Агрегаты сварочные однопостовые для ручной электродуговой сварки
Обновлено: 18.05.2024
Компания СК СВАРКА поставляет все модели однопостовых и многопостовых сварочных агрегатов серии АДД для ручной дуговой сварки. Мы рады предложить Вам продукцию заводов ЗСО "Искра" и ЗСО "Уралтермосвар" для ручной дуговой сварки: однопостовые сварочные агрегаты АДД-2001, АДД-2003, АДД-4004, АДД-5001 и другие модели; двух- и четрехпостовые агрегаты со встроенным генератором АДД-2х2501, АДД-2х2502, АДД-4х2501В, АДД-2х2502П и другие; агрегаты для сварки и воздушно-плазменной резки в полевых условиях АДД-4004ПРиУ1, АДД-4004ПРиУ1 и АДПР-2х2501В, АДПР-2х2501ВП. Рекомендуем обратить внимание на двухпостовые сварочные агрегаты АДД-2х2501.
Также предлагаем ознакомиться с однопостовыми сварочными агрегатами SuperArc и Miller Electric.
Однопостовые сварочные агрегаты АДД
Фото
Модель агрегата
Сварочный ток, А
Напряжение, В
Топливо
Количество постов, шт
Краткое описание сварочного агрегата
АДД-2001 предназначен для автономного питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током.
АДД-2003 – является источником постоянного сварочного тока, обеспечивая сварку и резку штучными электродами диаметром от 2 до 5 мм с любым типом покрытия.
АДД-4004+ВГ – агрегат сварочный предназначен для питания одного сварочного поста ручной дуговой сварки.
Возможна установка вспомогательного генератора на 220В, 50Гц, 4,2 кВа.
АДД-3123 c дополнительным генератором на 220 В мощностью 2-4 кВт. На шасси (прицеп) для а/м УАЗ и КМЗ.
АДД-4004 - стационарный однопостовый сварочный агрегат.
АДД-4004П - предвижной однопостовый сварочный агрегат.
АДД-4004.6 используется для работы в полевых условиях, т.к. конструкция включает в себя автономный источник питания в виде двигателя внутреннего сгорания.
АДД-4004.6П предназначен для работы в полевых условиях.
АДД 4004.6 + ВГ, АДД 4004.6П + ВГ для ручной дуговой сварки включают в себя автономный источник питания ДВС.
АДД-4004М - однопостовый дизельный агрегат. Дизель Д-144 воздушного охлаждения 50 л.с., (60-450А) на раме.
АДД-4004+ВГ
(со встроенным генератором)
АДД-4004+ВГ – сварочный агрегат предназначен для питания одного сварочного поста ручной дуговой сварки.
Возможна установка вспомогательного генератора на 220В, 50Гц, 4,2 кВа.
АДД-4004П+ВГ
(со встроенным генератором)
АДД-4004П+ВГ – в качестве привода используются дизельные двигатели Д-144 с воздушным и Д-242 с водяным охлаждением.
АДД-4004 МВ - агрегат сварочный со вспомогательным генератором 4 кВт, 220В, дизель Д-144, аттестован ВНИИГАЗ.
Предназначен для питания одного поста ручной дуговой сварки в полевых условиях.
АДДУ-4001 – Агрегат сварочный с универсальными характеристиками (ММА, МИГ/МАГ).
40-400А, вспомогательный генератор (4кВт, 220В, 50Гц), на раме, дизель Д-144
АДД-5001 предназначен для питания одного сварочного поста. Приводной двигатель дизельный модели Д 144-60, 2000 об/мин., 60 л.с. с воздушным охлаждением. Сварочный генератор индукторного типа с выпрямлением тока, КПД 70%.
АДД-5001П можно использовать в качестве прицепа – перемещение со скоростью 45 км/ч.
Многопостовые сварочные агрегаты серии АДД
АДД-2х2502, АДД-2х2502П с дизельным двигателем модели Д-144-60, 2000 об/мин., 60 л.с. с воздушным охлаждением.
АДД-2х2502.1, АДД-2х2502.1П – двухпостовый сварочный агрегат для ручной сварки.

(с двигателем Д-144 и Д-242,охлаждение двигателя в
характеристиках воздушное\водяное)
Сварочный агрегат АДД-2х2501 на раме (два поста по 250А или один 500А) (25-250 А) дизель Д-144
АДД-2х2502.1+ВГ, АДД-2х2502.1П+ВГ – служат для автономного питания двух сварочных постов при ручной дуговой сварке, резке и наплавке металлов постоянным током.

(с двигателем Д-144 и Д-242,охлаждение двигателя в
характеристиках воздушное\водяное)
ДД-2х2501В, АДД-2х2501ВП - агрегат сварочный, двухпостовой, со вспомогательным генератором, Д-144, аттестован ВНИИГАЗ
АДДУ-2x2501 - усовершенствованный универсальный двухпостовой сварочный агрегат, предназначенный для работы в автономных полевых условиях. Обеспечивает питание одновременно двух независимых постов.
АДД-4х2501В агрегат сварочный (4 поста по 250А), вспомогательный генератор 4кВт, 220В, 50Гц, дизель Д-242, на раме, аттестован ВНИИГАЗ.
АДД-4х2501ВП - передвижной агрегат для ведения сварочных работ в условиях строительства магистральных трубопроводов.
Оборудование для дуговой сварки
Ручная дуговая сварка, источником теплоты которой служит электрическая дуга, занимает одно из ведущих мест среди различных видов сварки плавлением. Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Оборудование для дуговой сварки:
В качестве оборудования, создающего устойчивую сварочную дугу, применяют различные трансформаторы, выпрямители и генераторы. В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей промышленность выпускает большой ассортимент оборудования с различными техническими характеристиками. Однако все они должны удовлетворять следующим требованиям:
- иметь на зажимах источника тока напряжение холостого тока при разомкнутой сварочной цепи, достаточное для возбуждения и устойчивого горения сварочной дуги. При этом напряжение холостого тока должно быть безопасным, то есть не более 80 — 90В;
- обеспечить ток короткого замыкания, не превышающий установленных значений, выдерживая продолжительные короткие замыкания без перегрева и повреждения возбуждающей обмотки;
- иметь устройства для плавного регулирования силы сварочного тока;
- обладать хорошими динамическими свойствами, обеспечивая быстрое восстановление напряжения после коротких замыканий;
- обладать хорошей внешней характеристикой.
Для бытового потребления современная промышленность выпускает сварочные аппараты, отличающиеся двумя характеристиками. Первая из них — это максимальный сварочный ток, а вторая — время работы, на протяжении которого в 10 минутном рабочем цикле вырабатывается этот максимальный ток. К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
Характеристики сварочного оборудования
Внешняя характеристика сварочного тока выражает зависимость между напряжением на зажимах выходных клемм и током в сварочной цепи (рис.1). Различают четыре вида внешних характеристик (крутопадающая I, пологопадающая 2, жесткая 3 и возрастающая 4) выбор которых зависит от вольт-амперной характеристики сварочной дуги. Под вольт-амперной характеристикой (ВАХ) (рис.2) понимают зависимость напряжения дуги от силы сварочного тока.
| Рис. 1. Внешние характеристики источников питания для дуговой сварки | Рис. 2. Вольт-амперная характеристика дуги — А; зависимость напряжения дуги ( Uд ) от длины (Ld ) — Б |
Вольт-амперная характеристика сварочного аппарата отличается от вольт-амперной характеристики любого другого источника питания своей нелинейной зависимостью. Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Сварочные аппараты ручной дуговой сварки плавящимися электродами с защитным покрытием обычно эксплуатируются на ниспадающем и жестком участках ВАХ (зоны I и II). Для питания такой дуги применяют источники питания с крутопадающей и пологопадающей внешней характеристикой, так как отклонения тока при изменении дуги у этих аппаратов обычно незначительны. Это особенно важно при сварке в труднодоступных местах, когда сварщику приходится подбирать длину дуги.
Механизация процессов при сварке под флюсом или плавящимся электродом в защитных газах позволяет выполнять саморегулирование дуги при ее случайных отклонениях. Это достигается изменением скорости плавления электрода, то есть при уменьшении дуги автоматически повышается ток, и скорость плавления электрода увеличивается. Для такой сварки предпочтительнее источники питания с возрастающей ВАХ и возрастающей или жесткой внешней характеристикой.
Сварочные трансформаторы
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
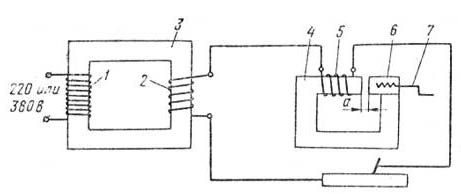
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
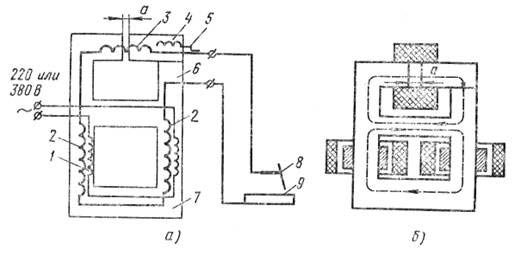
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
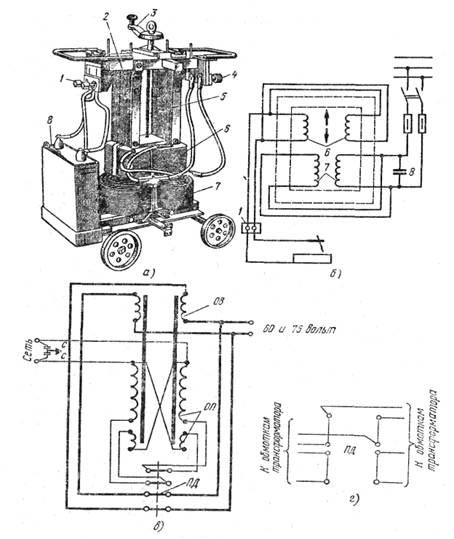 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Однопостовые агрегаты
Сварочный агрегат АДД-4004М используется при ручной дуговой сварке, а также при наплавке и резке металлов постоянным током. От данного сварочного агрегата запитывается один сварочный пост.
Сварочные агрегаты АДД-4004М оснащаются выносным регулятором, который позволяет сварщику регулировать сварочный ток в трех диапазонах (60 - 170А, 150 - 330А и 300 - 430А) с расстояния до 20 метров от агрегата.
Сварочные агрегаты АДД-4004М оборудованы сварочным генератором ГД-4006У2, прошедшим аттестацию по начальному зажиганию дуги, стабильности процесса горения дуги, эластичности дуги, качеству формирования шва и разбрызгиванию металла. Указанные свойства генераторов, устанавливаемых в сварочных агрегатах АДД-4004М, соответствуют или превосходят аналогичные характеристики коллекторных генераторов. Сварочные агрегаты АДД-4004М могут эксплуатироваться в тяжелых условиях. Для защиты агрегатов от механических повреждений предусмотрен цельный сварной каркас из швеллера.
В сварочных агрегатах АДД-4004М устанавливаются топливные баки, емкость которых составляет 120 литров. По этому показателю данные сварочные агрегаты превосходят все известные аналоги. Агрегаты АДД-4004М удобны в работе. Рациональное расположение всех органов управления обеспечивает беспрепятственный доступ для технического обслуживания и ремонта. Сварочные агрегаты АДД-4004М соответствуют нормам ГОСТ 2402 "Агрегаты сварочные. Общие технические требования", а также всем нормам безопасности (сертификат соответствия).
Сварочные агрегаты АДД-4004М могут эксплуатироваться при температуре от -40 до +400С.
Технические данные сварочных агрегатов АДД-4004М
Режим сварки
Число постов сварки. 1
Номинальный сварочный ток поста, А (при ПН-60%). 400
Номинальное рабочее напряжение, В. 36
Пределы регулирования сварочного тока, А. 60-400
Напряжение холостого хода, В. 70-90
Данные двигателя
Тип двигателя. Д-144. Д-242
Мощность двигателя, кВт/л.с. 37/50. 44,1/60
Охлаждение. воздушное. водяное
Номинальная частота вращения, об./мин. 1800. 1800
Общие данные
Габаритные размеры, мм. 2050 х 1000 х 1300. 2250 х 1000 х 1580
Масса, кг. 900 . 1120
Сварочные агрегаты АДД-4004МП поставляются на усиленном одноосном шасси грузоподъемностью 1,5 тонн с колесами ГАЗ-53. Шасси имеет все необходимые световые приборы и сертификат соответствия.
Сварочные агрегаты АДД-4004МВ (АДД-4004МВП)
Сварочный агрегат АДД-4004МВ (АДД-4004МВП) обеспечивает питание одного сварочного поста при ручной дуговой сварке, наплавке и резке металлов постоянным током. Сварочные агрегаты АДД-4004МВ также используются для питания электроинструмента и освещения.
Данные сварочные агрегаты оснащаются термопеналом на 8кг с питанием от сварочной цепи для поддержания электродов в сухом состоянии. Плавно-ступенчатое регулирование сварочного тока производится в трех диапазонах - 60 - 170А, 150 - 330А, 300 - 430А. Сварщик может осуществлять регулировку дистанционно, со своего рабочего места на удалении до 20 метров от агрегата с помощью легкого выносного регулятора.
В сварочных агрегатах АДД-4004МВ установлен сварочный генератор ГД-4006У2, аттестованный по основным сварочным свойствам: начальному зажиганию дуги, стабильности процесса горения дуги, эластичности дуги, качеству формирования шва и разбрызгиванию металла. По результатам аттестации указанные свойства находятся на уровне или выше аналогичных характеристик коллекторных генераторов. Сварочные агрегаты АДД-4004МВ также оснащаются вспомогательным генератором, который имеет все необходимые по требованиям электробезопасности приборы: омметр контроля изоляции, частотометр, вольтметр.
Сварочные агрегаты АДД-4004МВ имеют цельный сварной каркас из швеллера, защищающий сварочное оборудование от механических повреждений в тяжелых условиях эксплуатации. Емкость топливного бака, которым оборудуются сварочные агрегаты АДД-4004МВ, составляет 120 литров. Это наибольшая емкость среди всех известных сварочных агрегатов. Рациональное расположение всех органов управления сварочного агрегата обеспечивает удобство в работе и доступ для технического обслуживания и ремонта.
Сварочные агрегаты АДД-4004МВ соответствуют нормам ГОСТ 2402 "Агрегаты сварочные. Общие технические требования", а также всем нормам безопасности (государственный сертификат соответствия). Гарантийный срок 12 месяцев.
Технические данные сварочных агрегатов АДД-4004МВП
Вспомогательный генератор электропитания
Мощность, кВт. 4
Номинальное напряжение, В (при 50Гц). 230
Общие данные
Габаритные размеры, мм. 2050 х 1000 х 1300. 2250 х 1000 х 1580
Масса, кг. 980 . 1200
Сварочные агрегаты АДД-4004МВП поставляются на усиленном одноосном шасси грузоподъемностью 1,5 тн с колесами ГАЗ-53. Шасси имеет все необходимые световые приборы и сертификат соответствия.
Читайте также:
- Брима 160 сварочный инвертор
- Пульт для сварочного аппарата своими руками
- Типы сварочного оборудования для дуговой сварки
- Самые толстые электроды для сварки
- Свариваемость и контроль качества при сварке