Укажите причину межкристаллитной коррозии сварных швов на аустенитных сталях
Обновлено: 16.05.2024
Характерным примером влияния микронеоднородности служит межкристаллитная коррозия сварных соединений , которая возникает в сплавах и средах, когда границы зерен обладают более отрицательными потенциалами и являются активными, малополяризующимися анодами. [3]
При дуговой сварке для предупреждения межкристаллитной коррозии сварных соединений рекомендуются сварка на малых погонных энергиях ( q / u, Дж / см) с применением теплоотводящих медных подкладок в целях получения жестких термических циклов и уменьшения времени пребывания металла при высоких температурах; термическая обработка после сварки: нагрев до температуры 1100 С и закалка в воду. При нагреве происходит растворение карбидов, а закалка фиксирует чисто аустенитную структуру. [4]
При дуговой сварке для предупреждения межкристаллитной коррозии сварных соединений рекомендуется сварка на малых погонных энергиях ( q / vCB, Дж / см) с применением теплоотводящих медных подкладок в целях получения жестких термических циклов и уменьшения времени пребывания металла при высоких температурах; термическая обработка после сварки: нагрев до температуры 1100 С и закалка в воду. При нагреве происходит растворение карбидов, и закалка фиксирует чисто аустенитную структуру. [5]
Возможность применения мартенситностареющих и аустенито-мартенситных сталей определяется стойкостью против общей и межкристаллитной коррозии сварных соединений . При сварке сталей с повышенным содержанием углерода в зоне термического влияния наблюдается образование карбидной сетки, приводящей к межкристаллитной коррозии. Восстановление коррозионной стойкости достигается только после полного цикла термической обработки изделия после сварки. [6]
Электроды ЦТ-15 и ЦТ-15-1 следует применять вместо электродов ЦТ-26 и ЦТ-26-1 лишь в тех случаях, когда есть опасность возникновения в процессе эксплуатации межкристаллитной коррозии сварных соединений . Электроды ЦТ-26-1 и ЦТ-15-1 предназначены для наложения корневого слоя, электроды ЦТ-26 и ЦТ-15 - для наложения последующих слоев шва. [8]
Электроды ЦТ-15 и ЦТ-15-1 следует применять вместо электродов ЦТ-26 а ЦТ-26-1 лишь в тех случаях, когда есть опасность возникновения в процессе эксплуатации межкристаллитной коррозии сварных соединений . Электроды ЦТ-26-1 и ЦТ-15-1 предназначены для наложения корневого слоя, электроды ЦТ-26 и ЦТ-15 - для наложения последующих слоев шва. [9]
Электроды ЦТ-15 и ЦТ-15-1, ЦТ-7 и ЦТ-7-1 следует применять вместо электродов ЦТ-26 и ЦТ-26-1 лишь в тех случаях, когда есть опасность возникновения в процессе эксплуатации межкристаллитной коррозии сварных соединений . [10]
Аналогичным образом объясняется отрицательное влияние углерода на коррозионную стойкость хромоникелевых сталей. С одной стороны, углерод, образуя с хромом карбиды типа Сг23С6, уменьшает общее содержание хрома в твердом растворе и тем самым понижает коррозионную стойкость металла. С другой стороны, при увеличении содержания углерода и соответственно карбидов повышается склонность таких сталей к межкристаллитной коррозии. При более высоких содержаниях углерода сварку необходимо проводить в присутствии добавок стабилизирующих элементов - титана, ниобия или тантала. Известно, что газовая сварка в большей степени способствует межкристаллитной коррозии, чем электродуговая, а наилучшие результаты дает аргоно-дуговая сварка, которая проводится с большой скоростью. Кроме того, предотвращение межкристаллитной коррозии сварных соединений возможно при закалке стали на аустенит. [11]
Коррозионные трещины в этом случае появляются уже через десятки часов. Аналогичный эффект обнаружен при изучении стойкости стали 12Х18Н10Т и ее сварных соединений к точной коррозии в морской воде. При обычной и при повышенной ( 100 С) температурах этот вид коррозии развивается крайне слабо со скоростями не более 2 - 10 - мм / год. Однако добавление в морскую воду небольших количеств азотной кислоты резко ( на три порядка) усиливает точечную коррозию. Так, в морской воде с добавкой 0 5 % HNO3 при 100 С скорость точечной коррозии как стали 12Х18Н10Т, так и ее сварных соединений достигает поистине катастрофических размеров - 10 мм2 / тод. Опыты показывают, что в разбавленных ( 35 %) растворах HNO3 при невысоких температурах ( до 90 С) сварные соединения стали 12Х18Н10Т не проявляют склонности к ножевой коррозии. Однако введение в азотную кислоту ионов фтора ( 0 2 % F -) может вызывать появление ножевой коррозии даже при комнатной температуре. Ножевая и межкристаллитная коррозия сварных соединений могут развиваться при комнатной температуре в сильноокислительных средах ( например, 65 % HNOa 10 % I CrgO. Без добавок сильного окислителя к HNO3 ножевая коррозия при низких температурах ( 20 - 40 С) не развивается. Таким образом, анализ экспериментальных данных показывает, что появление и развитие локальной коррозии может происходить при изменении состава среды, приводящего часто к изменению механизма коррозии, вернее к смещению потенциала стали в такие области, в которых возможно протекание коррозионных процессов с высокими скоростями. [12]
Межкристаллитная и ножевая коррозия аустенитных сталей
Высоколегированные аустенитные стали и сплавы наиболее часто используют как коррозионно-стойкие. Основным требованием, которое предъявляется к сварным соединениям, является стойкость к различным видам коррозии. Межкристаллитная коррозия может развиваться как в металле шва, так и в основном металле у линий сплавления (ножевая коррозия) или на некотором удалении от шва. Механизм развития этих видов коррозии одинаков, однако причины возникновения названных видов межкристаллитной коррозии различны.
Межкристаллитная коррозия в металле шва возникает в результате выделения из аустенита под действием термического цикла сварки карбидов хрома, приводящих к обеднению хромом приграничных объемов зерен (рис. 1, а). Основными причинами этого являются повышенное содержание в металле шва углерода и отсутствие или недостаточное содержание титана или ниобия. Стойкость шва против межкристаллитной коррозии уменьшается в результате длительного воздействия нагрева при неблагоприятном термическом цикле сварки или эксплуатации изделия (рис 1, б). Аустенитно-ферритные швы со сплошной структурой и извилистыми очертаниями границ зерен имеют повышенную стойкость против межкристаллитной коррозии по сравнению с аустенитными. Возрастание протяженности границ зерен вследствие измельчения зерен увеличивает площадь поверхности, на которой выделяются карбиды. Выделяющиеся карбиды более дисперсны, и местное обеднение объема зерна хромом происходит на меньшую глубину. Кроме того, процессы диффузии в феррите происходят значительно быстрее, что ускоряет выравнивание концентрации хрома в обедненных приграничных и центральных участках зерен.
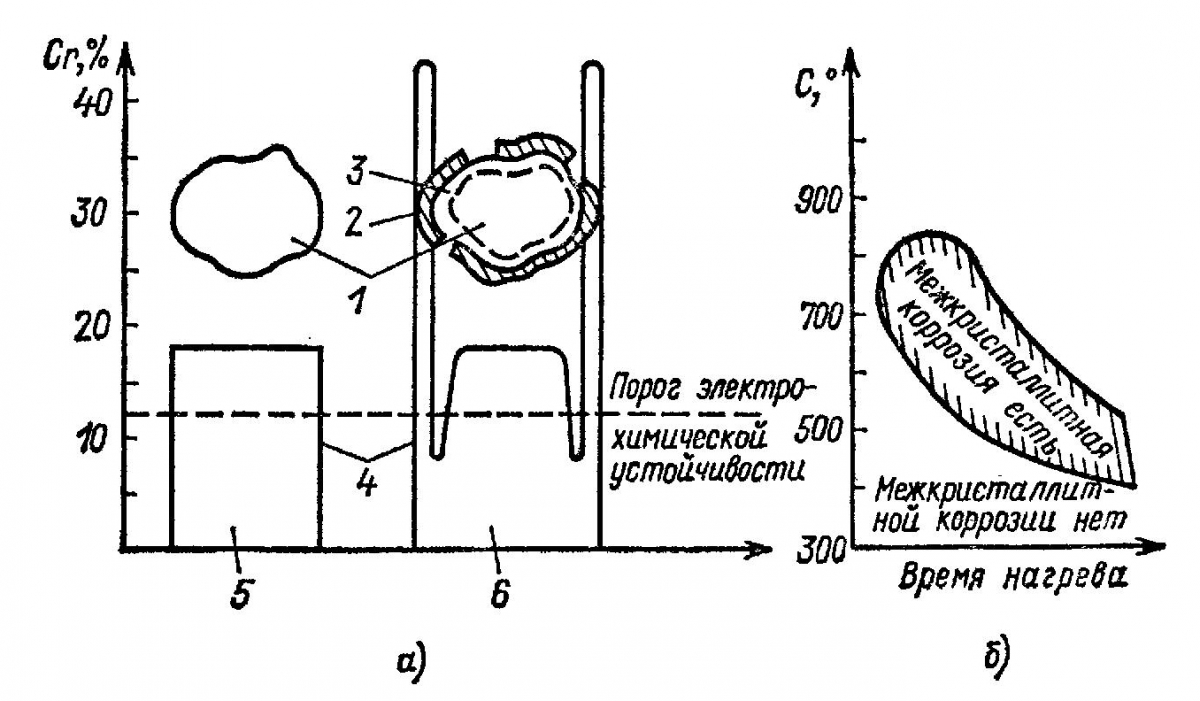
Рис. 1. Схемы влияния распределения хрома по телу зерна (а) и продолжительности нагрева (б) на склонность аустенитной стали и сварных швов к межкристаллитной коррозии: 1 – тело аустенитного зерна; 2 – карбиды, выделившиеся по границам зерен; 3 – пограничная область зерна, обедненная хромом; 4 – распределение хрома; 5 – закаленное состояние стали (нет коррозии); 6 – состояние стали после нагрева в критическом интервале температур (есть коррозия)
Межкристаллитная коррозия (МКК) основного металла на некотором расстоянии от шва также вызвана действием термического цикла сварки на ту часть основного металла, которая была нагрета до критических температур. Склонность стали и швов к межкристаллитной коррозии предупреждается:
- 1) снижением содержания углерода до пределов его растворимости в аустените (до 0,02 – 0,03%);
- 2) легированием более энергичными, чем хром, карбидообразующими элементами (стабилизация титаном, ниобием, танталом, ванадием и др.);
- 3) стабилизирующим отжигом при 850 – 900°С в течение 2 – 3 ч или аустенизацией – закалкой с 1050 – 1100°С;
- 4) созданием аустенитно-ферритной структуры с содержанием феррита до 20 – 25% путем дополнительного легирования хромом, кремнием, молибденом, алюминием и др. Однако такое высокое содержание в структуре феррита может понизить стойкость металла к общей коррозии.
Эти же меры способствуют и предупреждению ножевой коррозии.
Ножевая коррозия поражает основной металл. Этот вид коррозии развивается в сталях, стабилизированных титаном и ниобием на участках, нагретых при сварке до температур выше 1250°С, где карбиды титана и ниобия растворяются в аустените. Повторное тепловое воздействие на этот металл критических температур 500 – 800°С (например, при многослойной сварке) приведет к сохранению титана и ниобия в твердом растворе и выделению карбидов хрома.
Общая коррозия, т. е. растворение металла в коррозионной среде, может развиваться в металле шва, на различных участках или в околошовной зоне в целом и в основном металле. В некоторых случаях наблюдается равномерная общая коррозия основного металла и сварного соединения. Имеется еще один вид коррозионного разрушения – коррозионное растрескивание, возникающее под совместным действием растягивающих напряжений и агрессивной среды. Разрушение развивается как межкристаллитное, так и транскристаллитное. Снижение остаточных сварочных напряжений – одна из основных мер борьбы с этим видом коррозионного разрушения.
Что такое межкристаллическая коррозия
Межкристаллическая коррозия металла – это распространенный процесс, который может привести к полному выводу изделия из строя, утрате всех эксплуатационных характеристик.
Исследования показывают, что практически все виды стали подвергаются коррозии. Где-то она развивается быстрее, где-то медленнее. Отличается характер поражения, темпы распространения, уровень повреждения.
Если рассматривать межкристаллическую коррозию более подробно, можно увидеть, что это электрохимический процесс. Во время его протекания, разрушение металла происходит по границе кристаллических зерен.
Основной катализатор – внешнее давление окружающей среды.
Эксперты отмечают высокую опасность такого процесса. Причина заключается в его скрытом протекании. Ржавчина появляется внутри металла, долго не дает никак о себе знать со стороны.
К тому моменту, когда процесс начинает прорываться на поверхность, есть серьезная опасность того, что все эксплуатационные характеристики будут полностью утрачены, материал станет слишком хрупким.
Иногда конструкция может разрушиться внезапно.
Наибольшей склонностью к межкристаллической коррозии отличаются следующие виды материалов:
- алюминиевые сплавы;
- стали, содержащие больше 13% хрома, меди, никеля, легированные молибденом;
- аустенитные и нержавеющие стали.
Процесс может проявляться и в других материалах, но перечисленные чаще всего оказываются затронутыми.
Особенности появления и протекания межкристаллитной коррозии
Большинство специалистов дают определение межкристаллитной коррозии как электрохимической реакции. Ее протекание становится возможным в том случае, если достигаются высокие окислительные показатели.
При ближайшем рассмотрении, можно заметить, что по границе зерна создаются аноды и катоды. Также наблюдается стремительное растворение анода. На фоне этого развиваются пространства неоднородности.
Таким образом, начинается внутреннее разрушение, которое постепенно начнет выходить на поверхность.
Среди главных причин межкристаллитной коррозии:
- Сильный подъем внешней температуры.
- Постоянный контакт с агрессивными средами.
- Особенности состава сплава.
В зону риска попадают материалы, в состав которых входит большое количество легирующих добавок. При этом отдельные участки металла могут переходить из пассивного в активное состояние. Стимулом становятся различные виды внутренних процессов.
Главный параметр, который влияет на скорость ржавения – показатель потенциала металла. Исследования показывают, что даже при анализе одной детали, подверженной коррозии, можно обнаружить очаги с разной скоростью протекания.
Самую высокую скорость показывает коррозийный процесс при потенциале 1.15-1.25В.
Еще одно важное понятие – охрупчивание. Оно означает постепенное сужение зоны влияния в аустенитных материалах. Такой тип дефекта чаще всего начинает проявляться в местах, на которые в процессе сварки начинает действовать сильный перегрев.
Когда на деталь воздействует повышенная температура, начинается стремительный рост зерен. На этом фоне также происходит быстрое выделение водорода.
В современной промышленности применяются различные проверенные методы для того, чтобы не допустить процесса коррозийного поражения. Пример – использование технологии отпуска при температуре до 150 градусов на протяжении одного-двух часов.
Еще один метод защиты – исключение попадания брызг раскаленного металла в процессе плавления и сваривания. Давление в месте сварки нарастает, чего также стоит избегать.
Хорошо показывает себя обработка кремнийорганическим лаком или грунтовкой. Важно правильно подготовить поверхность под нанесение состава.
Как проявляется межкристаллитная коррозия в аустенитных нержавеющих сталях
В промышленности часто используются аустенитные стали. Это особый формат материала, который связан с применением аустенита – раствора с двухпроцентным содержанием углерода.
Существует большое количество аустенитных сплавов, в которых есть большой процент содержания никеля и хрома. Концентрация находится на уровне 15% и 7% соответственно.
Еще одно условие для отнесения сплава к аустенитной категории – уровень содержания легирующих компонентов не превышающий отметку в 55%.
При ближайшем рассмотрении рисунка структуры аустенитных металлов, удается обнаружить, что коррозийные процессы на такое сырье оказывают минимум воздействия.
Именно аустенитные стали по причине хорошей защиты от коррозии активно используются в разных областях промышленности, в том числе, на химическом и нефтяном производстве.
Главное требование для того, чтобы не допустить распространения коррозии в сплавах такого типа – не получить превышения содержания в рецептуре углерода и серы.
Также негативно может повлиять на качество и различное соединение таких компонентов. Такие стали отличаются хорошими показателями плавкости – их удобно обрабатывать.
Основные аспекты защиты нержавеющих сталей от коррозии
Само название нержавеющей стали дано по причине высокого уровня защиты от постепенного развития коррозии. Материал отличается выраженными свойствами пассивации.
Металл может становиться пассивным, потому что в него добавляется хром. Уровень его содержания всегда серьезно влиял на уровень антикоррозийной стойкости.
Также на то, насколько хорошо материал противостоит коррозии, влияет множество характеристик, в том числе, степень концентрации углерода. Если объем углерода в сплаве возрастает, качество защиты от ржавения становится меньше.
Еще один параметр, который начинает влиять на стойкость к коррозии – структура сплава. Если материал становится неоднородным, в нем увеличивается уровень содержания хрома, вероятность коррозийного разрушения с течением времени становится только больше.
Также среди важных показателей коррозийной стойкости – хороший уровень защищенности при контакте с окислительными средами.
Основные методы защиты нержавеющей стали от межкристаллитной коррозии
Для того, чтобы повысить уровень защищенности межкристаллитной стали от коррозии, можно использовать несколько стандартных методов. К ним относятся такие, как:
- Уменьшение уровня содержания углерода. Если в сплаве его становится меньше, вероятность появления межкристаллитной коррозии становится намного меньше. Чаще всего такое средство используют в том случае, если другие варианты не подходят. Причина заключается в высокой стоимости.
- Закалка. Обработка заготовки под действием высокой температуры необходима в том случае, если готовая деталь не будет использоваться под сильным нагревом.
- Применение дополнительных специальных добавок. При введении в сплав тантала или титана, исключается вероятность увеличения концентрации углерода, который мог бы негативно повлиять на степень интенсивности коррозии.
Методы проверки стойкости сплавов от межкристаллитной коррозии
Чтобы понять, что материал не подвержен межкристаллитному разрушению, стоит обратить внимание на проведение специальных испытаний. Проверка проводится в полном соответствии с требованиями, прописанными в ГОСТ 603289.
Стандарт испытаний проводится с разными типами сталей. К ним относятся такие сплавы, как:
- Аустенитные;
- Ферритные;
- Аустенитно-ферритные;
- Железоникелевые.
Могут отличаться способы проведения испытаний, которые проверяют уровень стойкости к межкристаллитной коррозии. К ним относится проведение ускоренных испытаний, а также помещение в раствор с фтором и медью.
В проверке применяются образцы, которые полностью отражают характеристики материала и помогают понять, как различные катализаторы коррозии будут влиять на сырье.
Большая Энциклопедия Нефти и Газа
Предотвратить межкристаллитную коррозию аустенитной стали и сварных аустенитных швов можно максимальным уменьшением содержания углерода в металле и введением в него элементов, обладающих более сильным сродством к углероду, чем хром. Такими элементами являются титан и ниобий. Связывая избыточный углерод стали и шва в прочные карбиды, нерастворимые в аустените, титан и ниобий исключают возможность выделения карбидов хрома из твердого раствора и обеднение хромом границ аустенитных зерен. При стабилизации металла титаном содержание его должно быть в 5 - 7 раз больше, чем избыточное ( сверх 0 02 %) содержание углерода. При стабилизации ниобием содержание последнего в в металле должно в 9 - 11 раз превышать избыточное содержание углерода. [2]
Наиболее радикальным средством борьбы с межкристаллитной коррозией аустенитных сталей является легирование их титаном или ниобием в количествах, обеспечивающих полное связывание всего имеющегося в стали углерода в стабильные карбиды титана и ниобия. Поэтому в аустенитных сталях, легированных титаном и ниобием, отсутствуют пересыщенные углеродом твердые растворы, а следовательно, и условия для неблагоприятных структурных изменений по границам зерен, создающих чувствительность к межкристаллитной коррозии. Эффективная стабилизация хромоникелевых сталей аустенптного класса достигается при наличии определенных соотношений между титаном ( ниобием) и имеющимся в стали углеродом. Для надежной стабилизации необходимо, чтобы содержание титана было в 5 - 6 раз, а содержание ниобия в 10 - 12 раз больше содержания углерода. [3]
Наиболее распространенной теорией, объясняющей причины межкристаллитной коррозии аустенитных сталей , является так называемая карбидная теория, или теория обеднения. Сущность ее состоит в следующем. [5]
Наиболее распространены три способа предотвращения или уменьшения межкристаллитной коррозии аустенитных сталей : термообработка ( аустенизация); использование сталей с пониженным содержанием углерода; использование сталей, легированных титаном или ниобием. [6]
В применении к сварным швам перечисленные меры борьбы с межкристаллитной коррозией аустенитных сталей в принципе также действенны, однако реализация их не всегда возможна. Речь идет о сложности проведения аустенитизации крупногабаритных сварных конструкций и усвоении титана сварочной ванны. [7]
Эту теорию следует признать наиболее распространенной и наиболее подтвержденной, по крайней мере применительно к сталям и сплавам аустенитного класса. Ниже рассматриваются некоторые из наиболее подробных и интересных исследований, выполненных в последнее десятилетие и касающихся межкристаллитной коррозии аустенитных сталей . [9]
Межкристаллитная коррозия выражается в разрушении металлов по границам зерен. В аусте-нитных сталях при температуре 400 - 800 С ( иногда и при более низкой температуре) по границам зерен выпадают карбиды хрома, в результате чего элементы из аусте-нитных сталей обедняются хромом и теряют коррозионную стойкость. Межкристаллитная коррозия аустенитных сталей наиболее интенсивно протекает в средах, содержащих хлориды. Особенно сильной коррозии подвержены зоны сварных соединений. [11]
Особенности сварки аустенитных сталей
Основные трудности сварки рассматриваемых сталей и сплавов обусловлены многокомпонентностью их легирования и разнообразием условий эксплуатации сварных конструкций. Главной и общей особенностью сварки является склонюсть к образованию в шве и околошовной зоне горячих трещин, имеющих межкристаллитный характер. Они могут наблюдаться как в виде мельчайших микро-надрывов, так и видимых трещин. Горячие трещины могут возникнуть и при термической обработке или работе конструкции при повышенных температурах. Образование горячих трещин связано с формированием при сварке крупнозернистой макроструктуры, особенно выраженной в многослойных швах, когда кристаллы последующего слоя продолжают кристаллы предыдущего слоя, и наличием напряжений усадки.
Металлу сварных швов свойственны ячеисто-дендритные формы кристаллизации, что приводит к образованию крупных столбчатых кристаллов и обогащению междендритных участков примесями, образующими легкоплавкие фазы. В аустенитных швах столбчатая структура выражена наиболее четко. Применение методов, способствующих измельчению кристаллов и устранению столбчатой структуры, повышает стойкость швов против образования горячих трещин. Одним из таких методов является получение швов, имеющих в структуре некоторое количество первичного δ-феррита. Положительное действие феррита в аустенитно-ферритных швах на предупреждение образования в них горячих трещин связано с изменением схемы кристаллизации и большей растворимостью в нем ликвирующих примесей. Одновременное выпадение из жидкой фазы кристаллов аустенита и первичного δ-феррита приводит к измельчению и дезориентации структуры, т. е. к уменьшению сечения столбчатых кристаллов, разделенных участками первичного δ-феррита. В результате вероятность образования горячих трещин по местам расположения жидких прослоек уменьшается. Получение аустенитноферритных швов достигается их дополнительным легированием ферритообразующими элементами, такими как хром, кремний, алюминий, молибден и др. В изделиях, Работающих как коррозионно-стойкие при температурах до 400° С., допукается содержание феррита до 20–25%. В изделиях из жаропрочных и жаростойких сталей, работающих при более высоких температурах, с целью предупреждения сигматизации количество δ-феррита в швах ограничивают 4 – 5%.
В сталях с большим запасом аустенитности получение швов с аустенитноферритной структурой затруднено. Возможность предотвращения в них горячих трещин достигается ограничением содержания в швах примесей, образующих легкоплавкие эвтектики (фосфора, серы). для этого применяют сварочные материалы, изготовленные из сталей вакуумной выплавки или электрошлакового переплава, и ограничивают проплавление основного металла. В некоторых случаях можно улучшить стойкость швов против горячих трещин повышением содержания ликвирующих примесей до концентраций, обеспечивающих получение на завершающих стадиях кристаллизации обильной эвтектики на поверхности кристаллитов, например при легировании стали бором (0,3 – 1,5%). При этом уменьшаются деформации, накапливаемые в металле шва к концу кристаллизации, вследствие понижения верхней температуры эффективного интервала кристаллизации. Снижение действия силового фактора (ограничением тока, заполнением разделки валиками небольшого сечения, рациональной конструкцией соединения и др.) также является фактором предупреждения горячих трещин.
Кроме сложности получения на аустенитных высоколегированных сталях и сплавах швов без горячих трещин, имеются и другие особенности сварки, обусловленные особенностями их использования. К сварным соединениям жаропрочных сталей предъявляется требование сохранения в течение длительного времени высоких механических свойств при повышенных температурах. Большие скорости охлаждения при сварке приводят к фиксации неравновесных структур в металле шва. В процессе эксплуатации при температурах выше 350°С в результате диффузионных процессов в стали появляются новые структурные составляющие, приводящие к снижению пластических свойств металла шва. Термическое старение при 350 – 500°С вызывает появление «475-градусной хрупкости», а при 500 – 650°С приводит к выпадению карбидов и одновременно к образованию σ- фазы. Выдержка при 700 – 850°С интенсифицирует образование σ-фазы с соответствующим сильным охрупчиванием металла при более низких температурах и снижением прочности при высоких температурах. При этом возрастает роль и интерметаллидного упрочнения. В процессах теплового старения аустенитных сталей ведущее место занимают процессы карбидного и интерметаллидного упрочнения, поэтому для уменьшения склонности сварных соединений жаростойких и жаропрочных сталей к охрупчиванию в результате выпадения карбидов эффективно снижать содержание углерода в основном металле и металле шва.
В околошовной зоне некоторых жаропрочных аустенитных сталей под действием термического цикла сварки снижаются пластические и прочностные свойства, что может повести к образованию в этой зоне трещин. Подобные изменения свойств основного металла вызываются развитием диффузионных процессов, приводящих к повышенной концентрации в металле околошовной зоны поверхностно-активных элементов (углерода, кислорода и др.), которые совместно с другими примесями могут образовывать легкоплавкие эвтектики и в конечном итоге обусловливать появление горячих трещин. Кроме того, при длительной эксплуатации в этой зоне могут выделяться мелкодисперсные карбиды и интерметаллиды. Образование непрерывной прослойки карбидов и интерметаллидов по границам зерен приводит к охрупчиванию шва. При сварке этих сталей для предупреждения горячих трещин в шве часто получают наплавленный металл, по составу отличающийся от основного и имеющий двухфазную структуру. Однако в процессе высокотемпературной эксплуатации происходит карбидное и интерметаллидное упрочнение такого наплавленного металла и соответствующее снижение его пластических свойств, что приводит к локализации в околошовной зоне деформаций и образованию в ней трещин. Этому способствуют и значительные остаточные сварочные напряжения, а также рабочие напряжения. Предотвращение подобных локальных разрушений достигается термической обработкой: аустенизацией при 1050 – 1100°С для снятия остаточных сварочных напряжений, самонаклепа и придания сварному соединению более однородных свойств. В некоторых случаях аустенизация сопровождается последующим стабилизирующим отжигом при 750 – 800°С для получения относительно стабильных структур в результате выпадения карбидной и интерметаллидной фаз.
Локальные разрушения характерны для участка перегрева околошовной зоны и являются межкристаллическими разрушениями вследствие концентрации деформаций по границам зерен и развития процессов межзеренного проскальзывания. Упрочнение границ зерен стали типа Х16Н9М2 за счет молибдена, образующего карбиды по границам зерен, а также уменьшение содержания углерода (до 0,02%) или увеличение содержания бора до 0,5% в сталях 1Х15Н24В4Т (ЭП164) и 1Х14Н14В2М (ЭИ257) соответственно повышает сопротивляемость сталей локальным разрушениям (табл. 1). другим средством снижения склонности к локальным разрушениям является получение более пластичного металла шва.
Таблица 1. Сопротивление локальным разрушениям металла околошовной зоны ряда жаропрочных аустенитных сталей
При сварке высокопрочных сталей в околошовной зоне возможно образование холодных трещин. Поэтому до сварки рекомендуется произвести их аустенизацию для получения высоких пластических свойств металла, а упрочняющую термическую обработку проводить после сварки. Предварительный и сопутствующий нагрев до 350 – 450°С также уменьшает опасность образования холодных трещин.
При сварке жаростойких сталей под действием нагрева в металле швов могут наблюдаться такие же структурные изменения, как и при сварке жаропрочных сталей. Большинство жаростойких сталей и сплавов имеют большой запас аустенитности и поэтому при сварке не претерпевают фазовых превращений, кроме карбидного и интерметаллидного дисперсионного твердения. На этих сталях также возможно образование холодных трещин в шве и околошовной зоне, предупреждение которых в некоторых случаях может быть достигнуто предварительным нагревом до 250 – 550°С.
Высоколегированные аустенитные стали и сплавы наиболее часто используют как коррозионно-стойкие. Основным требованием, которое предъявляется к сварным соединениям, является стойкость к различным видам коррозии.
Читайте также: