Ацетиленовая горелка для сварки
Обновлено: 19.04.2024
Даже люди, далёкие от мира сварочных технологий, периодически слышат что-то об ацетиленовых горелках. Но чтобы эффективно варить металл, этих знаний, конечно, недостаточно. Обязательно необходимо учесть профессиональное описание устройства и правила его применения.
Характеристика
Сварочная ацетиленовая горелка — это специальное устройство, в которое подаётся для сгорания особый газ (ацетилен). Его используют чаще других приспособлений для газовой сварки. Причины популярности вполне очевидны:
пригодность для работы даже при ограниченном наборе оборудования;
высокая эффективность применения (оправданная даже на атомных и иных ответственных объектах).
Температура горения ацетилена больше, чем у любого другого из сварочных газов. Она достигает 3200 градусов. Причина состоит в том, что реакция ацетиленового горения — экзотермическая, в то время как другие газы поглощают тепло в процессе распада. Полное сгорание 1 куб. м. этого газа потребует использовать 2,5 куб. м. воздуха. Таковы расчеты, проведённые химиками на основе формул реагирующих веществ.
Однако на практике в пламени ацетилен сгорает лишь неполно, поэтому при реальной сварке расход воздуха не превышает 1-1,2 куб. м. Из-за этого общая полезная производительность по теплу вместо теоретически рассчитанных 13500 ккал на 1 м3 составляет только 5120 ккал на 1 м3. На практике чаще всего используют кислородно-ацетиленовую смесь, в которой 55% приходится на ацетилен, а остальные 45% массы представлены кислородом.
Именно такое соотношение позволяет добиться наивысшей возможной температуры сжигания.
Полезно разобраться также, чем ацетиленовая горелка отличается от пропановой на практике. Первый тип в основном используется для работы со сравнительно тонким (не более 6 мм) металлом. Наконечники горелочных устройств содержат, кроме инжектора, также мундштук и трубку. Пропорции отверстий в мундштуках и инжекторах рассчитываются строго индивидуально для каждого используемого газа. Поэтому для замены газа приходится использовать другой наконечник, желательно того же производителя.
Назначение
Ацетиленовые горелки можно применять для сварки и резки практически всех металлов и сплавов. Они нужны в строительстве, промышленности, сельском хозяйстве. Востребованность этого метода высока благодаря следующим характеристикам:
независимости от электропитания;
сравнительно медленному аккуратному прогреву поверхности;
более эффективной обработке свинца, чугуна, меди, латуни (в сравнении с электродуговой обработкой).


Принцип работы
Подавляющее большинство ацетиленовых горелок использует инжекторную схему. Эти устройства делятся на ствол и наконечник. Дополнительно присутствуют ниппели под кислород и ацетилен, вентили.
Чтобы начать работу, требуется залить газогенераторную ёмкость вплоть до верхней пробки. В корзину укладывают карбид кальция, после чего крышку накрепко запирают.
Получение газа из 1 кг карбида потребует израсходовать 6 л воды. Образующийся ацетилен проходит сквозь водяной затвор и штуцер в сварочный шланг. Как только давление превышает уровень 1,5 кгс на 1 кв. см., клапан предохранения начинает пропускать избыточный газ в атмосферу. Сами горелки, куда поступает ацетилен, делятся на инжекторный и безинжекторный типы.
В индустрии используют главным образом инжекторные системы.



Горючее вещество подсасывается кислородной струёй. Кислород движется из сопла инжектора, причём скорость его перемещения очень велика. Влиять на уровень подачи ацетилена и кислорода можно при помощи вентилей. Для всех номеров мундштуков подбираются свои режимы использования газов. Их подбирают сообразно толщине металла и методу сварки.
С безинжекторными горелками всё несколько проще. В них горючий ацетилен и кислород поступают под неизменным давлением от начала и до конца. Условия использования на состав смеси не влияют. Так как ниппели имеют различную резьбу, подсоединить шланг к источнику «не того» газа практически невозможно. В самом начале оба вентиля должны быть перекрыты.
Начинают с откручивания кислородного крана на 1 или 2 оборота, лишь затем выпускают ацетилен. Когда кислород через вентиль попадёт в инжекторное сопло, возникает область пониженного давления в ацетиленовом канале. Оттуда начинается засасывание небольшого количества газа в камеру для смешивания. Давление ацетиленовой струи при этом не превышает 0,02 кгс на 1 кв. см.
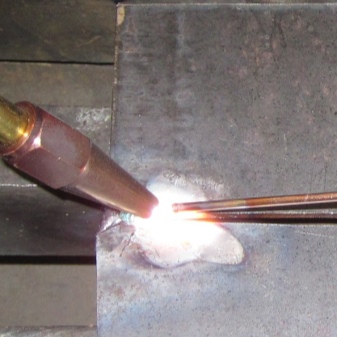
Через трубку наконечника смешанный состав поступает в мундштук. Далее он выбрасывается из сопла. Сварщик поджигает кислород-ацетиленовую комбинацию. Затем за счёт манипуляций с вентилями он добивается голубой расцветки пламени (в сочетании с красной зоной в середине). Для самой сварки применяют средний участок огня, расположенный сразу за ядром (температура в этом месте составляет 3150 градусов).
Иногда ацетиленовая горелка стреляет. Это обычно провоцируется нарушением рекомендованного давления на выходе из баллона. Пламя регулируют индивидуально. В ряде случаев помогает небольшой сдвиг в пользу кислорода.
Внимание стоит уделить и герметичности всех соединений, шлангов.


Критерии выбора
Важными требованиями для газосварочного оборудования являются лёгкость и компактность. Если эти моменты не обеспечены, перемещать устройства будет труднее. При выборе самих ацетиленовых горелок следует сразу учесть, что они делятся на 2 типа: один предназначен для сварки, а другой — для резки металла. Актуально и различие горелочных устройств по мощности. Есть 4 основных класса:
маломощный (с наконечниками 1-4, для металла от 0,3 до 7 мм);
среднего уровня (наконечники 5-7, работа с изделиями толщиной 7-30 мм);
ГАО-2 (используют в очистке поверхностей);
безинжекторные (главное применение — сварка давлением 0,01-0,08 МПа).



Правила использования
Подготовка к разжиганию ацетиленовой горелки не слишком сложна, но должна вестись кропотливо. Первым шагом будет подключение редукторов давления. Ёмкости для выработки ацетилена либо баллоны ставят строго вертикально. Их желательно даже закрепить, чтобы исключить падение или опрокидывание. Перед началом работ стоит убедиться, что пропускной канал вентиля не засорён и не содержит посторонних включений.
Отверстие для выпуска направляют от себя. Вентиль быстро откручивают на четверть и немедленно закрывают его. Это позволяет выдуть многие загрязнения. Продувка около места самой работы недопустима. Нельзя вести её также там, где есть искры и тем более открытый огонь. Когда этот этап подготовки пройден, присоединяют редукторы на баллоны.
Для неподходящего к баллону редуктора используют переходник. Гайки на редукторах затягивают гаечными ключами. Внимание: разводной ключ не подойдёт, обязательно должно быть неизменное отверстие. Регулировка после открытия газового баллона возможна. Но в таком случае надо непременно перекрывать подачу и лишь затем подтягивать гайку.
Винт немного откручивают влево, пока не будет достигнуто свободное вращение. Такая настройка должна быть проведена на всех редукторах. До накачки давлением клапан требуется держать перекрытым; снимать давление поможет вращение регулирующего винта против хода часов. Шланги подключают к редукторам на соответствующих баллонах.


Непосредственная подача газов на горелку перед работой производится максимально медленно. Настроить нужное давление поможет выходной манометр. Превышать рекомендуемое производителем горелки давление нецелесообразно. Чтобы правильно разжечь пламя, стоит не только ознакомиться с инструкцией, но и изучить сайт изготовителя, тематические форумы. Разжигать огонь можно только специальной зажигалкой, спички любого рода использовать нельзя.
Если из горелки не выходит пламя, клапан ацетилена надо перекрыть. Затем внимательно обследуют все соединения. Выход кислорода в момент зажигания недопустим. Подачу ацетилена понижают, добиваясь клубов черного дыма. Затем её снова увеличивают, пока этот дым не пропадет; внимательно следят, чтобы огонь выходил ровно из наконечника, а не «вырывался» и не «отскакивал» от него.


Правильно отрегулированный огонь — ровный, голубого окраса. Малейшее шипение недопустимо. При внезапном гашении горелки следует немедленно остановиться. Это означает, что горелка напрямую коснулась металла. Если разжечь её не получается, или потухание прозошло без касания металла, налицо ошибка в подборе давления либо выход сопла из строя.
В таких случаях правильнее всего приостановить работу и ещё раз внимательно всё проверить. Опасность представляет обратный удар пламени. При этом раздаётся явное шипение или свист. В такой ситуации требуется сначала дождаться охлаждения горелки, а затем уже пытаться разжечь её с нуля. При сохранении обратного удара пламени, вероятна неисправность отдельных деталей устройства – его не чинят, а заменяют.
Нельзя допускать к ацетиленовой горелке детей, домашних питомцев или неподготовленных людей. Работать с ней можно только людям с короткими волосами. Чтобы не обстригать их, надо завязывать или накрывать банданой, шапкой. Сопла горелок надо поддерживать в чистоте. При малейших неисправностях работу следует немедленно останавливать.


Описание и правила применения горелок смотрите в следующем видео.
Ацетиленовая сварка: особенности и технология

Помните, как в юном возрасте мы собирали на стройках или за гаражами куски карбида, дополняли находку пластиковой бутылкой с водой и играли в подрывников? Весёлое было детство и опасное. Теперь мы выросли и знаем, что такие вещи надо использовать строго по назначению с соблюдением всех мер безопасности.
Вспомним уроки химии: ацетилен – бесцветный горючий газ, с резким запахом. Непредельный углерод класса алкинов с формулой С2Н2. Вещество взрывоопасно и способно к самовоспламенению в определённых условиях. При горении пламя достигает температуры 3150 °С. Этого хватает, чтобы перевести в жидкое состояние даже тугоплавкие металлы. Поэтому газ ацетилен идеально подходит для сварки и резки металлоконструкций.

Ацетиленовая сварка
Для начала небольшой экскурс в историю. Патент на ацетилено-кислородную сварочную горелку датируется 1903 годом. Интересно, что её конструкция принципиально не изменилась и в наше время. В промышленности ацетиленовая сварка начала применяться в 1906 году, после того как появились генераторы ацетилена достаточной надёжности. В то время уже был известен электродуговой способ соединения металлов, но сварка ацетиленом уверенно завоевала свои позиции и активно применяется до сих пор.
Раньше сварщикам приходилось самостоятельно получать ацетилен. Карбид кальция засыпали в бак-генератор, наполненный водой. В результате реакции выделялся газ, который по шлангу поступал в горелку. Сюда же подводился из отдельного баллона кислород, выполняющий функцию катализатора. Процесс подготовки занимал много времени, зато оставшийся карбид можно было использовать повторно. В наше время всё проще. Достаточно купить баллон, уже наполненный ацетиленовым газом.
Применение
Ацетилено-кислородную смесь применяют для сваривания практически всех металлов, включая чёрные, цветные и их сплавы. Но есть исключения, к которым относятся стали:
хромистая и высокохромистая;
Ацетиленовая газовая сварка активно применяется в строительно-монтажных процессах, но особое распространение она получила при прокладке труб. Регулируя мощность пламени, можно соединять, резать или проводить газопламенную чистку металла.
Ацетиленовая сварка: технология работы
Во время сварочного процесса расплавляются и перемешиваются кромки соединяемых деталей. Дополнительно вводится присадочный материал. После застывания образуется прочный шов. Чтобы ацетилен сгорал полностью и не дымил, необходим катализатор – кислород. Оба газа из отдельных баллонов подводятся по шлангам к горелке и смешиваются. Оптимальная пропорция смеси – 45% ацетиленового газа и 55% кислорода. Без кислорода ацетилен сгорает не полностью, пламя будет дымить.
Подготовка к сварке
Прежде всего, очистите своё рабочее пространство от всего лишнего. Уберите на безопасное расстояние или надёжно защитите легковоспламеняющиеся материалы. Свариваемые поверхности должны быть очищены от грязи, ржавчины и окислов. При необходимости заранее проведите их правку, разметку, гибку и сборку.
Качество соединения металлов зависит от трёх основных факторов:
Мощность пламени – подбирают в зависимости от свойств (теплопроводности и температуры плавления) и толщины металла. С увеличением мощности возрастает расход горючего газа. Регулируют режим подбором горелок (от Г1 до Г4) и наконечников к ним разной величины.
Диаметр присадочной проволоки – измеряется в миллиметрах и рассчитывается так: померьте толщину свариваемого металла, поделите на два, к получившемуся значению прибавьте 1 мм.
Угол сварки – зависит от толщины. Чем больше, тем тупее угол и наоборот. Рабочий диапазон наклона горелки относительно детали от 10 до 80 градусов. Прогрев поверхности осуществляют всегда под прямым углом. А завершающий этап, на котором формируется кратер, делают с минимальным углом – это исключает риск прожечь металл.
Работа с горелкой
Оба газовых баллона оснащены редукторами, которыми регулируется давление на выходе. Оптимально выставлять значения до двух атмосфер. Большие показатели осложняют регулировку пламени. Открыв вентили на баллонах, выставите нужное давление, затем можно поджигать горелку. Первым открывают вентиль подачи ацетилена и поджигают вырывающийся из сопла газ. Затем плавно откручивают второй вентиль, пуская кислород, и регулируют пламя.
Виды пламени
Горящий факел состоит из нескольких частей, которые можно различить визуально. Самая короткая и ближайшая к горелке – ядро. Дальше идёт восстановительная (рабочая) зона. Внешняя наибольшая часть – факел, отвечающий за нагрев металла.
В зависимости от соотношения количества ацетилена и кислорода пламя делится на три вида:
Нормальное – пропорции газов 1:1 или 1:1,1. Все три зоны чётко видны, ядро имеет ровный округлый конец. Это самый распространённый вид. Применяется при работе с различными сталями и цветными металлами.
С избытком ацетилена – над ядром появляется зелёный ореол, рабочая зона пламени плохо различима, а сам факел жёлтого цвета. Применимо для работы с чугуном.
Избыток кислорода – все зоны укорачиваются, ядро бледнеет, становится конусообразным. Пламя шумит сильнее обычного и приобретает синевато-фиолетовый оттенок. Применимо для сварки латуни.
Способы ведения горелки и введение присадочной проволоки
Чтобы образовалась сварочная ванна, заготовку необходимо прогреть. Пламя направляется под прямым углом так, чтобы ядро находилось в 1-3 мм от поверхности. Когда металл приобретёт светло-жёлтый цвет – ванна готова, можно приступать к формированию шва.
Технология ацетиленовой сварки подразумевает ведение горелки двумя способами: справа налево (на себя) и слева направо (от себя).
В первом случае пламя направлено вперёд от шва, присадка расположена перед горелкой. Работая таким способом, удобно визуально контролировать шов. Применимо для тонкостенных деталей (до 5 мм).
Второй способ (от себя) используют при работе с металлом толщиной более 5 мм. Пламя горелки направлено в сторону шва. Это позволяет замедлить его остывание и повышает качество. Однако из-за того, что визуальный контроль осложняется, такое соединение будет выглядеть не слишком аккуратным.
Присадку подают либо непосредственно в сварочную ванну, либо ведут над швом. Горелку медленно продвигают вдоль соединения с поперечными дугообразными движениями. Ядро не должно касаться сварочной ванны.
Завершающий этап ацетиленовой сварки: как закрывать горелку и баллоны
Первым на горелке перекрывается ацетилен и только затем – кислород. Далее необходимо удалить из рукавов оставшийся газ. Перекройте баллоны, а вентили на горелке приоткройте. Дождитесь, когда прекратится шипение и стрелка на манометре покажет ноль. Затем обязательно закройте все вентили.
Оборудование и средства защиты
Для сварки ацетиленом потребуется минимум оборудования, которое стоит относительно недорого:
Баллоны с газом. Баллоны с ацетиленовым газом обычно окрашиваются в белый цвет, с кислородом – в голубой.
Редукторы для регулировки давления с обратными клапанами для защиты от обратного удара.
Два рукава для подачи газов в горелку.
Газовая горелка с мундштуком необходимой величины.
Горелки
Ацетиленовые горелки различаются по мощности, которая зависит от сменного наконечника. Размер подбирается в зависимости от толщины свариваемого металла. Минимальный размер – нулевой, максимальный – пятый. Чем больше диаметр сопла, тем больше газовой смеси подаётся в сварочную ванну, а значит сильнее и глубже прогревается металл.
Никогда не покупайте газосварочный инструмент от малоизвестных фирм. От его качества зависит ваша безопасность. Хорошим выбором для ручной ацетиленовой сварки в домашних условиях станет горелка КЕДР Г-2 Малютка с наконечниками размером от 0 до 3 или горелка малой мощности КЕДР Г-2А-02 Малютка. Обе снабжены сменными наконечниками для регулировки мощности и позволяют выполнять все виды газопламенной обработки металла – от нагрева и пайки до сварки и резки.
Средства защиты
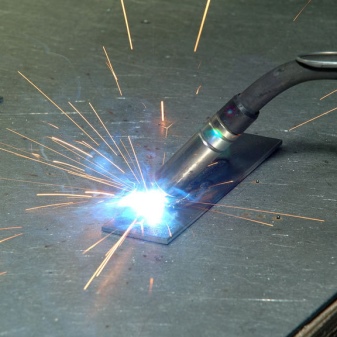
Во время сварочного процесса есть риск повредить кожу или глаза. Отлетающие расплавленные частички металла способны привести к серьёзным травмам. Во избежание этого всегда работайте в сварочном костюме из толстой ткани. Большое количество брызг попадает на руки. Их необходимо защитить в первую очередь. Обычные рабочие перчатки здесь не подойдут, они легко прожигаются и не способны противостоять даже мелким искрам.
Сварочные краги должны надёжно защищать руки от температурного и абразивного воздействия, но при этом не сковывать движения и обеспечивать чувствительность. Перчатки сварщика (краги) производства российской компании Кедр максимально соответствуют этим качествам. Они долговечны и удобны.
Во время газовой сварки вспышки отсутствует УФ-излучение. Но варить в обычных сварочных затемнённых очках не рекомендуется. Такая защита становится модной, особенно среди сварщиков-блогеров. Но вам станет плевать на модные тенденции после того как первая капля расплавленного металла попадёт вам на лицо. Присмотритесь к полноценным маскам сварщика от производителя КЕДР. Они удобны и надёжны. Да и те, кому важен дизайн, смогут среди предлагаемого на сайте разнообразия подобрать для себя подходящий вариант. При этом можно заказать доставку не только по Москве, но и во все регионы страны.
Взрывоопасность
Опасная особенность ацетилена – склонность к самовоспламенению. Это может произойти при температуре от 300 °С и давлении 150-200 кПа (1,5-2 атмосферы). При хранении и транспортировке ацетилена соблюдайте технику безопасности:
Храните и используйте баллоны с ацетиленом только в вертикальном положении. Держите их вдали от отопительных приборов и защищайте от прямых солнечных лучей.
Применяйте только специально предназначенные для ацетилена клапаны и регуляторы давления.
Отслеживайте содержание ацетилена в воздухе. Концентрация выше 0,5 % взрывоопасна.
Открывайте баллон только неискрящимся ключом.
Не допускайте долгого контакта с медью или серебром.
Если произошло возгорание, постарайтесь удалить из опасной зоны баллоны с газом, которые ещё не успели нагреться. Оставшиеся охлаждайте, поливая водой. Если загорелся газ, выходящий из баллона, перекройте вентиль и остудите водой. При сильном возгорании находиться рядом с баллонами опасно, тушить огонь лучше с безопасного расстояния.
Плюсы и минусы сварки ацетиленом
Первое и неоспоримое преимущество – это мобильность. Варить можно хоть в чистом поле без привязки к электричеству, причём практически все виды металлов. Нет необходимости в операционных стыках, даже если выполняется поворотный шов с большим расстоянием до стены. Можно сваривать между собой детали из разных металлов. Температура пламени регулируется – это позволяет уменьшить деформацию и точно подобрать режимы. Отсутствует сильное разбрызгивание металла.
К недостаткам можно отнести тот факт, что тепло от пламени распространяется на большую площадь детали и может изменить её свойства. Нельзя варить ацетиленом высокоуглеродистые стали. Детали толщиной более 5 мм тоже лучше доверить электросварке. При варке внахлёст образуется напряжение металла, из-за чего впоследствии возможна деформация. Ну и естественно – взрывоопасность.

Заключение
Сварка ацетилено-кислородной смесью практически незаменима, когда необходимо соединить тонкостенные трубы. С её помощью легко варить изделия из чугуна, цветных металлов и конструкционных сплавов. Сварка ацетиленом с успехом используется для ремонтных работ и пайки, а также для восстановления своими руками изношенных деталей. Например, на выработанную поверхность коленчатого вала можно наплавить новый слой металла, а затем точением и шлифовкой довести его до нужного размера и класса шероховатости.
Однако скорость работы небольшая и напрямую зависит от толщины металла. Так 1-миллиметровую листовую сталь сварщик может варить ацетиленом со скоростью 10-15 метров в час. При увеличении толщины до 5 мм, скорость работы упадёт в 3-4 раза. Это стоит учитывать, при планировании сроков предстоящей работы.
Начинающим сварщикам освоить ацетиленовую сварку не составит труда. Но делать это желательно под руководством опытных мастеров, соблюдая технику безопасности.
Устройство и классификация сварочных горелок

Для сварки металлов наравне с самим аппаратом важную роль играет сварочная горелка. От неё напрямую зависит качество конечного результата, безопасность процесса и уровень производительности.
Горелка для полуавтомата обычно поставляется в комплекте со сварочным аппаратом. Хороший производитель сразу подбирает оптимальный вариант. Но это расходник, который периодически изнашивается и требует замены. Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Зачем нужна сварочная горелка
Без горелки можно обойтись разве что выполняя сварку ручным дуговым методом (ММА). В остальных случаях – это главный инструмент сварщика. Он применяется во всех типах сварочных процессов, где требуется наличие газа:
MIG/MAG (в защитной газовой среде);
Главное её назначение заключается в смешивании и подаче защитного или горючего газа в рабочую зону, формировании устойчивого пламени. При этом силу горения можно регулировать.
Разбираемся в устройстве
Сварочные горелки для каждого из типов сварки могут иметь присущие только им конструктивные особенности. Но в целом их устройство идентично: сама горелка (гусак), рукав (шлейф) и контактный элемент.
Инструмент для газовой сварки максимально просто устроен. С тыльной стороны рукоятки два штуцера, к которым подключаются шланги. Подача газов регулируется вентилями. Внутри есть смесительная камера. К рукоятке посредством накидной гайки крепится наконечник. И завершает конструкцию мундштук, через который выходит пламя.
Горелка для сварочного полуавтомата отличается тем, что кроме газа, в неё по шлейфу подаётся ещё и ток, а также сварочная проволока. В мощных устройствах есть каналы для жидкостного охлаждения.
Принцип работы сварочной горелки
Это оборудование имеет простой принцип действия: газы через регулирующие вентили подаются в смеситель, после чего под давлением выходят наружу через сопло. Горящий газовый поток должен иметь определённую скорость – 70-150 м/сек. Превышение этого значения приводит к тому, что пламя отрывается от мундштука и затухает. А если скорость газа будет слишком низкой – огонь может переброситься внутрь инструмента, что чревато взрывом. Поэтому важно, чтобы горение происходило в заданных режимах.
В устройствах типа MIG/MAG или TIG процесс формирования шва происходит не под температурным воздействием пламени, а посредством электрической дуги. Но газ тоже присутствует и служит для формирования защитной среды вокруг сварочной ванны.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
С инжектором и без.
Газовые и жидкостные.
Универсальные и специализированные.
Однопламенные и многопламенные.
Ручные и машинные.
С разной мощностью пламени.
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
Средняя мощность (r3) – здесь также возможно применение инжекторных и безинжекторных механизмов. Размер наконечника М16х1,5. Варят металл толщиной 0,5-35 мм. Чаще используются в промышленных условиях.
Большая мощность (r4) – горелки только инжекторного типа со штуцером М16х1,5. Сваривают толстостенные конструкции от 40 до 85 мм.
Безинжекторные горелки
Диффузионные модели предельно просто устроены. Кислород и горючий газ подаются в смесительную камеру с одинаковым давлением по отдельным каналам. Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Безинжекторные горелки имеют свои плюсы: можно отдельно регулировать подачу каждого из компонентов, точно изменяя температуру пламени на выходе, для работы не требуется высокое давление. К минусам можно отнести неполное сгорание газа и небольшой КПД, риск попадания пламени внутрь форсунки с последующим взрывом держателя.
Инжекторные
В инжекторных моделях можно регулировать лишь давление кислорода. Он подаётся в смесительную камеру с большой скоростью мимо отверстий для поступления горючего газа. При этом создаётся разряженная зона низкого давления, под действием которой горючий газ устремляется в смеситель вслед за кислородом. А дальше по наконечнику смесь выходит наружу. Благодаря этому компоненты перемешиваются тщательно, а горение проходит с более высокой температурой. Пламя вырывается из форсунки с большей скоростью, что предотвращает его попадание внутрь. Недостаток заключается в неравномерном горении, из-за того, что невозможно точно отрегулировать соотношение компонентов.
Различия по применяемому газу
В сварочном процессе могут применяться три разных типа газовой смеси. Для каждого из них требуется своя горелка:
1. Для ацетиленовой сварки. Основное применение – сварка, пайка и подогрев металлов. Температура пламени – около 3200 °С. Можно варить чёрные металлы небольшой толщины. Работа с высококачественной легированной сталью тоже возможна, но качество будет низким.
2. Пропано-кислородные. Из-за низкой температуры горения пропана (2000-2100 °C) варить ими чёрный металл затруднительно, но возможно, если толщина материала до 3 мм и неважно качество соединения. Такие горелки лучше подходят для пайки с использованием высокотемпературного припоя.
3. Для газовоздушной пропановой сварки. Это горелки инжекторного типа для работы с пропан-бутановой смесью. Варить и паять ими не получится. Основное предназначение – нагрев неметаллических и металлических материалов. Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Горелки для полуавтомата (MIG/MAG)
Процесс сварки типа MIG/MAG осуществляется плавким электродом в среде защитного газа. Горелка состоит из трёх основных элементов: рабочая часть – гусак, кабель и контактный разъём, который служит для подключения к сварочному аппарату. По рукаву в рабочую часть подаётся проволока, газ и электрический ток. Гусак выполнен в форме пистолета с кнопкой активации.
При выборе горелки для полуавтоматической сварки следует учитывать ряд факторов: силу тока, длину рукава, тип охлаждения, эргономику и удобство в обслуживании.
С первым параметром всё предельно понятно, важно лишь знать, на какой максимальный ток рассчитан Ваш сварочный аппарат, и выбрать оборудование в соответствии с этим показателем.
Длину рукава подбирают исходя из собственных предпочтений и задач. Кто-то считает, что чрезмерно длинный шлейф способствует энергопотерям, отдавая предпочтение коротким. Другим же наоборот важен запас длины для большей мобильности.
Тип охлаждения бывает воздушный и жидкостный. Первый подходит для сварки небольшими токами (до 250 А). С более мощными сварочными аппаратами предпочтительней жидкостное охлаждение.
Эргономику каждый выбирает под себя. Важно, чтобы инструмент удобно лежал в руке и был хорошо сбалансирован.
Основная нагрузка приходится на рабочий край горелки. Для удобства обслуживания наконечник с соплом и диффузором делают съёмными. Это даёт возможность работать с проволокой разной толщины, облегчает их чистку или замену.
Для аргонодуговой сварки (TIG)
Аргоновая сварка также проходит в среде защитного газа, но используется тугоплавкий электрод, а формирование шва происходит за счёт присадочного материала. Здесь не требуется устройство для подачи электрода, он закреплён неподвижно в центре форсунки. Факторы, на которые стоит обратить внимание при выборе, здесь такие же, как в случае с полуавтоматом. Кроме этого, существуют вентильные TIG-горелки, позволяющие контролировать подачу газа. Удобно, если горелка для аргонодуговой сварки оснащена триггером, с помощью которого можно активировать подачу газа в необходимый момент.
Правила использования горелок для сварки
Первым делом необходимо зачистить свариваемые участки для обеспечения лучшего соединения и подобрать подходящую присадочную проволоку. Далее на сварочном аппарате предварительно регулируется сила тока и скорость подачи проволоки. После настраивается скорость газовой смеси. Этот параметр подбирается опытным путём или с помощью выбора встроенной программы. Теперь можно приступать непосредственно к сварке.
Факел и присадочная проволока направляются в начало шва. По мере образования сварочной ванны горелка перемещается вперёд. Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Важные нюансы
Работа с газом требует высокой квалификации сварщика, знание и соблюдение правил безопасности. В применении газовых горелок есть множество нюансов, приведём самые важные из них:
1. Для начала работы первым пускается горючий газ и только потом кислород. Чтобы погасить горелку, наоборот: сначала перекрывается кислород, а затем горючий газ.
2. Газовые горелки бывают 2-тактными и 4-тактными. В первом случае для активации необходимо нажать и удерживать клавишу пуска. Отпускаете – работа прекращается. Принцип работы 4-тактной горелки другой: короткое нажатие кнопки включает подачу газа и активирует процесс сварки, при повторном коротком нажатии газ перестаёт поступать.
3. Диаметр проволоки в полуавтоматической горелке должен точно соответствовать диаметру её направляющей внутри сопла.
Правильный выбор
Любые работы с использованием газа относятся к разряду опасных. Поэтому очень важно внимательно относиться к выбору газосварочного оборудования. Никогда не пренебрегайте правилами техники безопасности и выбирайте оборудование только от проверенных производителей.
В каталоге товаров компании представлены горелки для полуавтоматов, а также для аргонодуговой сварки, отвечающие самым высоким параметрам безопасности. Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Как выбрать и настроить ацетиленовую горелку
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
Устройство ацетиленовой горелки

Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а - голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Принцип действия
Газосварочные горелки ацетиленовые выполнены таким образом, что ацетилен и кислород движутся по собственным каналам к соплу, где протекает процесс смешивания.
В результате химической реакции образуется кислородно - газовая смесь, которая выходит с высокой скоростью сквозь откалиброванное сопло наконечника. Топливную смесь зажигают, в результате чего создается сварочный факел, величину которого регулируют кранами.

Сварочный процесс стартует с нагревания кромок элементов, после чего они оплавляются и соединяются. Сварка требует значительного расхода газа, для формирования высокотемпературного режима.
Следующий этап соединения металлических деталей — наплавление присадочного металлического прутка с мягкой структурой, который способен заполнить сварочную ванну, образованную у кромок деталей.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
- Возможность регулировки дистанции до свариваемой зоны и температурных режимов, что исключает прожоги при сварке тонких изделий.
- Мобильность передвижения по строительному участку.
- Надежность и высокое качество сварных соединений.
- Контролирование сварочного процесса.
- Способность исполнения неповоротного сварного шва, рядом с препятствиями, без выполнения операционного стыка.
- Формирование неразъемных соединений из металла с различной температурой плавления.
- Регулирование мощности и величины сварочного пламени.
- Увеличение производственного качества сварного шва благодаря использованию легирующей сварной проволоки.
- Низкая цена горелки и материалов для обеспечения работы устройства.
Минусы при эксплуатации сварочных устройств на ацетилене:
- Работы можно производить исключительно обученным и аттестованным сварщикам.
- Небольшая продуктивность работ.
- Трансформация химических и структурных качеств металла на значительной зоне нагрева.
- Использование ацетилена формирует высочайшую пожарную опасность в окружающем пространстве.
- Низкокачественная сварка деталей из легированных металлов.
- Неосуществимость проведения сварочных операций внахлест.
Как выбрать ацетиленовую горелку

В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок

Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 - м "Малютка" - для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 - 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс - 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 - 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
Читайте также: