В чем варят сталь
Обновлено: 16.05.2024
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.

Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 - 40 | 12 |
| 1,5 | 40 - 60 | 13 |
| 2 - 3 | в пределах 80 | 14 - 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Чем варить нержавеющую сталь в домашних условиях
При монтажных, ремонтных работах часто нужна сварка нержавейки. Использование стойких к коррозии легированных стальных сплавов давно приобрело массовый характер. Сварить нержавейку можно несколькими способами, используя бытовое оборудование. Для некоторых необходимы дорогие промышленные автоматы. В небольшом обзоре кратко представлены все виды горячего соединения легированных сталей.

Особенности сварки деталей из нержавеющей стали
Сначала о том, можно ли варить легированный металл как черный. Да, ММА, TIG MIG – все эти способы актуальны. Но при сварке нержавеющей стали нужно учитывать некоторые особенности сплавов:
- высокий коэффициент термического расширения, складывать детали из нержавеющей стали нужно с зазором;
- высокая теплопроводность нержавейки, чтобы не создавать большую температуру в рабочей зоне, заготовки с содержанием углерода меньше 0,2%, предварительно прогревают, сварочный ток снижают на 20%;
- высокое сопротивление нержавеющих сталей, металл быстро нагревается, поэтому для сварочных работ подбирают специальные электроды длиной 35 см;
- при нагреве хромоникелевой нержавейки образуются термостойкие пленки оксидов легирующих элементов, процесс сварки из-за этого затрудняется, рабочую зону необходимо охлаждать.
Варить нержавейку в домашних условиях нужно, учитывая особенностей стали, иначе соединение получится некачественным.
Подготовительные работы
Чтобы правильно сварить нержавейку, перед проведением работ требуется провести ряд работ:
- заготовки предварительно очищают от грязи, пыли, снимают с поверхности оксидный слой до металлического блеска щеткой, мелким напильником или наждачной бумагой;
- кромки толще 4 мм разделывают болгаркой или спиливают под углом;
- нержавейку толще 7 мм подвергают предварительному нагреву, температура зависит от марки стали;
- детали укладывают с зазором, его размер определяют по справочнику.
Перед проваркой шва стык прихватывают в нескольких местах, чтобы детали не смещались во время работы.
Распространенные способы сварки нержавеющей стали
Любые способы горячего соединения высокоуглеродистых сплавов подходят для сварки нержавейки в домашних условиях, но прочность соединения будет разной. Наплавочные электродуговые швы надежны, но не рассчитаны на разнонаправленную нагрузку. Тонколистовую нержавейку лучше варить аргоном, для них наплавка не нужна, главное уберечь металл от прожогов. Полуавтоматическая с использованием инвертора – универсальная, подходит для многих марок нержавейки, работы с деталями разной толщины. Каждый из способов стоит рассмотреть подробнее.
Сварка покрытыми электродами
Электродуговой метод ММА чаще всего используют для нержавейки, если к соединениям не предъявляют особых требований. При выборе электродов руководствуются ГОСТ 10052−75. В стандарте указано, чем варят нержавейку, легированную хромом, никелем, железом, тугоплавкими металлами. Электроды делятся на две группы. Стержни с основным видом обмазки, в состав которой входят карбонаты кальция, магния, ими варят легированный металл на обратной полярности, подключают их «+». Рутиловая обмазка содержит оксид титана, такие стержни применяют при токе любой полярности, подключают к «+» и «-» контактам. Они меньше разбрызгиваются, реже залипают.
Полуавтоматом
Качественно заварить нержавейку, используя присадочную проволоку, поможет технология MIG с подачей углекислого газа в область расплава. Полуавтомат обеспечивает равномерную подачу присадки в рабочую зону. Проволока подбирается под вид сплава – основной легирующий компонент. Выпускают омедненную присадку, порошковую с каналом, заполненным флюсом, алюминиевую. В качестве источника тока используют выпрямитель или инвертор. Дуга создается примерно так же, как в электродуговой сварке. Контакт «+» подводится к горелке, по ней попадает на подающий проволоку мундштук. Одновременно с проволокой подается газовая смесь, образующая защитную атмосферу.
Полуавтоматом варят детали:
- до 4 мм (короткой дугой);
- толще 4 мм, используя метод струйного переноса.
Импульсная сварка с минимальным разбрызгиванием ванны расплава применима для нержавеющей стали любой толщины.
Ручная и полуавтоматическая в среде аргона
Технология TIG (ручной) и MIG (полуавтоматической) применяется для работы с тонкой нержавейкой, предусматривает использование вольфрамовых тугоплавких электродов для создания электродуги. Подачу аргона начинают до розжига дуги, заканчивают через 20 секунд после угасания.
Другие способы сварки нержавейки
На производстве используют другие методы соединения легированных деталей. Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сдавливании внутренняя структура стали изменяется с выделением энергии, нержавейка становится пластичной. Один слой вдавливается в другой с образованием диффузного слоя. Сварка нержавеющей стали производится односторонним или двухсторонним давлением. На прессы устанавливают специальные штампы. Получаются очень аккуратные точечные или линейные соединения без окалины, трещин, внутренних напряжений в рабочей зоне.
Контактная сварка нержавейки
Ток подается на два неплавящихся электрода из цветных сплавов, заготовки помещаются между ними. При подаче тока электроды с усилием сжимают. Варят нержавеющую сталь только в зоне контакта, дуга прошивает детали насквозь, расплавляет. Ручные сварочные клещи используют для сварки тонкой нержавейки до 2 мм. Заготовки потолще соединяют аппаратами с усилителями, чтобы можно было продавить зону контакта. Образуется точка размером с площадь электрода.
Лазерным лучом
Для нержавеющей стали применяют технику точечного и шовного метода. Приварить детали можно только встык. При соединении заготовок внахлест в рабочей зоне создаются остаточные напряжения. Ванна расплава ограничена за счет молниеносного воздействия луча. Нержавейка разогревается мгновенно, шов образуется прочным, мелкозернистым. Расплав полностью заполняет стык. В быту лазерная сварка используется редко из-за высокой стоимости оборудования.
Плазменная сварка
Принцип основан на ионизации газа под действием дуги в специальной камере – плазмотроне. Электрическое поле создается с использованием тугоплавкого вольфрамового электрода. Направленный поток плазмы быстро расплавляет заготовки в месте соединения до высокой температуры. Оборудование бывает двух типов:
- ручное, вторым контактом для образования дуги становится металлическая деталь;
- автоматическое, дуга создается между электродом и стенкой камеры.
Ручной плазмой сваривают тонкие заготовки до 3 мм, автоматами – толщиной до 160 мм. Кромки предварительно разделывают, но проваривается шов сразу, за одну проходку.
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Как сварить нержавейку инвертором в домашних условиях
Самые качественные и красивые швы получаются, если нержавейка соединяется полуавтоматической сваркой под защитой аргона. Но не у каждого домашнего мастера есть возможность приобретения дорогого оборудования и газа. Когда не важна эстетика соединения, необходимое качество достигается сваркой нержавейки инвертором.

Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Способы сварки
Дома сваривать нержавейку инвертором можно тремя способами:
- Ручной дуговой сваркой (MMA), когда материалом плавящегося электрода заполняется стык. Для работы нужен только инвертор.
- Аргонодуговой метод (TIG) с электродом из вольфрама, применяется для сварки тонкой нержавейки инвертором. Шов создается за счет плавления материала заготовок или присадочной проволоки. Сварная ванна от контакта с окружающим воздухом защищается чистым аргоном. Перемещение горелки с неплавящимся электродом и подачу присадочной проволоки выполняют вручную.
- Полуавтоматическая сварка (MIG/MAG) выполняется неплавящимся электродом с механической подачей проволоки. За счет повышения скорости сварки увеличивается производительность. Для улучшения смачиваемости кромок в аргон добавляется 2% углекислого газа.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Обратите внимание!
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
Настройка аппарата
Прежде чем сваривать нержавейку инвертором необходимо переключателями на передней панели выставить настройки в соответствии с параметрами соединяемых заготовок. Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
Толщина металла,
мм
При выполнении аргонодуговой и полуавтоматической сварки расход газа настраивается в пределах 6 — 12 л/мин. Скорость движения проволоки устанавливают переключателем режимов. Чем она больше, тем меньше глубина провара.
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
Процесс сварки нержавейки инвертором в домашних условиях
Перед свариванием нержавейки инвертором в домашних условиях проводится подготовка соединяемых заготовок в следующем порядке:
- С поверхности возле стыка удаляется грязь и мусор, наждачной бумагой или щеткой с металлическим ворсом зачищается до блеска.
- Место соединение обрабатывается растворителем, чтобы удалить жир. Иначе он нарушит стабильность дуги.
- При соединении заготовок толщиной более 4 мм с кромок снимают фаски под углом 45⁰ для лучшего заполнения стыка расплавленным металлом.
- Чтобы брызги не прилипали к прилегающим поверхностям, их обрабатывают водным раствором мела.
- Для компенсации температурного расширения свариваемых заготовок между ними оставляется промежуток 1 — 2 мм.
- Сварку нержавейки толщиной до 1 мм выполняют без зазора.
- Для предотвращения перегрева металла в месте соединения заготовки кладутся на алюминиевые или медные пластины.
- Детали толщиной больше 7 мм предварительно нагревают до 150⁰C, чтобы уменьшить перепад температур в начале сварки.
- Для удаления влаги и улучшения свойств покрытия электроды перед применением прокаливают помещая в печь. В случаях, когда работа выполняется срочно, допустим прогрев газовой горелкой.
Сварку постоянным током проводят на обратной полярности. Соединение выполняется короткой дугой со скоростью большей, чем для обычной стали. Электрод ведется вдоль шва без поперечных движений. Его наклоняют под углом 40 — 60⁰ в сторону, удобную для удержания. Из-за большого сопротивления электрическому току и плохой теплопроводности нержавейки электроды сгорают быстрей, чем на черных металлах. Это явление становится неожиданностью для начинающих мастеров. Шов завершают «замком», который предотвратит образование трещин и свищей. Сварочную ванну сдвигают на поверхность заготовки или возвращают немного назад. Не меняя положения электрода, гасят дугу. Так как сварить нержавейку большой толщины за один проход не получится, операцию повторяют несколько раз до полного заполнения стыка.
После окончания сварки следует подождать, чтобы место соединения остыло. Нельзя обрызгивать его водой, так как это приведет к появлению микротрещин. Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
После ознакомления с приведенными рекомендациями ответ на вопрос: «Можно ли инвертором сваривать нержавейку?» очевиден. Однако это не значит, что у новичка с первого раза получится выполнить надежное соединение. Для наработки навыков придется потренироваться на ненужных обрезках, лучше под руководством наставника.
Как правильно варить углеродистые стали
Сварка углеродистых сталей осуществляется вручную и на автоматизированном оборудовании. Технологию и режим выбирают в зависимости от состава и структуры сплава.

Особенности углеродистых сталей
Материал производят на основе железа с добавкой карбона в количестве, не превышающем 2,07%.
Максимально допустимая концентрация примесей составляет:
- Кремний – 0,1%.
- Марганец – 1%.
- Сера – 0,05%.
- Фосфор – 0,06%.
В составе могут присутствовать водород, азот и кислород.
Вместе с серой и фосфором они ухудшают свойства сплава.
В зависимости от количества нежелательных примесей, материалы делятся на виды:
- обыкновенные;
- качественные;
- высокого качества;
- особо высокого качества.
В основном свойства сплава определяются долей углерода.
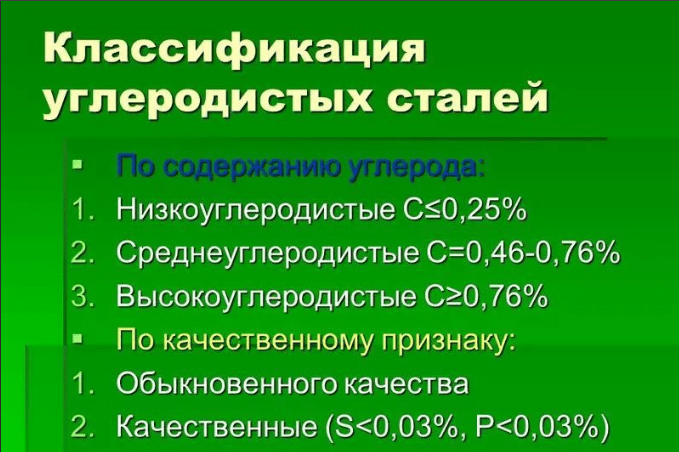
С низким содержанием
В низкоуглеродистой стали доля карбона находится в пределах 0,02%-0,3%. Это мягкие и ковкие сплавы, используемые для изготовления малоответственных деталей и конструкций. Также они широко применяются в строительстве.
По степени раскисления делятся на 3 вида:
- кипящие (в марке присутствуют литеры кп);
- полуспокойные (пс);
- спокойные (сп).
Первая разновидность – наименее качественная, последняя – наиболее.
Примеры: Ст3кп, Ст5сп, сталь 10.

Со средним содержанием
Сталь с концентрацией карбона от 0,3 до 0,6% называют среднеуглеродистой.
Увеличение данного показателя влечет за собой следующий результат:
- Возрастание прочности и твердости.
- Снижение пластичности и ударной вязкости.
Материал широко применяется в машиностроении для изготовления ответственных деталей и конструкций, работающих в условиях больших нагрузок:
- пружин;
- рессор;
- контактных пластин;
- деталей спецтехнологической оснастки (штампов, пресс-форм и пр.);
- колес и осей вагонов, рельсов.
Некоторые марки используют для изготовления деталей приборов и инструментов.
Начиная со стали 45, материалы приобретают способность к закалке.
Она состоит в существенном повышении твердости и снижении пластичности после нагрева до высокой температуры и резкого охлаждения в воде или масле.

С высоким содержанием
При концентрации карбона от 0,6 до 2,07% сталь относят к высокоуглеродистым.
Это твердые и хрупкие сплавы, используемые для изготовления:
- Режущего инструмента.
- Абразивной крошки.
- Подшипников.
- Измерительного инструмента.
- Тросов.
Все марки данной группы проявляют способность к закалке.
Требования к сварке сталей с содержанием углерода
Высокие качество, прочность и долговечность соединений достигаются при соблюдении следующих условий:
- Используют электроды и присадочный материал с низкой концентрацией углерода. Данный элемент является причиной появления таких дефектов, как горячие трещины и хрупкие закалочные фрагменты. Также необходимо предотвратить его проникновение из основного металла в шов. С этой целью применяют проволоку Барс-71, Forte E71T-1 и т.п.
- Добавляют флюсы, способствующие появлению тугоплавких соединений.
- Готовое соединение подвергают термообработке, чтобы снизить химическую неоднородность в зоне стыка.
- Принимают меры по снижению концентрации водорода в соединении: используют расходники без органических включений в обмазке (основные); перед применением прокаливают их в соответствии с инструкцией.
Параметры процесса термообработки зависят от состава стали.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.

На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Как подготовиться к сварке
Перед выполнением работ необходимо:
- Подготовить средства индивидуальной защиты: щиток с темным стеклом, спецодежду, ботинки, рукавицы. Поражающим фактором служат брызги расплавленного металла и жесткое ультрафиолетовое излучение, вызывающее ожоги сетчатки глаз и кожи.
- Зачистить кромки соединяемых деталей (удалить грязь и ржавчину). Смазку нейтрализуют обезжиривателем.
- Закрепить заготовки на столе струбцинами или другими зажимами.
- Прокалить расходники в печи. Температура и длительность указаны в инструкции.
Последняя операция нужна для удаления влаги из обмазки. Без этого шов не получает защиты от окисления и насыщается водородом.
Выбор оборудования и электродов
Существуют следующие виды сварочных аппаратов:
- Трансформаторы переменного тока.
- Выпрямители.
- Инверторы.
Трансформаторы обладают следующими достоинствами:
- Низкая стоимость.
- Простое устройство.
- Надежность.
- Долговечность.
Их используют в случаях, когда к качеству соединения не предъявляют высоких требований, поскольку на переменном токе дуга горит хуже и шов получается неровным.
Выпрямители отличаются от трансформаторов наличием диодного моста, дающего на выходе постоянное напряжение.
Они тяжелы, дороже стоят и больше теряют в мощности, но обеспечивают высокое качество соединения. Снижаются потери металла, поскольку на постоянном токе он меньше разбрызгивается.
Инверторы наиболее практичны.
- малые размеры и вес (примерно 3 кг);
- высокое напряжение холостого хода – 90 В против 50 В у трансформатора;
- дополнительные функции, облегчающие розжиг и поддержание дуги.
По способу сварки аппараты делятся на виды:
- Ручные. Используют плавящиеся расходники с покрытием.
- Полуавтоматы и автоматы. Применяют тугоплавкий электрод из вольфрама или графита. Защиту шва от окисления обеспечивают подачей газа (аргона, углекислоты и пр.) или с помощью флюса.
Оборудование выбирают с учетом максимально допустимой для него силы тока. Чем толще заготовки, тем более мощный потребуется аппарат.
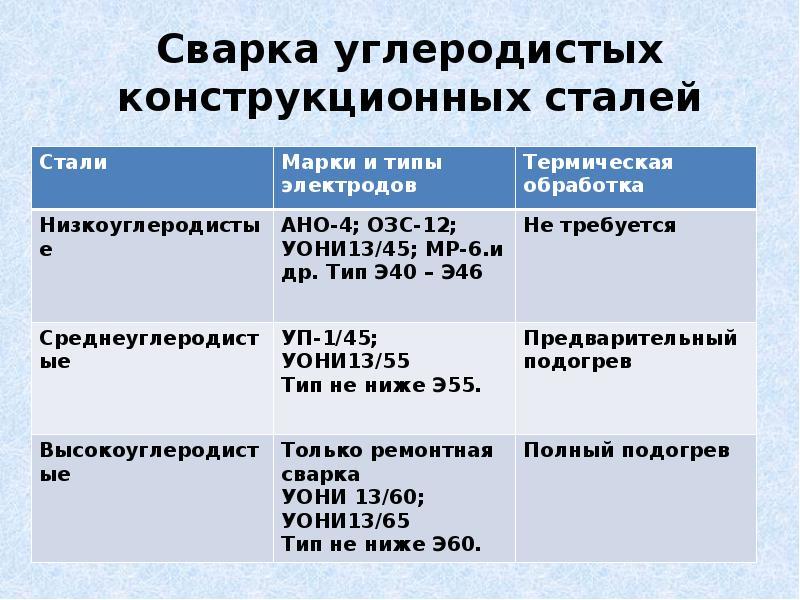
Методы сваривания низкоуглеродистых сталей
Сплавы этой группы характеризуются хорошей свариваемостью.
К подготовке предъявляются минимальные требования:
- В большинстве случаев необходимо только снять окисленный слой и обезжирить. Некоторые электроды, например МР-3, хорошо варят даже по ржавчине.
- При толщине более 4 мм выполняют разделку кромок.
- Крупногабаритные заготовки предварительно прогревают до +150…+200°С.
Ручная дуговая сварка
Используют плавящиеся расходники с рутиловым (в большинстве случаев) или основным покрытием.
Марки для малоответственных конструкций:
- АНО-3, АНО-4, АНО-5.
- ОЗС-3.
- ОММ-5.
- ЦМ-7.
Расходники для ответственных конструкций:
- АНО-1, АНО-7.
- ВСП-1.
- ВСЦ-2.
- ДСК-50.
- МР-1, МР-3.
- УОНИ-13/45.
Техника выполнения работ:
- Расходник держат с наклоном в сторону движения под углом 40-50° к линии шва.
- Длина дуги не должна превышать 2 мм.
- Скорость перемещения подбирают опытным путем с таким расчетом, чтобы металл плавился на нужную глубину, но сварочная ванна не была чрезмерно большой.
В среде защитных газов
Используют тугоплавкий электрод. Для защиты шва от контакта с атмосферным воздухом в зону сварки подают углекислый газ (наиболее распространенный вариант), аргон или гелий (для ответственных конструкций).
Присадочным материалом служит проволока Св-08Г2С.
Диаметр зависит от пространственного положения:
Проволока выполняет ту же функцию, что и стержень плавящегося расходника – служит источником дополнительного материала для заполнения шва.
Сварку начинают в следующей последовательности:
- Открывают подачу газа.
- Через 5-15 секунд разжигают дугу и одновременно подводят к стыку присадочный материал.
- Проволоку удерживают под углом 30-40° к линии стыка, электрод – перпендикулярно.
Сваривание под флюсом
В работе с малоуглеродистой сталью используют флюсы:
Марка присадочной проволоки зависит от вида стали. Например, для кипящих используют Св-08А, для Ст3пс – Св-08Га, Св-10Г2, Св-08ГС.
Диаметр проволоки зависит от вида оборудования:
Если на оборудовании первого типа варить сложносоставные и угловые стыки, возникает большая вероятность появления хрупких закалочных структур вблизи шва. Во избежание этого детали подвергают предварительному нагреву.
Устанавливают наименьшую силу тока из рекомендуемого диапазона, что обеспечит интенсивный переход марганца и кремния из флюса в шов.
Способы сварки сталей со средним содержанием углерода
С ростом концентрации карбона свариваемость материала ухудшается. Для получения качественного соединения требуется принимать дополнительные меры.
В защитной среде
В основном режим сварки и последовательность операций – те же, что и в случае с малоуглеродистыми сплавами.
- Производят разделку кромок с целью сократить объем плавления основного металла.
- Заготовки подвергают предварительному нагреву до температуры +200°С.
В ручной электродуговой сварке задействуют расходники с низкой концентрацией карбона и добавкой легирующих элементов – кремния, кальция, фтора и марганца. Предпочтительна обмазка основного типа. Она не содержит органики, вызывающей наводороживание шва с последующим образованием в нем пор.
- УОНИ-13/45, УОНИ-13/55, УОНИ-13/65.
- УП-1/45, УП-2/45.
- К-5А.
- ОЗС-2.
Сила тока зависит от диаметра расходника (мм):
- 3 – 80-100 А.
- 4 – 130-200 (А).
- 5 – 170-280 А.
- 6 – 210-380 (А).
Сварочным полуавтоматом
Для получения качественного соединения соблюдают условия:
- Заготовки нагревают до температуры +200°С.
- Края тщательно зачищают до металлического блеска и обезжиривают.
- Кромки подрезают под углом 35-45°.
- Шов накладывают в несколько приемов.
- Поддерживают минимальную длину дуги.
- Исключают поперечное перемещение электрода.
По завершении операции конструкцию укутывают или помещают в печь с целью обеспечить постепенное остывание.
Газовая сварка
Процесс соединения среднеуглеродистых сталей с помощью ацетилена имеет следующие особенности:
- Применяют левый метод.
- Расход газа устанавливают на уровне 100-130 л/ч на мм толщины заготовок.
- Детали со стенкой свыше 3 мм подвергают предварительному нагреву.
- Стали с концентрацией карбона близкой к 0,6% (обладают способностью закаливаться) варят с применением специального флюса.
- Во избежание окисления ванны горелку настраивают так, чтобы получить пламя с переизбытком ацетилена.
- Готовую конструкцию подвергают отпуску или отжигу. При этом общая температура не должна превышать +250…+300°С, зоны соединения – +600…+650°С. Данную операцию можно заменить проковкой шва.
Газосварку по левой технологии осуществляют следующим образом:
- Инструмент перемещают справа налево.
- Пламя направляют на еще не приваренные кромки.
- Присадочный материал перемещают перед горелкой.
Правую технику с характерным для нее большим тепловложением применяют только для толстостенных заготовок (от 5 мм).
- Инструмент перемещают слева направо, попутно совершая небольшие поперечные колебания.
- Пламя направляют на заваренный участок.
- Присадочный материал ведут вслед за горелкой.
- Расход ацетилена устанавливают на уровне 120-150 л/ч на мм толщины заготовок.
Как варить высокоуглеродистые стали
Из-за большой склонности к закалке и низкой пластичности материал плохо поддается данному виду обработки. Ручной электродуговой метод не способен обеспечить хорошее качество, поэтому в большинстве случаев применяют газовую сварку.
- Применяют «левую» технологию.
- Расход газа устанавливают на отметке 90 л/ч на мм толщины заготовки. Пламя должно быть восстановительным либо с избытком ацетилена.
- Детали предварительно нагревают до +200…+300°С. В некоторых случаях им сообщают дополнительное тепло и в процессе сваривания.
Используют присадочную проволоку следующих марок:
Сварка высокоуглеродистых сталей не предполагает упрочнения шва ковкой. При необходимости выполняют отпуск или отжиг готовой конструкции с полным нагревом до +350…+400°С.
Нетрадиционные способы сварки сталей с высоким содержанием карбона:
- электролучевая (потоком заряженных частиц);
- лазерная (фотонами).
Характеризуются высокими скоростью и качеством, но отличаются повышенной энергозатратностью и требуют сложного, дорогостоящего оборудования.
Технология сварки стали различных структурных классов
Состав сплава влияет на структуру его кристаллизационной решетки.
По этому признаку стали делят на 5 классов:
- аустенитные;
- перлитные;
- мартенситные;
- ферритные и карбидные.
Аустенитные стали
Данной структурой обладают хромоникелевые и некоторые другие сплавы.
Основная сложность сваривания состоит в межкристаллитной коррозии в околошовной зоне, обусловленной выходом карбидов хрома.
Данный дефект не устраняется предварительным нагревом.
Необходимо делать следующее:
- Использовать материалы с минимальной концентрацией карбона.
- Если доля данного элемента по техническим условиям должна быть высокой, применять легирующую добавку с похожими свойствами (вольфрам, тантал, титан, ванадий, цирконий).
Перлитные стали
Наиболее распространенная разновидность. К ней относятся углеродистые и низколегированные стали. Отличительной чертой является образование в пришовной части мартенситных структур.
Условием качественного соединения является предварительный нагрев и последующая термообработка.
Это влечет за собой существенные затраты, поэтому к сварке углеродистых и низколегированных сталей перлитной структуры прибегают только в крайнем случае.

Инструментальные сплавы
Эти материалы содержат в своем составе большое количество никеля, хрома и молибдена. Из них изготавливают режущий инструмент или его кромки, испытывающие большие нагрузки. Поэтому сварка должна обеспечить равную прочность шва и основного металла.
Применяют узкопрофильные электроды, соответствующие данной марке стали. Для большинства подходят УОНИ-13/НЖ/20Ж13.
Разнородных типы одного структурного класса
Перлитные стали с разной концентрацией легирующих элементов варят по следующим правилам:
- Расходник подбирают по наименее легированному сплаву.
- Режим и температуру – по наиболее.
- При отсутствии возможности предварительного и сопутствующего нагрева наплавляют кромки. Для этого применяют наиболее легированный материал в виде электрода типа Э42А. Толщина наплавки должна быть такой, чтобы основной металл не нагревался до температуры закалки.
Разные виды мартенситных, ферритных и ферритно-аустенитных сталей с большим содержанием хрома варят по правилам:
- Температуру нагрева подбирают по материалу, наиболее склонному к закаливанию.
- Исключают полное охлаждение заготовок.
- Используют сварочные материалы ферритно-аустенитного класса и технологию с минимальным удельным тепловложением.
- По завершении термообработки конструкцию быстро охлаждают.
Сваркой с использованием аустенитных расходников сложнее обеспечить высокое качество, поскольку при термообработке из-за разницы в температурном расширении шва и основного сплава в зоне соединения возникают чрезмерные напряжения.
Читайте также: