Жидкий азот и сталь
Обновлено: 24.04.2024
Азот является одним из наиболее распространенных элементов: его содержание в нижних слоях атмосферы составляет 78,11% а в земной коре – 0,04%. В нормальных условиях (Т=20 °С и P =1атм) азот представляет собой 2-х атомный газ. Атомный номер – 7, атомный вес – 14,008, плотность молекулярного азота – 1,649 × 10 -3 г/см 3 . Температура плавления – 209,9 °С, а температура кипения – 195,7 °С.
Исследования взаимодействия азота со сталью проводились в течении всего 20 века. Они были начаты Н.П.Чижевским и И.И.Жуковым [7]. Однако только после 40-х годов стали рассматривать возможность использования азота как легирующего элемента. Вопросам влияния азота на свойства сталей, его растворимости и поведения в металле уделялось много внимания, как в нашей стране, так и за рубежом [2…4, 8, 9]. В настоящее время в промышленности используется более 200марок сталей, легированных азотом.
Стали, легированные азотом, принято подразделять на две категории:
-стали с содержанием азота ниже равновесного;
-стали с содержанием азота выше равновесного ("сверхравновесные").
Первые получают в условиях выплавки и кристаллизации при атмосферном давлении азота. Вторые - при повышенном давлении азота, позволяющем сохранить большее его содержание в металле, чем при открытой выплавке.
В последние годы в качестве перспективных сталей с различным уровнем легирования азота для разнообразных сфер применения были отмечены [ 10 ] :
- дисперсионно-твердеющие стали, легированные ванадием, ниобием и титаном;
- высокопрочные коррозионно-стойкие, аустенитные стали;
- стали со структурой азотистого феррита и мартенсита.
Легирование азотом дисперсионно-твердеющих сталей приводит к образованию мелкодисперсных нитридов по границам зерен, препятствующих их росту, позволяет повысить предел текучести и ударную вязкость металла [ 8 ] .
Легирование азотом нержавеющих сталей, позволяет уменьшить в них содержание никеля и марганца в полтора – два раза, а в некоторых случаях вообще исключить эти элементы. Нержавеющие стали, легированные азотом, превосходят по прочности, вязкости и коррозионной стойкости традиционные нержавеющие стали.
Легированные азотом безникелевые стали, применяемые в медицине для изготовления хирургического инструмента и имплантатов 11 обладают повышенной прочностью, износостойкостью и не вызывают негативных явлений и аллергических реакций в человеческом организме.
Нержавеющие мартенситные и ферритные стали, легированные азотом, при соответствующей термической и термопластической обработке обладают повышенной прочностью, коррозионной стойкостью и улучшенной технологической пластичностью при высоких и низких температурах.
Подробное аналитическое обобщение данных о структуре и свойствах нержавеющих сталей, легированных азотом; растворимости азота в них; термодинамике этих растворов, в том числе, в зависимости от концентрации примесей и легирующих элементов; от температур и давлений реакций, протекающих в жидком металле; параметров диффузии и других факторов, связанных с особенностями выплавки, по состоянию на 60-е годы было сделано М.В. Приданцевым, Н.П. Таловым и Ф.Л. Левиным [13].
На основе анализа многочисленных публикаций 17 было показано, что азот:
- образует твердые растворы внедрения в аустените и феррите;
- увеличивает количество аустенита и стабилизирует аустенит по отношению к γ → α и γ→ε превращениям при охлаждении и пластической деформации;
- изменяет предельную растворимость легирующих элементов в γ и α - твердых растворах и влияет на распределение хрома, никеля и других легирующих элементов между аустенитом и ферритом;
- изменяет кинетику образования карбидных и других избыточных фаз при термической обработке;
- снижает энергию дефектов упаковки и, в связи с этим увеличивает деформационную способность аустенита.
Введение азота в сплавы позволяет:
- уменьшить в сплавах содержание никеля, марганца и других аустенитообразующих элементов при сохранении заданной аустенитной или иной структуры и, соответственно, уровня ферромагнитности сплава;
- увеличить содержание в сплавах элементов ферритообразователей, положительно влияющих на механические и коррозионные характеристики сплавов;
- улучшить характеристики технологической пластичности в результате расширения интервала существования аустенита в высокотемпературной области;
- повысить термическую стабильность аустенита и снизить вероятность его распада при нагреве с образованием нитридов и других фаз;
- увеличить коррозионную стойкость (сопротивление питтинговой и ножевой коррозии, коррозионному растрескиванию под напряжением, интеркристаллитной коррозии);
- повысить прочность сплавов путем использования деформационного упрочнения при наклепе [ 1 ] .
Растворимость азота в железе подчиняется закону Сивертса (закону квадратного корня):
где [ N ] – растворимость азота в железе при данном парциальном давлении PN 2 ;
KN константа реакции, численное значение которой зависит от температуры и способов выражения концентрации.
Выполняемость закона Сивертса указывает на идеальность образующегося раствора [18].
Авторам работы [19] для определения растворимости азота в жидком железе до температуры 2650°С предлагается уравнение:
lg [ N ] = (-850/ T ) – 0,905 +0,5 lg PN 2 (1.2)
Из которого следует, что при Т = 1873 °К и PN 2 = 1 атм [ N ] = 0,044%.
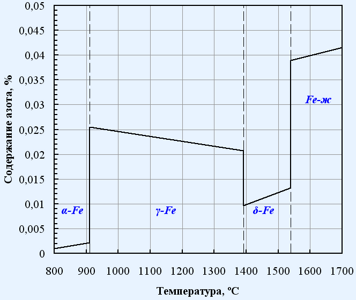
На рис.1.1 представлена температурная зависимость растворимости азота в жидком железе. Диаграмма состояния системы железо-азот приведена на рис. 1.2 .
Рис. 1. 1. Температурная зависимость растворимости азота в жидком железе

Рис.1.2. Диаграмма состояния Fe - N [26]
Концентрация азота, находящегося в равновесии с газообразным азотом растет с увеличением температуры. В точке перехода α→γ (906 °С) скачкообразно изменяется, при дальнейшем росте температуры до перехода γ→ δ (1402 °С) она уменьшается.
Азот может образовывать с железом два соединения Fe 4 N (9,9% N ) и Fe 2 N (11,5% N ). Fe 2 N начинает разлагается при температуре ~ 550 °С. При дальнейшем повышении температуры начинает диссоциировать и Fe 4 N .
Энтальпия растворения азота в жидком железе Δ HN представляет собой разность двух противоположных по знаку величин: энтальпии диссоциации молекулярного азота на атомы (Δ H дис) и энтальпии растворения атомарного азота в жидком железе (Δ HP ). Первый процесс является эндотермическим, а второй – экзотермическим. Так как Δ H дис > Δ HP , то процесс, описанный уравнением (1), протекает с поглощением тепла. Если данные по растворимости азота показывают хорошую согласованность у различных исследователей, то данные по энтальпии имеют значительный разброс.
Результаты статистической обработки большого массива экспериментальных данных позволили авторам работы [27] описать растворимость азота в жидком железе двумя уравнениями:
при Т > 1973 K : lg [ N ] = -1100/ T – 0,79 (1.4)
Таким образом, энтальпия растворения азота в жидком железе до 1973 ° K – 10700 Дж/моль, а выше 1973 ° K – 21000 Дж/моль.
А.М. Самарин, первым обративший на это внимание, связывал изменение Δ H при изменении температуры со структурными превращениями. Известно, что при растворении кислорода оксидная фаза проявляется при очень низком парциальном давлении кислорода в газовой фазе ( PO 2= 10 -8 атм). В отличие от этого, при растворении азота даже при PN 2 > 1атм самостоятельная нитридная фаза не образуется. Образование нитридов типа Fe 2 N и Fe 4 N наблюдали лишь в твердом металле в температурном интервале существования аустенита.
Влияние парциального давления над расплавом железа на его растворимость в зависимости от времени выдержки при T = 1560 ° C представлено на рис. 1.3.
Данные по кинетике азотирования свидетельствуют о том, что для выхода на стационарную концентрацию в чистом железе требуется около 40 мин., причем время практически не зависит от давления азота над расплавом.

Рис. 1.3. Изменение растворимости азота в железе в зависимости от его давления и времени выдержки при температуре 1560 °С [28].
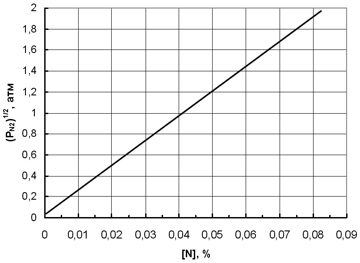
Рис.1.4. Зависимость растворимости азота в жидком железе при температуре 1560 °С от парциального давления азота над расплавом
Присутствие примесей влияет на скорость растворения азота в металле. Так, при увеличении концентрации кислорода в металле от 0,067 до 0,144% время достижения равновесной концентрации увеличивается с 1,5 до 3,0 часов. Отмечено и аналогичное влияние серы: при ее концентрациях 0,49 и 0,87% и давлении азота 0,1МПа время достижения равновесной концентрации возрастает до 3,0 и 6,0 часов соответственно.
В работе [14] представлены данные, характеризующие изменение растворимости азота в жидком железе при температуре 1560 °С в зависимости от давления (до 4 атм.).
Список использованой литературы
Азотирование стали

Что это такое? Азотирование стали – это современный термохимический процесс, целью которого является изменение прочностных и коррозионностойких характеристик сплава. Аналогом его является цементация, которая уступает по качеству.
Как осуществляется? Для этой процедуры подходят только определенные типы стали. Также перед началом работ необходимо определиться с конкретным методом азотирования, выбрать рабочую среду для процесса и провести необходимую обработку изделия.
Суть азотирования стали
Главное в данной методике – термическая обработка металлических заготовок при постоянном притоке аммиака. Для азотирования стали используют специальное оборудование – печи с герметичной камерой.
Цель азотирования стали заключается в придании заготовкам новых качеств:
- Повышение износостойкости изделий в результате роста поверхностной прочности стали.
- Снижение риска появления участков с усталостью металла.
- Образование защитного поверхностного слоя, обеспечивающего коррозионную стойкость, устойчивость к воздействию агрессивных агентов, к ударной деформации при прямом контакте.
Отличительной чертой данной технологии является то, что при азотировании детали не меняют своей геометрии, так как нет воздействия экстремальной температуры. Благодаря этой особенности азотирование можно производить после таких этапов предварительной обработки изделий, как максимально точные шлифовка и отпуск.
Также немаловажной особенностью метода является стабильность приобретенных качеств. В отличие от цементации, к примеру, когда уже при +225 °С начинает снижаться твердость металла, механические характеристики изделия после азотирования не ухудшаются с течением времени или при нагреве.
Азотирование стали позволяет достичь полезных изменений в эксплуатационных качествах сплава. Долговечность и прочность металла, прошедшего через этот процесс, как правило, вдвое выше, чем у стали после закаливания по классическим методикам.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
От того, какой конкретно способ был использован для подготовки металла, он может приобретать разные характеристики. Главное, что метод азотирования придает стали качества, которые остаются неизменными даже при воздействии экстремальной температуры, достигающей +500 °С. Ни одна другая технология не способна придать металлу такие устойчивые характеристики.
Виды азотирования стали
Для азотирования металла не нужна особо высокая температура, что позволяет сохранять неизменными точные размеры и конфигурацию деталей. Особенно ценным является это качество при обработке изделий, уже прошедших тонкую подгонку шлифованием. После насыщения азотом достаточно полировки деталей.

К основным минусам термохимических методов следует в первую очередь отнести их дороговизну. На азотирование стали уходит много времени, полный цикл занимает до двух с половиной суток, так как насыщение поверхностных слоев металла – медленный процесс. Кроме того, применение этого способа требует специализированного оборудования.
Газовая азотизация
Классический метод азотирования подразумевает применение газовой среды. Для ее создания используют смесь, состоящую поровну из аммиака и пропана или эндотермического газа. Для насыщения металла азотом создается температура, доходящая до +579 °С. Непосредственно диффузия занимает примерно три часа. Полученный при этом поверхностный защитный слой довольно тонок, но его отличает высокая твердость.
Традиционное азотирование стали имеет ряд разновидностей, среди которых стоит упомянуть каталитическую газовую азотацию. Особенность этого метода в том, что для увеличения числа свободных атомов азота аммиак подвергают предварительной обработке.
Повысить скорость диффузии позволяет азотирование в жидкой среде. Расплав цианистых солей здесь выступает в качестве рабочей среды. Азотирование производят при +570 °С.
С развитием технологий металлургическая промышленность начала все чаще использовать метод ионно-плазменной азотации или обработку при тлеющем разряде.
Данная технология подразумевает насыщение поверхностных слоев металла атомами азота в разреженной среде под воздействием электрического тока, для чего к герметичной камере подводят напряжение. Контейнер в этом случае выступает в качестве анода, а само изделие служит катодом. Благодаря ионному потоку образуется плазма, нагревающая поверхность металлической детали. Происходит диффузное насыщение стали азотом и образуется твердый защитный слой.
Термохимический процесс
При азотировании стали по этой методике стальные изделия загружают в муфель – герметичную стальную реторту – и отправляют в специальные печи. К реторте подводят аммиак из специального резервуара. Воздействие температуры приводит к проникновению атомов азота в верхние слои металла, на поверхности деталей образуется твердый слой.

Аммиак во всех этих процессах используют потому, что он при создании определенных условий освобождает входящий в его состав азот. Далее происходит диффузное насыщение поверхности металлических деталей азотом, что ведет к образованию нитритов, которые и служат причиной повышения твердости и коррозионной стойкости стали. По окончании азотирования печь постепенно охлаждают, что позволяет предотвратить окисление металла. Максимальная толщина азотированного слоя достигает 0,6 мм.
Течение процесса азотирования стали в первую очередь зависит от:
- температурного режима;
- давления газа;
- степени разложения аммиака;
- времени выдержки.
Повышение температуры ускоряет процесс диффузии, но может приводить к коагуляции нитридов и снижению твердости защитного слоя.
Стали, подходящие для азотирования
Данный метод применим как к углеродистым, так и к легированным сталям, содержащим углерод в диапазоне от 0,3 до 0,5 %. Азотирование проходит наиболее эффективно, когда в составе стали присутствуют легирующие добавки, которые способствуют формированию твердых и термостойких соединений азота. Этой цели служит добавление в состав сплава молибдена, хрома, алюминия и ряда других элементов со схожими свойствами.

У молибдена есть один недостаток, который ограничивает его использование при легировании стальных сплавов – с его добавлением вероятно появление отпускной хрупкости, возникающей во время постепенного остывания стали.
Марку сплава для изготовления изделий, подвергаемых азотированию, выбирают, исходя из области и условий их последующего применения. В каждом отдельном случае следует применять конкретный сорт стали.
Рассмотрим, какие марки стали рекомендованы специальной литературой для азотирования:
- 38Х2МЮА. Эта марка стали в процессе азотирования образует наружный защитный слой высокой твердости. Отличается относительно невысокой устойчивостью к деформированию, но одновременно содержание алюминия способствует эффективному диффузному насыщению металла азотом с формированием твердого и износостойкого поверхностного слоя. При исключении алюминия из состава стали такой металл пригоден для изготовления деталей сложной геометрии.
- 40Х, 40ХФА. Эти марки стали с легирующими компонентами широко применяются для производства деталей станков.
- 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА. Марки этой группы идут на изготовление деталей, подвергающихся при работе изгибающим нагрузкам.
- 30Х3МФ1. Эта сталь применяется для изготовления деталей сложной конфигурации, когда критически важна особая точность линейных размеров и геометрии. Металл в основном идет на производство комплектующих для топливного оборудования. Твердость сплава обеспечивает добавление кремния.
Помимо машино- и станкостроения, азотированные стали все чаще применяются в бытовых агрегатах, так как прогресс не стоит на месте и требования к такой продукции растут с каждым днем.
Среды для азотирования стали
Каждая разновидность стали требует определенных условий и специфических технологий для максимально эффективного диффузного азотирования. Одним из наиболее часто применяемых вариантов стало применение для насыщения стали азотом аммиачно-пропановой газовой смеси. Среду формируют, смешивая газы в равных частях.

Оптимальный температурный режим – +570 °С. Время выдержки – около трех часов. При соблюдении этих параметров удается получить особенно прочный и износостойкий защитный слой.
В зависимости от толщины показатели твердости колеблются от 600 до 1 100 единиц по шкале Бринелля. Данный метод применим для выпуска деталей из легированных сталей, которые должны отвечать особо строгим требованиям по прочности и износостойкости. Для дополнительного усиления металла часто используют ионно-плазменную азотацию. При этом деталь выступает в роли отрицательного электрода, а муфель – положительного.
Благодаря разреженной азотсодержащей среде значительно сокращается время азотирования. Под действием электрического заряда ионизированные радикалы устремляются к катоду, создавая необходимую температуру. Вслед за этапом катодного распыления наступает стадия очищения и диффузного насыщения верхних слоев металла атомами азота. На первый этап уходит от пяти минут до часа при рабочем напряжении 1 400 В. Второй же может длиться до 24 часов.
Метод карбонитрирования заключается в азотировании стали в расплаве цианистых солей. Применение этой технологии позволяет существенно сократить затраты времени. Азотирование в жидкой среде оптимально для получения защитного слоя с максимальной твердостью, износоустойчивостью и коррозионной стойкостью, однако этот метод не применим для обработки деталей больших размеров.
Кроме того, эта технология имеет ряд существенных недостатков: высокая стоимость и вред, который могут причинить при вдыхании пары цианистых солей.
Этапы азотирования стали
Подготовительная термообработка
Механическая обработка
Готовые детали шлифуют, производя тонкую подгонку линейных размеров и геометрии. Этот этап очень важен, так как от конфигурации изделий и точности габаритов во многом зависят их эксплуатационные характеристики.
Также на этом этапе наносят защитный слой на участки, которые не должны подвергаться азотации. В этом качестве используют олово или жидкое стекло, покрывая ими требуемые участки. Толщина пленки не превышает 0,015 мм. Электролиз позволяет надежно закрепить защиту на поверхности металла. Благодаря устойчивости слоя к воздействию азотистой среды покрытые защитой участки не подвергаются азотированию.
Азотирование
Различные марки стали требуют разных температурных режимов для насыщения верхних слоев азотом. Металл подвергается выдержке при выбранной температуре в течение требуемого времени. Соблюдение временного и температурного режима обеспечивает эффективную азотацию и создание поверхностного слоя с заданной твердостью.
К примеру, сталь 7ХЗ азотируют при температурах от +500 до +520 °С. Выдержка составляет 2-3 суток. Толщина полученного защитного слоя – от 0,4 до 0,5 мм при твердости от 1 000 до 1 100 единиц по шкале Бринелля.
Итоговая обработка
На заключительном этапе производят тонкую шлифовку и полировку изделий, доводя геометрию до требуемых значений. Это необходимо, так как азотирование может приводить к незначительным изменениям размеров детали. Даже несмотря на минимальную термическую обработку при азотировании, геометрия изделия может претерпеть изменения. Именно финишная обработка позволяет обеспечить необходимые эксплуатационные качества конечной продукции.
Рекомендуем статьи
Если деформация детали в процессе азотирования недопустима и к геометрии предъявляются повышенные требования, можно прибегнуть к ионно-плазменной азотации, которая сводит к минимуму любые изменения конфигурации и линейных размеров заготовок. Этот метод отлично зарекомендовал себя.
К несомненным плюсам технологии следует отнести относительно невысокие температуры, которым подвергают металл в процессе диффузионного насыщения азотом его поверхностных слоев. Препятствием к повсеместному и постоянному применению этого метода является высокая стоимость таких элементов, как сменные муфели.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Азотирование стали: назначение, технология и разновидности процесса
Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.

Цех ионно-вакуумного азотирования
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается. Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров. После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
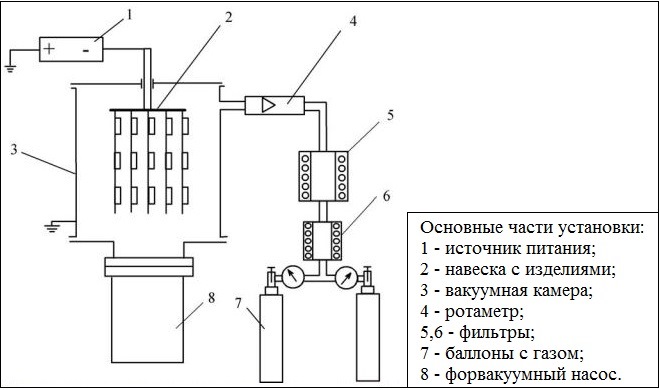
Схема установки азотирования в тлеющем разряде
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
- За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
- Возрастает усталостная прочность изделия.
- Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.
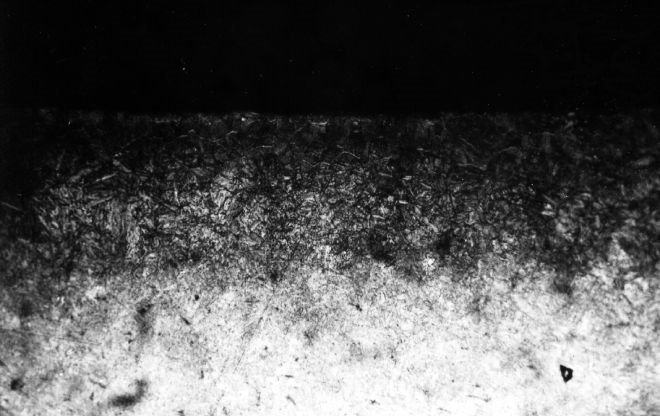
Микроструктура качественно азотированного слоя стали марки 38Х2МЮА
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.

Вакуумная печь для термической обработки с системой газового азотирования
Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула:
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
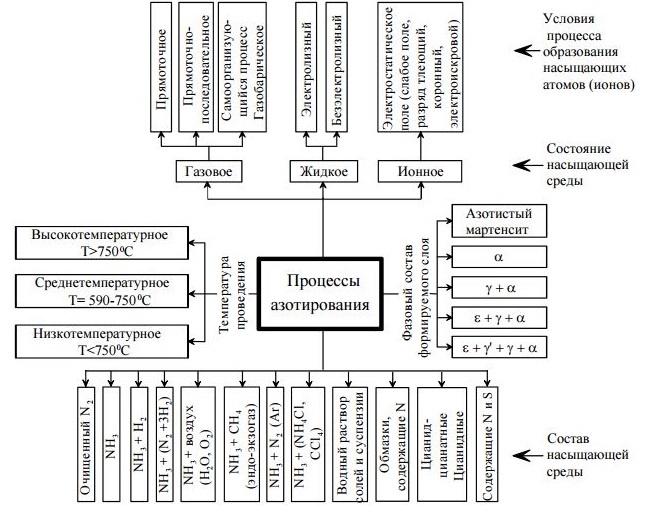
Классификация процессов азотирования
Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
- твердый раствор Fe3N, характеризующийся содержанием азота в пределах 8–11,2%;
- твердый раствор Fe4N, азота в котором содержится 5,7–6,1%;
- раствор азота, формирующийся в α-железе.
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.

Клапана высокотехнологичных двигателей внутреннего сгорания обязательно проходят процесс азотирования
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
- температура, при которой выполняется такая технологическая операция;
- давление газа, подаваемого в муфель;
- продолжительность выдержки детали в печи.
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.
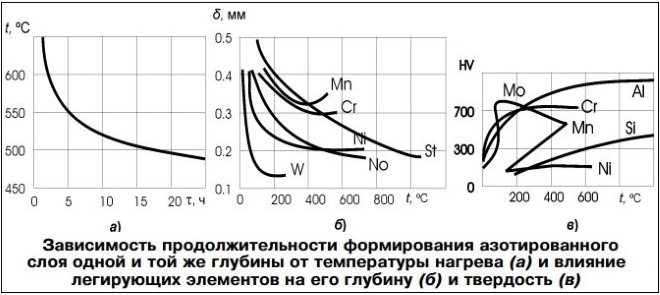
Влияние температуры и легирующих элементов на формирование азотированного слоя
Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:

Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.

Характеристики некоторых сталей после азотирования
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.
Режимы термообработки перед азотированием
Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.
Рекомендуемые режимы азотирования стали
Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).

Пуансон массой более 230 кг, подвергнутый азотированной обработке
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.

Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
Кроме традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может выполняться в жидкой среде. В качестве рабочей среды, которая имеет температуру нагрева порядка 570°, в таких случаях используется расплав цианистых солей. Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
Каким бывает азотирование стали и как его делают?
Азотирование стали – процесс изменения химических свойств металла. Его методы разнятся, отличаются и виды сред, в которых оно выполняется. Предлагаем рассмотреть основные нюансы его выполнения и узнать, для каких металлов оно подходит.


Что это такое и зачем нужно?
Азотирование сталей – промышленная термо-химическая технология. Ее сущность заключается в насыщении поверхностного стального слоя азотом. Ключевые цели – повышение твердости, износостойкости, инертности к ржавлению. Наряду с этим, азотирование снижает коэффициент трения поверхностей. В промышленных масштабах оно стало использоваться недавно. Несмотря на схожесть с цементацией, она в 2 раза эффективней.
Она выполняется с щадящим нагреванием стальных изделий. Их параметры остаются неизменными. Благодаря этому методика применяется для продукции, прошедшей закалку и шлифовку до предельно точной геометрии. В дальнейшем азотированную сталь полируют либо подвергают иным способам финишной отделки. Суть азотации заключается в нагревании стали до насыщенной аммиачной среды. Наряду с улучшением износоустойчивости повышается прочностная характеристика заготовок. Они приобретают иммунитет к воздействию воды, влажной и паровоздушной среды. Азотация стабилизирует показатели твердости стали.
После процедуры нагретая до предельно температуры деталь не меняет своих свойств. Азотные атомы преобразуются в кристаллическую решетку.


Как происходит процесс?
Процесс насыщения поверхностного слоя проходит в специальных герметичных камерах. Используемые муфельные печи имеют герметично закрывающиеся дверцы. Внутри можно создавать температуру от 500 до 600 градусов С. По достижении нужного показателя оно поддерживается в течение некоторого времени. Изначально осуществляется закалка металла с последующим отпуском. Он становится удобным для нарезки, механической обработки, выверки геометрии. После этого детали подвергаются следующему виду термообработки. В камеру оборудования под давлением подается аммиак. Из-за высокой температуры аммиак распадается на 2N и 6H.
После высвобождения атомов происходит процесс диффузии и образование нитридов. В ходе покрытия металла происходит его усиление. Для закрепления результата прибегают к постепенному охлаждению камеры. Это требуется для того, чтобы в дальнейшем исключить окисление металла. Полученная азотированная сталь может иметь глубину нитридного слоя от 0,3 до 0,6 мм. Данные значения являются нормой, поэтому дальнейших обработок не нужно.
В редких случаях азотация занимает несколько суток. Для нее необходимо специализированное оборудование, поэтому упрочнить сталь в домашних условиях не получится. Негативным моментом является высокая стоимость изделий. Для процедуры применяют дорогостоящие марки металла. Стоимость таких изделий существенно выше обычных. В ходе обработки некоторые участки деталей закрывают защитным слоем. Это делается для частей оснований, не нуждающихся в обрабатывании. В защитных целях их закрывают оловянной либо жидкостекольной пленкой. Под такую пленку азот не проникает. Затем выполняют насыщение и упрочнение стали и ее конечную обработку (шлифовку).


Существует 3 типа азотирования. Они разнятся методом выделения азота, рабочим режимом температуры и средой. Однако все они протекают по закону диффузии. Появление разных методик сопряжено с желанием ускорения процесса, улучшения характеристик и качества изделий. Например, с развитием технологий сегодня используют принцип плазменного (ионно-плазменного) азотирования и прием с использованием электролитного раствора.
Суть последнего заключается в анодном электролитном нагревании. Скоростная техника подразумевает подачу на деталь электрических импульсных зарядов, проходящих через все изделие. Плазменное азотирование востребовано ввиду неиспользования аммиака. Кроме того, технология проходит при сниженной температуре. Это исключает вероятность даже малейшего изменения изначальной геометрии деталей.
Благодаря этому в обработке используют детали с обработкой в размер, которым не нужна финишная отделка. Такая особенность позволяет удешевить процесс насыщения металла.


Газовое
Каталитическая газовая азотация происходит с созданием атмосферы, при которой аммиак обрабатывают на каталитическом элементе. Методика предполагает использование сложного оборудования (шахтных, ретортных, камерных печей). За счет выхода большого объема ионизированных радикалов происходит увеличение твердорастворной диффузии. Таким образом, создается ускоренное проникновение азота в структуру стали.
В сравнении с другими технологиями производства, данный процесс более затратный. Однако подобное насыщение позволяет добиться максимальной износоустойчивости изделий. Азотация газового типа проходит в рабочей среде, в которой аммиак смешан с пропаном либо эндогазом. Диффузия занимает порядка 3 ч, в ходе нее создается тончайшая защита. Процесс протекает при разных температурах. Для смены структуры применяется воздух, разбавляется диссоциированный аммиак и водород.


Термохимическое
Химико-термическая обработка металла предполагает использование лишь газообразного аммиака. Он подается из баллона внутрь надежно закрытого бокса, где уложены заготовки, нуждающиеся в азотировании. Бокс располагают в печи, где проводят нагрев при заданной температуре. Под воздействием горячего воздуха аммиак распадается на азот и иные элементы.
Азот проникает в поверхностный слой стали. Глубина проникновения зависит от времени технологического процесса: чем дольше, тем глубже. Благодаря данной технологии удается получить укрепленный слой 0,6 мм. Методика считается модифицированной, более щадящей в сравнении с газовой технологией. Эффект зависит от предварительной подготовки и термических операций.
Температура подбирается с учетом химического состава металла, параметров твердости основания, конструктивной жесткости, допуска величины деформации.


Факторы, влияющие на азотацию
Ключевыми критериями считаются:
- значения температуры в ходе насыщения стали;
- давление газа в герметично закрытом бункере;
- продолжительность периода остывания.
Важна и аммиачная диссоциация, оптимальные параметры которой составляют 15-45%. При большем нагревании происходит ускорение диффузии с одновременным уменьшением прочности. Для сокращения продолжительности процесса и обеспечения твердости азотации сталь насыщают на оборудовании, оснащенном 2-мя термическими режимами работы. Температура первичной обработки достигает 525 градусов. Так задается базовая твердость без вероятности перекалки заготовки. Позже она поднимется до 600 градусов.
Благодаря этому аммиак проникает до необходимой глубины. Снижение давления газа не увеличивает предел текучести. Деформация протекает однородно по всей поверхности. Однако аммиак хуже меняет пластичность и механические свойства деталей. Что касается продолжительности выдержки в печи, то длительное ожидание в условиях промышленного производства не всегда целесообразно. Это решается технологией двухступенчатого нагревания.
Типы сред
Для максимально эффективного усвоения нитридов каждому сплаву нужны свои условия. От этого зависит качество насыщенной азотом структуры и специфика организации технологии. Особо популярный вариант – аммиачно-пропановая среда. При этом для обработки используется смесь из компонентов в равном соотношении. Оптимальные показатели температуры составляют 570 градусов, выдерживаются обработанные изделия не более 3 ч. В итоге удается добиться особо износоустойчивого покрытия.
При минимальной толщине его твердость может варьироваться в диапазоне 600-1100 HB. Технология подходит для работы с деталями из легированной стали, к которой предъявляют требования максимально допустимой выносливости. Помимо этого, для упрочнения стали прибегают к принципу тлеющего разряда с подключением металла к катоду. В данной среде деталь является отрицательным электродом. Муфель – с положительным зарядом. Содержащая азот разреженная среда существенно сокращает срок азотации. При возбуждении разряда газовые ионы подаются на катод, разогревая его до заданной температуры. Изначально осуществляется катодное распыление, в дальнейшем – очищение и насыщение поверхности металла. Длительность первого этапа составляет от 5 до 20-60 мин под напряжением 1400 В. 2-й этап азотации длится от 1 ч до суток. Азотирование проходит и в жидкой среде. Карбонитрирование осуществляется в расплаве солей. Технология занимает меньше времени, считается гибким методом.
Он выгоден тогда, когда на 1-е место ставится получение максимальной твердости и прочности, инертности к ржавлению обрабатываемых материалов. Однако технология не подходит для изменения структуры габаритных предметов. В жидкостной среде компоненты цианистых солей проникают в поверхностную структуру.
Сама методика дорогостоящая и вредная для человеческого здоровья. Вдыхание паров опасно, хотя метод и производителен.
Какие металлы подвергаются процедуре?
Для азотистого обогащения могут использоваться легированные, углеродистые марки сталей. Варианты 1-го вида протекают с большей эффективностью. Азотирование в аммиаке, согласно ГОСТ 6221-75, выполняется для среднеуглеродистых сталей, работающих на износ в условиях знакопеременных нагрузок. Идеально, когда в сплав включены легирующие вещества, формирующие термоустойчивые нитриды (алюминий, хром, молибден). Данные металлы не имеют хрупкости. По окончании обработки они становятся максимально твердыми.
Твердость сплавов после обработки составляет: углеродистых – не более 250 HV, легированных – 800 HV, нитролои – 1200 HV. Выбирая металл, отталкиваются от маркировки стали и предназначение самого изделия. Легирующие компоненты стали сказываются на толщине слоя. Вольфрам, молибден, никель, хром делают структуру тоньше. Влияние иных элементов менее значительное.
- 38Х2МЮА – разновидность стали с алюминием. После обработки она становится не только твердой и износоустойчивой, но и стойкой к деформации. Исключение алюминия позволяет изготавливать детали со сложной конфигурацией.
- 40Х и 40ХФА – металлы, применяемые в станкостроении. Азотирование придает им особую прочность и стойкость к высоким нагрузкам.
- 38ХНМФА, 38ХН3МА – марки стали, из которой в дальнейшем планируется производить изделия с постоянной нагрузкой на изгибание.
- 30Х3МФ1 – сталь для выпуска продукции с особо точной геометрией. В целях повышения прочности в нее нередко добавляется кремний. Из нее производят топливное оборудование.
Кроме того, азотированием упрочняют инструментальные, коррозионно-стойкие, жаропрочные, конструкционные металлы.
ПРОЦЕСС АЗОТИРОВАНИЯ СТАЛИ

Процесс азотирования стали — это метод, при котором верхние слои сплава насыщают азотом в промышленных условиях.
Азотирование – один из методов укрепления металлических элементов. Этот способ часто путают с цементацией, но он имеет существенное отличие – азотирование протекает при более низких температурах и никак не влияет на размеры деталей. Поверхность после азотирования не деформируется. Не меняется и структура самого металла, азотом насыщаются только верхние слои.
Перед тем, как применять процесс азотирования стали, её закаляют, отпускают и шлифуют.
Качества, которые приобретает металл после обработки азотом:
- увеличивается прочность;
- повышается износостойкость и усталостная прочность;
- металл лучше сопротивляется коррозионным разрушениям;
- стабильная твердость деталей.
Основные методы насыщения азотом:
1. Газовое азотирование.
Металлические элементы нагреваются в сухом аммиачном газе при температуре до 530°C. Азот распадается и атомарный азот проникает в поверхность металла. Медленный процесс занимает до 80 часов, что больше подходит для небольших объемов.
2. Солевая ванна азотирования.
Предварительно нагретую деталь погружают в ванну с расплавленными солями цианистого натрия при температуре до 570°С. Используют для малых объемов из-за длительного времени обработки.
3. Плазменное азотирование.
Часть выполнена катодом, а стенка реактора — анодом. Положительно заряженные ионы азота из плазмы бомбардируют деталь, вызывая поглощение азота поверхностью. Понижение температуры процесса до 340°C вызвано ионной бомбардировкой детали. Здесь отлично контролируется процесс обработки толщины. Метод подходит для очень сложных деталей.
4. Нитроуглероживание.
Азот и углерод проникают с помощью газа, солевой ванны или плазмы. Азотирование проходит при 570 ° C.
АЗОТИРОВАНИЕ СТАЛИ И ЧУГУНА ГАЗОМ
Этим методом азотируют следующие типы сплавов:
1. Конструкционные.
Когда нужны детали с большой твердостью и износостойкостью, применяют сталь 38ХМЮА. В ее составе 0,35 – 0,42 % C, 1,35 – 1,65 % Cr, 0,15 – 0,25 % Mo и 0,7 – 1,1 % Al.
Эту марку используют для производства зубчатых колес, гильз цилиндров, червяков, шпинделей, втулок.
Марка стали 38ХМЮА расположена к обезуглероживанию, поэтому заготовки нужно делать с запасом 2 – 3 мм для удаления обезуглероженного слоя, потому что из-за него насыщенная азотом сторона шелушится.
Толщина и твердость насыщенного азотом слоя зависит от температуры и времени, в течение которого проходит процесс азотирования стали. Самая большая твердость HV 1100 – 1200 получается при 500 – 520 0 C. Если температура повышается, то понижается твердость: при 600 0 C она составляет 750 – 800 HV. Важно учитывать время выдержки в ходе азотирования. При 520 0 C оно должно составлять не менее 8 – 10 часов, при 550 0 C 5 – 6 часов и при 600 0 C 1 – 3 часа. Максимальная толщина слоя на стали 38ХМЮА составляет 1 мм. Нужно иметь ввиду тот факт, что если в стали 38ХМЮА содержание алюминия на верхней границе, то азотированный слой будет хрупким. Поэтому эта марка не подходит для производства крупногабаритных изделий, которые испытывают большие нагрузки.
Для производства деталей, которые испытывают большие нагрузки, используют стали, в которых содержится минимальное количество алюминия. Азотированный слой у них не такой твердый — 900 – 950 HV, но они обладают более высокими механическими характеристиками, а слой с азотом хорошо сопротивляется хрупкому разрушению.
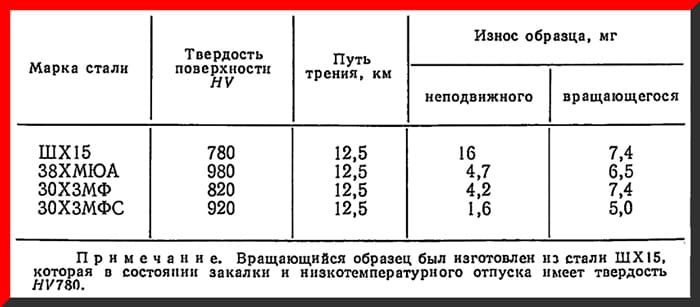
Таблица 1. Влияние азотирования на износостойкость конструкционных сталей.
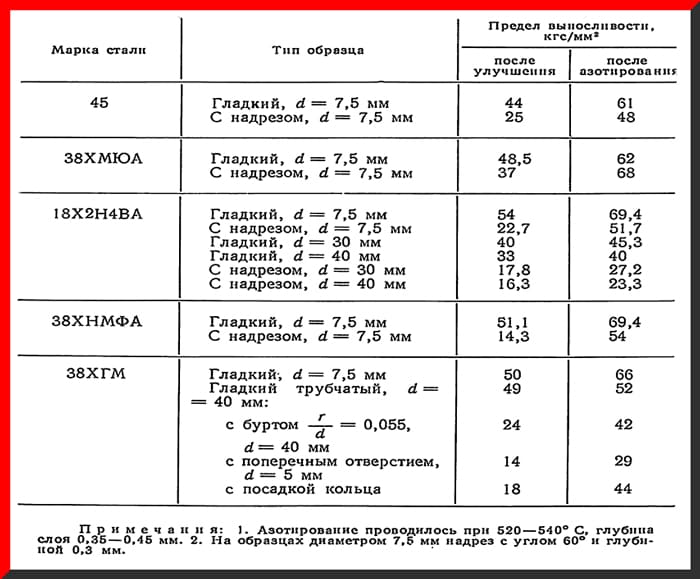
Таблица 2. Влияние азотирования на предел выносливости.
2. Ферритные титановые.
Существенный недостаток процесса насыщения азотом – процесс происходит очень медленно. Укрепление стали титаном позволяет повысить температуру азотирования до 600 0 C и сократить время азотирования.
Хорошие свойства имеют стали с соотношением Ti/C от 6,4 до 9,5. В стали с меньшим содержанием титана азотированный слой менее твердый.
Твердость HV 850 – 950 и глубина 0,3 мм получаются при температуре 600 0 C за 3 – 5 ч.
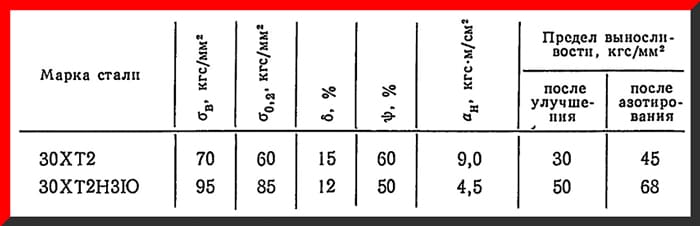
Таблица 3. Механические характеристики ферритных титановых сталей, которые подвергаются азотированию.
3. Процесс азотирования стали инструментальной.
Обработка этим способом режущего и накатного инструмента повышает его износостойкость в 1,5 – 2 раза.
Лучшее сочетание механических характеристик, износостойкости и теплостойкости для инструмента из быстрорежущей стали достигается при толщине слоя 0,01 – 0,025 мм, поэтому азотирование протекает кратковременно при 510 – 520 0 C.
4. Мартенситно-стареющие стали
Прочные, с хорошей пластичностью, ударной вязкостью, сопротивлением хрупкому разрушению и высокой прокаливаемостью на воздухе. Их недостатки – низкая износостойкость и предел выносливости. Азотирование существенно повышает эти свойства.
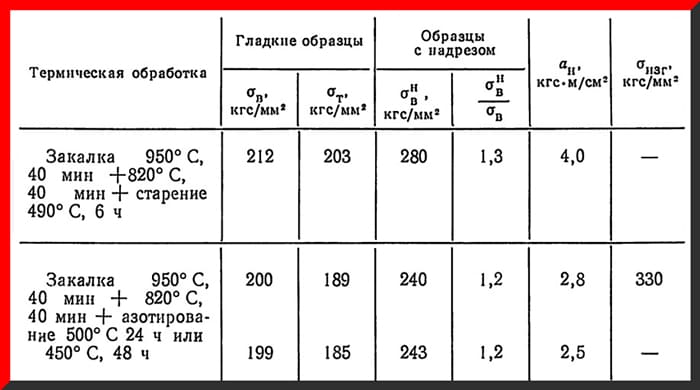
Таблица 4. Влияние азотирования на характеристики высокопрочных мартенситно-стареющих сплавов.
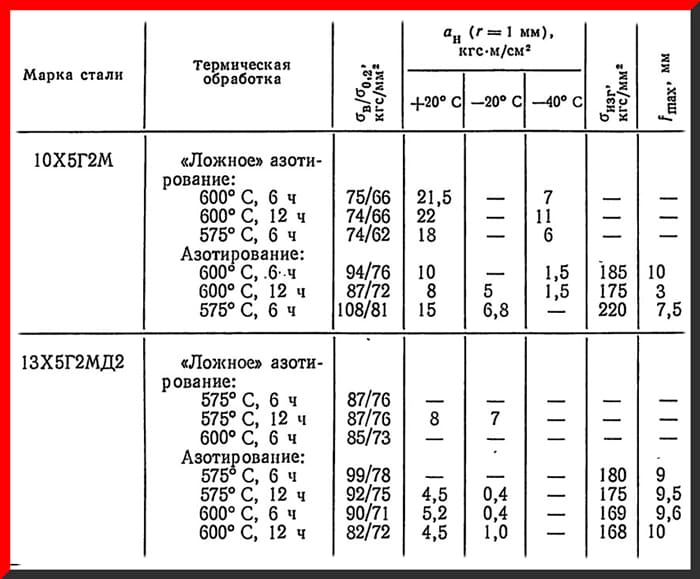
Таблица 5. Влияние азотирования на характеристики низколегированных сплавов.
5. Ферритные, аустенитные, коррозионностойкие и жаропрочные стали.
Все стали с высоким содержанием хрома должны проходить специальную обработку для удаления оксидной пленки, которая препятствует насыщению стали азотом. Пленку удаляют травлением в кислотах, пескоструйкой очисткой или в процессе азотирования стали.
6. Аустенитные дисперсионно-твердеющие немагнитные стали.
7. Чугун.
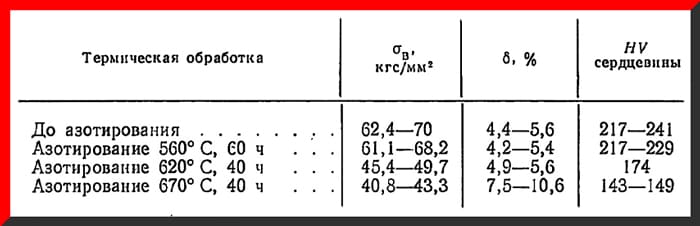
Таблица 6. Влияние режима азотирования на механические характеристики высокопрочного магниевого чугуна.
ТЕХНОЛОГИЯ ПРОЦЕССА АЗОТИРОВАНИЯ СТАЛИ ГАЗОМ
Технологический процесс включает в себя несколько этапов:
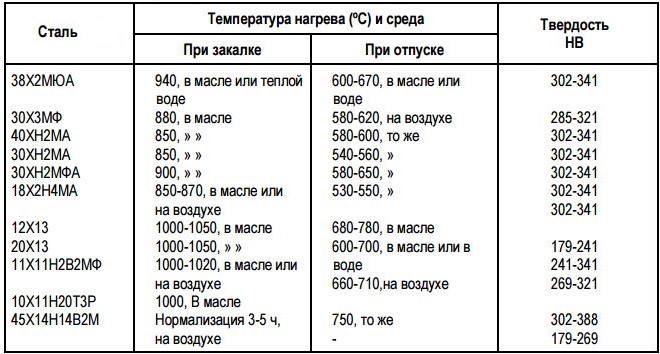
1. Предварительная термическая обработка.
Закалку и отпуск деталей перед процедурой осуществляют в грубых заготовках, а детали малого сечения – в прокатных прутках. Температура отпуска после закалки должна быть на 40 – 70 0 C выше температуры азотирования, чтобы фазовые превращения сердцевины детали не влияли на качество.
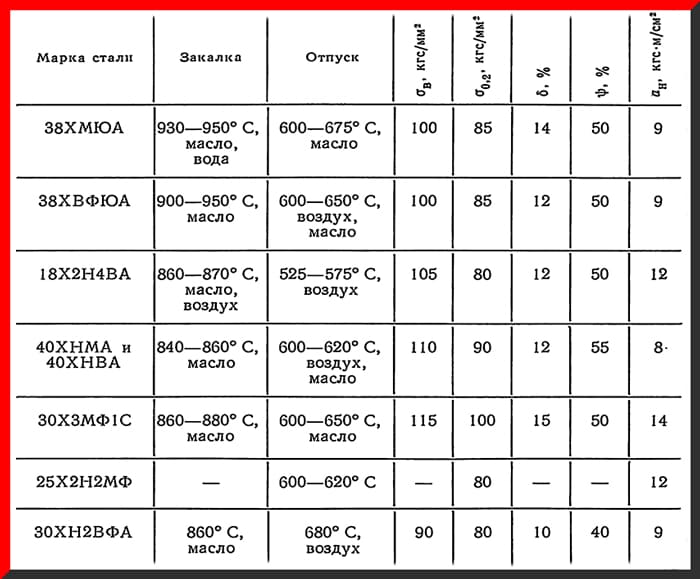
Таблица 7. Режимы термической обработки и механические свойства азотируемых сталей.
Перед тем как шлифовать изделия сложной формы их отпускают при температуре 550 – 600 0 C в течение 3 – 10 часов, а затем медленно охлаждают, чтобы избежать деформации.
2. Защита стали от азотирования.
Места, которые не подлежат процессу азотирования покрывают слоем олова толщиной 6 – 8 мкм. Чтобы жидкое олово в процессе расплавления не попадало на азотируемые части, их предварительно покрывают фосфатной пленкой. Также для защиты используют частей, которые не нужно насыщать азотом используют пасту из смеси глицерина, соляной кислоты и нашатыря, жидкое стекло и метод никелирования.
3. Подготовка изделий к азотированию.
Перед насыщением деталей азотом их обезжиривают электрохимическим методом или промывают в бензине.
Коррозионностойкие стали после обезжиривания протравливают, затем промывают со щетками в горячей воде, потом в холодной и обсушивают. Между травлением и азотированием не должно пройти больше 3 часов.
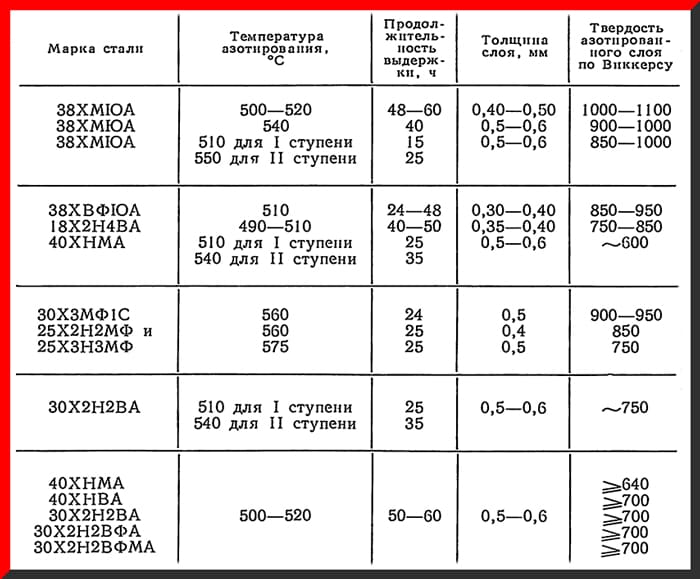
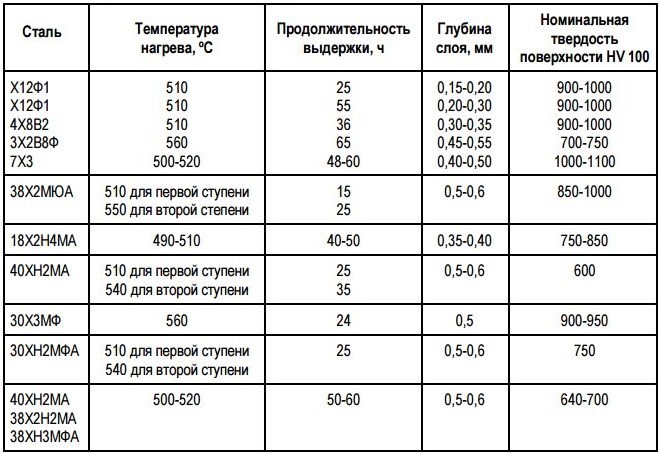
Таблица 8.1. Режимы азотирования сталей.
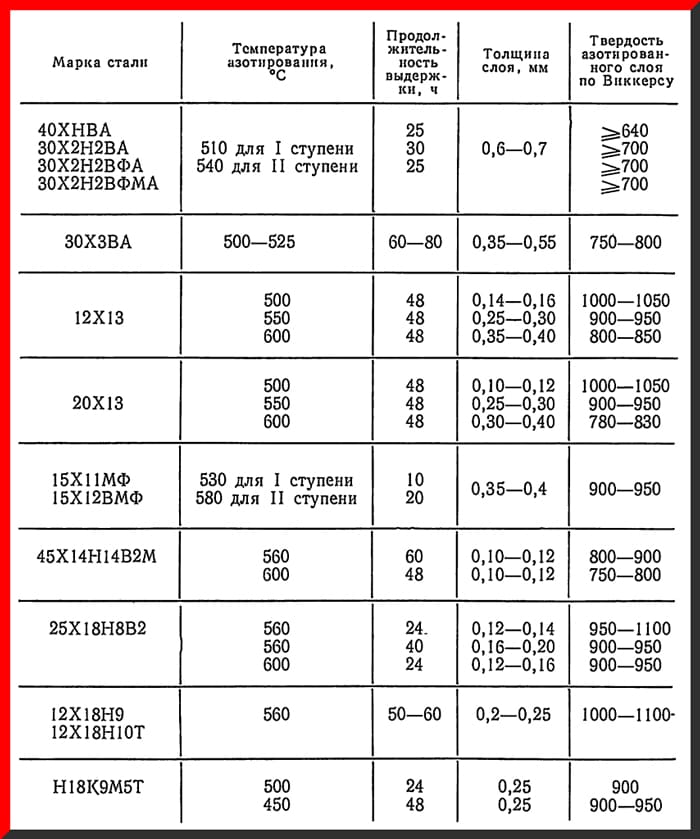
Таблица 8.2. Режимы азотирования сталей.
Оборудование для азотирования
Для азотирования используют различные печи: шахтные муфельные и безмуфельные, камерные печи.
Муфельные печи самые распространенные. Они универсальные, экономичные и удобны в эксплуатации. Расход газа составляет 40 – 50 г/кг садки. Расход электроэнергии 0,40 – 1,1 кВт. Весь цикл азотирования проводится при непрерывной подаче аммиака.
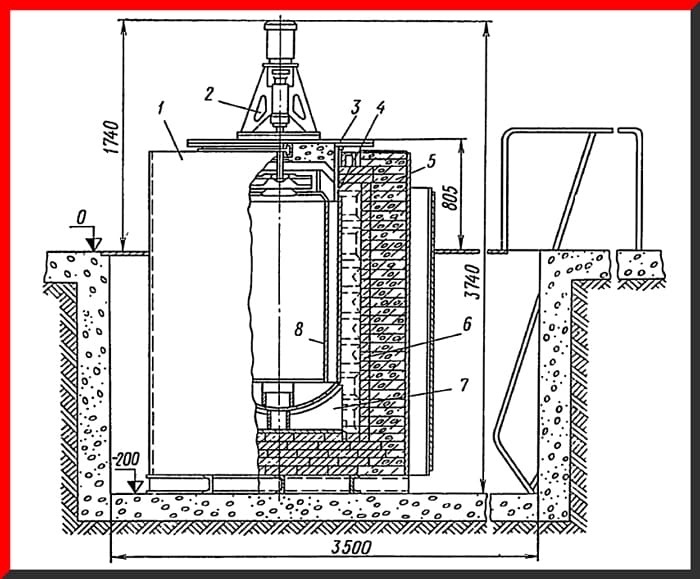
Рисунок 1. Шахтная муфельная печь.
1 – каркас печи; 2 – вентилятор; 3 – крышки; 4 – муфель; 5 – футеровка; 6 – нагреватели; 7 – крестовина; 8 – направляющий экран.
ДЕФЕКТЫ АЗОТИРОВАНИЯ И ИХ ПРЕДУПРЕЖДЕНИЕ
1. Деформация и коробление.
Деформация зависит от температуры, глубины слоя и сложности детали. Чем выше эти параметры, тем больше деформация. Данные дефекты появляются, когда нарушается технология обработки высокими температурами, недостаточно защищаются детали от насыщения, а также в тех случаях, когда неправильно укладываются элементы для азотирования.
На деформацию в процессе азотирования стали влияет и ее состав – чем больше нитридообразующих компонентов, тем сильнее искажение.
Чтобы избежать коробления снижают температуру, тщательно проводят предварительную термическую обработку и рационально укладывают детали в процессе азотирования.
При укладке деталей в печи важно, чтобы они не провисали под собственным весом. Длинные детали эффективнее азотировать в подвешенном состоянии в шахтных печах или на опорах в каменных печах, а детали сложной формы лучше вращать в процессе азотирования.
Температура в печах должна быть равномерной по высоте и сечению рабочей зоны.
2. Хрупкость и шелушение.
Эти дефекты появляются от перенасыщения поверхностного слоя азотом, несоблюдения режимов предварительной термической обработки, азотирования и шлифования.
Дефекты металлургического происхождения проявляются в виде выкрашивания слоя и продольных сколов разной величины. В местах неметаллических включений и нарушений сплошности (например, трещины) слой может вспучиться. Дефекты, которые образуются в процессе шлифования имеют вид шелушения, мелкой сыпи и густой сетки мелких морщин.
Предотвратить хрупкость можно, применяя двухступенчатый цикл азотирования, а также шлифуя поверхность на глубину 10 – 15 мкм без снижения твердости.
При термической обработке перед азотированием нужно применять защитные атмосферы, которые защищают стали от обезуглероживания, а также предусматривать припуски на механическую обработку.
Для уменьшения шелушения важно соблюдать условия шлифования; поперечная и продольная подача должны иметь параметры, исключающие прижог. Засаливание кругов недопустимо.
3. Пониженная и пятнистая твердость слоя.
Возникает из-за нарушения технологии азотирования и несоблюдения предварительной термической обработки. Так, при повышении температуры процесса азотирования уменьшается твердость деталей. Твердость также снижается из-за недостаточного обезжиривания.
4. Пониженная глубина слоя.
КОНТРОЛЬ КАЧЕСТВА АЗОТИРОВАННЫХ ДЕТАЛЕЙ
Качество азотирования определяют на образцах, которые изготавливают из той же стали, что и детали.
Насыщенная азотом поверхность должна быть матового серого цвета.
Детали проверяют на отсутствие шелушения и трещин при 15 – 30-кратном увеличении. Особенное внимание уделяют острым кромкам.
Твердость деталей проверяют на специальном аппарате – твердометре при нагрузках 5 – 30 кгс.
Твердость несимметричных длинномерных изделий контролируют после окончательного шлифования.
Также контролируют хрупкость по специальной шкале и глубину диффузного слоя с помощью микроскопа.
При азотировании в шахтных печах обычно проверяют 5 % деталей и образец от каждой полки загрузочного приспособления. В печах с перекатной камерой образцы нумеруются и каждый служит мерой оценки качества азотирования только определенной группы деталей.
ИНТЕНСИФИКАЦИЯ ГАЗОВОГО АЗОТИРОВАНИЯ
Существенный недостаток азотирования – большая длительность. Существуют способы, которые ускоряют этот процесс:
1. Азотирование с нагревом.
Сокращает время насыщения азотом в 5 – 6 раз и уменьшает расход аммиака. Этот процесс проводят в герметичном неметаллическом контейнере, который повещают в многовитковый индуктор. Для азотирования используют ламповые или машинные генераторы.
Ускорение процесса азотирования стали происходит за счет повышения активности газовой фазы и ускорением адсорбционных процессов.
Источниками азота служат различные соли, которые наносят на детали в виде пасты. Процесс проходит при 800 – 1000 0 C. В течение 1 минуты образуется слой, который при печном нагреве появляется через 5 – 90 часов.
2. Азотирование в ультразвуковом поле.
Ускоряет процесс в газовых и жидких средах. Ультразвуковые колебания при газовом азотировании передаются непосредственно на детали. При насыщении в жидких средах возможно наложений колебаний на ванну.
3. Азотирование в кипящем слое.
Проводится в печах-ваннах с прямым или внешним нагревом. Ванны заполнены порошками графита, ацетиленовой сажи, окиси алюминия и т.д. Туда подают псевдоожижаемый газ, аммиак, азот. В таком слое скорость теплопередачи выше, чем в стандартных камерных печах. Это сокращает время нагрева до нужной температуры насыщения в 5 – 10- раз.
4. Азотирование при повышенных давлениях.
Азотирование при повышенных давлениях проводят при 510 – 565 0 C и давлении 5 – 55 атмосфер. В этом случае существует несколько вариантов:
- Детали помещают в герметичный реактор, который соединен с обогреваемым баллоном с жидким аммиаком.
- При азотировании только внутренних поверхностей полых деталей в их полость помещают ампулу с жидким аммиаком. При нагреве аммиак испаряется и сталь насыщается азотом.
5. Азотирование в тлеющем разряде.
Для активации газовой фазы применяют различные виды электрических разрядов: дуговой, тлеющий, искровой и коронный; магнитные и электростатические поля; облучение ультрафиолетовыми лучами.
У компании ООО ЛипецкТехноЛит есть собственный цех литья, где мы применяем современные технологии в области изготовления стали, оборудования для металлообрабатывающей промышленности и запасных частей к нему.
У нас вы можете приобрести готовые дробеметные установки или заказать изготовление нестандартного оборудования по чертежам. Если нет чертежей – наши специалисты проведут исследование и предоставят присоединительные размеры перед изготовлением.
Читайте также: