Трещины в стальных отливках
Обновлено: 14.05.2024
Технические условия па отливки определяют количество и размер допускаемых в них дефектов. Если же качество отливки не соответствует требованиям чертежа и технических условий, то ее бракуют. Для уменьшения потерь от брака в ряде случаев производят исправление дефектов отливок.
Наплавка. Крупногабаритные чугунные отливки, не несущие в эксплуатации значительных нагрузок, исправляют, наплавляя дефектный участок (большие раковины, трещины, недоливы) жидким чугуном. Наплавляемый участок отливки тщательно очищают и стержнями ограничивают полость, в которую будет залит чугун. Для того чтобы обеспечить сваривание заливаемого чугуна с отливкой, необходимо разогреть и оплавить участок отливки, контактирующий с расплавом. Поэтому предусматривают перелив первых порций чугуна из полости дефекта в специальную сливную полость, также выполняемую стержнями. Только после заполнения сливной полости происходит заполнение полости дефекта. Отливку, исправленную методом наплавки, обязательно подвергать отжигу.
Заварка. Заварку применяют для исправления дефектов стальных и чугунных отливок, причем последние поддаются исправлению значительно труднее. В зависимости от характера дефекта, конструктивных особенностей и условий эксплуатации восстанавливаемых изделий, а также от стадии механической обработки, после которой выявлен дефект, применяют различные способы заварки При горячей электродуговой заварке чугунных отливок производят нагрев всей отливки в печи или завариваемого участка отливки горелкой до температуры 600—700 С, а затем заваривают чугунными электродами.
Перед заваркой полость дефектного участка отливки выравнивают и расширяют, используя для этого пневмозубила, дрели, бормашины. Если в полости есть трещины, то металл удаляют до исчезновения трещин. При наварке крупных участков тела отливки полость под наварку образуют стержнями или отформовывают стержневой смесью с последующей сушкой. При заварке сначала расплавляют нижнюю часть поверхности дефекта и очищают образовавшуюся ванну от неметаллических включений, а затем окончательно заплавляют участок. В случае глубоких раковин в ванну добавляют мелкие куски тщательно очищенных электродов. После наплавки нагревают заваренные участки или всю отливку до температуры 750—800° С и медленно охлаждают.
В случае неправильного ведения технологического процесса горячей электродуговой заварки чугунными электродами могут возникнуть новые дефекты, присущие процессу заварки: отбел при недостаточном нагреве под заварку, термические трещины.
При горячей газовой заварке отливку нагревают до температуры 600—700°С с тем, чтобы температура ее перед началом заварки была не ниже 400° С. После этого разогревают газовой горелкой основной металл вокруг дефекта до красного цвета, оплавляют стенки дефекта, добавляют флюс в образовавшуюся ванну расплава, очищают расплав от шлаков и окисной пленки и наплавляют дефект с присадкой чугунного прутка и добавлением флюса.
При холодной заварке дефектов наибольшее распространение получили стальные, медностальные и медноникелевые электроды При холодной электродуговой заварке стальными электродами в качестве электродов применяют стальную низкоуглеродистую проволоку (Св-0,8) диаметром 3—6 мм, покрытую в один слой обмазкой.
При холодной электродуговой заварке медностальными электродами применяют одностержневые электроды, содержащие 10— 12% Fe и 90—88% Си. Электроды изготовляют из медной проволоки диаметром 4—5 мм с оплеткой из полосок белой жести или с покрытием из железного порошка (электроды ОЗН-1). В отдельных случаях используют медностальные электроды диаметром 7 мм и электроды с содержанием до 30—50% стали.
Применяют метод местного индукционного разогрева деталей перед сваркой и холодную электродуговую заварку электродами ЦЧ-4 из стального стержня диаметром 3—4 мм, покрытого слоем специальной легирующей обмазки. Для исправления дефектов на механически обработанных поверхностях используют низкотемпературную заварку — пайку.
Дефекты стальных отливок исправляют теми же способами, что и чугунных.
Для заделки дефектов применяют быстротвердеющую замазку.
Взвешенную смолу вначале тщательно перемешивают с пластификатором в течение 5 мин, затем добавляют необходимое количество полиэтиленоламина и замешивают в течение 7 мин с железным порошком или цементом, добавляя последние небольшими порциями до получения жидкого теста. Живучесть тщательно перемешанной замазки в тестообразном состоянии не более 30 мин после приготовления. Замазку применяют для заделки ужимин, несквозных раковин, мест течи и т. д. При этом дефекты, подлежащие заделке, по глубине не должны превышать 1/3 толщины стенки в исправляемом месте.
Перед нанесением замазки дефектное место отливки высверливают или вырубают. Поверхность дефекта должна быть сухой. В случае загрязнения минеральным маслом дефектное место нужно протереть уайт-спиритом или нитрорастворителем. Замазку наносят в раковину шпателем. Скорость затвердевания замазки зависит от температуры детали; затвердевание протекает в течение4—5 ч при температуре 18—20° С и в течение 0,5 ч при 100° С. При температуре 10—12 С, замазка затвердевает медленно (около 10 ч).
После затвердевания замазки исправленное место затачивают или зашлифовывают абразивным кругом или шкуркой, обдувают и закрашивают грунтовкой. Замазка на основе эпоксидной смолы прочно сцепляется с основным металлом, не отслаивается при ударах, не теряет своих свойств при температуре до 150° С.
Пропитка. Для исправления дефектов пористых отливок, не работающих под давлением, применяют пропитки, например жидкое стекло (раствор силиката натрия или калия) и различные синтетические смолы. Пропитка деталей хлористым железом производится в холодном состоянии. Образующийся гидрат окиси железа заполняет поры и делает отливку плотной и непроницаемой. Пропитка деталей жидким стеклом производится в подогретом состоянии (85—95° С). После опрессовки отливки нагревают до температуры 100—110 С в течение 12—15 мин.
Установка для пропитки мелких и средних отливок синтетическими смолами включает бачок с пропиточным составом, снабженный автоматическим устройством для подогрева и перемешивания; вакуумный насос, вакуум-камеры, где происходит пропитка отливок; промывочный бачок.
Для полимеризации смолы отливки помещают в печь и выдерживают в ней до полного отверждения смолы. Температура полимеризации зависит от типа применяемой смолы и составляет 120—180 С. После пропитки отливки очищают и подвергают испытаниям на герметичность.
Декоративное исправление отливок. Декоративное исправление мастиками применяют для неответственного питья с целью улучшения внешнего вида. Перед нанесением мастик поверхность отливки очищают до появления чистого металла.
Установка пробок и втулок. Некоторые дефекты отливок — сквозные раковины (даже на ответственных поверхностях) -могут быть исправлены путем установки пробок и втулок на резьбе. Часто пробки после постановки дополнительно приваривают. Пробки перед установкой погружают в специальные составы для придания им газо- и водонепроницаемости.
Контроль качества исправленных отливок. Все отливки после исправления подвергают внешнему осмотру для выявления трещин в наплавленном металле. Наличие трещин любой величины служит основанием для вторичной браковки отливок. Если отливка должна быть герметичной, проводят ее испытание после исправления по технологии, принятой в цехе. Проверке подвергают не менее 3% общего количества исправленных отливок.
Трещины в отливках. Виды трещин. Меры предупреждения трещин.
Трещины представляют собой частичное или полное разрушение сечения отливки, вызванное достижением предела прочности сплава растягивающими напряжениями, развивающимися в результате противодействия тех или иных сил усадке в твердом состоянии.
Горячие трещины имеют черную окисленную поверхность и значительное расхождение между краями; они образуются вблизи температур кристаллизации, когда в средней части отливки имеется жидкий металл. Холодные трещины имеют блестящую поверхность, обычно с цветами побежалости и незначительным расхождением между краями; они образуются при низких температурах (ниже 700° С для стали и чугуна) после полного затвердевания отливок.
Зарождение и развитие трещин в отливках определяются четырьмя группами факторов: 1) податливостью формы, а также ее тешюфизи-ческими свойствами и конструкцией; 2) конструкцией отливки (наличием тепловых узлов и сочетанием различных сечений, способом подвода металла и т.д.); 3) условиями формирования отливки, определяющими последовательность затвердевания ее частей, а также возможность получения заданной макро- и микроструктуры сплава; 4) усадочными, механическим и теплофизкческими свойствами, а также характером его кристаллизации. Технологические условия литья влияют путем изменения кинетики формирования отливки.
Борьба с горячими трещинами большей частью осуществляется технологическим путем
1) увеличение податливости формы за счет применения податливых формовочных смесей (например, введения в них древесных опилок) и создания полостей в тех частях формы, которые располагаются между выступающими частями отливок;
2) упрочнение слабых мест в отливках. Это может достигаться, во-первых, путем установки холодильников, во-вторых, установки ребер жесткости, в-третьих, создания плавных переходов в сопряжениях;
3) устранение выступающих частей в отливках путем изменения конструкции детали или расчленение их на более простые узлы с последующей сваркой (может применяться лишь как крайняя мера);
4) снижение температуры и скорости заливки, если это не вызывает других дефектов в отливке. Ослабление местных разогревов за счет выбора рациональной конструкции литниковых систем;
5) снижение содержания в сплаве примесей, способствующих развитию интервала хрупкости, например, в железных сплавах к таким примесям относятся сера, фосфор, водород.
6) введение небольших технологических добавок, модифицирование - все это может значительно увеличить трещиноустойчивость сплава и резко снизить брак по горячим трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования
69. Факторы, влияющие на возникновение напряжений и трещин в отливках. Механизм образования этих дефектов. Мероприятия по их предупреждению или устранению
Внутренние напряжения возникают вследствие усадки сплава и действия сил, препятствующих усадке (или уменьшению размеров). В зависимости от сил, препятствующих сокращению размеров отливки (или ее элементов), напряжения условно подразделяются на следующие виды:
- усадочные, когда торможение усадке обусловлено внешними силами (сопротивление формы, стрежней, оснастки и т.д.);
- термические, вызываемые неоднородным охлаждением и, следовательно, смещением усадки во времени различных элементов отливки;
- фазовые, возникающие в отливке в результате протекания фазовых превращений, сопровождающихся изменением объема.
Трещины представляют собой частичное или полное разрушение сечения отливки, вызванное достижением предела прочности сплава растягивающими напряжениями, развивающимися в результате противодействия тех или иных сил усадке в твердом состоянии. Трещины принято делить на горячие и холодные.
Холодные возникают в хрупких сплавах при быстром охлаждении или ударах. Меры: установка холодильников на толстых сечениях, прямой подвод металла к отливке, более внимательное отношение или изменение метода выбивки, очистки, обрубки отливок.
На возможность образования трещин в отливках оказывают влияние следующие факторы:
1) усадка сплава в твердом состоянии; 2) механические свойства (прочность, пластичность и упру гость) сплава при высоких температурах; 3) особенности затвердевания, в наибольшей степени образование («слабых мест» в твердой корке); 4) податливость формы, т.е. сопротивление усадке отливки.
Горячая трещина образуется тогда, когда усадочная деформация превзойдет допустимую деформацию в интервале хрупкости. Если интервал хрупкости захватывает широкую область температур и соответствует низким величинам относительного удлинения, но усадка в этом интервале мала, а тем более, если при этих температурах происходит предусадочное расширение, трещина не образуется. С другой стороны, предотвратить образование трещины может быстрый рост прочности при понижении температуры. Если усадочные напряжения не достигнут предела прочности за весь период охлаждения корочки, возникающей на отливке в начальной стадии затвердевания, горячая трещина уже не образуется. Напряжения в твердой корке, усадка которой тормозится, достигнут максимума в том месте, где корочка имеет минимальную толщину. Такие «слабые места» возникают во входящих углах сопряжений; в них обычно и образуются трещины.
Для снятия напряжений обычно используют термическую обработку различных видов. При отжиге I рода температура нагрева не связана с температурой фазовых превращений. Отжиг стальных и чугунных отливок обычно производится при температуре 450-650 ˚C в течение 2-10 ч. Отливки из алюминиевых сплавов отжигают при 250-350 ˚C. С повышением температуры нагрева скорость релаксации напряжений резко возрастает, и, следовательно, сокращается необходимая длительность отжига. Отжиг II рода связан с фазовой перекристаллизацией сплава, поэтому он наиболее полно снимает напряжения в отливках и одновременно исправляет крупнозернистую зернистую структуру в сталях и некоторых сплавах.
Крупногабаритные чугунные отливки (базовые детали станков и т.п.) для частичного снятия остаточных напряжений и предотвращения коробления иногда подвергаются длительному вылеживаю с течение нескольких месяцев при температуре окружающей среды. Этот процесс обычно называют естественным старением, что не соответствует технологии, принятой в металловедении.
Борьба с горячими трещинами большей частью осуществляется технологическим путем (увеличением податливости форм, изменением конструкции отливки и т.д.), так как марка сплава обусловлена технологическими условиями и не может произвольно изменяться. Однако нельзя недооценивать роль структуры и свойств сплава. Незначительные изменения химического состава (в пределах допуска), снижение содержания вредных примесей, введение небольших технологических добавок, модифицирование – все это может значительно увеличить трещиноустойчивость сплава и резко снизить брак по горячи трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования.
70. Трещины горячие и холодные. Процесс образования горячих трещин в отливках.
В зависимости от температурных условий образования трещины подразделяются на горячие и холодные. Горячие трещины обычно имеют усадочное происхождение и возникают в интервале температур затвердевания сплава. Они проходят по границам макрозерна и имеют неровную окисленную поверхность, на которой иногда видны дендри-ты. В крупных дендритах горячие трещины могут образовываться по периферии дендритных ячеек. Холодные трещины возникают вследствие высоких внутренних напряжений в отливке. Они обычно имеют гладкую светлую или зернистую поверхность с цветами побежалости.
Наиболее характерны для отливок горячие трещины, кинетика образования которых изучалась А.А. Бочкаревым, Г.Т. Гудковым и их учениками. Было установлено, что горячие трещины зарождаются с момента перехода сплава в твердожидкое состояние при температуре ниже температуры образования твердого скелета 1СК и начала свободной линейной усадки, то есть в эффективном интервале затвердевания. Горячие трещины образуются вследствие торможения свободной усадки со стороны формы или стержней и локализации возникающей при этом деформации растяжения. Склонносгь сплавов к образованию трещин связана с шириной температурного интервала кристаллизации. Формирование усадочных напряжений аус происходит в период прохождения сплавом эффективного интервала затвердевания, причем максимум сгус соответствует максимуму А13агВ 3 *- В то же время из-за образования жидких прослоек по границам зерен запас пластичности \|/ в этих сплавах минимален (рис. 5.30). В связи с этим сплавы склонны к образованию горячих трещин и имеют минимальную трещиноустойчивость.
В системах с небольшой растворимостью в твердом состоянии сплавы с минимальной трещиноустойчивостью имеют концентрацию вблизи Ср, в системах со значительной растворимостью набольшее количество трещин отмечается в сплавах с концентрацией меньше Ср, то есть соответствует точке С'р. В чистых металлах и узкоинтервальных сплавах с большим количеством эвтектики развивается последовательная кристаллизация, дендриты не разделяются прослойками жидкой фазы, трещиноустойчивость имеет максимальные значения. Развитие горячих трещин зависит также от макро- и микро структуры сплавов. Наибольшей трещиноустойчивостью обладает равномерная мелкозернистая макро- и микроструктура, значительно меньшей - крупнозернистая равновесная структура
Борьба с горячими трещинами большей частью осуществляется технологическим путем (увеличением податливости форм, изменением конструкции отливки и т.д.), так как марка сплава обусловлена технологическими условиями и не может произвольно изменяться. Однако нельзя недооценивать роль структуры и свойств сплава. Незначительные изменения химического состава (в пределах допуска), снижение содержания вредных примесей, введение небольших технологических добавок, модифицирование - все это может значительно увеличить тре-щиноустойчивость сплава и резко снизить брак по горячим трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования.

Рис 5.30. Изменение усадочных свойств сплавов в эвтектической системе; бусус — усадочные напряжения; Е — деформация; Ф — запас пластичности; n - склонность к образованию горячих трещин
Дефекты отливок
При охлаждении стальных отливок ниже интервала температур 620—650' С и чугунных ниже 400—650 С в их материале преобладают упругие свойства. Трещины, образующиеся в отливках в период преобладания в их материале упругих свойств, называют холодными. Деление трещин на горячие и холодные условно, так как по механизму образования холодные трещины почти не отличаются от горячих.
Холодными трещинами называют слабо заметное нарушение целостности отливки, большей частью со светлой, зернистой, поверхностью излома. Холодные трещины обычно имеют правильные очертания, так как при их образовании разрушение происходит по зернам, а не по их границам. Ширина их обычно незначительна, так как пластичность сплавов в период их образования мала и возможности для деформации отливки ограничены.
Холодные трещины образуются в зоне растягивающих напряжений и располагаются преимущественно в острых углах и других местах концентрации напряжений. Причиной образования холодных трещин являются остаточные напряжения, возникающие в отливке при ее охлаждении. Кроме того, на образование холодных трещин влияют и временные напряжения.
Холодные трещины, вызываемые остаточными напряжениями, появляются при эксплуатации отливок под действием нагрузок, значительно меньших расчетных. Практически они могут возникнуть даже без воздействия внешних сил — при очистке, транспортировке или механической обработке.
Вероятность образования холодных трещин зависит от характера нагружения отливки, величины действующих в ней остаточных напряжений, пластических и прочностных свойств сплавов. Таким образом, в зависимости от условий нагружения образование холодных трещин тем вероятнее, чем меньше прочность или пластичность материала.
Условия образования холодной трещины рассмотрим на примере отливки шкива с ободом малого сечения и спицами большого диаметра. Подобные отливки часто получаются с искаженными размерами, большими напряжениями и трещинами. При изготовлении шкивов из углеродистой стали в них возникают преимущественно температурные, а не фазовые напряжения. Непосредственно после заливки скорость охлаждения обода будет значительно выше, чем более массивных спиц и ступицы. Поскольку спицы и обод соединены в одну систему, то спицы будут иметь некоторую среднюю длину. При этом спицы будут сжаты (укорочены), а возникающие в них напряжения погашены пластическими деформациями. Некоторым удлинением обода в данном случае можно пренебречь. По мере дальнейшего охлаждения шкива наступит момент, когда в спицах начнут преобладать упругие свойства. После этого система приобретает большую жесткость и сокращение в размерах любого из ее элементов должно вызвать соответствующие упругие деформации и напряжения в соседнем.
Если бы теперь спицы охлаждались отдельно от обода, то, поскольку их температура выше, чем обода, абсолютная величина усадки была бы больше и между ними и ободом должен был бы образоваться зазор. Однако поскольку отливка представляет собой единую систему, то после окончательного остывания отливки спицы окажутся упруго растянутыми и в них будут действовать растягивающие напряжения, а в ободе — сжимающие. Если обод шкива недостаточно жесткий, то он может прогнуться, что приведет к браку по короблению. Если же обод обладает достаточной жесткостью, то напряжения в спицах могут превысить допускаемую величину и в отливке по спицам возникнут холодные трещины.
В качестве другого примера рассмотрим условия охлаждения и возникновения холодной трещины в отливке из ковкого чугуна ступицы легкового автомобиля. Она состоит из двух частей — ступицы, массивной втулки и диска малого сечения. Вследствие того, что в первый период охлаждения отливки диск остывает быстрее втулки, к моменту перехода чугуна всей отливки в упругое состояние разность температур между втулкой и диском составляет 80°. В результате после полного остывания отливки возникают температурные остаточные напряжения, растягивающие во втулке и сжимающие в диске и приводящие к образованию холодных трещин.
На образование холодных трещин могут оказывать влияние также и временные температурные напряжения. Так, например в данном случае ступицу выбили бы через 2,5 мин после охлаждения ее втулки. При этом вследствие ускорения охлаждения отливки после заливки разность температур между втулкой и диском возросла бы до 135°. Разность температур 135° — 80° = 55° была бы вызвана ускорением остывания диска и привела к возникновению временных температурных напряжений сжатия во втулке и растяжения в диске. В данном случае остаточные и временные напряжения имеют противоположные знаки. Так как температурные напряжения прямо пропорциональны разности температур, то остаточные напряжения в детали будут больше временных в 1,3 раза. Кроме того, напряжения тем больше, чем выше модуль упругости материала.
Сследует стремиться к созданию нежестких несвязанных конструкций, в которых в результате местных деформаций остаточные напряжения не достигают опасной величины. С этой же целью иногда крупные отливки делят на несколько частей. Например, отливку крупного маховика делят на два полукольца. После механической обработки их соединяют болтами. Напряжения и искривления каждого полукольца получаются меньшими, чем целого кольца.
Как указывалось, вероятность образования трещин тем больше, чем меньше пластичность и прочность сплавов. Поэтому при равных остаточных температурных напряжениях в отливках из стали, серого и белого чугуна наибольшая опасность образования холодных трещин в менее пластичном белом чугуне.
Меры по предотвращению холодных трещин.
Мероприятия но предупреждению образования холодных трещин сводятся к соответствующим мерам по предотвращению возникновения значительных остаточных напряжений. Хорошие результаты могут быть получены при повышении показателей прочностных и пластических свойств металла отливки. В сталях такие элементы, как углерод, хром, марганец и т. п., понижая пластичность, способствуют образованию холодных трещин; стали с пониженным содержанием углерода и легирующих элементов менее склонны к образованию подобных дефектов.
Для предупреждения возникновения холодных трещин особенно важно, чтобы отливка не имела стенок различной толщины.
Таким образом, уменьшение жесткости отливок путем замены деформации растяжения деформацией изгиба способствует снижению остаточных напряжений и исключению холодных трещин. При этом некоторые части отливок могут покоробиться.
Однако не всегда целесообразно использование податливых конструкций отливок с изгибающимися ребрами, дисками или спицами, так как большой их изгиб может вызвать концентрацию напряжений. Так, в верхних ребрах ролика из белого чугуна (рис. 58, а) наблюдались холодные трещины, иногда переходившие в диск. Эти трещины возникали в результате значительной концентрации напряжений при изгибе диска под действием остаточных температурных напряжений. Нижние ребра, подвергающиеся сжатию, трещин не имели. При удалении верхних ребер исчезает концентрация напряжений, и трещины не образуются. Однако при этом жесткость верхней половины ролика недопустимо снижается.
В практике литейного производства одним из наиболее распространенных способов уменьшения остаточных напряжений в отливках является их термическая обработка. Отливки нагревают до таких температур, при которых пластичность их материала значительно увеличивается, предел текучести понижается, происходит пластическая деформация и напряжении уменьшаются. При дальнейшем охлаждении отливки с высоких температур в них могут опять возникнуть температурные и фазовые напряжения. Поэтому при термической обработке, проводимой с целью уменьшения внутренних напряжений, необходимо выравнивание температуры по сечениям отливки при выдержке и последующем охлаждении.
При производстве стальных отливок термическая обработка является обязательной технологической операцией, проводимой для улучшения кристаллического их строения и физико-механических свойств, но одновременно снижаются внутренние напряжения. Для стали с содержанием 0,2 — 0,3% углерода температура термической обработки составляет 880—900" С. При такой температуре предел текучести стали довольно низок и остаточные напряжения почти полностью снимаются. Аналогичное явление происходит при отжиге отливок из белого чугуна.
Низкотемпературный отжиг (искусственное старение) отливок из серого чугуна состоит из их нагрева, выдержки при температуре 400—600° С и медленного охлаждения вместе с печью. Загрузка отливок производится как в холодную, так и нагретую до температуры 200—300° С печь. Скорость повышения температуры печи 50—150 градусов до достижения температуры выдержки. Чем выше температура и больше продолжительность выдержки оливок в печи, тем меньше величина остаточных напряжений. Температура низкотемпературного отжига серого чугуна должна обеспечивать достаточную пластичность металлической основы, снижение остаточных напряжений в местах их концентрации и достаточную стабилизацию остаточных напряжений,
сохранившихся в отливке. При этом исходная твердость металла не должна существенно снижаться.
После окончания выдержки отливки охлаждают медленно, со скоростью 10 — 30 градин вместе с печью до температуры 350° С во избежание появления новых температурных (термических) напряжений. После достижения всеми участками отливки температуры 350 С скорость охлаждения может быть увеличена до 60 град. Выгрузку отливок из печи следует производить при температуре не выше 100-150" С.
Горячими трещинами называют хорошо видимое нарушение сплошности отливки. Поверхность трещины грубая, окисленная со следами дендритов. Характерным признаком горячих трещин являются их неровные (рваные) края и значительная ширина
С момента образования на поверхности отливки твердой корки и последней возникают температурные напряжения. Корка прижимается к поверхности формы давлением жидкого сплава, благодаря чему отсутствует изгиб корки выпуклостью в сторону жидкого металла и перемещение ее вдоль поверхности формы под действием температурных напряжений. Температурная деформация приводит лишь к небольшим послойным сдвигам, несколько искажающим форму корки. В результате происходящие в корке деформации рассредоточиваются по всей поверхности контакта, что уменьшает вероятность ее разрыва. По мере затвердевания отливки толщина корки увеличивается, соответственно увеличиваются силы, действующие в ней, и в определенный момент корка отрывается от поверхности формы. После этого резко возрастает опасность разрушения отливки под действием механических ил и температурных напряжений. Преждевременный отрыв корки особенно часто наблюдается в острых углах отливок, отливаемых в кокиль. С момента отрыва корки затвердевшего металла от формы способность отливки сопротивляться разрушению определяется прочностью и пластичностью материала и характером действующих сил. Прочность промышленных сплавов с повышением температуры уменьшается, а пластичность сначала увеличивается, оставаясь на довольно высоком уровне в широком интервале температур. При достижении сплавом температуры, близкой температуре начала плавления, пластичность его резко снижается. Поскольку при этих температурах показатели прочностных и пластических свойств сплавов малы, то затвердевающие и только что затвердевшие отливки чувствительны к действующим напряжениям. Такой участок температур называют критическим интервалом или температурным интервалом хрупкости.
Обычно разрушение отливок (возникновение горячих трещин) происходит под влиянием растягивающих напряжений. При этом в зависимости от схемы нагружения узла отливки причиной ее разрушения может быть недостаточная прочность сплава или недостаточная способность к деформированию. Это значит, что сплав, имеющий достаточную прочность при высоких температурах и хорошую стойкость против образования трещин при изготовлении одних отливок, не всегда пригоден для других отливок. Например, отливка шкива практически абсолютно жестко закреплена в форме, например в кокиле, и возможность разрушения ее спицы определяется способностью материала растягиваться под действием возникающих напряжений (деформироваться), не разрушаясь, т. е. его пластичностью при высоких температурах. Чем пластичнее сплав (больше относительное удлинение δ), тем больший запас прочности и тем менее вероятно образование трещины и разрушение отливки.
Рассмотрим другой пример. В затвердевшей отливке вследствие усадки образовался зазор между ее нижней частью и формой, и она как бы повисает на фланцах, растягиваясь под действием собственного веса. В такой отливке наибольшие напряжения действуют в сечении I—I и стойкость детали к образованию трещин и разрушению определяется прочностью материала при данной температуре. Это значит, что при одних и тех же условиях, т. е. при постоянных размерах опасного сечения и весе отливки, вероятность образования трещины уменьшается с повышением прочности материала.
Наиболее часто причиной образования горячих трещин в фасонных отливках во время их затвердевания является возникновение механических напряжений. Это объясняется тем, что в результате сопротивления формы или стержня в отливке появляются
главным образом растягивающие напряжения. Кроме того, расширение материала формы при нагреве, усиливая сопротивление угадке отливки, увеличивает эти напряжения. Механические напряжения, возникающие вследствие значительного сопротивления стержня, могут привести к образованию трещин.
Большое влияние на образование горячих трещин оказывает конструкция отливки. Чем больше разница толщин отдельных частей отливки, тем больше температурные напряжения при прочих равных условиях. Поэтому основным требованием к конструкции отливок должно быть обеспечение равномерных толщин ее стенок. Неравномерность распределения температуры по отдельным участкам отливки приводит также к тому, что при остывании в ней всегда имеет наиболее горячее мест, где предел текучести металла самым низкий. В процессе усадки отливки при одной и той же величине действующих в ней напряжений пластические деформации будут концентрироваться именно в этом месте. В качестве примера рассмотрим отливку длиной l с жестко закрепленными концами и утлщенным участком длиной l1, предел текучести материала которого ниже, чем других участков. Если величина действующих в отливке напряжений превысит этот предел, то в горячем месте произойдут значительные пластические деформации. При этом величина деформаций в других местах, а также средняя деформация по всей длине отливки может оставаться незначительной. В то же время относительная величина удлинения (растяжения) на опасном участке l1 может оказаться значительно выше критической деформации, при которой отливка paзрушается. При местной деформации относительное удлинение прямо пропорционально длине отливки и обратно пропорционально длине чистка, на котором происходит местная деформация.
Таким образом, чем больше размеры отливки, тем больше местное удлинение, а следовательно, и опасность местного разрушения.
Вероятность образования трещин в отливках зависит от свойств сплава и условий его кристаллизации. В сплавах, затвердевающих в интервале температур, в процессе кристаллизации непрерывно изменяется количество жидкой и твердой фаз. В определенный момент растущие кристаллы образуют прочный каркас, окруженный прослойками жидкого металла. С этого момента материал отливки проявляет свойства твердого тела, например некоторую прочность, линейную усадку и т. д. Это позволяет разделить интервал кристаллизации сплава на два этапа, в одном из которых его свойства ближе к свойствам жидкости, в другом — твердого тела. Интервал кристаллизации с преобладанием твердой фазы, называют эффективным.
В отличие от сплавов, кристаллизующихся при постоянной температуре, в таких сплавах усадка отливки протекает в области «эффективного» интервала кристаллизации. Поскольку прочность прослойки жидкого сплава значительно меньше при высоких температурах, чем самих зерен, то при температурах, близких к началу плавления, подобные сплавы разрушаются по границам зерен. Если в сплавах присутствуют примеси, способствующие появлению легкоплавких соединений, то образующиеся вокруг затвердевших зерен основного сплава жидкие и малопрочные прослойки резко снижают стойкость отливок к образованию горячих трещин. Подобное явление, называемое горячеломкостью, характерно для многих промышленных железоуглеродистых сплавов и обуславливается попаданием в них таких элементов, так сера, свинец и т. д.
Если после образования горячей трещины количество жидкости между растущими дендритами достаточно велико, то возможно залечивание трещин в эффективном интервале кристаллизации. Однако условия для залечивания трещин в различных местах отливки неодинаковы, так как передвижение (циркуляция) оставшейся жидкости зависит от ее количества, жидкотекучести, а также от размеров каналов между зернами. Чем лучше жидкотекучесть оставшегося сплава, тем быстрее и полнее заполняются образующиеся в затвердевшем металле мелкие трещины. При недостаточной жидкотекучести или быстром затвердевании отливки трещины могут не заполниться, тогда их стенки окисляются кислородом воздуха, сама трещина увеличивается и в таком виде остается в отливке.
Методы предотвращения горячих трещин. Наиболее важной задачей литейщиков является обеспечение минимальных перепадов температур в стенках и отдельных частях отливки в период ее затвердевания и дальнейшего охлаждения. В связи с этим большое значение имеет правильное конструирование отливок с целью обеспечения условий одновременного затвердевания и остывания их стенок и отсутствия термических узлов. Практически это требование выполнить трудно, однако необходимо стремиться к тому, чтобы разница толщин сопрягающихся стенок была минимальной. Чем больше толщина стенок отливки и больше разница толщин отдельных ее частей, тем больше напряжения при прочих равных условиях.
Следует стремиться к сокращению количества термических узлов (местных утолщений), расположенных под острым углом стыков, сопряжений стенок и т.д.
Узловые места отливки нужно по возможности конструировать таким образом, чтобы толщина их приближалась к толщинам стенок. Если по конструктивным соображениям нельзя избежать прямого сопряжения малых и больших сечений отливки, то для укрепления затвердевающей корки и массивной части отливки или в тепловом узле используют систему усадочных ребер. Они имеют большую поверхность, быстро остывают, способствуя более интенсивному охлаждению массивной части и рассредоточению ее деформаций.
К основным мероприятиям по предотвращению горячих трещин относится создание податливой формы, уменьшающей механические торможение усадки отливки. Податливыми должны быть части формы и стержни, образующие внутренние полости отливки.
Увеличения податливости формы и стержней можно достигнуть заменой сухих форм и стержней сырыми; максимальным понижением прочности смесей при высоких температурах; уменьшением толщины слоя плотно набитой смеси и др.
Разрушение смеси должно происходить по возможности при более низких температурах и в максимально короткий срок. Основным компонентом формовочной смеси, повышающим прочность при высоких температурах, является глина, поэтому необходимо снижать ее содержание до минимального. В крупных стержнях или болванах с целью увеличения их податливости должны быть предусмотрены полости, засыпаемые коксом, золой или шлаком. Эти полости должны быть тем больше, чем больше линейная усадка и меньше толщина стенок отливки. При изготовлении крупных отливок осуществляют местное разрыхление смеси вокруг опасных с точки зрения образования горячих трещин участков.
Механические напряжения в отливках возникают также из-за неудачной конструкции литниковой системы, выпоров, прибылей, заливов по разъемам формы и стержней и других технологических или случайных приливов к стенкам. Поэтому для уменьшения механического торможения усадки очень сложной литниковой системой ее следует разобщать, выполнять заливку через несколько стояков, делать зигзагообразные питатели и т. п.
Большое влияние на образование в отливках трещин оказывает температура заливаемого металла, способ его подвода, наличие прибылей, скорость остывания отливки и т. д. Например, повышение температуры металла увеличивает разницу температур в отдельных участках отливки и способствует образованию грубозернистой и столбчатой структуры. Оба эти фактора увеличивают опасность образования в отливках трещин. При понижении температуры заливаемого металла быстрее образуется литейная корка, способствующая рассредоточению деформаций и тем самым уменьшению опасности образования горячих трещин.
Для достижения более равномерного остывания отливки с целью уменьшения температурного перепада следует подводить питание в тонкое место отливки. Однако при опасности возникновения усадочных раковин это не всегда возможно. Прибыли,
способствуя возникновению теплового узла и механическому торможению усадки отливок, также могут вызывать горячие трещины. С целью выравнивания скоростей охлаждения различных участков отливки и, следовательно, уменьшения температурных напряжении применяют подогрев формы или специальные низкотеплопроводные и экзотермические формовочные смеси для облицовки тонких стенок отливки. Для ускорения охлаждения массивных тепловых узлов используют местные внутренние и наружные холодильники. Наружные холодильники должны быть не сплошными, а в виде; отдельных плиток, брусков и т.д. Зазоры между отдельными холодильниками необходимо тщательно заделывать во избежание появления заливов.
На образование трещин в отливках влияет химический состав сплавов. Например, сера, является наиболее вредной примесью в стали для фасонных отливок, вызывает красполомпость и ухудшает ее механические свойства. Марганец, образующий с серой тугоплавкие соединения, способствует предотвращению горячих трещин. В сталях для фасонных отливок должно быть не менее 0,6-0,7% марганца. При этом для тонкостенных отливок и при большом механическом торможении усадки в отливках сложной конфигурации с резкими переходами от малых сечений к большим рекомендуется предельное содержание серы 0,03%.
Как указывалось, с увеличением интервала затвердевания сплавов вероятность возникновения трещин в отливках увеличивается. Так, в сталях с содержанием 0,02—0,15% углерода интервал затвердевания относительно невелик, при затвердевании не возникает крупных разветвленных дендритов. Такие стали не склонны к образованию горячих трещин, а если они и образуются, то быстро залечиваются. Стали с содержанием 0,20-0,30% углерода склонны к образованию трещин. Отмечено, что у сталей с разным содержанием углерода существует различие и чувствительности к образованию горячих трещин независимо от характера структуры. Однако при высоких температурах заливки, способствующих получению отливок со столбчатой, крупнозернистой структурой, это различие в чувствительности к образованию горячих трещин уменьшается. Таким образом, тип структуры в отливке и температура заливки — более важные факторы, чем содержание углерода.
Существенное влияние на образование трещин в стальных отливках оказывают неметаллические включения. Степень загрязнения стали неметаллическими включениями определяется технологией ее выплавки, разливки и раскисления. Наиболее стойка к образованию трещин нераскисленная сталь. Однако отливки из такой стали склонны к образованию ситовидном пористости. Оптимальное содержание остаточного алюминия составляет 0,04—0,05%.
Трещины

Образование трещин связано с возникновением напряжённого состояния в стенках отливок при недостаточной прочности металла. Если отливка имеет сопряжение разных по толщине стенок, то возникает опасность создания значительного напряжения, вызывающего в ряде случаев образование холодных трещин. При формировании средних и крупных толстостенных отливок в ряде случаев используются неподатливые стержни, которые могут способствовать возникновению значительных напряжений в момент усадки металла с образованием горячих трещин. Значительное количество горячих трещин возникает также при контакте с термическим узлом выступающей части стержня или формы. В данном разделе рассмотрим наиболее часто встречаемые горячие трещины. В образцах отливок с дефектами будут представлены и холодные трещины.
При определении разновидности трещин очень важно знать их характерные отличия, к которым следует отнести состояние поверхности дефекта, его форму, расположение и т.д. [3] Для исключения ошибок при определении трещин, использована визуально-логическая модель [4] схожих и различных отличий этих дефектов в виде системного расположения фрагментов отливок с трещинами. На рис. 3 представлена отливка «Задвижка» с горячими трещинами, возникшими в месте контакта термического узла с выступающей частью формы.

Опишем характерные отличительные особенности рассматриваемого дефекта. Горячие трещины хорошо заметные, серо-синего цвета, глубокие, имеют извилистую форму, возникают у термических узлов или от неподатливых форм или стержней.
Изучая дефект отливки «Задвижка» отмечаем, что на поверхности утолщенной части отливки, в стыке ее стенок, проявляется хорошо заметная изломанная трещина. Анализируя строение отливки можно отметить, что по ее конструктивной особенности местом возникновения горячей трещины является вершина выступающей части формы. В процессе заливки металла, выступающая часть формы с двух сторон контактирует с прибылями и аккумулирует значительное количество тепла от массы металла. При охлаждении отливки происходит процесс усадки металла, который заметно проявляется в термических узлах, к которым относятся и стыки стенок отливки [5]. В процессе усадки возникают напряжения в затвердевающем металле, которые релаксируются в виде горячих трещин в местах с наименьшей прочностью металла [6]. Таким местом в рассматриваемой отливке является вершина выступающей части формы, где сохраняется повышенная температура от залитого металла.
Проведенный анализ возникновения дефекта показывает, что горячая трещина образовалась в месте соединения стенок отливки, в зоне термического узла, что можно отнести к первому этапу возникновения дефекта. Формирование трещины произошло со стороны формы, в области вершины выступающего угла, где в процессе охлаждения и затвердевания металла более длительное время сохраняется повышенная температура и пониженная прочность металла. Это является вторым этапом формирования условий возникновения горячей трещины. Процесс усадки металла связан с уменьшением его объема и созданием напряженного состояния, которое в большинстве случаев выражается в возникновении усадочных дефектов. При небольшом объеме термического узла и повышенной температуре с одной из сторон формы, в частности, со стороны вершины выступающего угла, реализация усадочного напряжения возможна в области высоких температур рядом с вершиной выступающего угла. Такую реализацию напряженного состояния можно отнести к третьему этапу формирования дефекта. Четвертый этап образования дефекта относится к низкой прочности металла отливки в области вершины выступающего угла формы, где имеется повышенная температура. Пятый этап условий возникновения трещины происходит в момент превышения напряжения от усадки металла его прочности в вершине выступающего угла формы. В этот момент начинается процесс образования горячей трещины.
Изучая возможные случаи возникновения трещины на данной отливке, отмечаем, что трещина возникает эпизодически. Предположим, что температура заливаемого металла контролируется на выпуске из плавильного агрегата, заливка металла происходит из пятитонного ковша. Первые формы могут заливаться горячим металлом (возможное образование горячих трещин), а последующие формы более холодным (отсутствие возникновения трещин). Следовательно, соединительным звеном между разновидностью дефекта и причиной его возникновения служат отсутствие технических решений по повышению прочности отливки в месте возникновения трещины и повышенная температура заливаемого металла.
Формирование дефекта можно представить в виде цепочек причинно-следственных связей. Цепочки состоят из следующих этапов: > наличие термического узла отливки > наличие выступающей части формы в области возникновения горячей трещины > заливка формы горячим металлом и интенсивный нагрев выступающей ее части > создание напряженного температурного состояния отливки в области термического узла и выступающей части формы > формирование усадочного напряжения отливки > возникновение горячей трещины под воздействием высокой температуры заливаемого металла в месте контакта с выступающей частью формы.
Существуют несколько способов ликвидации горячих трещин, заключающихся в понижении температуры заливаемого металла, использование облицовочной смеси с повышенным коэффициентом теплоаккумуляции, использовании охлаждающих ребер и др. Из существующих приемов ликвидации горячих трещин выберем тот, который нейтрализует вредное влияние ряда факторов, способствующих возникновению трещин и считается наиболее распространенным. Таким приемом являются используемые на ряде заводов охлаждающие ребра жесткости. На рис. 3.в приведен фрагмент анимационного представления процесса заливаемого металла в форму с выполненными охлаждающими ребрами.
Ребра выполнены в виде углублений на вершине выступающего угла формы и входят в контакт с линией образования горячей трещины. Рёбра небольшой толщины (обычно 0,1-0,3 толщины стенки отливки) быстро затвердевают и, обладая большей прочностью, принимают на себя значительную часть напряжений.

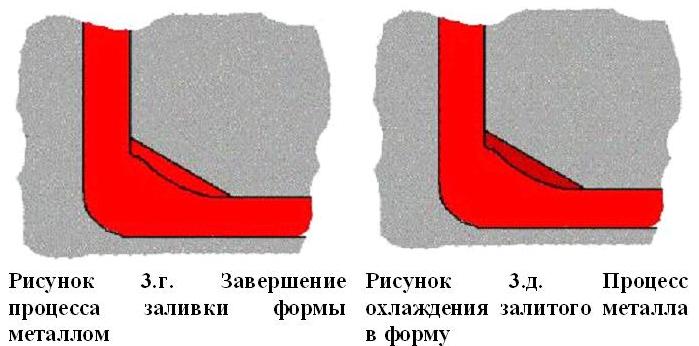
На рис. 3.г приведен фрагмент процесса завершения заливки формы металлом. Правильно применённая система рёбер в напряжённом месте отливки, значительно упрочняет место образования горячей трещины, что снижает опасность возникновения дефекта. Процесс охлаждения залитого металла в форму приведен на рис. 3.д, где заметно потемнение охлаждающего ребра. Наиболее эффективно применение рёбер проявляется при использовании их в отливках из стали с пониженной трещиноустойчивостью.
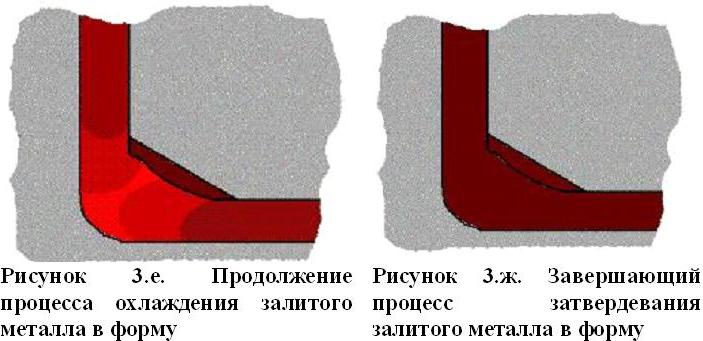
Продолжение процесса охлаждения залитого металла в форму можно увидеть на рис. 3.е. Охлаждающее ребро полностью затвердело и способно выдержать значительные напряжения, вызванные процессом усадки металла. В это же время термический узел затвердел не полностью, что видно по различной окраске некоторых мест сочленения стенок отливки. Завершающий процесс затвердевания залитого металла в форму приведен на рис. 3.ж. Окраска фрагмента отливки стала более темной, установленные ребра полностью ликвидировали возможность образования горячих трещин.
На рис. 3.з в качестве примера по использованию охлаждающих ребер, представлен фрагмент отливки «Рама» с ребрами для предупреждения возникновения горячих трещин. На рис. 3.и приведен стержень отливки «Рама» с выполненными углублениями для получения на отливке охлаждающих ребер.

Такие приемы ликвидации рассмотренного типа горячих трещин используются на большинстве литейных предприятий.
Литература.
1. Воронин Ю.Ф. Система определения и ликвидации окисленных газовых раковин в отливках из чугуна и стали: Учебное пособие цветное (гриф), Ф. А4. Доп. УМО по образованию в области металлургии./ Волгоградский государственный технический университет, 2010. – 157 с.
2. Воронин Ю.Ф. Система определения и ликвидации светлых газовых раковин в отливках из чугуна и стали: Учебное пособие, цветное, ф. А4. Доп. УМО по образованию в области металлургии / Волгоградский государственный технический университет, 2011. – 164 с.
3. Воронин Ю.Ф. Повышение качества литья. Системный подход. Монография. – М.: Машиностроение – 1, 2007, - 263с.
4. Воронин Ю.Ф. Система определения и ликвидации трещин в отливках из чугуна и стали: Учебное пособие цветное (гриф), Ф. А4. Доп. УМО по образованию в области металлургии. /Волгоградский государственный технический университет, 2010. – 172 с.
5. Рыжиков А.А. Технологические основы литейного производства - М.: МАШГИЗ, 1962. – 527с.
6. Рыжиков А.А. Теоретические основы литейного производства. – Москва – Свердловск: МАШГИЗ, 1961. – 447с.
Читайте также: