Акт сварочных работ образец заполнения
Обновлено: 20.09.2024
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Внимание! Этот документ можно скачать в КонсультантПлюс.
- Бланк и образец
- Онлайн просмотр
- Бесплатная загрузка
- Безопасно
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
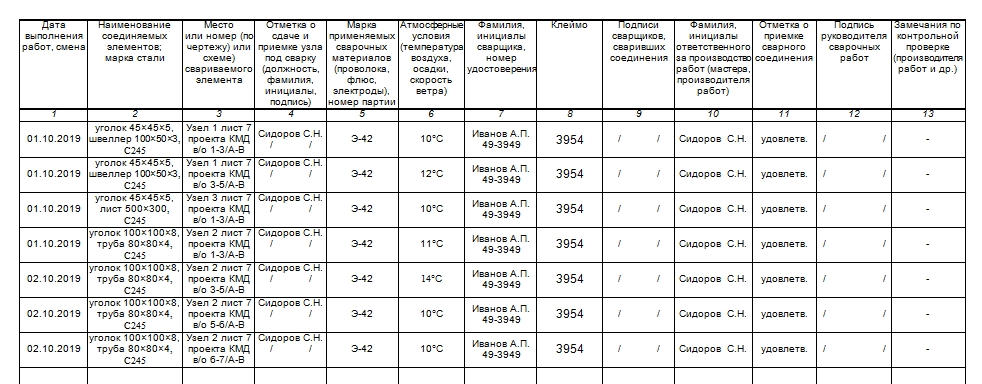
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Акт визуального осмотра сварных швов
Контроль за сварными швами является необходимой частью допуска различных конструкций до эксплуатации. Способы и результаты проверочных действий отражаются в специальном акте.
Как производится проверка сварных швов
На самом деле для исследования сварных швов могут применяться самые разные методы, например, ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные способы. Однако классический, по сей день актуальный и востребованный – обычный визуальный осмотр. Его цель: убедиться в том, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, прожогов, чрезмерной чешуйчатости и других изъянов. Преимущества этого вида исследования вполне очевидны: он не требует больших затрат, при этом доступен и достаточно информативен, но наряду с этим существуют и свои минусы: субъективность обследования, невысокая достоверность, возможность исследовать только видимую часть шва.
Визуальный осмотр может проводиться как невооруженным глазом (обычно, если речь идет о крупных, хорошо просматриваемых швах), так и при помощи различных приспособлений, таких как линзы, микроскопы, эндоскопы, дефектоскопы и т.д.
Они используются для выявления мельчайших скрытых дефектов, которые сложно обнаружить при простом осмотре внешней стороны сварного шва (например, микроскопических трещин, забоин, расслоения, изломов и т.д.). При этом существуют приборы, которые предназначены только лишь для использования в лабораториях и те, которые можно применять «в полях». Последние способны выдержать любые температурные и погодные условия (в том числе такие, которые имеют повышенный коэффициент радиационной, химической, бактериологической и т.п. опасности для человека).
Зачем нужна проверка сварного шва
Цель такого глубокого обследования вполне очевидна: как правило, любые конструкции, при которых используется сварка, предназначены для выдерживания определенной, достаточно серьезной нагрузки (особенно это касается строительных сооружений). И любое отклонение от технических норм, произошедшее при их изготовлении грозит тем, что конструкция не выдержит и сломается, что в свою очередь может привести не только к финансовым потерям, но и к угрозе жизни и здоровью людей.
Зачастую сварные швы проверяются не только после изготовления конструкции, но и в процессе ее эксплуатации – это связано с тем, что они могут подвергаться коррозии и другим неблагоприятным воздействиям. Также регулярные проверки необходимы при наплавке нескольких слоев на изношенную конструкцию, при этом контролируется каждый выполненный слой, измеряется длина шва, толщина основного металла, и эти данные сопоставляются с установленным нормативом для этого участка с учетом его нагрузки.
Периодичность проверок определяется нормами законодательства, а также внутренними нормативно-правовыми актами компании.
Своевременные и качественные визуальные осмотры дают возможность обнаружить разрушение шва как можно раньше, а также понять причины и найти способ для их устранения.
Кто осуществляет осмотр и составляет акт
Первоначальную проверку качества шва делает сам сварщик, который его выполнил. Дальнейший контроль осуществляется другими работниками: например, начальником участка, инженером и т.д. Важно, чтобы данные лица обладали нужными знаниями по технике визуальной проверки сварных швов, а также были снабжены необходимыми приборами и приспособлениями. Также они должны иметь представление о том, как сформировать акт визуального осмотра сварных швов.
Формат акта
Сегодня единый стандарт акта отсутствует, что обозначает, что делать его можно в произвольном виде. Однако, если внутри организации есть свой шаблон документа, который разработан и утвержден руководством, то использовать следует именно его. Хорошо, если формат акта будет указан в учетной политике предприятия.
Особенности оформления акта визуального осмотра сварных швов
В отношении оформления акта также никаких требований не выдвигается, то есть его можно писать от руки или набирать на компьютере, для него подойдет бланк с фирменным логотипом и реквизитами и обыкновенный листок бумаги. Единственное: если был сделан электронный бланк, то его следует распечатать для простановки в нем подписей ответственных лиц. Акт делается в одном оригинальном экземпляре, которому обязательно присваивается номер.
Сведения об акте обязательно должны быть внесены в специальный журнал учета, в котором достаточно сделать отметку о его номере и дате создания. Период хранения готового акта определяется администрацией предприятия индивидуально, исходя из норм, установленных законодательством, а также внутренних потребностей компании.
Акт должен храниться в отдельной папке либо в структурном подразделении, в котором он был сформирован, либо в архиве организации.
Образец акта визуального осмотра сварных швов
Если вам понадобилось составить акт осмотра сварных швов, который вы ранее никогда не делали, воспользуйтесь приведенным ниже образцом и прочитайте комментарии к нему – они помогут вам сделать требуемый документ без ошибок и неясностей.
Наряд-допуск к огневым работам
Огневые работы, как правило, связаны с высоким уровнем опасности для специалистов, которые их осуществляют, поэтому они требуют особого разрешения. В качестве него выступает специальный документ под названием «Наряд-допуск к огневым работам».
Огневыми работами считаются любые работы, при которых используется открытый огонь, происходит образование искр, а также нагревание конструкций, объектов, приборов, материалов и т.д. до высоких температур, способных привести к воспламенению, в том числе газо-, электросварка, бензинорезательные, электрорезательные, паяльные работы и т.п.
Перед тем как начать работу
Выполнять пожароопасные работы рекомендовано в светлое время суток, т.е. днем (за исключением форс-мажоров и аварий) и при участии специалистов, имеющих специальную подготовку и соответствующие документы (аттестаты, справки, удостоверения), подтверждающие их квалификацию.
Предварительно руководителем подразделения или начальником бригады (цеха, отдела, участка) должен быть прописан точный план будущих работ, на взрывоопасных участках установлено оборудование, позволяющее обезопасить объект, отключены источники питания, остановлены аппараты и установки, представляющие угрозу жизни и здоровью во время рабочего процесса, а также поставлены знаки о границах опасных зон.
Все специалисты, связанные с проведением работ должны пройти соответствующий целевой инструктаж, обеспечены средствами огнезащиты, инструменты должны быть проверены, а рабочее место подготовлено.
Только после обеспечения всех этих мероприятий выписывается наряд-допуск на проведение пожароопасных огневых работ.
Правила оформления допуска
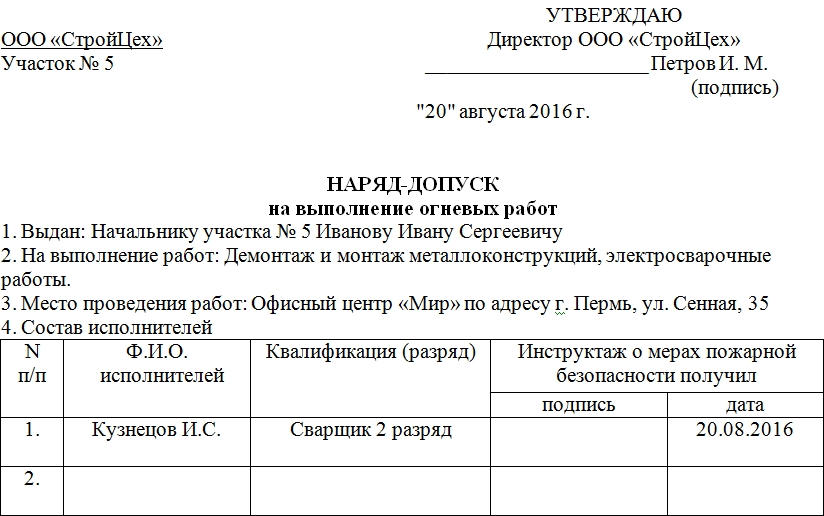
Согласно пункту 437 Правил противопожарного режима в РФ, на проведение огневых работ (огневой разогрев битума, газо- и электросварочные работы, газо- и электрорезательные работы, бензино- и керосинорезательные работы, паяльные работы, резка металла механизированным инструментом) на временных местах (кроме строительных площадок и частных домовладений) руководителем организации или лицом, ответственным за пожарную безопасность, оформляется наряд-допуск на выполнение огневых работ по форме, предусмотренной приложением № 4 (ниже именно оно). Заполняется допуск либо на обычном листе А4 формата, либо на фирменном бланке предприятия в двух экземплярах. Один из них передается руководителю работ, второй – сотруднику, который отвечает за пожарную безопасность на предприятии.
Наряд-допуск к огневым работам — разрешительный документ, который четко фиксирует объект, на котором будут проводиться работы, их наименование, сведения о специалистах, получающих к ним допуск, ответственных лицах, а также мерах пожарной безопасности, принятых на рабочем месте.
Инструкция по заполнению наряда-допуска к огневым работам
- В правой верхней части документа указывается полное наименование предприятия, сотрудники которого проводят огневые работы, а также структурное подразделение, к которому они относятся.
- В левую верхнюю часть вносятся данные о руководителе предприятия, а также дате оформления наряда-допуска. Здесь же, после окончательного заполнения документа директор должен будет поставить свою подпись.
- Ниже по центру строки пишется название документа.
- Затем отдельными пунктами вписывается, кому выдан наряд-допуск (т.е. ответственное за проведение работ лицо), на какие именно работы, а также сведения об объекте (здесь надо указать наименование объекта и его фактический адрес).
- В четвертый пункт вносится информация об исполнителях: тут нужно указать их профессию, квалификацию, дату последнего пройденного инструктажа. Напротив своей фамилии каждый участник работ должен обязательно расписаться.
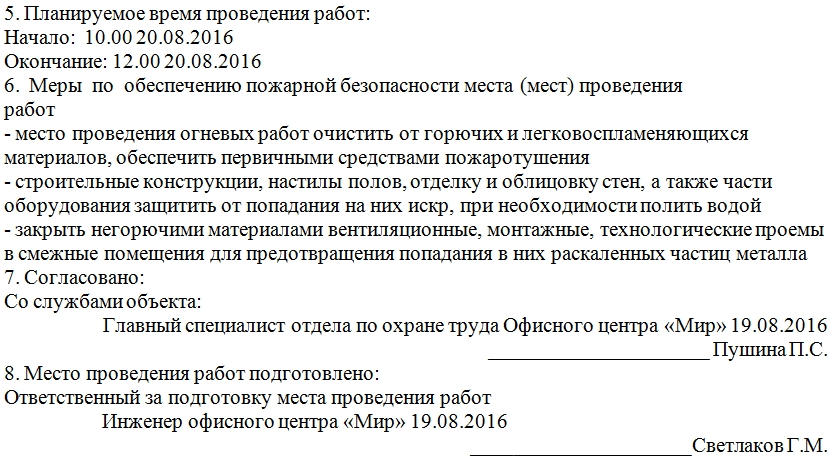
Следующие пункты наряда-допуска касаются непосредственно проводимых огневых работ.
- Сначала нужно указать время их начала и окончания (часы, минуты), затем принятые меры пожарной безопасности (подробно).
- Далее следует отметить, что огневые работы, а также принятые меры по обеспечению пожарной безопасности согласованы с ответственными службами объекта – здесь надо указать конкретного человека, его должность, фамилию, инициалы, дату согласования.
- Наконец, в последнем пункте этой части наряда-допуска аналогичным образом отмечаем сотрудника, ответственного за подготовку рабочего места к выполнению поставленных трудовых задач.
По правилам наряд-допуск должен оформляться на все виды работ по отдельности на одну дневную смену.
Если работы не завершены в установленный допуском срок, то в пункте 9 нужно внести запись о том, до какого времени они продлеваются (но не более чем на одну рабочую смену). В следующий пункт следует внести пометку о согласовании продления допуска к огневым работам.
Если в состав бригады исполнителей вносятся изменения (одни работники заменяются на других или же кто-то просто исключается или добавляется), это нужно отметить в специальной таблице.
После того, как все работы будут завершены, фиксируется факт окончания работ, дата и время, а также ставится подпись ответственного лица. После окончательного оформления наряд-допуск передается на утверждение и подпись руководителю предприятия.
Журнал сварочных работ образец заполнения СП 70.13330.2012

Журнал сварочных работ по СП 70.13330.2012 используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве. В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация. Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Сварочные работы –это работы направленные на соединения металлических элементов посредством высокого нагрева и плавления их поверхностей при помощи специального оборудования и сварочных материалов, в зависимости от способа воздействия на свариваемые детали (Виды сварки: термическая, электродуговая, газопламенная, электрошлаковая, плазменная).
Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
Пояснение к оформлению журнала сварочных работ
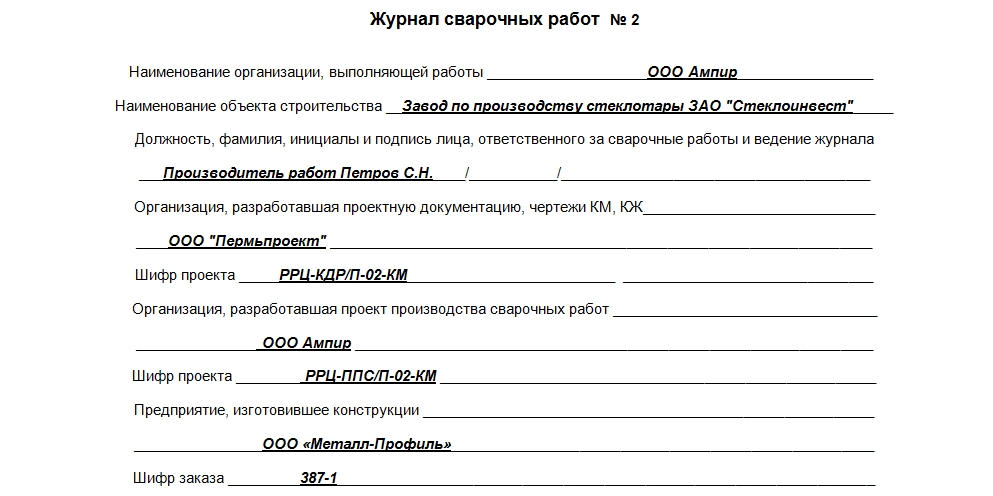
Титульный лист 2
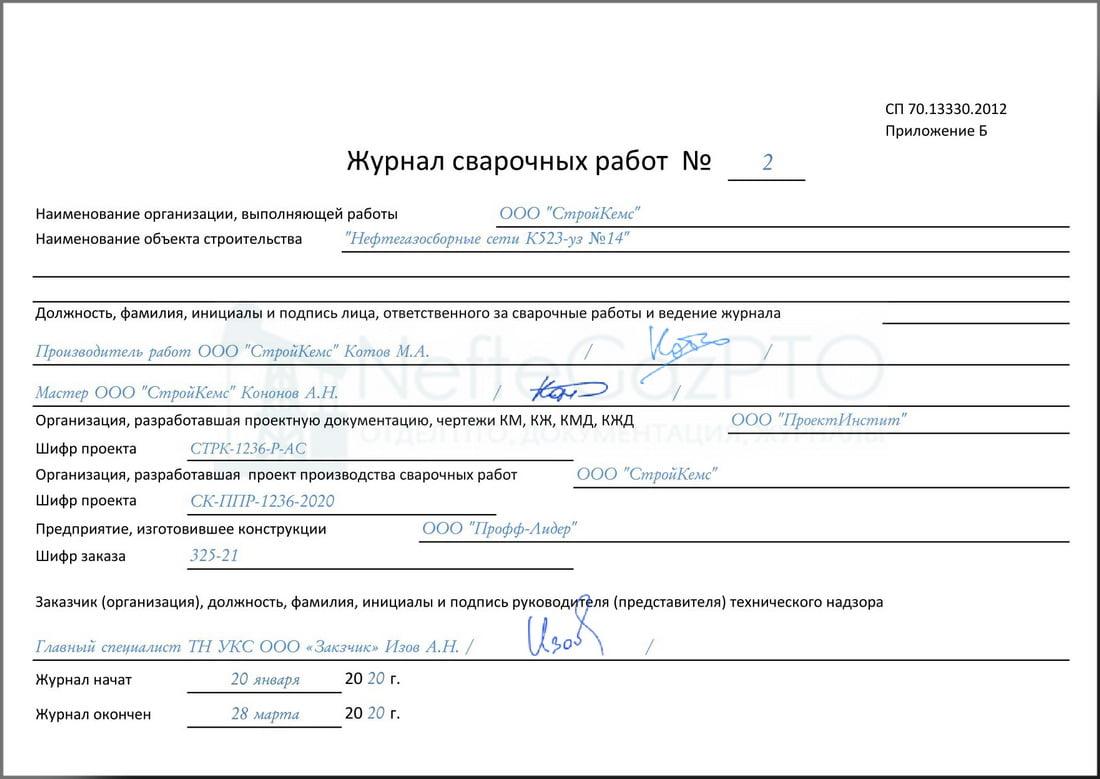
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
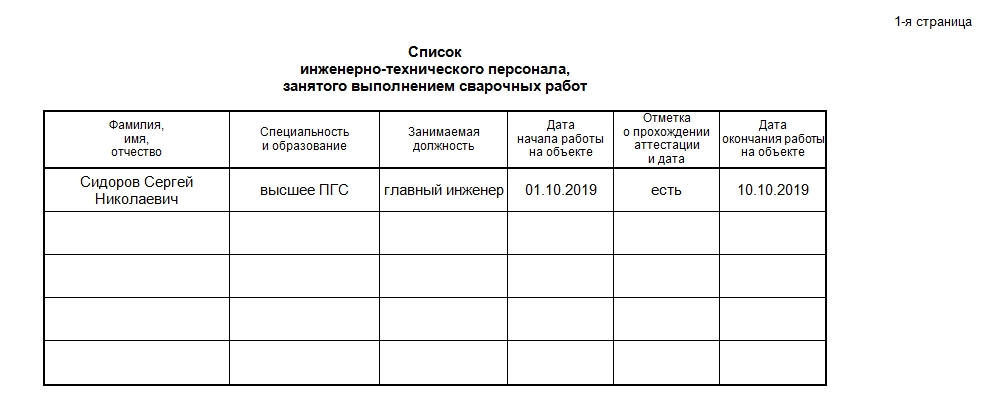
Список ИТР, ответственных за производство сварочных работ
Колонки 1-6
- Ф.И.О. мастера либо производителя работ.
- Указывается строительная специальность или образование мастера/ производителя работ.
- Должность.
- Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
- Информация о прохождении аттестации в сварочном производстве и дата аттестации.
- Дата окончания сварочных работ на объекте.
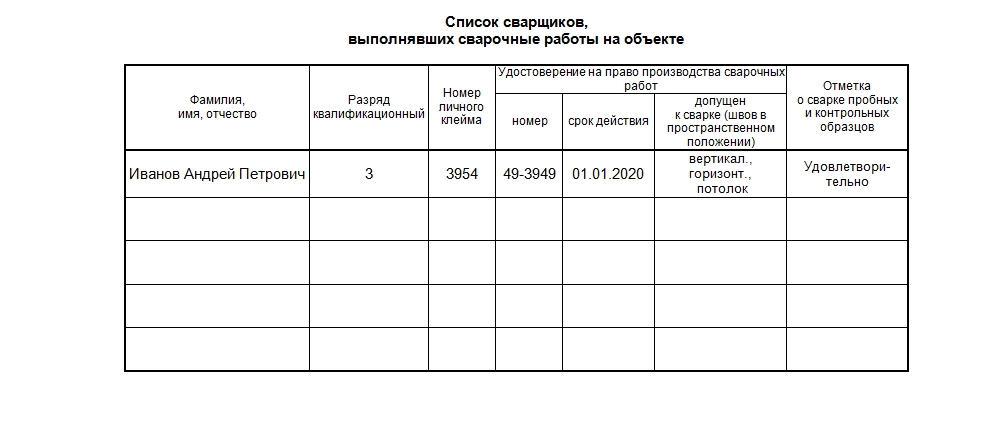
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать)

Журнал сварки труб — это один из важнейших и ответственных журналов в строительстве нефтегазопроводов, так как в нем содержится подробная информация по каждому сварному стыку, такая как местоположение стыка, результаты контроля и качества сварки, наименования свариваемых элементов и другие важные параметры. Журнал сварки труб ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно. Также применяется для сварки полиэтиленовых труб.
Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
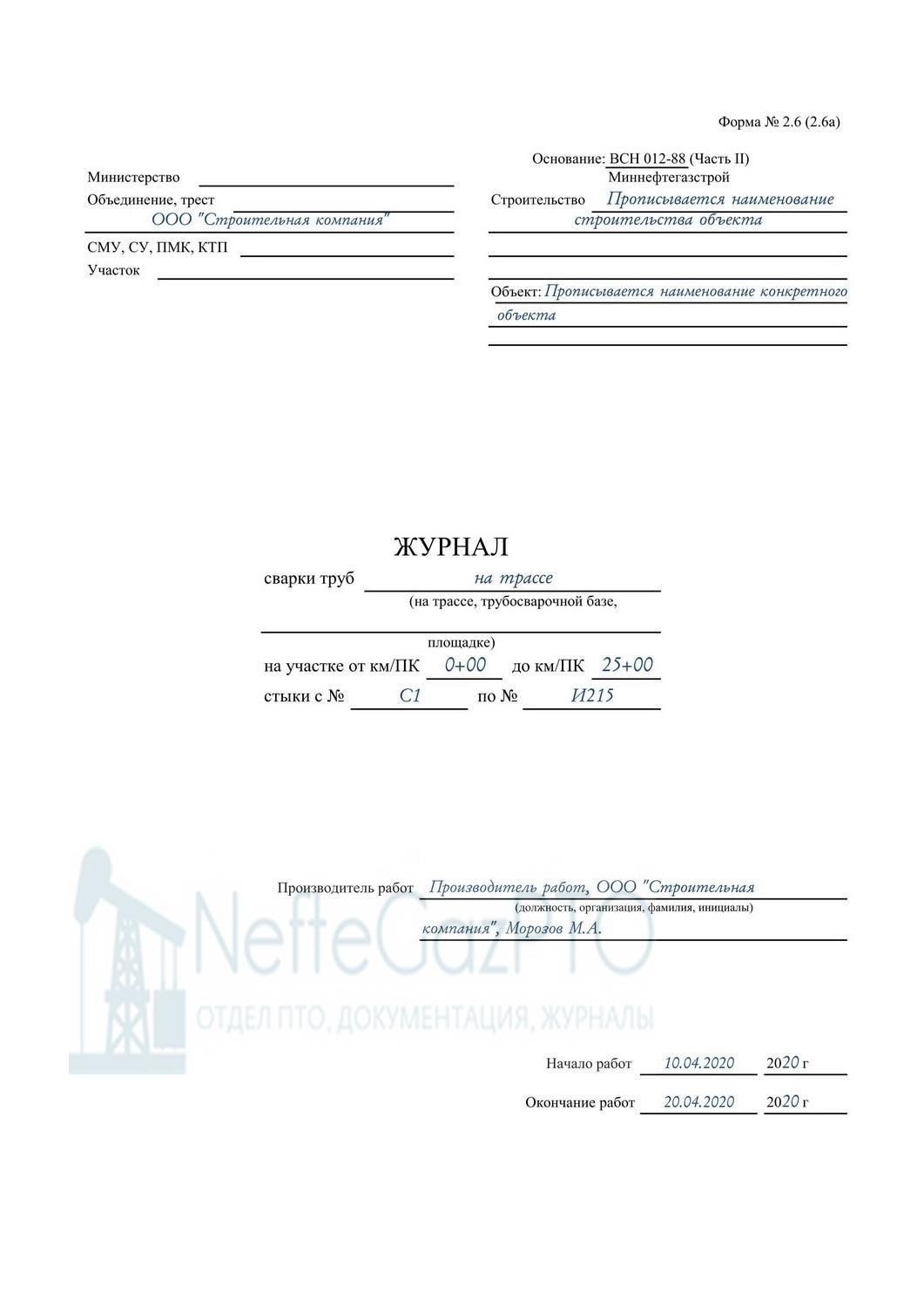
Кликните на изображение, чтобы увеличить.

Пояснение к оформлению журнала сварки труб
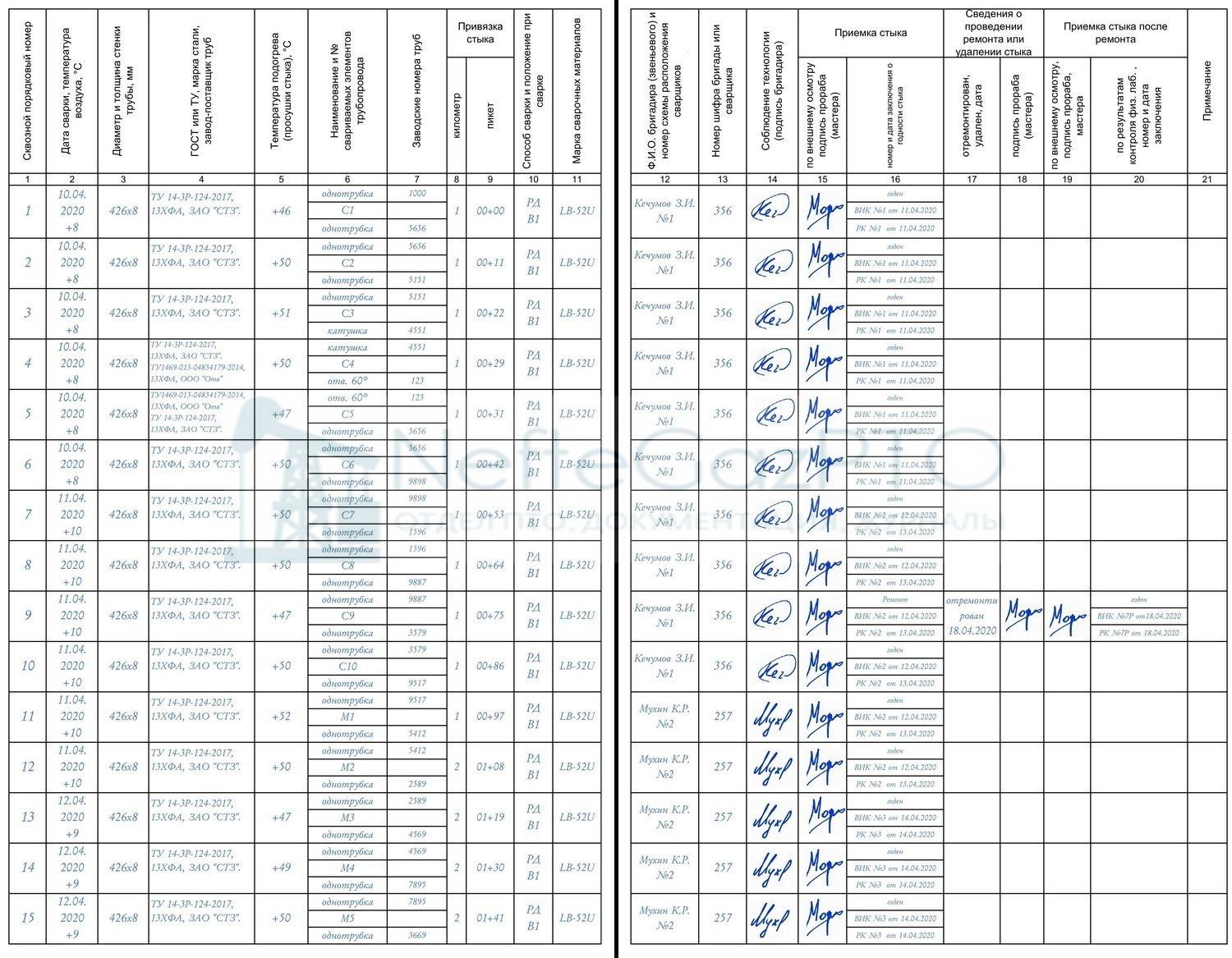
Столбик №1
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Столбик №2
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды, к примеру здесь .
Столбик №3
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Столбик №4
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО «СТЗ»
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Столбик №5
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
Столбик №6
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Столбик №7
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер партии, сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Столбик №8
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Столбик №9
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты (резанные), которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Столбик №10
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.

Столбик №11
Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
Столбик №12
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
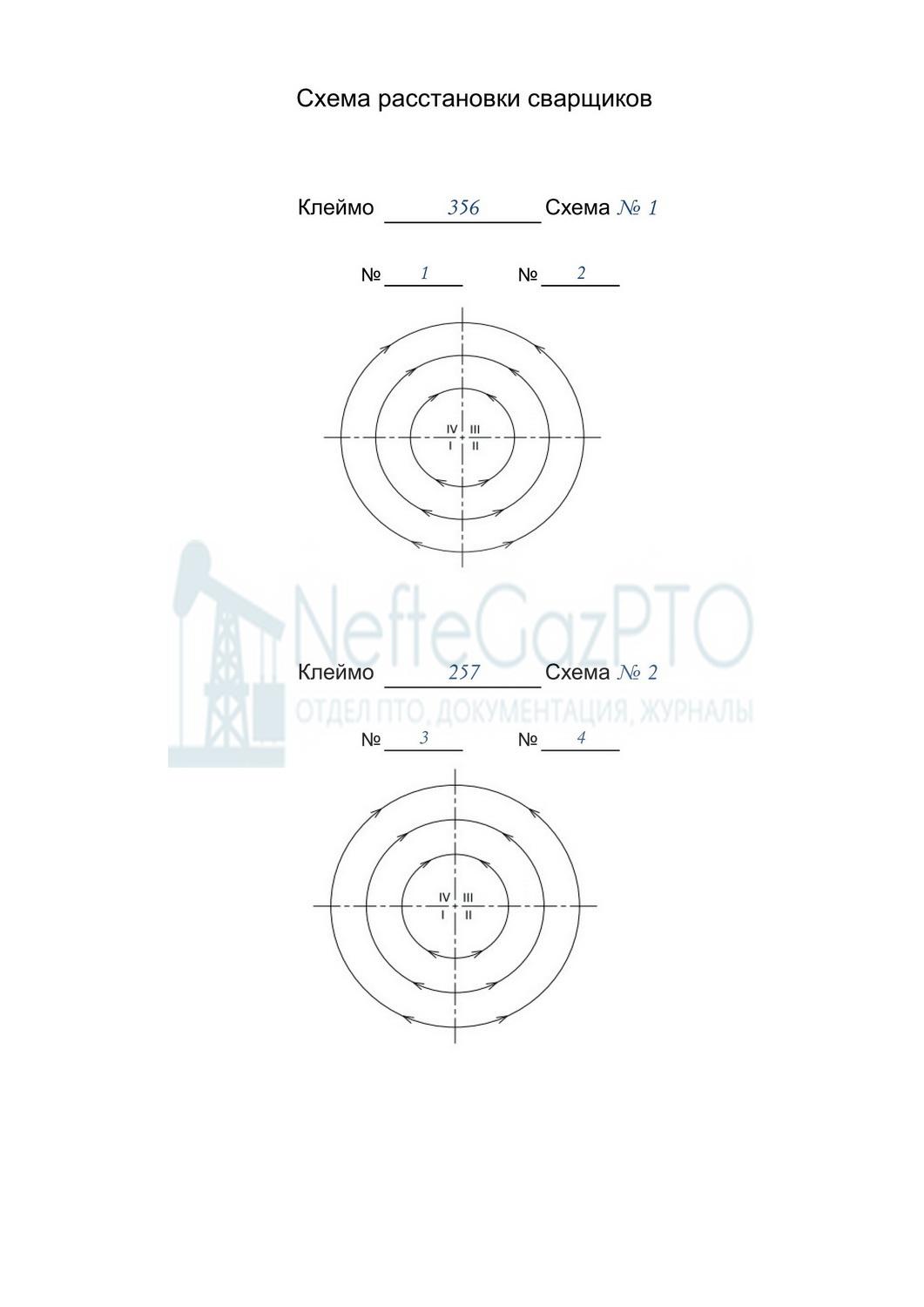
Схема расположения сварщиков при сварке труб
Столбик №13
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, — пишем буквы ЗП, после шифров сварщиков облицовочного слоя, — буквы ОБ, после шифров сварщиков, сваривших подварочный слой, — букву П.
Столбик №14
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Столбик №15
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Столбик №16
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля

Закрытие журнала-после последнего стыка делается запись (Пример):
Журнал закрыт: 12.05.2020г.
Сварено всего: 381 стык.
Отремонтировано: 6 стыков.
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО»Строй Ком» _____подпись_______Морозов М.А.
Читайте также: