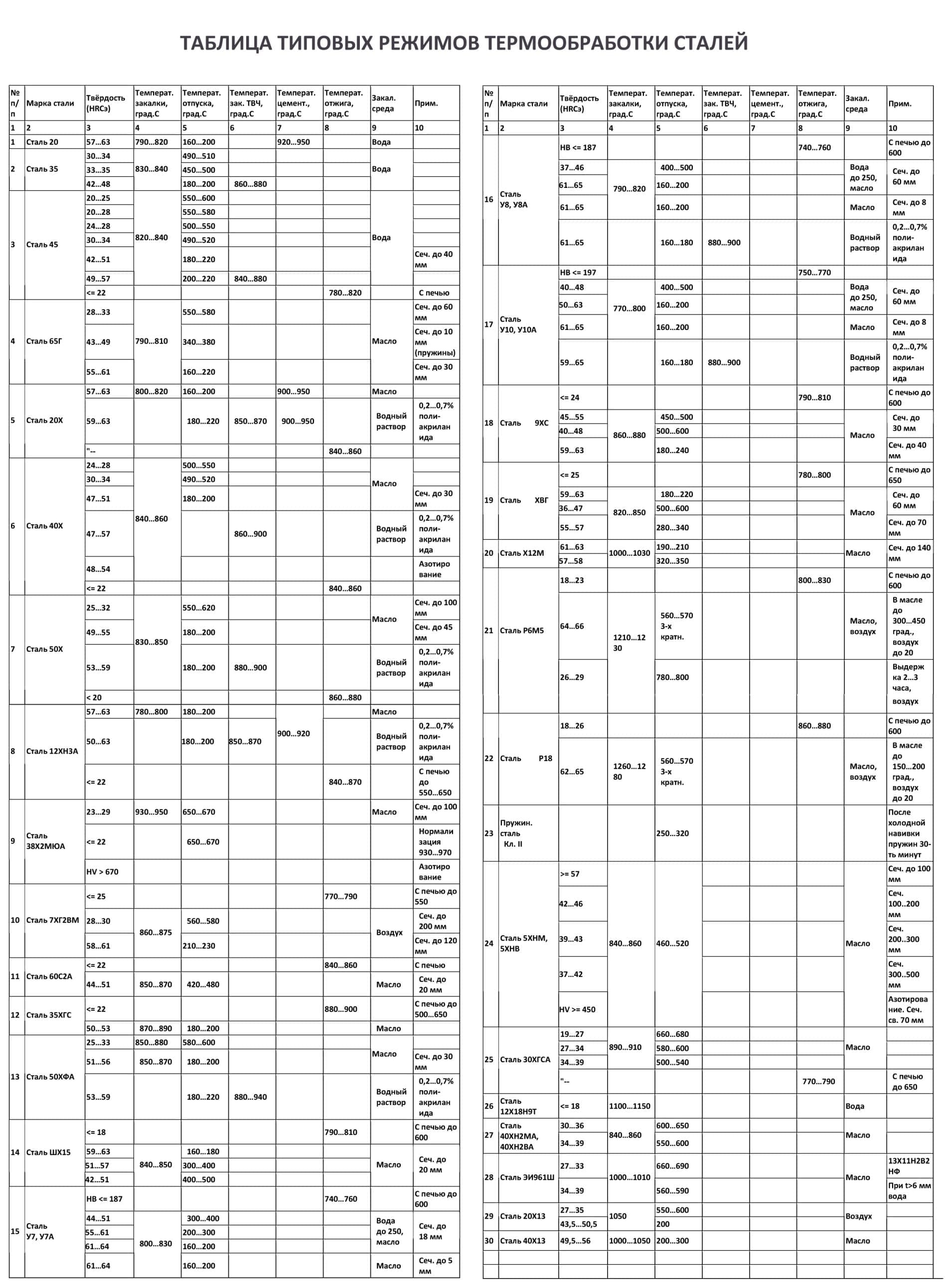
Типовые режимы термообработки сталей
Обновлено: 04.05.2024
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты и нормативные документы:
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ТУ 14-1-3332-82 Сталь горячекатаная сортовая, стойкая к коррозионному растрескиванию. Опытная партия
(Измененная редакция. Изм. № 1, № 3)
3 Режимы термической обработки
3.1 Для обеспечения необходимых показателей механических свойств и твердости заготовки деталей должны быть подвергнуты термической обработке: нормализации или закалке (нормализации) с отпуском.
3.2 Механические свойства сталей, определяемые на продольных образцах, вырезанных из заготовок, в зависимости от толщины (диаметра) приведены в приложении А (таблица 1).
Рекомендуемые режимы термической обработки заготовок для получения соответствующего предела текучести в зависимости от толщины (диаметра) заготовок приведены в таблице 1.
Таблица 1 - Режимы термической обработки углеродистых и легированных конструкционных сталей
Предел текучести, σ0,2, МПа (кгс/мм 2 ), не менее
Наибольшая толщина (диаметр) заготовки, мм
Твердость, НВ(HRC 2) )
Температура, °С
Температура, °С
Вода или воздух
Вода от 20 °С до 40 °С
Масло или воздух
Масло или через воду в масло
Воздух или масло
15Х5М (12Х5МА, Х5М)
В печи до 400 °С, далее на воздухе
1) По указанию технологической документации при нормализации заготовок сечением более 200 мм из сталей марок 35 и 40 для снятия напряжений производится отпуск при температуре от 620 до 650 °С.
2) См. примечания к измерениям твердости по шкале Роквелла (приложение Г).
(Измененная редакция. Изм. № 2, № 3)
Режимы термообработки стали, для которой необходимо получить предел текучести, не указанный в таблице 1, а также для сталей, не приведенных в настоящем стандарте, устанавливает изготовитель.
3.3 Если в сопроводительной документации на данную партию проката или поковок из стали марок Ст3, Ст5, 20, 25, 30, 40 имеется указание о проведенной нормализации, то повторную нормализацию заготовок из этой партии можно не проводить при условии соответствия механических свойств или твердости требованиям чертежа.
3.4 Термической обработке рекомендуется подвергать заготовки после предварительной механической обработки в наименьших сечениях, без надрезов, резких переходов и острых углов, являющихся местами концентрации напряжений.
3.5 Перепад температуры в рабочем пространстве печи не должен превышать 25 °С.
3.6 При установке термопар в печи, их концы (горячий спай) должны находиться на расстоянии не более 100 мм от поверхности заготовок.
Правильность показаний рабочих термопар периодически должна проверяться по контрольной платиновой термопаре.
3.7 Рекомендуемая температура печи во время посадки заготовок для термообработки в зависимости от толщины (диаметра) заготовки приведена в таблице 2 [1].
Таблица 2 - Рекомендуемая температура печи
Наибольшая температура печи при посадке заготовок на закалку (нормализацию), °С
Наибольшая температура печи при посадке заготовок на отпуск, °С
Ст3сп, Ст5, Ст3пс, 20, 25, 35, 40, 45, 09Г2С, 18ХГ, 10Г2, 20Х, 30Х, 35Х, 40Х, 30ХМА, 35ХМ, 40ХФА, 15ХМ
38Х2МЮА, 10ХСНД, 08ГДНФ, 12Х1МФ, 18Х3МВ, 25Х1МФ, 20Х3МВФ, Х5М
40ХНМА, 20ХН3А, 38ХН3МФА, 18Х2Н4ВА
3.8 Время прогрева садки устанавливается с учетом наибольшей толщины (диаметра) заготовок, веса садки и расположения заготовок на поду печи.
Рекомендуемые нормы выдержки при нагреве: в пламенных печах - 1 минута, в электропечах от 1,5 до 2 минут, в соляных ваннах - 0,5 минуты, в свинцовых ваннах от 0,1 до 0,15 минуты на 1 мм толщины (диаметра).
Для более точного расчета времени прогрева садки (время нагрева и выравнивания температуры по сечению) в пламенных и электрических печах может быть рекомендована методика, приведенная в рекомендуемом приложении В. Методика пригодна для расчета при условии, что скорость нагрева не ограничена, а температура посадки заготовок в печь примерно равна температуре проведения операции.
3.9 Нагрев заготовок для закалки (нормализации) производится с производственной скоростью, если скорость нагрева в технологии не указана.
3.10 Время выдержки после полного прогрева садки (при нагреве под закалку, нормализацию) устанавливается технологической картой термической обработки с учетом массы садки из расчета нормы выдержки на 1 мм наибольшей толщины (диаметра) заготовок: для углеродистых сталей 1 минута, для легированных - от 1,5 до 2 минут.
Рекомендуемое время выдержки заготовок в печи при температурах отпуска в зависимости от толщин (диаметра) заготовки и массы садки заготовок приведено в таблице 3 [1].
3.11 При охлаждении заготовок (в процессе закалки) через воду в масло температура воды должна быть в пределах от 30 до 40 °С. При охлаждении массивных заготовок в масле начальная температура его, во избежание загорания, не должна превышать 50 °С.
Продолжительность охлаждения изделий больших сечений в охлаждающих средах при закалке приведена в приложении В (таблица В.1 [3]).
Таблица 3 - Рекомендуемое время выдержки заготовок в печи
Наибольшая масса садки заготовок, кг
Выдержка (после прогрева металла садки) при температуре отпуска, ч
Для стали марок: Ст3сп, Ст3пс, Ст5, 20, 25, 35, 09Г2С, 40, 45, 10Г2, 20Х, 30Х, 35Х, 40Х, 18ХГ, 30ХМА, 38ХМЮА, 35ХМ, 40ХФА, 15ХМ
Для стали марок: 10ХСНД, 08ГДНФ, 20ХН3А, 40ХНМА, 38ХН3МФА, 15Х5М, 18Х2Н4ВА, 12Х1МФ, 20Х3МВФ, 18Х3МВ, 25Х1МФ
1 Область применения
Влияние технических требований на цену металлообработки или как уменьшить стоимость детали
В данной статье представлены справочные материалы и рекомендации, которые могут помочь Заказчику минимизировать стоимость детали на стадии разработки документации или же внести коррективы в существующую.
Завышенные требования неоправданно увеличивают стоимость изготовления продукции.
Каждой технологической операции присущи свои ньюансы, поэтому эти рекомендации относятся в первую очередь к токарной и фрезерной обработке металлов и их сплавов.
Ключевыми факторами, влияющими на расчет стоимости изготовления детали являются:
- выбор металла (его обрабатываемость, которая зависит от механических свойств и прежде всего от твердости и вязкости)
- требования к точности (допуски на размеры, а также допуски формы и расположения поверхностей)
- требования к чистоте обработки (необходимая шероховатость поверхности)
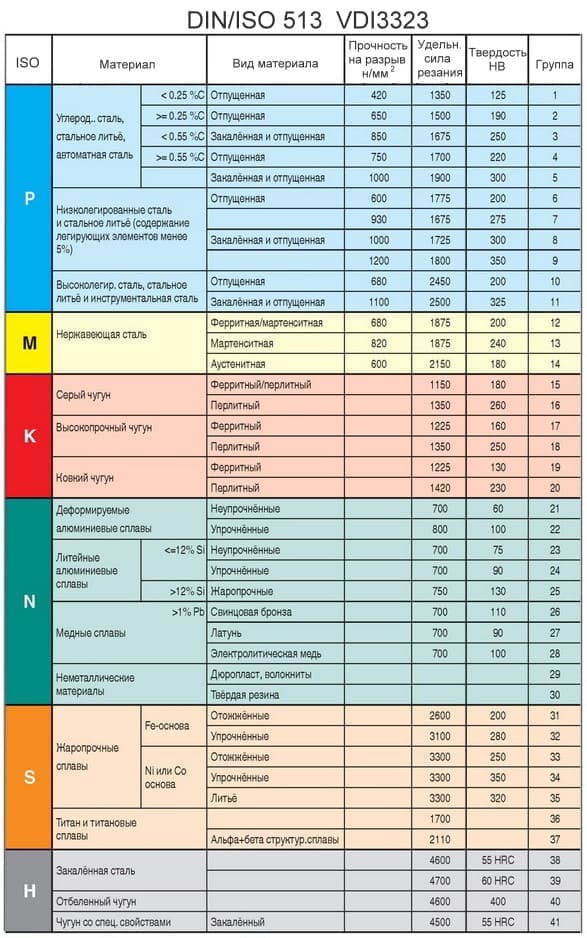
Выбор металла
С точки зрения обрабатываемости стандарт ISO 513 предполагает наличие шести групп. В таблице обрабатываемости материалов приведены значения удельной силы резания для различных металлов и сплавов в зависимости от их состояния. Чем выше значение, тем труднее обрабатывается материал. Для упрощения широко применяемые металлы и сплавы можно разделить на три основные группы: цветные, черные, закаленные черные.
Цветные металлы и сплавы на основе алюминия, магния, меди, олова, цинка легко обрабатываются (уд. сила резания 700-800н/мм²) и позволяют обеспечить высокую стойкость инструмента. Исключение составляет титан и его сплавы, которые обладают повышенной вязкостью и обрабатываются значительно хуже.
Черные металлы, к которым относятся стали и чугуны, обрабатываются существенно хуже легких сплавов (уд. сила резания 1350-3300н/мм²) и требуют повышенного расхода инструмента. Хуже всего обрабатываются нержавеющие и жаропрочные стали. Для фрезерной обработки стальной детали может потребоваться в 3- 4 раза больше времени, чем для аналогичной из легкого сплава. При выборе марки стали необходимо помнить, что нет смысла использовать высоколегированные стали без термообработки – повышенную механическую прочность и твердость они приобретают в процессе закалки и отпуска.
Закаленные черные металлы являются самыми труднообрабатываемыми (уд. сила резания более 4600н/мм²). Чем выше твердость, тем тяжелее обработка и выше расход инструмента. Если токарная обработка сталей с твердостью 60HRC достаточно заурядна, то фрезерная обработка деталей такой твердости трудновыполнима и встречается крайне редко. Предсказать расход инструмента при такой фрезеровке довольно сложно. Значения твердости для различных марок сталей и вариантов термообработки приведены в таблице типовых режимов термообработки.
Для уменьшения стоимости заказываемой детали на этапе проектирования (если позволяют нагрузки и условия эксплуатации) следует отдавать предпочтение легкообрабатываемым материалам. Особенно актуально это для фрезерных работ по металлу: несмотря на существенную разницу в стоимости заготовки, итоговая цена стального корпуса будет в разы выше, чем аналогичного из Д16Т.
Удельная сила резания
Типовые режимы термообработки сталей
Требования к точности
Необходимо различать точностные характеристики станка и точность обработки.
Для станка - это точность и повторяемость позиционирования суппорта, которые находятся в пределах 0,01мм. Точность обработки зависит от этих параметров, но также зависит от многих других факторов и приближается к характеристикам станка только в идеале. В реальности суппорт станка взаимодействует с заготовкой через инструмент, создавая систему станок – инструмент – деталь.
Первую погрешность вносит размер инструмента, который меняется («садится») в процессе обработки. Это изменение может составлять даже не сотые, а десятые доли миллиметра.
Вторая погрешность характерна для вращающегося инструмента (например, фрезы) – это радиальное и торцевое биение. Даже высококачественные фрезы большой длины могут иметь биение в несколько сотых миллиметра.
Третья погрешность – это «отжим» инструмента силами резания. Чем больше сила резания и меньше жесткость инструмента (чем он длиннее и тоньше), тем больше его отжимает от запланированной траектории обработки. С этим можно бороться путем уменьшения толщины срезаемого за проход слоя материала, но неизбежно увеличение машинного времени, а для особо тонкого и длинного инструмента гарантирована потеря точности. Реальная точность обработки в зависимости от ее условий может существенно отличаться от точностных характеристик станка.
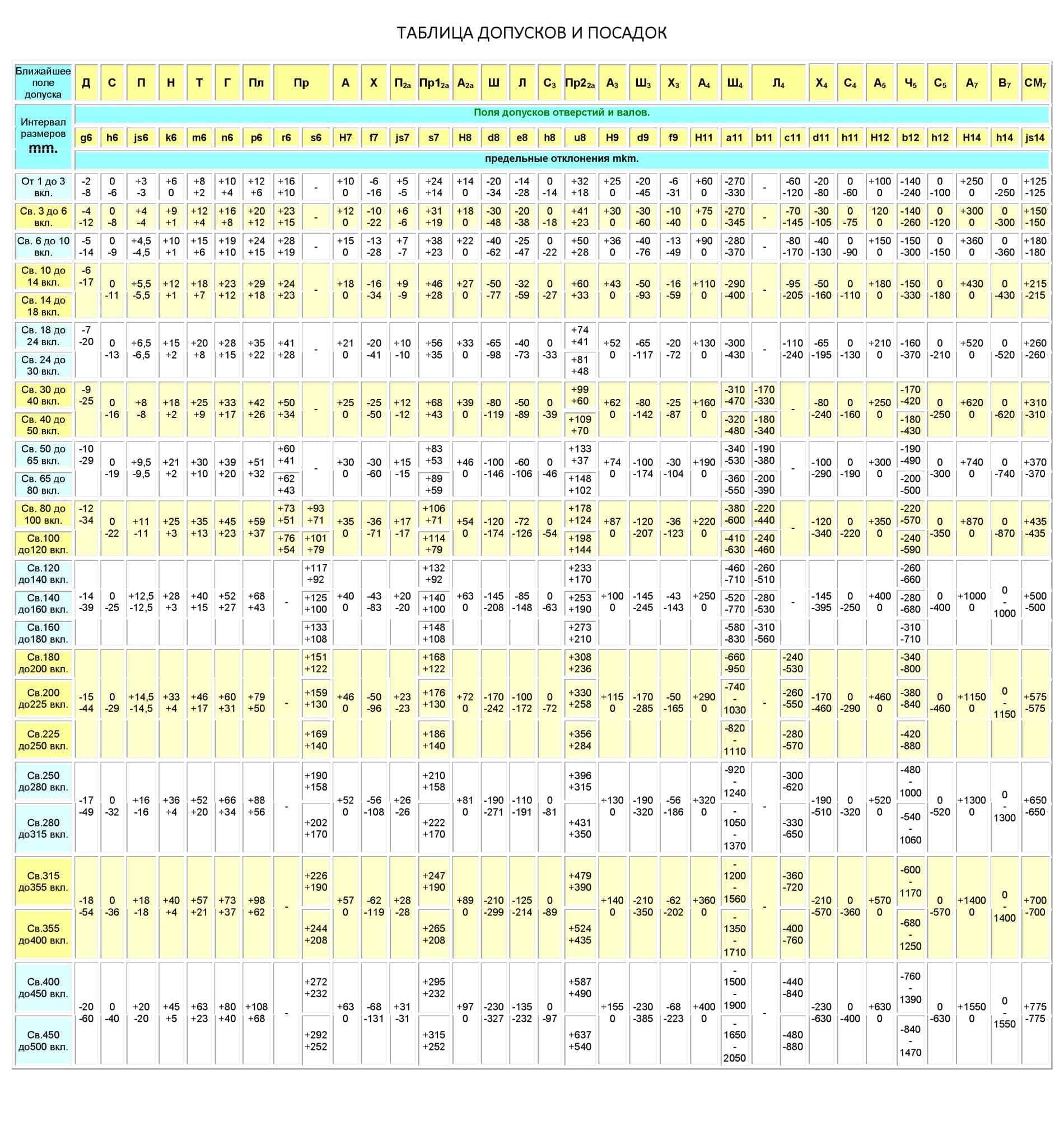
Допуски на размеры необходимо назначать аккуратно, учитывая, что при паспортной точности станка в 0.01мм в некоторых случаях для обеспечения в 10 раз меньшей приходится применять сложные схемы обработки и комбинации различных инструментов. Это может увеличить стоимость не на проценты, а в разы. Допуски на уровне 12 квалитета и грубее обеспечить обычно не трудно, Зона с 11 квалитета по 8 – это достаточно точные размеры, а с 7 квалитета начинается зона повышенной и особой точности. Поля допусков для различных квалитетов и диапазонов размеров приведены в таблице допусков и посадок.
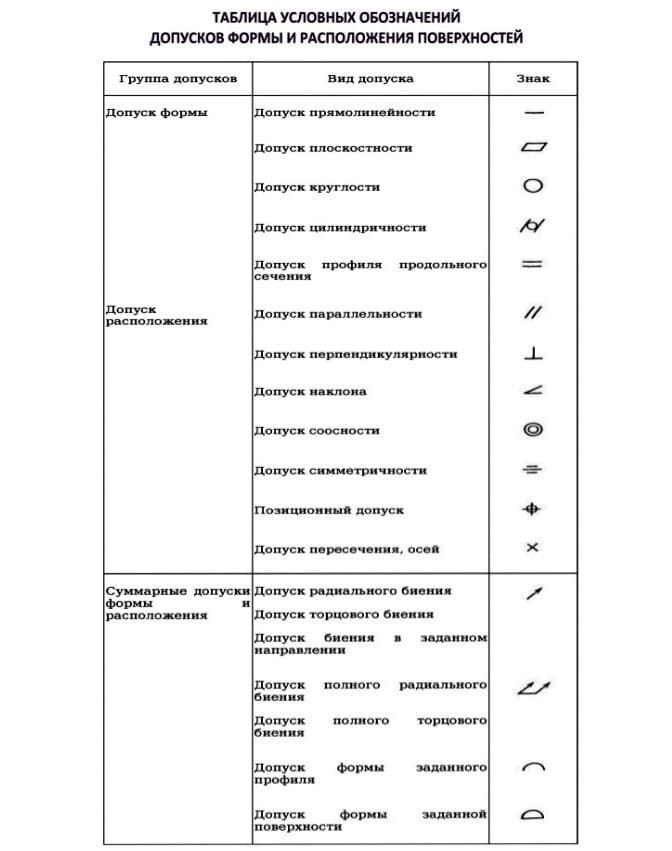
Особенно внимательно надо подходить к назначению допусков формы и взаимного расположения поверхностей, условные обозначения которых приведены в соответствующей таблице. Так например, изготовление детали диаметром 50мм и длиной 300мм с допуском прямолинейности 0,02мм не представляет трудности, в то время как изготовление детали диаметром 5мм и длиной 1000мм даже с отклонением от прямолинейности в 0,1мм – практически невыполнимая задача. Точно также, неплоскостность в 0,01 на длине в 200мм для толщины 10мм – вполне выполнима, а при толщине 1мм – практически недостижима.
Завышенные требования к точности могут привести к многократному увеличению стоимости изделия.
Допуски и посадки
Условные обозначения допусков формы и расположения поверхностей
Требования к шероховатости
В таблице соответствия классов шероховатости приведены ее характерные значения для различных видов обработки. У каждого вида обработки есть предельная величина шероховатости, для преодоления которой необходимо переходить на другой вид. В диапазоне достижимых значений для каждого вида обработки более высокая чистота поверхности требует, как правило, дополнительных трудозатрат, что приводит к увеличению стоимости.
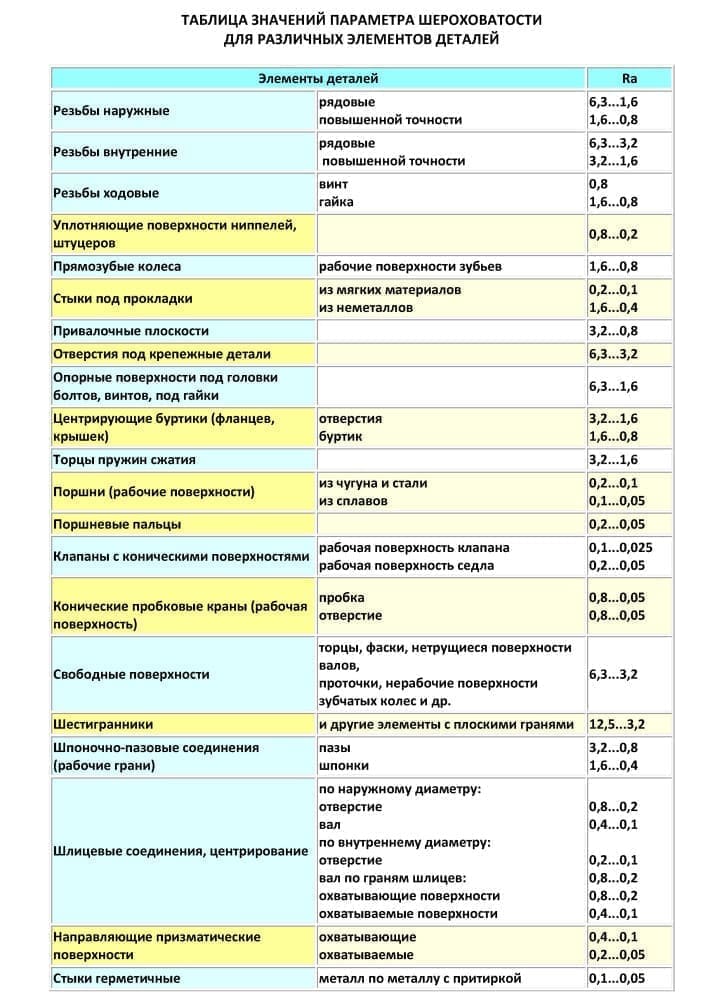
Для обеспечения работоспособности различных элементов деталей существуют различные требования к их шероховатости, предпочтительные значения которых приведены в соответствующей таблице. При назначении параметров шероховатости не стоит превышать эти значения, так как работоспособности детали это не повысит, а стоимость увеличит.
Соответствие классов и параметров шероховатости

Параметры шероховатости для различных элементов деталей
Вкратце, все вышесказанное можно свести к нескольким простым рекомендациям:
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.

Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- полный;
- неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
![Температура нагрева стали при термообработке]()
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
![Отжиг стали]()
Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
![Полный отжиг стали]()
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
![Закалка стали]()
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
![Процесс нормализации стали]()
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Читайте также:
- I – рода:
- снятие внутренних напряжений после




