20х23н18 сварка полуавтоматом проволока
Обновлено: 13.05.2024
Для сталей 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 и др., работающих при температурах до 1100 градусов в окислительных и науглероживающих средах, а также для стали 15Х18Н12С4ТЮ, работающей в.
Для сталей 20Х25Н20С2, 20Х20Н14С2 и др., работающих при температурах до 1100 градусов в окислительных и науглероживающих средах. Сварка узкими валиками.
То же, для жаростойких сталей.
Для 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих в средах без сернистых соединений при температурах до 1000 градусов, а также для двухслойных сталей со стороны легированного.
Выбор сварочных материалов осуществляется в зависимости от марки стали и условий ее эксплуатации.
Для сталей с Cr/Ni > 1 применяют аустенитно-ферритные материалы, а для сталей с Cr/Ni
Рис. 42. Влияние силы тока и скорости сварки на образование ГТ в металле шва
1. Применять способы и режимы сварки, характеризующиеся максимальной концентрацией тепловой энергии (ЭЛС, плазменная). Чем больше энерговложение, тем ниже стойкость против образования ГТ (рис. 42).
2. Создавать условия для ускоренного охлаждения сварного соединения (подача струи воды или газа, ввод в сварочную ванну твердого присадочного материала и т. п.).
3. Выполнять последующие швы в многослойных соединениях после охлаждения предыдущих. Шов, обращенный к агрессивной среде, выполнять в последнюю очередь, чтобы предупредить его повторный нагрев.
4. Уменьшать долю основного металла в металле шва.
5. Осуществлять сварку на постоянном токе обратной полярности короткой дугой.
6. Не допускать попадания брызг на поверхность основного металла (очаги коррозии).
7. Удалять остатки шлака и флюса.
8. Прокаливать электроды и флюсы, хранить их в герметичной таре.
Снижение тепла деформаций достигается путем:
– ограничения Iсв и диаметра электрода;
– заполнения разделки валиками относительно небольшого сечения;
– заделки кратеров при обрыве дуги, а иногда их вырубки;
– применения надлежащих форм и размеров разделки кромок.
Термическая обработка аустенитных сталей может быть местной или общей и зависит от эксплуатационных требований. Это или аустенизация с последующим стабилизирующим отжигом (750. 800°С), или аустенизация без отжига.
7.3. Технология сварки
Ручная сварка позволяет получать сварные соединения в любом пространственном положении.
Основная задача РДС – получение металла шва с необходимым химическим составом и структурой. Поэтому:
– сварку выполняют короткой дугой без колебаний с минимальным проплавлением основного металла;
– преимущественно применяют электроды фтористо-кальци-евого типа;
– сварку выполняют на постоянном токе обратной полярности при Iсв = (25. 30)dэ.
Основные сведения о режиме и электродах для сварки некоторых аустенитных сталей приведены в табл. 23–25.
Ориентировочные режимы РДС аустенитных сталей
Толщина металла, мм
Сила сварочного тока
при положении сварки, А
Сварочные материалы для дуговой сварки коррозионно-стойких сталей,
обеспечивающих стойкость против общей и межкристаллитной коррозии
Э-08Х20Н9Г2Б (ОЗЛ-7, ЦЛ-11)
Электроды, применяемые для сварки аустенитных
жаропрочных сталей и свойства наплавленного металла
2. 4 % карбиды (интерметалиды)
Сварка под флюсом – основной способ сварки аустенитных сталей толщиной от 3 до 50 мм в нефтехимическом машиностроении. Она обеспечивает хорошее формирование сварных швов, стабильность состава и свойств их по всей длине, отсутствие брызг и кратеров, минимальное окисление легирующих элементов, высокую производительность и качество.
Для сварки под флюсом применяют ряд сварочных проволок (марки которых приведены в табл. 24, 26) и низкокремнистых, фторидных или высокоосновных флюсов.
Сварку выполняют на токе обратной полярности швами небольшого сечения. Вылет проволоки при этом уменьшают в 1,5. 2,0 раза по сравнению с низкоуглеродистой из-за большого омического сопротивления. Техника и режимы сварки аустенитных сталей практически такие же, как и при сварке обычных сталей.
Сварочные материалы для сварки жаропрочных сталей
При сварке в защитных газах используют инертные (аргон, гелий), активные (СО2, N) газы и их смеси. Применение газов позволяет изменять тепловую эффективность дуги и условия ввода тепла в зону сварки, расширяет технологические возможности процесса сварки.
Сварка в инертных газах обеспечивает высокое усвоение легирующих элементов и стабильность свойств сварного соединения.
Применяют сварку неплавящимся и плавящимся электродами.
Сварка неплавящимся электродом (с присадкой или без нее) выполняют на токе прямой полярности при I = 80. 250 А при расходе аргона 4. 8 л/мин.
Особенно эффективно применение импульсно-дуговой сварки (ИДС), которая обеспечивает широкое регулирование температурного цикла сварки. При ИДС уменьшается перегрев сварного соединения и коробление, обеспечивается хорошее формирование шва, особенно при сварке металлов малых толщин. ИДС способствует дезориентации структуры, что уменьшает вероятность образования ГТ.
Сварку плавящимся электродом выполняют на токах, обеспечивающих струйный перенос электродного металла. При этом исключается разбрызгивание и образование очагов коррозии в местах приварившихся брызг. Для снижения критического тока, обеспечивающего струйный перенос, сварку выполняют в смеси аргона с 3. 5 % О2 или 15. 20 % СО2. При этом снижается опасность образования пор, вызванных водородом. Но добавки О2 и СО2 увеличивают угар легирующих элементов и возможность науглероживания металла шва, что требует применения соответствующих проволок (табл. 25).
Иногда к аргону добавляют 3. 10 % азота, который является сильным аустенизатором и способствует измельчению структуры и стойкости к образованию ГТ.
При сварке в СО2 происходит выгорание легирующих элементов (Ti, Al, Cr, Mn, Si) и науглероживание металла шва на 0,02. 0,04 %. Это может резко снизить его коррозионную стойкость. Поэтому для сварки в СО2 применяют проволоки с энергичными карбидообразователями (Ti, Nb, Al). Это сварочные проволоки Св-07Х18Н9ТЮ, Св-08Х20Н9С2БТЮ, Св-06Х20Н11М3ТБ и другие (табл. 24).
Сварку выполняют на постоянном токе обратной полярности проволокам диаметром 0,5. 2,0 мм на токах 30. 190 А и расходе газа 6. 12 л/мин.
Недостатком сварки в СО2 является большое разбрызгивание (10. 12 %) и образование очагов коррозии в месте приварки брызг к металлу. Использование тонкой проволоки и сварки на малых вылетах уменьшает разбрызгивание. Для защиты от брызг применяют различные защитные пасты.
Для наглядности и быстрого поиска марки материалов расположены в таблице свариваемости сталей в алфавитном порядке. В таблице приведены материалы-заменители для каждой марки стали и указаны рекомендуемые способы её сварки.
Условные обозначения, применённые в таблице: РДС – ручная дуговая сварка; АДС – автоматическая дуговая сварка; АрДС – аргонодуговая сварка; КТС – контактная точечная сварка; ЭШС – электрошлаковая сварка; ХТО – химико-термическая обработка; т.о. – термообработка
Сталь 20Х23Н18: характеристики и применение
Жаропрочная сталь 20Х23Н18 высоко востребована в стремительно развивающейся энергетической сфере и для изготовления газотурбин. Расширился интерес к тем направлениям, где существует возможность применения повышенной температуры для производства определенных деталей.
Сталь 20Х23Н18 неотъмлема в производстве печного оборудования: муфелей, экранов, деталей горелочных устройств с рабочей температурой до 1050 С и в качестве жаропрочного материала до 700..800 С. Выплавляют марку в открытых электропечах.
Диапазон температур ковки нержавеющей стали 20Х23Н18 составляет от 1220 С до ~ 900 С. Охлаждение производится в воздухе, если сечение стали< 350 мм. Для сварки используют электроды, например, ЦТ-19. При этом она осуществляется без подогрева и дальнейшей обработки.
Проволока 20Х23Н18
Проволока 20Х23Н18 — изделие из жаропрочной марки стали, получаемую методом протяжки, волочения, прокатки или прессованием. Применяется стальная проволока для изготовления пружин, канатов, крепежных изделий, нагревательных элементах и многое другое. Сматывание происходит в катушки или мотки. Проволоки преимущественно изготавливается круглого сечения, но возможна также квадратного, прямоугольного.
К зарубежному заменителю 20Х23Н18 по свойствам, составу относится нержавеющая сталь AISI 310S.
Сталь жаропрочная высоколегированная 20Х23Н18
Нержавеющие стали марок – 20Х23Н13, 15Х25Т.
Стандарт ASTM: 310S AISI.
Область применения
Высоколегированная жаропрочная сталь 20Х23Н18 используется при производстве отдельных деталей для камер сгорания, например хомутов, подвесок, а также деталей крепления. Нередко из этой марки стали производят бесшовные трубы, эксплуатация которых осуществляется при высоких температурах – до +1100 °С.
Вид поставки
Сортовой прокат из нержавеющей стали соответствует ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69. Калиброванные прутки производятся из нержавеющей стали в соответствии с ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, а шлифованные прутки – по ГОСТ 14955-77.
Листы толстые, производимые из стали этой марки, должны соответствовать 7350-77, ГОСТ 19903-74, ГОСТ 19904-74, стальные полосы – ГОСТ 4405-75, ГОСТ 103-76, а ленты – ГОСТ 4986-79. При изготовлении кованых заготовок должно быть соответствие ГОСТ 1133-71.
Химический состав
| Химический элемент | Кремний (Si), не более | Медь (Cu), не более | Марганец (Mn), не более | Никель (Ni) | Титан (Ti), не более | Фосфор (P), не более | Хром (Cr) | Сера (S), не более |
| % | 1.0 | 0.30 | 2.0 | 17.0-20.0 | 0.2 | 0.035 | 22.0-25.0 | 0.02 |
Механические свойства
| Термообработка, состояние поставки | Прутки. Закалка 1100-1150°С, воздух или вода | Листы горячекатаные или холоднокатаные. Закалка 1030-1130°С, вода (образцы поперечные) | Лента холоднокатаная. Закалка 1050-1080°С, вода или воздух | Лента холоднокатаная. Закалка 1050-1080°С, вода или воздух |
| Сечение, мм | 60 | >4 | 0,2-2,0 | |
| 0,2, МПа | 196 | 264 | ||
| B, МПа | 490 | 539 | 580 | 580 |
| 5, % | 35 | 35 | ||
| 4, % | 19 | 38 | ||
| , % | 50 |
Механические свойства при повышенных температурах
Технологические свойства
Температура ковки
Начальная температура ковки нержавеющей стали должна составлять +1220 °С, а конечная – около + 900 °С. Если сечение нержавеющей стали составляет менее 350 мм, то охлаждение осуществляется в воздухе.
Свариваемость
Обрабатываемость резанием
В нормализованном и отпущенном состоянии при НВ 178 и B = 610 МПа, Ku б. ст. = 0,4.
Предел выносливости
| Термообработка, состояние стали | Закалка 1100°С, вода или воздух. НВ 140-200 | |
| -1, МПа | 255 | 245 |
| B, МПа | 590 | 570 |
| 0,2, МПа | 290 |
Жаростойкость
| Среда | Воздух | Воздух | Воздух |
| Температура, °С | 650 | 750 | 800 |
| Длительность испытания, чp> | 4500 | 1500 | |
| Глубина, мм/год | 0,0027 | 0,01 | 0,044 |
| Группа стойкости или балл | 2 | 3 | 4 |
Физические свойства
| Температура испытания, °С | Модуль нормальной упругости, Е, ГПа | Плотность, кг/см3 | Коэффициент теплопроводности Вт/(м ·°С) | Уд. электросопротивление (p, НОм·м) |
| 20 | 200 | 7900 | 14 | 1000 |
| 100 | 16 | |||
| 200 | ||||
| 300 | 182 | 19 | ||
| 400 | 176 | 7760 | ||
| 500 | 170 | 7720 | 22 | |
| 600 | 160 | 7670 | ||
| 700 | 150 | 7620 | ||
| 800 | 141 | |||
| 900 | 7540 |
| Температура испытания, °С | Коэффициент линейного расширения (10-6 1/°С) | Удельная теплоемкость (С, Дж/(кг·°С)) |
| 20-100 | 14.9 | 538 |
| 20-200 | 15.7 | |
| 20-300 | 16.6 | |
| 20-400 | 17.3 | |
| 20-500 | 17.5 | |
| 20-600 | 17.9 | |
| 20-700 | 17.9 | |
| 20-800 | ||
| 20-900 | ||
| 20-1000 |
Сталь 20Х — конструкционная легированная
Заменители
Стали 15Х, 20ХН, 12ХН2, 18ХГТ.
Иностранные аналоги
| Германия DIN | 20Cr4, 20CrS4 | |
| США (AISI, SAE, ASTM) | 5120, 5120H | |
| Великобритания (BS) | 207 | |
| Япония (JIS) | SCr420, SCr420H | |
ВАЖНО. Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Вид поставки
Cортовой прокат, в том числе фасонный: ГОСТ 4543—71, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 10702-78, ГОСТ 2879-88.
Калиброванный пруток ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 7417-75, ГОСТ 1051-73.
Шлифованный пруток и серебрянка ГОСТ 14955-77.
Лист толстый ГОСТ 1577—93, ГОСТ 19903—74.
Полоса ГОСТ 82—70, ГОСТ 103—76.
Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 8479-70.
Трубы ГОСТ 8731-87, ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 13663-86.
Назначение
Втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементуемые детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины, детали, работающие в условиях износа при трении.
Расшифровка стали 20Х
Цифра 20 обозначает, что содержание углерода в стали составляет 0,2%.
Буква Х означает, что в стали содержится хром в количестве до 1,5%.
Применение стали 20Х корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды (стенки), °С | Дополнительные указания по применению |
| 20X ГОСТ 4543 | Поковки ГОСТ 8479. Сортовой прокат ГОСТ 4543. |
Листы ГОСТ 1577, категории 2, 3.
Трубы ГОСТ 8731 гр.В, ГОСТ 8733 гр.В
Применение стали 20Х для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур (ГОСТ 33260-2015)
| Марка стали | Закалка + отпуск при температуре, °С | Примерный уровень прочности, Н/мм2 (кгс/мм2) | Температура применения не ниже, °С | Использование в толщине не более, мм |
| 20Х | 200 | 900 (90) | -60 | 15 |
- При термической обработке на прочность ниже указанной в графе 3 или при использовании в деталях с толщиной стенки менее 10 мм температура эксплуатации может быть понижена.
- Максимальная толщина, указанная в графе 5, обусловлена необходимостью получения сквозной прокаливаемости и однородности свойств по сечению.
Температура критических точек, °С
Химический состав, % (ГОСТ 4543-71)
| С | Si | Mn | Cr | Ni | Cu | S | P |
| не более | |||||||
| 0,17-0,23 | 0,17-0,37 | 0,5-0,8 | 0,7-1,0 | 0,30 | 0,30 | 0,035 | 0,035 |
Химический состав, % (ГОСТ 4543-2016)
| Марка стали | Массовая доля элементов, % | |||||||||
| С | Si | Mn | Cr | Ni | Mo | Al | Ti | V | B | |
| 20Х | 0,17-0,23 | 0,17-0,37 | 0,5-0,8 | 0,7-1,0 | — | — | — | — | — | — |
ПРИМЕЧАНИЕ: знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если не указано иное.
Твердость (ГОСТ 4543-2016)
- Твердость по Бринеллю металлопродукции в отожженном (ОТ) или высокоотпущенной (ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм должна соответствовать нормам, указанным в таблице
Марка стали Твердость HB, не более 20Х 179
ПРИМЕЧАНИЕ Твердость калиброванной металлопродукции в отожженном (ОТ) или высокоотпущенном (ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим высоким отпуском (Н+ВО), может быть на 15 НВ более указанной в таблице выше.
Механические свойства проката (ГОСТ 4543-2016)
| Марка стали | Режим термической обработки | Механические свойства, не менее | Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм | ||||||||
| Закалка | Отпуск | Предел текучести σт, Н/мм2 | Временное сопротивление σв, Н/мм2 | Относительное | Ударная вязкость КС U, Дж/см2 | ||||||
| Температура, °С | Среда охлажде- ния | Темпера- тура, °С | Среда охлаждения | удлинение δ5,% | сужение Ψ, % | ||||||
| 1-й закалки или нор- мализации | 2-й за- калки | ||||||||||
| 20Х | 880 | 770— 820 | Вода или масло | 180 | Воздух или масло | 635 | 780 | 11 | 40 | 59 | 15 |
Механические свойства проката
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см2 | Твердость, не более |
| не более | ||||||||
| ГОСТ 4543-71 | Пруток. Закалка с 880 °С в воде или масле, закалка с 770-820 °С в воде или масле; отпуск при 180 °С, охл. в воде или в масле | 15 | 640 | 780 | 11 | 40 | 59 | — |
| ГОСТ 10702-78 | Сталь нагартованная -калиброванная и калиброванная со специальной отделкой без термообработки | — | — | 590 | 5 | 45 | — | HB 207 |
| Пруток. Цементация при 920-950 °С, охл. на воздухе; закалка с 800 °С в масле; отпуск при 190 °С, охл. на воздухе | 60 | 390 | 640 | 13 | 40 | 49 | HB 250; HRC 5 55-63 | |
Механические свойства поковок (ГОСТ 8479-70)
| Термообработка | Сечение, мм | КП | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см2 | Твердость HB , не более |
| не менее | ||||||||
| Нормализация | До 100 | 195 | 195 | 390 | 26 | 55 | 59 | 111-156 |
| 100-300 | 23 | 50 | 54 | |||||
| 300-500 | 20 | 45 | 49 | |||||
| До 100 | 215 | 215 | 430 | 24 | 53 | 54 | 123-167 | |
| 100-300 | 20 | 48 | 49 | |||||
| До 100 | 245 | 245 | 470 | 22 | 48 | 49 | 143-179 | |
| Закалка+отпуск | 100-300 | 19 | 42 | 39 | 143-179 | |||
| До 100 | 275 | 275 | 530 | 20 | 40 | 44 | 156-197 | |
| 100-300 | 275 | 275 | 530 | 17 | 38 | 34 | 156-197 | |
| 100-300 | 315 | 315 | 570 | 14 | 35 | 34 | 167-207 | |
| 100-300 | 345 | 345 | 590 | 17 | 40 | 54 | 174-217 | |
Механические свойства в зависимости от температуры отпуска
| tотп. °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см2 |
| 200 | 650 | 880 | 18 | 58 | 118 |
| 300 | 690 | 880 | 16 | 65 | 147 |
| 400 | 690 | 850 | 18 | 70 | 176 |
| 500 | 670 | 780 | 20 | 71 | 196 |
| 600 | 610 | 730 | 20 | 70 | 225 |
Примечание: Пруток диаметром 25 мм; закалка с 900 °С, в масле.
Механические свойств при повышенных температурах
| tисп. °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % |
| 700 | 120 | 150 | 48 | 89 |
| 800 | 63 | 93 | 56 | 74 |
| 900 | 51 | 84 | 64 | 88 |
| 1000 | 33 | 51 | 78 | 97 |
| 1100 | 21 | 33 | 98 | 100 |
| 1200 | 14 | 25 | — | — |
ПРИМЕЧАНИЕ: Образец диаметром 6 мм, длиной 30 мм, кованый и нормализованный; скорость деформирования 16 мм/мин; скорость деформации 0,009 1/с.
Предел выносливости при n = 107
| Термообработка | σ-1, МПа |
| Нормализация, σ0,2 = 295-395 МПа, σв = 450-590 МПа, HB 143-179 | 235 |
| Закалка + высокий отпуск, σ0,2 = 490 МПа, σв = 690 МПа, HB 217-235 | 295 |
| Цементация + закалка + низкий отпуск, σ0,2 = 790 МПа, σв = 930 МПа, HRCэ 57-63 | 412 |
Ударная вязкость KCU
| Состояние поставки | KCU , Дж/см2, при температуре, °С | |||
| +20 | -20 | -40 | -60 | |
| Пруток диаметром 115 мм; закалка + отпуск | 280-286 | 280-289 | 277-287 | 261-274 |
Технологические свойства
Температура ковки, °С: начала 1260, конца 750. Заготовки сечением до 200 мм охлаждаются на воздухе, сечением 201-700 мм подвергаются низкотемпературному отжигу.
Обрабатываемость резанием — K
v тв.спл = 1,3 и
K
v б.ст = 1,7 в горячекатаном состоянии при НВ 131 σв = 460 МПа.
Склонность к отпускной хрупкости — не склонна.
Свариваемость
Сталь 20Х сваривается без ограничений(кроме химико-термических обработанных деталей). Способы сварки: РДС, КТС без ограничений.
Сварочная проволока для нержавеющих сталей

Является основным элементом, который делает нержавеющую сталь нержавеющей. Хром способствует образованию защитной оксидной пленки, которая защищает сталь от коррозии. С одной стороны хром увеличивает прочность, вязкость, текучесть и ковкость металла.
С другой стороны большое содержание хрома (аналогично углероду) влечет за собой образование хрупкой структуры в переходных зонах и затрудняет процесс сварки, но, при правильном подборе режимов сварки и правильного соблюдения технологического процесса практически не влияет на свариваемость.
Добавление никеля повышает пластичность, вязкость стали и коррозионную стойкость.. На свариваемость практически не влияет.
С одной стороны повышает прочностные характеристики, увеличивает твердость, теплоустойчивость, несущую способность при ударных нагрузках и высоких температурах. С другой стороны затрудняет сварку, сильно окисляется и выгорает.
Буквенное обозначение легирующих элементов

Расшифровка Нержавеющей проволоки по AWS А-5.9
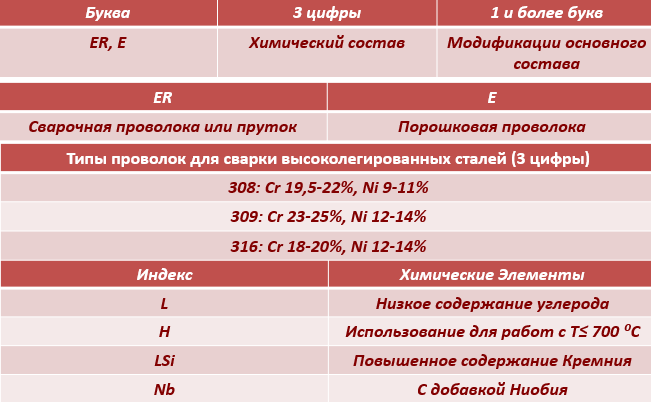
Расшифровка Нержавеющей проволоки по ГОСТ 2246-70

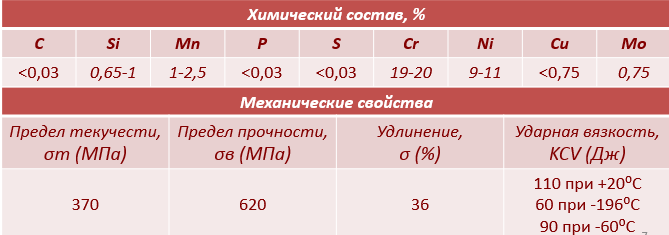
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и повышенным содержанием кремния в среде защитных газов.
- Является аналогом Св-04Х19Н9, Св-01Х18Н10, Св-06Х19Н9Т
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая. С ее помощью изготовляют различные емкости, бойлеры, трубопроводы.
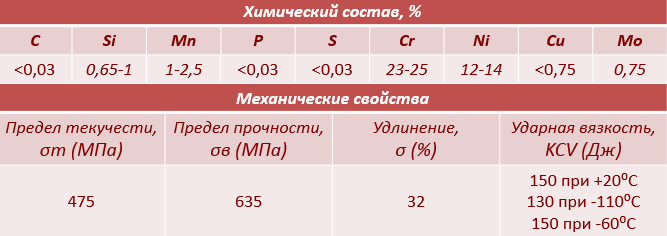
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr — 24%, Ni — 13% и повышенным содержанием кремния в среде защитных газов (Ar-аргон). Постоянный ток обратной полярности (плюс на электроде) DC+.
- Является аналогом Св-07Х25Н13, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ
- Применяется в химической и пищевой промышленности, нефтехиммашиностроении, при ответственных работах на сосудах под давлением, газотранспортном оборудовании и нефтепроводах.
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и Mo — 3%. Наплавленный металл такого типа обладает высокой стойкостью к коррозии в кислотной и хлорсодержащей среде
- Является аналогом Св-04Х19Н11М3, Св-06Х20Н11МЗТБ
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая.

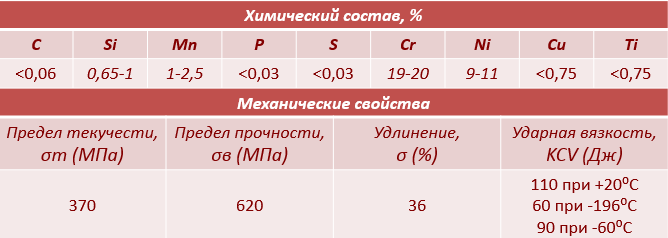
Нержавеющая сварочная проволока ER321Lsi
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных в среде защитных газов (Ar) на постоянном токе DC. Проволока, легированная титаном обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва.
- Является аналогом Св-06Х19Н9Т, Св-12Х18Н10Т, Св-04Х19Н9
- Применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике.
Выбор нержавеющей сварочной проволоки
При выборе нержавеющей проволоки необходимо обратить внимание на:
- химический состав, который должен соответствовать составу материала изделий
- состояние поверхности, которая не должна иметь расслоений, трещин и посторонних включений
- плотность намотки проволоки без запутанных витков
Существует 4 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) – это самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности. Хромистые нержавеющие стали подразделяются на три типа: 13% хрома, 17% хрома,27 % хрома
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства. Содержат 18 % хрома (Cr) и 9 % никеля (Ni)
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали. Содержат до 22% хрома
- Хромокремниймарганцевые стали типа 35ХГСА, содержат по 1 % хрома, марганца и кремния и характеризуются хорошими механическими и технологическими
| Марка стали | Марка проволоки |
| 12Х18Н10Т, 03Х18Н11 | Св-04Х19Н9 (ER308Lsi), Св-01Х19Н9 |
| 20Х23Н13, 20Х23Н18 | Св-07Х25Н13 (ER309Lsi), Св-08Х25Н13БТЮ |
| 08Х17Н13М2Т, 08Х17Н15М3Т, 10Х14Г14Н4Т | Св-04Х19Н11М3 (ER316Lsi), Св-06Х19Н10М3Т |
| 08Х18Н10Т, 08Х22Н6Т | Св-06Х19Н9Т (ER321Lsi) |
| 12Х18Н9ТЛ | Св-08Х20Н9С2БТЮ |
| 08Х18Г8Н2Т | Св-04Х19Н9, Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС |
| 02Х18Н11 | Св-01Х18Н10, Св-01Х19Н9 |
| 10Х17Н13М2Т | Св-08Х19Н10М3Б, 06Х19Н11М3Т |
| Св-06Х20Н11М3ТБ | Св-06Х20Н11М3ТБ |
| 03Х17Н14М3 | Св-01Х17Н14М2, Св-01Х19Н18Г10АМ4 |
Особенности сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Ручная дуговая сваркой плавящимися электродами (MMA).
Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматическая сварка проволокой в среде защитного газа (MIG/MAG)
Для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварка неплавящимися электродами в среде инертного газа (TIG)
Чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления.
Технология сварки нержавеющей стали полуавтоматом
Перед началом сварки требуется выполнить следующие приготовления:
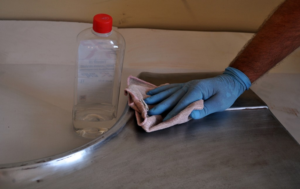
- Поверхность зачищается до блеска
- Металл обезжиривается с помощью растворителя или ацетона
- Необходимо наличие зазора между кромками деталей. Он обеспечивает свободную усадку металла.
- Подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику

Режимы сварки нержавеющей стали полуавтоматом
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги — полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом — при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод — из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Сварные швы нержавеющих сталей
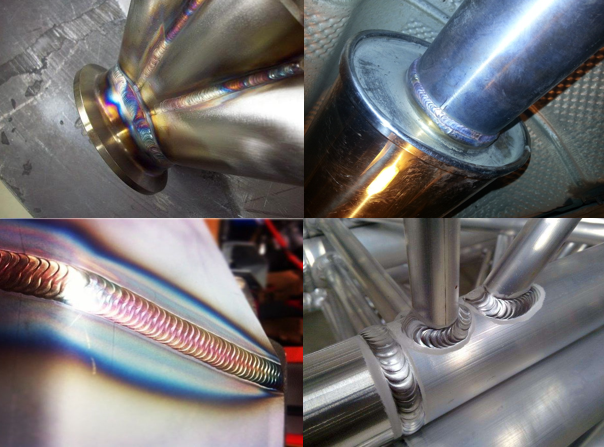
Сварные изделия из нержавеющей стали






Заключение
- При сварке проволоками ER-308 LSi, ER-309 LSi и ER-316 LSi, наибольшую прочность и несущую способность к ударным нагрузкам будет обладать шов, сваренный проволокой ER-316 LSi. С другой стороны из-за наличия Молибдена в данной проволоке, провести сварку будет сложнее, чем при сварке проволоками 308 LSi и 309 LSi.
- Также, более коррозийно стойким будет шов, сваренный с помощью проволоки ER-309 LSi, т.к. данная проволока содержит наибольшее количество хрома.
- Наиболее мелкозернистой будет структура шва, сваренная с помощью проволок ER-309 LSi и ER-316 Lsi. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла
Для наилучшего результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
DEKA - это компания, постоянно расширяющая свой ассортимент, развивающая новые модели, опираясь на мировой опыт индустрии сварочных технологий.
20х23н18 сварка полуавтоматом проволока

Rebel™ EMP 235ic

Cutmaster® 60i

OK PRO 71

OK PRO 51C

Нержавеющая сварочная проволока, предназначенная для сварки изделий из коррозионностойких хромоникелевых и хромоникельмолибденовых сталей марок 03Х18Н10, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, AISI 304L, 316L, 321 и им подобных, когда требуется, чтобы в сварном шве отсутствовала ферритная структура (шов не должен обладать ферромагнитными свойствами).
[Далее]
Высоколегированная сварочная проволока двойного назначения. Первое – сварка аустенитных 13% марганцовистых сталей (типа сталей Гадфильда) и их сварки с другими сталями. Данная проволока также можно применять для сварки аустенитных Cr-Ni сталей, когда к изделию не предъявляются требования по стойкости к.
[Далее]

Нержавеющая сварочная проволока, предназначенная для сварки в защитных газах М12 и М13 аустенитно-ферритных (стандартных дуплексных) сталей типа 22%Cr-5%Ni-3%Mo-N, таких как 08Х21Н6М2Т, 02Х22Н5АМ3, S31803, S32205, W.Nr 1.4462 и им аналогичных, а также для сварки этих сталей с высоколегированными аустенитными, низколегированными и.
[Далее]
Нержавеющая сварочная проволока, предназначенная для сварки в чистом аргоне или аргон-гелиевой смеси высокопрочных аустенитно-ферритных (супердуплексных) сталей типа 25%Cr-7%Ni-4%Mo-N, таких как SAF 2507 (S32750, W.Nr 1.4410), Zeron 100 (S32760, W.Nr 1.4501), S32550 (W.Nr 1.4507), DP3W (S39274) и им аналогичных. Ее можно.
[Далее]
Нержавеющая сварочная проволока с повышенным содержанием углерода, предназначенная для сварки коррозионностойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, AISI 304, 304H и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии. Применяется в химической и нефтехимической промышленности.
[Далее]
Наиболее часто применяемая нержавеющая сварочная проволока с пониженным содержанием углерода, предназначенная для сварки изделий, эксплуатирующихся при температурах от -196 до 350°С из коррозионностойких хромоникелевых сталей марок 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, когда к металлу шва предъявляются.
[Далее]
Нержавеющая сварочная проволока двойного назначения, первое назначение которой является сварка литья и проката из хромо-никелевых окалиностойких сталей типа 20Х23Н13, 20Х23Н18 и им аналогичных, эксплуатирующихся при температурах до 1000°С. По своим свойствам и назначению она близка к OK Autrod 309LSi, но.
[Далее]
Нержавеющая сварочная проволока двойного назначения, первое назначение которой является сварка литья и проката из хромо-никелевых окалиностойких сталей типа 20Х23Н13, 20Х23Н18 и им аналогичных, эксплуатирующихся при температурах до 1000°С. Однако, следует помнить, что металл, наплавленный данной проволокой склонен к охрупчиванию при.
[Далее]
Высоколегированная сварочная проволока, предназначенная для сварки низкоуглеродистых и низколегированных конструкционных сталей перлитного класса с высоколегированными кислотостойкими сталями аустенитного класса легированными молибденом типа AISI 316L, а также для наплавки переходных слоев при сварке изделий из двухслойных сталей, плакированных высоколегированным слоем типа.
[Далее]
Высоколегированная сварочная проволока, предназначенная для сварки тяжело нагруженных изделий из жаропрочных окалиностойких сталей типа 25%Cr-20%Ni, таких как 20Х23Н18, AISI 310 и им аналогичных, работающих в окислительных и науглераживающих средах. Полностью аустенитная структура металла шва гарантирует отсутствие эффекта охрупчивания при длительной.
[Далее]
Высоколегированная сварочная проволока двойного назначения. Первое – сварка марганцовистых аустенитных сталей, сталей с ограниченной свариваемостью, таких как закаливающиеся, броневые, пружинные, инструментальные и другие стали с высоким углерод-эквивалентом, а также сталей с неизвестным химическим составом и их сварки с аустенитными сталями.
[Далее]
Нержавеющая сварочная проволока с пониженным содержанием углерода, предназначенная для сварки изделий, эксплуатирующихся при температурах от -196 до 350°С из кислотостойких коррозионностойких хромоникельмолибденовых сталей марок 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, AISI 316L, 318 и им аналогичных, а также хромоникелевых сталей марок 03Х18Н10, 08Х18Н10Т.
[Далее]
Нержавеющая сварочная проволока с пониженным содержанием углерода, предназначенная для сварки изделий из сталей типа 19%Cr-13%Ni-3,5%Mo (317L). Она предназначена для сварки коррозионностойких сталей с идентичным химическим составом, эксплуатирующихся при температурах до 300°С, когда к наплавленному металлу предъявляются более высокие требования по.
[Далее]
Нержавеющая сварочная проволока, предназначенная для сварки изделий из кислотостойких коррозионностойких хромоникельмолибденовых сталей марок 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, AISI 316L, 318 и им аналогичных, а также хромоникелевых сталей марок 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, когда к металлу шва.
[Далее]
Нержавеющая сварочная проволока, предназначенная для сварки изделий из коррозионностойких хромоникелевых сталей марок 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, AISI 321, 347 и им подобных, когда к металлу шва предъявляются жесткие требования по стойкости к межкристаллитной коррозии. Легирование сплава ниобием позволяет повысить температуру эксплуатации.
[Далее]
Нержавеющая сварочная проволока обеспечивает в наплавке хром-никель-молибденовую высоколегированную сталь с предельно низким содержанием углерода дополнительно легированную медью, характеризующуюся полностью аустенитной структурой и высокой устойчивостью к межкристаллитной, питтинговой и щелевой коррозии, а также к коррозионному растрескиванию под напряжением, которые невозможно обеспечить.
[Далее]
Нержавеющая проволока, предназначенная для сварки и наплавки изделий из ферритных и феррито-мартенситных сталей типа 12% Cr-4,5% Ni-0,5% Mo. Характерным примером ее применения является изготовление оборудования для гидроэнергетики, подверженного кавитационной эрозии.
[Далее]
Нержавеющая ферритная проволока с низким содержанием углерода, предназначенная для сварки однотипных по структуре сталей с содержанием Cr от 13 до 18% когда требуется высокая сопротивляемость термической усталости, а также для наплавки ферритных коррозионностойких слоев на нелегированные и низколегированные стали. Для.
[Далее]
Электроды для сварки жаростойких и жаропрочных сталей и сплавов.




Если интересует сварка жаропрочных сталей и сплавов – обратите особое внимание на то, что нержавейка может скрепляться как с низколегированным металлом, так и с нелегированными основами. Качественно сваривая слои и подслои, мастера часто используют более совершенную термомеханическую технологию, покрывая всевозможные металлические изделия слоями других металлов. Это называется плакированием, что проводится при сборке: металлических плит, листов, труб и проволоки.
Не везде можно использовать горячий прокат или прессование. Могут возникать трудности, когда в техпроцессе участвует жаропрочные сплавы или нержавеющая сталь.
Возникающие трудности при сварке
Представляя собой композиции, выполняемые на базе железа, жаропрочные стали, и сплавы отличаются большим количеством легирующих элементов. По общему объему такие добавки могут составлять предел 65%. Чтобы сварка жаропрочной нержавеющей стали была проведена на самом высоком уровне, необходимо знать особые нюансы о работе с этим сплавом. Под жаропрочностью понимают устойчивость нержавейки к процессам разрушения, проходящим под высокой температурой воздействия. Но это свойство зависит не только от выбранного режима температур, а и от временных факторов. При разрушениях особо прочного металла или сплава, когда наблюдается длительное высокотемпературное нагружение – это характеризуется диффузионной природой, где развивается дислокационная ползучесть. В целях предотвратить ползучесть и обеспечить требуемый уровень жаропрочности нержавейки, принято использовать несколько способов.
Среди основных способов, предотвращающих ползучесть, увеличивающих жаропрочность железных сплавов, различают:
- Формирование дисперсных термостойких барьеров. Такие включения предотвратят скольжение дислокаций и их переползание на свободные места. В работе используют как интерметаллиды, так и карбиды. Жаропрочные стали принято различать на подкатегории – гетерогенные и гомогенные, что не подвержены термическому упрочнению, а также на упрочняемые в процессе термообработки.
- Подвижность вакансий, где проводят легирование, повышая технические характеристики γ-твердого раствора при помощи вольфрама, молибдена или других элементов.
Жаропрочные и жаростойкие сплавы из разряда жаростойкой нержавейки и аустенитной стали, не подвержены преобразованиям как при нагревании, так и при охлаждении.
Сталь 20х23н18: характеристики, применение, виды
Жаропрочная сталь, которая отлично подходит для производства газотурбин, в последнее время стала использоваться намного чаще. Это обусловлено несколькими причинами. Дело в том, что в последнее время значительно вырос интерес к промышленной индустрии, а также достаточно чаще стали использовать методы высокотемпературной обработки стали. Поэтому жаропрочная нержавеющая сталь 20х23н18, характеристики которой отлично подходят для этих целей, стала пользоваться популярностью.
Общие сведения о материале
Если учитывать характеристики, то эта сталь может похвастаться такими преимуществами, как: технологичность материала, повышенная пластичность, высокий показатель жаропрочности. Что немаловажно — это то, что свариваемость этого металла достаточно высокая. Стоит также отметить, что сталь 20х23н18 относится к аустенитному классу металла. Основу для данного материала составляют такие два вещества, как никель и железо.
Листовая сталь изготавливается из сложнолегированного и аустенитного сплава. Он обязательно должен обладать высокой устойчивостью к любым агрессивным воздействиям окружающей среды. Атмосферная и почвенная влага также не должны оказывать существенного влияния на него. Сам по себе стальной жаропрочный лист марки 20х23н18 — это очень многофункциональный и удобный материал, который позволяет использовать его в самых разных условиях. Часто используется для того чтобы изготовить камеры сгорания, основное требование которых — это высокая устойчивость к температурам.
Классификация стали
Чаще всего жаропрочные стали используются для того, чтобы изготавливать детали, которые получить каким-либо другим путем просто невозможно. Одной из таких деталей стала лопатка для газотурбинных двигателей. Чаще всего ст 20х23н18, характеристики которой позволяют ей хорошо противостоять высоким температурам, подходит как нельзя лучше. Из нее же изготавливают и другие важные детали.
В промышленной сфере на сегодняшний день используются несколько операций, при помощи которых производят элементы для газотурбинных двигателей. В число таких входит ковка, шлифовка, механическая обработка, полировка и прецизионное литье. Для того чтобы пройти все эти стадии обработки, необходимо использовать достаточно качественную сталь.
Можно использовать большое количество разных материалов, однако характеристики стали 20х23н18 указывают на то, что использовать ее выгоднее всего, так как она наиболее приспособлена для работы. Также ее можно использовать практически в любых климатических условиях. Благодаря всем этим качествам она стала наиболее распространенной в этой сфере.
Данная сталь очень устойчива к влиянию высоким температур, а также хорошо переживает резкие перепады этого показателя. Чаще всего она применяется на заводах по машиностроению. Изготавливается по определенным государственным стандартам, а потому ее качество гарантировано.
Состав продукции
Характеристики 20х23н18 металла обусловлено его составом. Высокую устойчивость к температурам дает железо и никель, которые входят в состав. Благодаря наличию определенного количества хрома в составе, удалось достичь высокой стойкости к коррозии, что и делает ее нержавеющей.
Совсем небольшое, но все же есть содержание углерода в данной марке стали. Здесь очень важно отметить, что превышение показателя в 0,2% углерода в составе указывает уже на то, что металл некачественный.
Помимо перечисленных веществ, которые дают определенные характеристики 20х23н18 металлу, есть также и такие, как фосфор, сера, марганец.
Такой состав приводит к тому, что удается получить не только жаропрочный материал, но и сталь, хорошо переносящую влагу. Никель в составе стали указывает на то, что материал обладает определенной пластичностью. Чтобы получить такие характеристики для 20х23н18 стали, она должна изготавливаться в дуговой печи. Для того чтобы в результате получить качественный материал данной марки, необходимо проводить сложный процесс производства с регулировкой температуры на каждом этапе.
Производство стали
Производство данного продукта достаточно сложное. Начальный этап должен протекать при температуре 1180 °С. Чем ближе к завершению подходит процесс, тем меньше должна быть и температура. Уменьшается она до тех пор, пока не достигнет предела в 900 °С. При таком показателе операция и завершается. На этом процесс деформации заканчивается и можно переходить к следующему этапу. Есть несколько способов провести термическую обработку материала. Первый метод — это нагрев до температуры 1100-1150 °С. Сталь закаляется, после чего проходит процесс охлаждения в воде, в масле или на воздухе.
При втором способе нагрев металла осуществляется до температуры в 1160 °С и увеличивается до 1180 °С. После также нужно охлаждать материал в воде. Для этого потребуется уже не менее четырех или пяти часов.
Технология сварки
Выполняемая сварка жаропрочных сталей и сплавов чаще проходит с применением дуговой сварки, где применяются вольфрамовые электроды и среда защитных газов. Процесс сборки конструкций проходит как в аргоне, так и с использование гелия. Может выполняться не только ручная аргонодуговая сварка, но и более продуктивный способ, при использовании механизированной аргонодуговой сварки, где заранее приобретаются как плавящиеся, так и неплавящиеся электроды.

Сварные соединения аустенитных композиций выделяются спецификой кристаллизации и представляют ячеисто-дендритную структуру. Это может повлечь к формированию достаточно массивных кристаллов (столбчатый тип). В целях повышения уровня стойкости сварных швов, рекомендовано при помощи совершенных технологий, быстро устранять дефектные структуры на металлах и сплавах. Применяемые методики помогают:
- Эффективно измельчать кристаллы.
- Уменьшить в металле удельный вес фосфора и серы.
- Устранять горячие трещины при снижении глубины проплавляемого металла.
Как и где применяется сталь 20х23н18, ее характеристика
В связи с тем, что в последнее время сильно возрос интерес к энергетики, и также к технике, которая занимается газотурбинами жаропрочная сталь пользоваться популярностью. И этому есть несколько объяснений. Так, не только вырос интерес к промышленности в последнее время, но и возможность использование высокой температуры для изготовления некоторых деталей, востребованных в последнее время.
Именно поэтому жаропрочная сталь как раз и является той необходимой находкой, позволяющей изготавливать нужные детали при температуре, которая раньше не подчинялась человеку. И несмотря на то, что на такой материал воздействует сразу и высокая температура и самые непредсказуемые погодные условия, сталь все равно продолжает сохранять все свои свойства, которые как раз и необходимы для изготовления востребованных деталей.
Классификация жаропрочных сталей
Обычно жаропрочный материал применяется для того, чтобы изготовить детали, которым другим путем выполнить просто невозможно. Прежде всего, речь идет о лопатка для таких двигателей, как газотурбинные. Обычно этот материал проходит несколько операция, которые помогают изготовить необходимые детали.
Операции, которые применяют для изготовления частей газотурбинного двигателя:
- Ковка.
- Шлифовка.
- Механическая обработка.
- Полировка.
- Прецизионное литье.
Через все эти и многие другие технические задачи должен проходить тот метала, который именуется сталью. Существует много разных типов этого металла, но сталь 20х23н18 характеристики ее доказывают, что она не только самая распространенная, но и приспособленная для работы и выполнения всех необходимых технических операций в любых климатических условиях.
20 х23н18 характеристики
Стоит очень внимательно ознакомиться с характеристикой металла, чтобы понять, как и для чего можно использовать такую сталь. Итак, прежде всего это металла, который устойчив к жаре и к самым горячим перепадам температуры. Изготовление ее происходит по всем стандартам, поэтому претензий к ее качеству не бывает. Чаще всего ее можно встретить на предприятиях, занимающихся машиностроением.
В состав металла входят железо и никель, которые не боятся жары, а сопротивление окислению оказывает хром, который также входят в состав стали. Но хрома должно быть немного в металле, иначе такое свойство, как жароустойчивость может понемногу разрушаться. Есть в составе стали и некое содержание углерода, но оно небольшое. Примерно два десятых процента углерода указывает на то, что его повышенное содержание для металла вредно. Подведем итого того, из чего же состоит такой металл, как сталь.
- Железо.
- Никель.
- Хром.
- Углерод.
- Марганец.
- Кремний.
- Фосфор.
- Сера.
Такой состав металла позволяет не только выносить сильную жару, но и никак не реагировать на повышенное содержание влаги. Кроме того, из–за повышенного содержания никеля можно говорить о том, что сталь является еще и пластичным металлом.
Каким же способом получается сталь данного типа? В домашних условиях получить такой металл просто невозможно, так как необходимо специальное оборудование. Например, дуговые печи, в которых и происходит выплавка стали.
Какие лучше выбирать электроды для сварки: работы с жаропрочными сплавами и нержавеющей сталью?
Выбор электродов зависит от специфики самого соединения, используемых сплавов и нержавейки. Если планируется сварка жаропрочной нержавеющей стали – рекомендуется ознакомиться с приведенной выше таблицей и выбирать вольфрамовые электроды плавающего типа. В ней указаны марки электродов, что приобретаются для более качественного монтажа посредством сварки инвертором. Имея сварочный аппарат, ознакомившись с особенностями сборки, уровнем сложности конструкции, сможете правильно подобрать электроды.
Чтобы не ошибиться в выборе и маркировке, рекомендуется заказывать электроды у проверенных поставщиков или непосредственно с завода-изготовителя. Специальные электроды по нержавейке могут иметь толщину в пределах 3–5 мм. Когда изделие имеет толщину более 3 мм, рекомендовано пользоваться электродуговой сваркой. Для сварки листов толщиной в пределах 1,5–3 мм эксперты рекомендуют применять специальную короткодуговую сварку. Монтажный процесс при стыковке труб из нержавейки предполагает использовать сварочные стержни для аргоновой среды.
Нержавейку в форме труб применяют для транспортировки газов и жидкой структуры. Работа под нагрузкой для более прочного и долговечного монтажа нержавеющей трубы, обязывает пользоваться современным инвертором. В такой сварке нержавеющих секций применяется специальная проволока, характеризующаяся высокими показателями легирования. Инверторную сварку осуществляют с положительной полярностью (постоянный или переменный ток). Легированная основа выполняет функции присадки. Сварку под флюсом используют для сборных конструкций при толщине стенки от 2 мм и до 60, а вот плазменную пайку для нержавейки рекомендовано практически для любых конструкций (без исключений).
Другие современные способы сварки нержавеющей стали
- Холодная сварка нержавеющей стали без плавления под давлением.
В данной технологии плавление материала в зоне соединения не предусмотрено. Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
- Шовная и точечная контактная сварка нержавеющей стали.
Существует две технологии выполнения такой сварки: точечная и роликовая. Такой метод позволяет соединять тонкие пласты нержавеющей стали, которые имеют толщину не больше 2 мм. Оборудование применяется такое же, как и для обычной сварки.

Этот метод сварки нержавеющей стали потрясающе смотрится и имеет целый ряд серьезных преимуществ. Сталь в зоне соединения не теряет своей прочности даже при высоком температурном воздействии, быстро охлаждается, трещины не появляются, зерна, образующиеся в структуре металла, имеют минимальный размер. Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Особенности сварки изделий из нержавеющей стали с другими металлами
Современный человек использует в своей жизни все больше инструментов, вещей, средств, которые со временем при износе или поломке требуют применения сварки. Однако очень многие металлы могут быть успешно сварены только после дополнительной подготовки.

1. Сварка нержавеющей стали с титаном.
Каждый способ сварки нержавеющей стали подразумевает свои требования ко всем элементам конструкции, включая подготовку самих деталей, их кромок, определение нужного размера шва и т. п. Все параметры утверждены и регламентированы ГОСТом. Особые требования предусмотрены для сварочных работ со сталью и титаном. Рассмотрим, что именно предусмотрено нормативными актами в этом случае и какие требования следует соблюдать в работе.
Самой главной задачей в подготовке сварочных работ стали и титана является правильный выбор материала, метода и режима сварки. Оптимальный режим позволит либо предотвратить, либо резко подавить образование хрупких интерметаллических фаз, негативно влияющих на получение качественного результата работы.
Обычным способом соединить титан и сталь невозможно. Просто сваривать эти два металла друг с другом бесполезно. Здесь нужно применять аргон в совокупности с вольфрамовым электродом. Значительно реже, но все еще применяют сварку при помощи специальных промежуточных вставок. Такой способ достаточно трудоемок, но всегда дает хорошие результаты. В качестве вставок можно использовать технический талан, имеющий давление 700 Мпа, и термообрабатываемую бронзу.
2. Сварка нержавеющей стали с алюминием.
Надежным способом профессионалы считают сварку алюминия и стали через биметалл. Биметаллом является материал, структуру которого составляют несколько слоев различных металлов.

Изготавливается он одновременным прокатом через валы. Между слоями происходит диффузия молекул. Для алюминирования применяется прерывный и непрерывный методы. Металл помещается во флюс, затем обсушивается и обрабатывается реакционным газом. В этом случае он приобретает чистую и слегка пористую поверхность.
Деталь погружается в горячий алюминиевый расплав, полностью там прогревается и удерживается некоторое время для проникновения алюминия в пористую структуру поверхности. Затем ее вынимают из ванны. За счет закупорки в поверхности части расплавленного металла и получается прочное соединение. Такой электролитический метод сварки нержавеющей стали признан наиболее затратным и энергоемким.
Примерная инструкция по сварке алюминия со сталью следующая: взять по бруску алюминия, биметалла, состоящего из алюминия и нужной стали, а также самой стали. Все поверхности нуждаются в обработке и обезжиривании.
Первый шаг – соединение алюминия с алюминиевой подложкой биметалла. Необходимо следить за процессом, чтобы не допустить перегрева. Оптимальным решением будет использование хорошего полуавтомата сварки MIG. Проволоку выбирайте также алюминиевую. Это обеспечит большую скорость и возможность регулирования глубины проваривания.
Остальная часть пластины приваривается непосредственно к стали. Здесь должна использоваться специальная проволока. Следует учитывать роль алюминия в отводе тепла. Нельзя допускать его перегрева, чтобы не спровоцировать появление экзотермической реакции со сталью, вызывающей образование на стыке металлов очень хрупкого соединения FeAl3.
Читайте также: