Алюминиевая проволока для сварки аргоном
Обновлено: 18.05.2024
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl - Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl - Si; Аl - Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl - Si; Аl - Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.п.) На постоянном токе DC Pulse.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Проволока сплошная алюминиевая.
Алюминиевая проволока широко применяемая для сварки AlMg сплавов, содержащих до 5% Mg.
Алюминиевая проволока, широко применяемая для сварки и пайки литейных AlSi, AlSiMg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
OK Autrod 4047 была разработана как твердый припой, чтобы воспользоваться преимуществами ее низкой температуры плавления и узким диапазоном застывания.
Алюминиевая сварочная проволока, широко применяемая для полуавтоматической сварки литейных Al - Si; Al - Si - Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Алюминиевая проволока для сварки Аl— Mg сплавов, содержащих до 5% Mg; Al— Mn сплавов; не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной промышленности.
Сплошная алюминиевая проволока с содержанием ~3%Mg.
Сплошная алюминиевая проволока с содержанием ~2,7% Mg.
Алюминиевая проволока широко применяемая для сварки профилей и металлоконструкций из AlMg сплавов, содержащих не менее 3% Mg, таких, как АМг3, АМг4, АМг5, АМг6 с аналогичными.
проволока для аргонодуговой сварки

При выполнении аргонодуговой сварки неплавящимся (вольфрамовым) электродом в качестве присадочного материала используется сварочная проволока. В зависимости от свариваемых материалов подбирается вид проволоки, обеспечивающий производство качественного шва.
Область применения, назначение
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение — технологический способ решения проблемы.
Обозначения и маркировки
Присадочные материалы, которые используются в аргонодуговой сварке, отличаются разнообразием. На каждый из видов имеется свой стандарт, согласно которому выполняется обозначение и маркировка сварочной проволоки. Так, например:
- легированная (нержавеющая) обозначается по ГОСТ 2246-79, например, легированная проволока Св-08Г2С-О (или ее аналог — ER70S-6);
- сварочная алюминиевая по ГОСТ 7871-75; , например, ВТ1-ооСв – по ГОСТ 27265-87; (которую нередко путают с омедненной) сварочная – по ГОСТ 16130-90.
Для каждого из материалов существует свой вид сварочной проволоки, который детализируется в зависимости от марок внутри самого вида.
Для нержавеющей стали
В проволоке для нержавеющих сталей обязательно содержится хром. Кроме него в состав могут входить никель, титан, молибден и другие. Аргон является хорошей защитой, которая позволяет сохранить требуемое наличие легирующих элементов в процессе сварки. Это важный фактор, обеспечивающий сохранение коррозионной стойкости сварного шва.

Сварочная проволока СВ-10Х16Н25АМ6 для нержавеющих сталей
Для алюминия
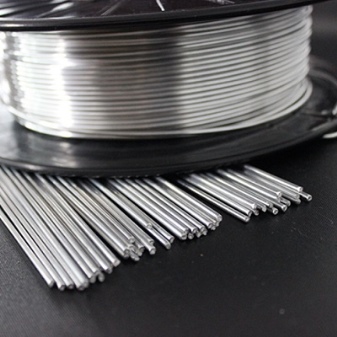
Расходный материал при аргонодуговой сварке алюминиевых сплавов может подаваться в зону соединения вручную или с помощью механизированной подачи (автоматы, полуавтоматы). Высокая химическая активность алюминия при взаимодействии с кислородом нейтрализуется созданием оборудования, где сварка с присадкой из алюминиевой проволоки надежно защищена аргоном.

Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
По дуплексу
Развитие технологии выплавки сталей в металлургической промышленности приводит к созданию материалов с особыми свойствами. Дуплексные стали как раз из этой области. Они обладают высокой коррозионной стойкостью при повышенной прочности. Кроме этого, они хорошо свариваются. Однако, чтобы сохранить свои уникальные свойства после соединения материалов, эта технология должна обеспечить следующие условия:
- в качестве присадочного материала должна быть проволока, изготовленная из такого же дуплекса;
- сохранность легирующих элементов должна быть надежно выполнена с помощью инертного газа (аргона).
Популярные марки
- Св-04Х19Н11М3. Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.

Нержавеющая сварочная проволока ESAB OK Autrod 2209 — 0,8mm — 5,0kg. Фото Сварочные Технологии
- Сварочная проволока Lincoln Electric LNM (ER 5356, аналог Св-АМг5). Применяется в технологии полуавтоматической сварки с защитным газом аргон для соединения алюминиевых сплавов, где содержание марганца превышает 3%.
- Проволока сварочная ESAB OK Autrod 2209. Применяется для стандартных дуплексных сталей, содержащих 22% Cr, 5% Ni, 3% Mo.
Справка. Проволока марки ПАНЧ-11, производимая российским предприятием, используется для работы с чугунными деталями.
Сертификация, ГОСТ
Количество примесей в аргоне, их состав влияют на качество шва при аргонодуговой сварке. Особенно требовательна к чистоте газа сварка алюминиевых и титановых сплавов. ГОСТ 10157-79 регламентирует физико-химические показатели аргона. Объемная доля аргона первого сорта должна быть не менее 99,987%, высшего – не менее 99,993%.
Отличительные особенности, достоинства и недостатки
Для обеспечения нормального функционирования технологического процесса требуется достаточно сложное и громоздкое оборудование. Это является основным недостатком данного вида сварки. Однако возможность выполнить качественное соединение заготовок материалов, которые другими методами сварить нельзя, делает этот недостаток необходимым условием для проведения работ.

Нержавеющая проволока DEKA ER308LSi 1,6 мм. по 15 кг. Фото DEKA
Следует отметить, что расход аргона и материалов сильно зависит от материала свариваемых заготовок. Это зависит от требований к степени защиты сварочных швов. Самый большой расход аргона требуется при сварке титановых сплавов, несколько меньший — для алюминиевых. Самый маленький расход аргона потребуется для нержавеющих сталей.
Рекомендации по использованию
Поверхность сварочной проволоки, собственно как и всю околошовную зону перед сваркой требуется зачищать от оксидной пленки, масла, жира, других загрязнений и обезжиривать, например, ацетоном. Одной из причин плохого соединения металла сварного шва и основного металла является как раз плохо зачищенная поверхность.
Производители
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская компания DEKA. Шведский концерн является также производителем обширного спектра полированной проволоки.
Справка. Порошковые проволоки обладают массой достоинств, производимые многими предприятиями, обладают массой достоинств, что делает их популярным расходным материалов.
Где купить
Продажей проволоки разных видов, в том числе и для аргонодуговой сварки, занимаются производители и поставщики. Некоторые предприятия, предлагающие качественную и соответствующую стандартам продукцию, представлены в отдельном разделе нашего сайта.
Все о проволоке для сварки аргоном
Знать все о проволоке для сварки аргоном — такой же обязательный момент для любого сварщика, как и умение подбирать электроды, виды и характеристики тока. Выбор этой проволоки тоже не так прост, как кажется. Да и ее применение может грозить целым рядом подводных камней, если работать неправильно.

Особенности
Главная черта проволоки для аргоновой сварки — это ее внешний вид. В большинстве случаев подобные компоненты представляют собой скрученные в бобины металлические прутки. Вставлять подобные бобины нужно в механизм подачи. Сама поступающая проволока может иметь цельную либо полую структуру. Также встречаются изделия с вкраплениями. Материал присадки должен быть строго тот же, что и материал обрабатываемого изделия.
Все попытки нарушать это правило ни к чему хорошему не приводят. Отгрузка в бобинах удобна для индустриального использования. В ручном режиме подают проволоку в рабочую зону преимущественно при кустарных работах. Каких-то других особых требований в общем случае технология не предъявляет.


Сплошной тип проволоки получают из чистого металла. В составе таких приспособлений не может быть каких-либо примесей, присадки также использоваться не должны. Несмотря на простоту, такие типы проволоки применяются сварщиками наиболее широко. Именно их в основном и берут для сварки в газовой среде. Порошковая проволока для аргонной сварки практически не подходит, потому что она предназначается именно для замены внешней газовой защиты выделяющимися при плавлении порошка веществами.
Наиболее интересно активированное изделие. Оно сочетает достоинства сплошного и порошкового решений без их недостатков. Различия касаются и типа свариваемых материалов. Присадочная проволока для аргонодуговой обработки черного металла — один из самых частых вариантов. Основное распределение таково:
- порошковая проволока вынужденно применяется для манипуляций с углеродистыми сталями, позднее подвергаемыми термообработке (хотя обычно это и не самый хороший выбор);
- алюминиевая нужна для работы с алюминием (в ее составе могут быть марганцевые, кремниевые, магниевые и иные включения);
- нержавеющая сварочная проволока — применяемая в работе со сталью, легированной хромом либо никелем;
- омедненная (в основном применяется при сварке интенсивно легированной или умеренно-легированной заготовки);
- простая стальная (предпочтительна для работ со слабо легированным металлом).



Нержавеющей проволокой активно пользуются, чтобы варить сталь, содержащую хром либо никель. На выходе должен получаться очень качественный шов.
Появление трещин почти исключено, как и возникновение коррозионных процессов. При использовании нержавеющей проволоки количество брызг сводится к минимуму. Дуга будет работать очень активно и стабильно, а срок службы шва заметно вырастает.
Омедненная проволока имеет те же положительные свойства, что и ее нержавеющая разновидность. К тому же она еще и помогает экономить наконечники вне зависимости от используемого сварочного аппарата. Поставки омедненной проволоки подразумевают обычно ее наматывание на пластмассовую кассету. Типовая толщина варьируется от 0,6 до 1 мм. Омедненная проволока (к примеру, СВ-08Г2С) облегчает повторный запуск сварочной дуги и помогает стабилизировать ее горение в любом режиме. Альтернативный продукт ESAB предназначен для работы с:
- инструментальной сталью;
- стальными сплавами, используемыми в судостроении;
- штампованным металлом;
- алюминием;
- чугуном.

Простая стальная проволока для аргонной сварки применима практически в любой сфере индустриального производства. Классифицируют этот расходный материал по большому количеству показателей. Очень важную роль, наряду с сечением, имеет механическая прочность материала. Также важен его точный химический состав — как всегда, чем ближе к обрабатываемому изделию, тем лучше и эффективнее работа. Может применяться только проволока, маркированная сокращением «Св», ее сечения колеблются от 0,03 до 1,2 см.
Алюминиевый материал востребован при манипуляциях со сплавами алюминия, где доля кремния ограничена 3%. Предельное содержание меди при этом колеблется от 3 до 5%. Подобный присадочный материал:
- гарантирует повышенную прочность;
- дает тот же окрас, что и сами заготовки;
- не уступает в коррозионной устойчивости алюминиевым конструкциям.
Алюминиевые присадки востребованы в производстве автомобилей, речных и морских судов. Достаточно массово применяют такую проволоку при сварке контактирующих с водой конструкций. Но важно понимать, что чистый алюминий на практике не используется, он всегда смешан с другими веществами — иначе достаточной прочности не обеспечить.
Этот момент характерен и для сварочных присадок. Однако там доля добавок не превосходит 1%.
Выбор проволоки для сварки алюминия
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


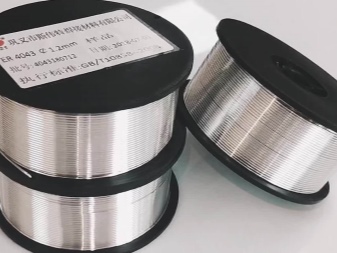
Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Все о сварке алюминия аргоном
Хороший сварщик — тот, который владеет максимумом возможных вариантов в своем ремесле. Зная все о сварке алюминия аргоном, он только увеличит свои шансы на успешное трудоустройство или получение выгодных заказов. Стоит исследовать этот вид деятельности основательно, узнать побольше про настройку сварочного аппарата и нюансы технологического процесса.


Для начала стоит сказать о базовых основах, а именно, почему сварка алюминия аргоном так привлекательна. Причина проста: алюминиевые поверхности в обычных условиях содержат всегда неустранимую пленку окислов. Их производит сам кислород, содержащийся в воздухе. Помимо простого засорения, оксидная пленка плоха очень высокой температурой плавления — 2000 градусов против 660 у самого «крылатого металла». Закономерно поэтому, что сварщикам гораздо легче будет работать в среде, которая позволит убрать вредные наслоения и исключить их появление вновь.
Кроме того, попытка что-то сделать на открытом воздухе приведет еще и к ухудшению качества швов.


Сварочная ванна из химически нейтрального вещества элегантно решает и эту проблему. Теоретически сварщики могут применять другие газы. Однако гелий слишком дорог, а углекислота не дает необходимого результата в полной мере. Аргонная или, как еще говорят, аргонодуговая сварка — хороша также:
эффективным вытеснением воздуха из емкостей (так как аргон тяжелее);
абсолютной инертностью вещества (газ не будет ни с чем взаимодействовать);
отсутствием огневого или токсического риска;
сравнительной простотой образования токопроводящей плазмы.


Принцип работы в инертной среде — применение специальной горелки. Ее середина содержит специальный электрод. Его изготавливают на вольфрамовой основе, выход за пределы конструкции составляет от 2 до 5 мм. Чтобы электрод стабильно оставался на месте, используется особый держатель. Выброс газа производится при помощи керамического сопла.


Температура, как и в других случаях, определяется характеристиками электрической дуги. Шов создают, используя тщательно подобранную проволоку. Удлинение дуги позволяет расширить шов, но это достигается ценой сокращения его глубины. Узкое углубленное сварное соединение формируется путем продольного перемещения электрода и горелки. Присадочную проволоку и электрод надо непрерывно держать в области, насыщенной защитным газом, и не выводить за ее пределы.


Обзор видов сварки
Аргонодуговая сварка может быть выполнена ручным способом. В таком варианте и движение рабочего элемента, и подачу проволоки берет на себя сварщик. В процессе работы применяют лишь неплавящийся тип электродов. Механизированный, он же полуавтоматический метод означает, что техническое приспособление будет подавать проволоку. Работать с горелкой по-прежнему будет сварщик.
В подобном варианте можно использовать уже и способные плавиться электроды. Эта технология разделяется на целый ряд частных направлений.
Самый сложный тип — автоматизированная технология. Оператор координирует действие дистанционно. Все большее распространение получают даже полностью автоматизированные системы, которые изначально настраивают и регулируют. Подобное решение очень привлекательно на промышленных объектах.
Оборудование и материалы
Необходимо учесть, что подходящее сварочное оборудование делится на 3 основных разновидности. Специализированные приспособления все время работают только с однотипными заготовками. Универсальные аппараты могут использоваться в различных режимах. Есть еще специальное оборудование — так называют промышленную технику, которая работает пусть и с разнородными деталями, но строго одинакового размерного ряда.
Необходимое качество обеспечивает только использование особой горелки с вольфрамовым расходным элементом. Все другие решения не позволяют достичь требуемых параметров.


Еще важную роль играет использование главного и вспомогательного трансформаторов. Основную роль играют дуговые аппараты со штатным напряжением 70 В. Вспомогательный трансформатор подключают, когда нужно обслужить коммутирующие устройства.
Кроме этого, потребуются:
контактор (он выдаст ток заданного напряжения);
электроды из вольфрама;
баллон, начиненный аргоном;
редуктор (монтируется на баллон);
выпрямители (дают стабильный постоянный ток автомобильного напряжения);
измеритель времени газового обдува;
специальный клапан и некоторые другие компоненты.




Необходима подача только газа с очень высокой чистотой, иначе высокие характеристики готовых изделий недостижимы. Не допускается наличие более 0,2-0,3% примесей (по отношению к общей массе). Запрещено присутствие в обнаружимых количествах:
углеводородов любого вида.


Отдельного разговора заслуживают используемые в аргонодуговой сварке алюминия присадки. Если варят сплавы с магнием и марганцем (не подвергавшиеся термическому усилению), то используют присадочный пруток TIG ER-5356.
Точным отечественным аналогом оказывается «Св-АМг5», выпущенный по ГОСТ 1975 года. В любом случае присадка должна быть как можно ближе к материалу обрабатываемого изделия.
Другое дело — литейные сплавы, которые легировали добавкой кремния либо комбинации кремния и марганца.
Настройка аргонового аппарата
Первоначально настраивают расход газа по манометру, расположенному максимально близко к шлангу. Рекомендуемый разброс значений от 6 до 12 л за минуту. Важно: в помещении расход должен быть ниже на 50%, чем на открытом воздухе. Турбулентность, появляющаяся при большом давлении, позволяет надежно защитить зону сварки за счет перемешивания воздуха и газовых струй на границе. Алюминий толщиной 1 мм варят, подавая от 30 до 40 А, соответствующий ток поступает на электрод толщиной 0,16 см.
Другие варианты:
1,5 мм — до 60 А и до 0,23 см;
2 мм — до 80 А и до 0,23 см;
3 мм — от 90 до 120 А и 0,32 см.
Полярность при работе по алюминию составляет 50/50. Но для эффективных манипуляций с чистым металлом, чтобы шов был тоньше, а электрод разогревался меньше, регулятор надо сдвигать в сторону уменьшения. Для сплавов соответствующий показатель наращивают, хотя увлекаться этим точно не стоит.
Переменные разряды с большой положительной полуволной сказываются на заготовках очень плохо.
Дуга затухает во время заваривания кратеров за 2, 3 или 4 секунды. Точное время определяется толщиной заготовок. Когда сварка завершена, аргон надо будет подавать еще от 3 до 5 секунд. Такая среда позволит защитить шов в самый критичный момент его формирования. Дополнительно польза от нее будет связана с охлаждением направляющих частей электрода.
Технология
Подготовка
Современная техника позволяет варить алюминий аргоном новичку, не имеющему хоть какого-то опыта. Но многое зависит от предварительного этапа. До начала сварки листового алюминия необходимо тщательно поработать с деталями. Все детали придется вычистить от загрязнения и жира, используя подходящие растворители. Снимать оксидную пленку можно металлической щеткой либо напильником. Важно: абразивные приспособления для этой цели не годятся.
Они приведут к попаданию мелких частиц во внутренний объем материала, и о хорошей сварке придется забыть. На кромках толстого (свыше 0,4 см) толщиной алюминия убирают фаски. Угол их снятия составляет строго от 45 до 65 градусов. Чтобы надежно удалить влагу, заготовленные детали заблаговременно прогревают до 150 градусов. Уменьшить опасность прожига тонкого слоя при работе помогает подкладывание пластин из меди или даже стали.
Что немаловажно, подобные подкладки ускорят рабочий процесс, сократят расход газа и электрической энергии. В любом случае варить алюминий в среде аргона желательно сразу после приготовления деталей.
Некрупные детали обезжиривают целиком. Если же дело доходит до работы с крупными компонентами, то их надо обезжиривать на расстоянии как минимум 10 см от крайних точек будущего шва. Пленку окисей снимают, используя шабер либо проволочную щетку из стали.
Иногда химически обработать большие детали нельзя. В этих случаях кромки зачищают стальной щеткой из проволоки. Перед такой обработкой или после нее поверхность протирают спиртом либо ацетоном. Важно: брать щетки из проволоки толще 0,2 мм не рекомендуется. Очень толстые проволочные части оставляют глубокие царапины, которые позднее вызовут серьезный дефект.
Важно: щетки требуется систематически отмывать в подходящем растворителе. Хранить детали, приготовленные для сварки, нужно только в теплых сухих комнатах. При этом кромки придется закрывать чистыми чехлами. Если приходится делать подготовительные операции очень долго, надо использовать крупный плавкий электрод. Дополнительно предпринимается максимум мер по защите от загрязнения.
Процесс
В пошаговой инструкции для начинающих по аргонной сварке алюминия указывают, что ровный шов на заготовке можно получить при помощи прихватывания с двух сторон. Присадочную проволоку требуется вводить сразу после создания сварочной ванны. Торможение часто оканчивается прожиганием дыры в металле. Длина электрической дуги в норме должна быть около 0,3 см. Профессионалы иногда дают и другое значение.
Положение электрода всегда должно быть под углом 80 градусов к поверхности. Проволоку держат под прямым углом к самому электроду.
Важно: подавать проволоку нужно максимально аккуратно, исключая рывки. В противном случае алюминий будет разбрызгиваться.
Тонкий металл варят, двигая электрод по стыку, не совершая поперечных движений, зигзагообразные движения возможны при работе по алюминию толщиной от 0,3 см.
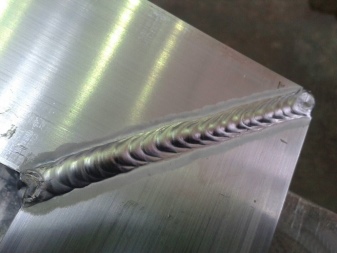
Еще одна тонкость состоит в том, что проволоку двигают перед электродом, а не наоборот. Шов надо завершать, нажимая специальную кнопку. Она переводит аппарат в режим гашения дуги. Только после срабатывания специального таймера происходит окончательное отключение. Горелку нельзя двигать, пока обдув аргоном не окончен. Правильно выполненный шов имеет ребристую поверхность, каких-либо пор и трещин в нем быть не должно.
Отдельная тема — работа по сварке дисков автомобильных колес. Литые диски чинят, наплавляя пруток на проблемное место. Такой способ позволяет добиться получения плотного шва. На СТО всегда применяют аргонодуговую сварку на полуавтоматах. Они гарантируют исключительно однородную подачу присадок.
Сколы и трещины заблаговременно разделывают. Их глубина при этом неважна. Концевые части дефектов засверливают, убирая напряжение в слое металла. Пленку окислов на дисках, в отличие от листового металла, часто убирают абразивами. Только так можно добиться блеска, кромки непременно обрабатывают растворителем, чтобы убрать жир.
О сварке алюминия смотрите далее.
Читайте также: