Агрегат сварочный постоянного тока
Обновлено: 18.05.2024
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.

Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Однопостовые агрегаты или установки постоянного тока переменного напряжения
Однопостовой сварочный генератор, т. е. сконструированный для питания одного сварочного поста или одной сварочной дуги, должен иметь круто падающую характеристику (фиг. 29). Таким образом, однопостовой сварочный генератор не поддерживает постоянного напряжения на своих зажимах, которое быстро меняется вместе с изменением нагрузки, падая почти до нуля при коротком замыкании цепи, когда электрод касается изделия. Поэтому однопостовые генераторы часто называются генераторами переменного напряжения. Сила тока такого генератора остаётся более или менее постоянной за время горения дуги.
Рассмотрим, каким образом можно получить нужную форму круто падающей характеристики генератора.

Напряжение на зажимах генератора равно его электродвижущей силе за вычетом падения напряжения во внутренней цепи. Для уменьшения потерь и повышения к. п. д. внутреннее сопротивление генератора, обмоток его якоря, щёток и щёточных контактов делается возможно малым и потому вызывает незначительную потерю напряжения порядка нескольких вольт при полной нагрузке. Поэтому для значительного изменения напряжения генератора с изменением нагрузки необходимо соответственно менять его электродвижущую силу. Электродвижущая сила Е генератора постоянного тока может быть выражена следующим образом:
где к — постоянная, характеризующая данный генератор, определяемая его конструкцией и размерами.
В этой формуле переменными величинами являются п — число оборотов якоря генератора и Ф — магнитный поток, пронизывающий якорь генератора. Таким образом, для изменения электродвижущей силы генератора нужно менять число оборотов якоря п пли магнитный поток Ф, пронизывающий обмотку якоря генератора.
В настоящее время сварочные агрегаты с переменным числом оборотов не применяются. Существующие агрегаты работают практически при постоянном числе оборотов. Таким образом, остаётся единственная возможность изменения электродвижущей силы: соответственно изменять магнитный поток, пронизывающий обмотку якоря генератора. Изменение магнитного потока, пронизывающего якорь, может достигаться изменением величины общего потока генератора или его направления.
Существует два основных способа воздействия на магнитный поток генератора: 1) применение размагничивающих обмоток на полюсах генератора; 2) использование реакции якоря генератора. Рассмотрим сначала применение размагничивающей обмотки. В этом случае получается генератор с так называемым дифференциальным возбуждением. Схема простейшего генератора с дифференциальным возбуждением показана на фиг. 30.

С увеличением нагрузки вычитаемые ампер-витки последовательной обмотки растут, а результирующие ампер-витки генератора уменьшаются. При замыкании сварочной цепи прикосновением электрода к изделию ампер-витки последовательной обмотки настолько возрастают, что в генераторе остаются лишь незначительные ампер-витки , необходимые для поддержания тока короткого замыкания в системе. Приближённо можно принять, не учитывая реакции якоря, что при коротком замыкании ампер-витки обмотки независимого возбуждения и последовательной обмотки равны по абсолютной величине и противоположны по знаку:
Следовательно, ток короткого замыкания приблизительно пропорционален току независимого возбуждения и для изменения тока короткого замыкания, а следовательно, и сварочного тока, необходимо соответственно изменять ток независимого возбуждения, что осуществляется соответствующим реостатом, или так называемым магнитным регулятором в цепи возбуждения.
Генераторы с дифференциальным возбуждением подвергались различным изменениям и усовершенствованиям. В Советском Союзе сварочные генераторы с дифференциальным возбуждением под названием СМ производились до конца 1932 г., когда наша промышленность перешла на более совершенные системы. Генераторы СМ имели усложнённую 3-обмоточную систему возбуждения. Помимо независимой и последовательной обмоток генераторы имели ещё шунтовую обмотку, присоединённую к щёткам генератора параллельно с якорем (фиг. 31). Дополнительная шунтовая обмотка введена в схему для изменения формы внешней характеристики генератора. Характеристики 3-обмоточного генератора располагаются выше характеристик 2-обмоточного и имеют более выпуклую форму. Чем меньше сопротивление регулятора в цепи шунтовой обмотки, тем больше разница в характеристиках.
Недостатками генераторов с дифференциальным возбуждением являются: 1) необходимость отдельного источника постоянного тока для питания обмотки независимого возбуждения; 2) медленность установления нового режима работы генератора при внезапных изменениях сварочной дуги, например при переходе от короткого замыкания к зажиганию дуги, т. е. недостаточно удовлетворительные динамические свойства генератора.
Рассмотрим сварочные генераторы, использующие преимущественно действие реакции якоря. Таким, например, является современный советский генератор СМГ с расщеплёнными полюсами, который изготовляется в больших количествах и является основным типом сварочного генератора, которым пользуется наша промышленность. Для понимания действия генератора СМГ полезно рассмотреть в отдельности его магнитную и электрическую схему (фиг. 32).

Генератор имеет четыре основных полюсных сердечника и два дополнительных. Основные сердечники имеют необычное чередование полярности, рядом расположены два северных, а затем два южных сердечника, поэтому несмотря на наличие четырёх сердечников генератор СМГ является двухполюсным. Два северных сердечника можно рассматривать как один большой северный полюс, у которого вырезана внутренняя часть, а два южных сердечника — как один южный полюс с удалённой средней частью. Отсюда и происходит название генератора с расщеплёнными полюсами.
Электрическая схема генератора может быть различной, для определённости примем схему, показанную на фиг. 33, обычно выполняемую в настоящее время нашей промышленностью. Генератор имеет две главные щётки, расположенные на нейтрали и одну вспомогательную, расположенную по оси полюсов.

Одна пара сердечников — северный и южный — снабжена вырезами так, что железо их находится всегда в сильно насыщенном состоянии за перегибом кривой намагничивания. Поэтому изменение магнитодвижущей силы в цепи этих сердечников лишь незначительно изменяет их магнитный поток. Эти сердечники носят название продольных или главных.

Другая пара сердечников, называемых поперечными, работает при низких насыщениях, и магнитный поток в них может изменяться в широких пределах не только по величине, но и по направлению, от плюс 100% через нуль, до минус 100%. Направление вращения якоря, расположение щёток и магнитодвижущая сила обмоток выбраны таким образом, что магнитодвижущая сила реакции якоря подмагничивает главные сердечники и размагничивает поперечные. Примерное расположение векторов магнитодвижущих сил главных и поперечных полюсов показано на фиг. 34, а. Магнитодвижущая сила полюсов мало зависит от нагрузки. Распределение составляющих магнитодвижущей силы реакции якоря при нагрузке показано на фиг. 34, б. Магнитодвижущая сила реакции якоря изменяется приблизительно пропорционально сварочному току. Переходя от магнитодвижущих сил к магнитному потоку и учитывая насыщенность главных полюсов, легко видеть, что с изменением нагрузки результирующий магнитный поток генератора мало изменяется по абсолютной величине, но ось его поворачивается в пространстве на значительный угол, почти на 90° при изменении нагрузки от 0 до максимальной. При этом изменяется и электродвижущая сила генератора пропорционально косинусу угла отклонения оси магнитного потока от оси полюсов (фиг. 35). В результате получается падающая внешняя характеристика генератора, показанная на фиг. 36.
Генератор весьма чувствителен к положению щёток на коллекторе, при смещении которых в ту или другую сторону от нейтрали на две-три коллекторных пластины можно изменить мощность генератора от минимальной до максимальной. Поэтому для регулирования мощности генераторы СМГ снабжаются устройством для


удобного перемещения щёток генератора по окружности коллектора. Изменение мощности генератора с перемещением щёток происходит вследствие изменения направления магнитодвижущей силы реакции якоря, направленной всегда по оси щёток. Смещение щёток по направлению вращения уменьшает сварочный ток, а против направления вращения увеличивает его.
Наша промышленность выпускает в настоящее время главным образом генератор типа СМГ-2 на силу тока до 250 а при ПВ 100% и до 320 а при ПВ 50% при 1450 об/мин. Электрическая схема генератора СМГ-2 подвергалась многочисленным видоизменениям, отмеченным добавкой букв в обозначении типа генератора СМГ-2а, СМГ-26, СМГ-2в н т. д. Все эти генераторы имеют одну и ту же мощность и дают ток до 250 а непрерывно и до 320 а для ПВ 50%.
Наиболее современная и удачная схема генератора СМГ-26 (фиг. 37) имеет обмотки возбуждения генератора, включённые между вспомогательной и одной из главных щеток *. При работе напряжение между главными щётками колеблется от нуля при коротком замыкании, до максимума — приблизительно 75 в — при холостом ходе. Напряжение между вспомогательной и главной щётками остаётся постоянным, практически не зависит от нагрузки и составляет приблизительно 24 в.
Постоянство напряжения между вспомогательной и главной щётками становится понятным при рассмотрении схем генератора (фиг. 32 и 33). Эти щётки снимают напряжение с проводников обмотки якоря, находящихся в данный момент под продольными или главными полюсами. Главные полюсы всегда находятся в состоянии высокого магнитного насыщения, и магнитный поток в них почти не меняется, несмотря на значительные изменения магнитодвижущей силы. Таким образом, вспомогательная щётка генератора СМГ заменяет отдельный возбудитель генератора СМ. Цепь возбуждения генератора разделяется на две параллельные ветви: в одну включены обмотки главных полюсов и часть обмотки поперечных полюсов (эта цепь не регулируется), в другую ветвь включена вторая часть (регулируемая) обмотки поперечных полюсов;

в эту ветвь включён реостат — магнитный регулятор. С увеличением тока возбуждения поперечных полюсов возрастает сварочный ток, а с уменьшением — уменьшается.
Регулирование магнитным регулятором в цепи возбуждения генератора очень удобно и достаточно точно, но диапазон этого регулирования недостаточен. Для расширения пределов регулирования в генераторе СМГ-2 использован сдвиг щёток по коллектору. Щётки могут быть поставлены в трёх определённых положениях на коллекторе, соответствующих малым, средним и большим сварочным токам,
Вращение якоря сварочного генератора осуществляется приводным двигателем. Сварочный генератор, соединённый с приводным двигателем, образует сварочный агрегат. Соединение с двигателем может быть непосредственное — вал с валом, если числа оборотов генератора и двигателя совпадают. При различных числах оборотов генератора и двигателя между их валами приходится ставить промежуточную передачу: ременную, зубчатую и т. п. Агрегаты с непосредственным соединением генератора и двигателя удобнее и обладают лучшим к. п. д. Сварочные генераторы обычно имеют нормальное число оборотов — около 1450 в минуту, что соответствует числу оборотов 4-полюсного асинхронного электродвигателя 3-фазного переменного тока, являющегося чаще всего приводным двигателем для сварочных агрегатов. Двигатель должен хорошо выносить перегрузки и поддерживать постоянное число оборотов с точностью ± 5% при изменениях нагрузки от 0 до максимума. Указанным требованиям достаточно хорошо удовлетворяют стандартные асинхронные электродвигатели переменного 3-фазного тока.
Двигатели внутреннего сгорания удовлетворяют указанным требованиям гораздо хуже, так как они плохо выносят перегрузки, поэтому приходится применять двигатели повышенной номинальной мощности, что увеличивает расход горючего агрегатами. Двигатели внутреннего сгорания имеют сильно колеблющееся число оборотов при изменениях нагрузки. Обычные регуляторы числа оборотов двигателей не удовлетворяют требованиям сварки, поэтому требуются двигатели внутреннего сгорания со специальными регуляторами повышенной точности, отвечающими требованиям сварочных агрегатов. На заводах наиболее распространены сварочные агрегаты с приводными моторами 3-фазного тока. Агрегат СМГ-2 с электродвигателем 3-фазного тока, мощностью 15 квт , 1450 об/мин., на сварочный ток до 320 а показан на фиг. 38.
В этом случае генератор и электродвигатель имеют обычно-скользящие подшипники с кольцевой смазкой, что требует точной горизонтальной установки вала генератора по уровню. Поэтому агрегаты эти рассчитаны на стационарную установку. Генератор и электродвигатель устанавливаются на общей сварной фундаментной раме, концы валов соединяются эластичной муфтой; вес агрегата 750 кг. Для уменьшения веса и размеров сварочного агрегата, а также для некоторого повышения его к. .п. д. нашей промышленностью выпускается агрегат СУГ-26 в однокорпусном исполнении, с генератором СМГ-26. Общий вид агрегата показан на фиг. 39.
Генератор и электродвигатель имеют общий корпус и общий вал, установленный на двух шариковых упорных подшипниках, не требующих строгой горизонтальной установки вала агрегата. Агрегат СУГ-26 является передвижным и снабжён тремя колёсами и дышлом для перевозки, он может быть также снят с колёс и поставлен стационарно. Размеры агрегата уменьшены, и его вес снижен до 550 кг за счёт применения общего корпуса и общего вала и понижения мощности электромотора. Портативность агрегата СУГ-26 делает его особо удобным для промышленного использова ния , и в настоящее время он является наиболее распространённым типом на наших заводах. Недочётом агрегата СУГ-26 является недостаточная мощность приводного электромотора, равная 11,6 квт , особенно заметная при существующем стремлении к повышению про-. изводительности сварки и мощности сварочной дуги. В настоящее время выпускаются однокорпусные агрегаты повышенной мощности.


Для работ в полевых условиях при отсутствии электрической силовой сети используются сварочные генераторы СМГ-2 с приводным двигателем внутреннего сгорания — бензиновым или керосиновым. Типы подобных агрегатов достаточно разнообразны; применяются ремённый привод генератора со шкива трактора, привод от двигателя автомашины, на которую установлен генератор, и т. д.
Наиболее распространённым сварочным агрегатом с двигателем внутреннего сгорания мощностью около 30 л. с. является агрегат САК (фиг. 40). Валы двигателя и генератора соединены эластичной муфтой — маховиком и установлены на общей сварной фундаментной раме. Агрегат имеет общий вес около 1100 кг и может удобно перевозиться на грузовом автомобиле. Расход горючего равен 5—6 кг/час при нормальной работе на сварке.
Иногда встречается необходимость в больших силах сварочного тока, например для питания сварочных автоматов, горячей сварки чугуна, дуговой резки металла, подводных работ и т. д. Для подобных работ наша промышленность выпускает специальные однопостовые агрегаты повышенной мощности. При отсутствии на месте более мощного сварочного агрегата можно прибегнуть к параллельному соединению на одну дугу двух или трёх агрегатов СМГ-2. Общий к. п. д. сварочного агрегата СМГ-2 с электродвигателем 3-фазного тока доходит до 0,6 при полной нагрузке. Длительный к. п. д. ввиду значительной мощности, расходуемой при холостом ходе, обычно не превышает 0,40—0,45.
Средний расход электроэнергии при ручной сварке составляет 7—8 квт-час на 1 кг наплавленного металла.
В настоящее время достигнуты значительные успехи в конструировании и производстве статических выпрямителей, преобразующих переменный ток в постоянный, и возникает вопрос о возможности замены сварочных мотор-генераторных агрегатов сварочными выпрямителями. Имеются уже опытные выпрямительные сварочные установки, дающие удовлетворительные результаты. Наиболее вероятно применение для целей сварки селеновых и газотронных выпрямителей.
В табл. 2 приведём средние сравнительные данные для ручной сварки по расходу электроэнергии при питании поста дуговой электросварки от силовой сети 3-фазного тока.
Сварочные генераторы

Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
Коллекторные сварочные генераторы
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф - магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 - J св R г, где U2 - выходное напряжение на клеммах генератора при нагрузке; Jсв - сварочный ток; Rг - суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора.
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
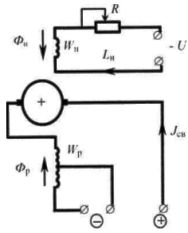
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.

Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
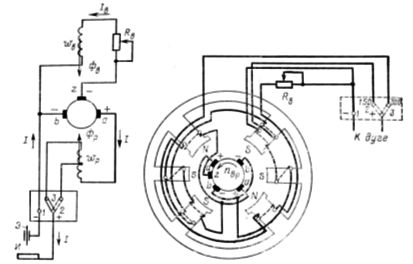
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением
В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками.
Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.

Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Вентильные сварочные генераторы
Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
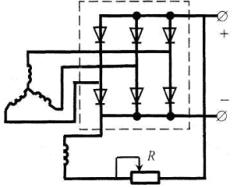
Рис. 3. Схема вентильного генератора с самовозбуждением
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная.
Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
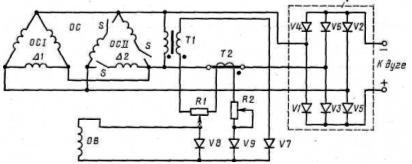
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
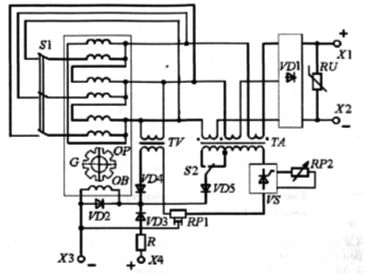
Рис. 5. Принципиальная схема сварочного генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х. На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР.
Формирование искусственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением. Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage 500.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Как устроен аппарат для сварки постоянным током
Читайте также: