Алюминиевый профиль для сварки
Обновлено: 19.05.2024
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? - порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс - ссылка на припой.
Стоит недорого, советую брать сразу упаковку - в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка - это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Аргонная сварка алюминия

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Марки алюминия

Современную промышленность трудно представить без алюминия и его сплавов. И потому так важно знать, какие марки этого металла используются для тех или иных целей. К примеру, виды, применяемые для строительства фюзеляжа космического корабля, не подойдут для производства пищевой посуды и т. д.
Маркировка алюминия используется для обозначения процентного содержания различных примесей, а также технологии получения или обогащения. Давайте же разберемся, какими физико-химическими свойствами обладают те или иные марки этого металла и где они применяются.
Какие различают марки алюминия

Придание металлу определенных свойств, усиление его характеристик возможно за счет легирования его различными химическими элементами, такими как магний, медь, цинк, кремний, марганец.
Существуют разные марки алюминия, отвечающие определенным стандартам, к примеру, «АД0» по ГОСТу 4784-97. Во избежание путаницы классификация включает высокочастотные металлы.
Алюминий может быть следующих марок:
- Первичный («А5», «А95», «А7Е»).
- Технический («АД1», «АД000», «АДС»).
- Деформируемый («АМг2», «Д1»).
- Литейный («ВАЛ10М», «АК12пч»).
- Для раскисления стали («АВ86», «АВ97Ф»).
Помимо перечисленных марок алюминия, отдельно выделяют его соединения, с помощью которых создают сплавы с золотом, серебром, платиной, прочими драгоценными металлами. Такие соединения называют лигатурами.
Марки первичного алюминия
Примером этой группы можно назвать первичный алюминий марки «А5». Для его получения используется обогащенный глинозем. Встретить металл в чистом виде в природе невозможно, поскольку он обладает высокой химической активностью.
При взаимодействии с другими элементами металл образует бокситы, нефелины и алуниты. Впоследствии эти руды используются для получения глинозема, а затем путем определенных химико-физических реакций – чистого алюминия.
Требования, которым должны соответствовать марки первичного алюминия, установлены в ГОСТе 11069. Отметки об отнесении металла к определенному классу представляют собой вертикальные и горизонтальные полосы, наносимые на заготовки несмываемой краской определенных цветов. Первичный алюминий используется в ведущих промышленных областях, по большей части в тех, где необходимы повышенные технические характеристики сырья.
Марки технического алюминия
В марках технического (нелегированного) алюминия содержание посторонних примесей составляет не более 1 %.
По ГОСТу 4784-97 марки технического алюминия должны обладать повышенной антикоррозионной стойкостью. При этом их прочность не очень высока. Отсутствие в составе металла легирующих элементов приводит к образованию на его поверхности устойчивой защитной оксидной пленки.
Отличительными чертами марок технического алюминия являются высокая тепло- и электропроводность. Молекулярная решетка отличается почти полным отсутствием примесей, рассеивающих поток электронов. Подобные свойства позволяют применять металл в таких сферах, как приборостроение, изготовление оборудования для нагревания и теплообмена, освещения.
Марки деформируемого алюминия

Различные марки алюминия обрабатываются в горячем и холодном виде путем прокатки, прессования, волочения и т. п. Пластические деформации позволяют получать заготовки с разным продольным профилем: алюминиевые прутки, листы, ленты, плиты, профили и пр.
Требования, предъявляемые к деформируемым маркам алюминия, закреплены в ГОСТе 4784, OCT1 92014-90, OCT1 90048 и OCT1 90026. Отличительная черта металла заключается в твердой структуре раствора, в котором содержится большой процент эвтектики – жидкой фазы, находящейся в равновесии с двумя и более твердыми состояниями вещества.
Марки деформируемого металла широко применяются в таких отраслях, как самолето- и кораблестроение, строительство (для сварочных работ), т. е. в сферах, в которых требуются повышенные технические характеристики материалов.
Марки литейного алюминия
Фасонные изделия производятся из марок алюминия для литья, характерными свойствами которых является высокая удельная прочность, сочетающаяся с низкой плотностью. Благодаря этим особенностям возможно изготовление (отлив) деталей различной конфигурации без появления трещин.
Существует деление литейных марок металла на группы в соответствии с предназначением. Они бывают:
- высокогерметичными («АЛ2», «АЛ9», «АЛ4М»);
- высокопрочными и жароустойчивыми («АЛ19», «АЛ5», «АЛ33»);
- коррозионно-устойчивыми.
Для повышения свойств деталей из этих видов алюминия используют различные способы термической обработки.
Марки алюминия для раскисления
Физические свойства материала изготовления влияют на итоговые характеристики товара. Алюминий низкого качества не подходит для производства продукции, однако одним из вариантов его использования является раскисление стали. В процессе раскисления из расплавленного железа удаляется растворенный в нем кислород. За счет этого улучшаются механические свойства металла. Процесс выполняется с алюминием марок «АВ86» и «АВ97Ф».
Марки алюминия и его сплавов
Существует деление алюминиевых сплавов на:
- деформируемые (используются для поковки и проката);
- литейные (для отлива деталей).
Требования к их химическому составу определены в ГОСТах 1131 и 4784-97.
В зависимости от типа упрочнения сплавы могут быть:
- термоупрочняемыми;
- упрочняемыми давлением.
Более распространенной является другая классификация, в основе которой лежат характеристики сплавов. Согласно ей термоупрочненные сплавы делятся на:
- жаропрочные («АК4», «АК4-1», «Д20», «1201»);
- высокопрочные («В93» и «В95»);
- высокопластичные средней прочности, или авиали, легируемые алюминием, магнием и кремнием («АД33», «АД31» и «АД35»);
- свариваемые с обычной прочностью («1925» и «1915»);
- дюрали с нормальной прочностью, легируемые алюминием, медью и магнием («Д16», «Д1» и «Д18»);
- ковочные («АК8» и «АК6»).
Термически неупрочняемые стали с повышенной коррозионной устойчивостью и свариваемостью делятся на:
- высокопластичные средней прочности, называемые магналиями («АМг1», «АМг6», «АМг2» и др.);
- высокопластичные низкой прочности, легируемые магнием («Д12» и «АМц»), и нелегируемые, или технический алюминий («АД1» и «АД0»).
При изготовлении листов должны соблюдаться требования ГОСТа 21631–76. Классифицируется продукция в зависимости от области применения и свойств:

- Из кислотостойких марок листового алюминия производят баки для топлива, сварные емкости, элементы самолетов, заклепки, рамы и автомобильные радиаторы. Для металла характерна хорошая свариваемость и коррозионная устойчивость, повышенная пластичность и деформируемость. Для изготовления плоских кислотостойких листов используются сплавы алюминия марок «АМг» (2, 3, 5 и 6), легируемые марганцем и магнием.
- Технический алюминий используется для отделочных и изоляционных работ. Его преимущества заключаются в финансовой экономии, обусловленной повышенной гибкостью и небольшой массой листов.
- В строительстве широко применяется гладкий перфорированный алюминий, он используется для изготовления решеток воздуховодов, декоративных интерьерных деталей, усиления гипсокартонных углов. Отверстия в перфорированных деталях могут быть прямоугольными, круглыми, ромбовидными. Делаются они на специальных прессах координатно-пробивного типа.
- Марки пищевого алюминия производятся из отожженных, полунагартованных и нагартованных (холоднодеформированных для упрочнения материала) сплавов («А5М», «А5Н2», «А5Н»), а также из не подвергавшегося термической обработке первичного алюминия («А7» или «АД0»). Для листов характерна высокая гигиеничность, отсутствие примесей и легирующих элементов.
Готовый прокат может быть как листами, толщиной от 0,3–2 мм, так и плитами, толщиной до 10,5 мм. Ширина проката составляет 0,5-2 м, длина – 2–7,2 м.
Отдельно отметим гофрированные алюминиевые листы (профилированные), используемые для кровельных работ. Их отличительными чертами являются долговечность и высокие эксплуатационные характеристики.

Профилированные изделия изготавливаются из марок алюминия, подходящих для гибки, и обладают следующими достоинствами:
Кроме того, выпускаются также алюминиевые анодированные листы с матовой, зеркальной или полуматовой поверхностью. Бытовые приборы, оконные жалюзи, осветительные приборы, декоративные элементы, солнечные батареи производятся из аланода – листа алюминия, имеющего зеркальную поверхность. Сфера его использования напрямую связана со светоотражающими способностями.
Таблица основных марок алюминия и его сплавов
Ниже приведены марки стали алюминия в соответствии с классами, к которым они относятся:
Алюминий для раскисления
Алюминиевый деформируемый сплав
Алюминиевый антифрикционный сплав
Согласно ГОСТу 4784-97 алюминий маркируется буквами и цифрами. Расшифровка марок алюминия приведена ниже, в ней используются следующие обозначения:
- «А» – технический алюминий;
- «Д» – дюралюминий;
- «АК» – алюминиевый сплав, ковкий;
- «АВ» – авиаль;
- «В» – высокопрочный алюминиевый сплав;
- «АЛ» – литейный алюминиевый сплав;
- «АМг» – алюминиево-магниевый сплав;
- «АМц» – алюминиево-марганцевый сплав;
- «САП» – спеченные алюминиевые порошки;
- «САС» – спеченные алюминиевые сплавы.
Следом за этими буквами указывается номер марки алюминия и буква, обозначающая состояние сплава:
- «М» – мягкий (после отжига);
- «Т» – естественно состаренный и закаленный;
- «А» – плакированный (покрытый слоем чистого алюминия);
- «Н» – нагартованный;
- «П» – полунагартованный.
Марки листов алюминия
Для производства этих заготовок используется алюминий или его сплавы, деформируемые в горячем виде, а затем прокатываемые в холодном.
Листы изготавливаются из:
- технического алюминия марок «А0», «АД0», «А5», «А6»;
- дюралевых сплавов марок «Д1», «Д12», «Д16»;
- деформируемых сплавов «АД31»;
- алюминиево-марганцовых сплавов «АМц»;
- алюминиево-магниевых – «АМг».
Чтобы повысить коррозионную устойчивость, листы плакируют, то есть покрывают пленкой из чистого алюминия, которая может иметь толщину, достигающую 5 % от общей толщины листа.
Поверхность стандартных алюминиевых листов (общего и специального назначения) обычно гладкая, имеющая повышенную, высокую или обычную отделку. Из листов производят нержавеющие изделия, используемые в таких отраслях промышленности, как топливная, пищевая, химическая, строительство и машиностроение.
Для производства листов используется алюминий и его сплавы марок «А5», «1105», «АД», «АМг1», «АМг3», «А6М», «АМг2», «АМг5», «АМц», «АМг6», «АД1», «ВД1», «Д16» и пр.
Поверхность листа марки «А5» – матовая, толщина варьируется от 0,5 до 10 мм, отделка обычного качества. По своему химическому составу он соответствует требованиям ГОСТа 11069-74. Реализуется как в листах, так и в рулонах.
Характеризуется высокой теплопроводностью, коррозионной стойкостью. Благодаря высоким пластическим свойствам металлопрокат марки «А5» легко формуется разными способами и обрабатывается. Эта марка алюминия подходит для сварки аргоном.
В зависимости от состояния металла листы могут быть:
- нагартованными (А5Н);
- мягкими или отожженными («А5М»).
«А5Н» относится к прочным маркам алюминия. Такое свойство обусловлено его холодной обработкой давлением. В то же время ударная вязкость и пластичность материала снижена.
Из листов марки «А5» изготавливают промышленные конструкции и оборудование, в том числе емкости для пищевых продуктов, декоративные элементы, покрытия для обшивки.
При изготовлении отожженных листов из марок мягкого алюминия «А6М» соблюдаются требования ГОСТа 21631-76. Материал используется в пищевой промышленности. Алюминий «А6» по составу соответствует требованиям ГОСТа 11069-74.
Для изготовления проката «1105» используется дюралюминий, легированный магнием и медью. Для обозначения дюрали используются две первые цифры (11), для порядкового номера сплава – последние.
Листы алюминия марки «1105» используются для изготовления сварных конструкций и деталей, эксплуатируемых в условиях низких температур:
- Алюминиевый лист «1105Н» представляет собой нагартованный прокат, для придания большей прочности пластически деформированный. Изменение свойств и структуры обусловлены давлением, воздействующим на его поверхность. При снижении ударной вязкости и пластичности увеличиваются такие свойства, как прочность и твердость.
- Алюминиевый лист «1105М» представляет собой отожженный при высоких температурах металлопрокат, отличающийся пластичностью, ковкостью и мягкостью.
- Алюминиевые листы, имеющие утолщение и плакировочный слой, обозначаются «1105УМ», без плакировочного слоя – «1105АМ». Отличительной чертой является высокая устойчивость к воздействию агрессивной эксплуатационной среды.
- Закаленные, естественно состаренные алюминиевые листы, применяемые в различных промышленных областях, маркируются «1105Т». Сортамент с нормальной плакировкой обозначают «1105АТ».
- Листовой алюминий марки «АД».
Высокая пластичность и коррозионная устойчивость – отличительные черты листов «АД», изготавливаемых из технического алюминия с малым количеством примесей. Листы могут быть мягкими («АДМ») и нагартованными («АДН»). Используются в качестве заготовок в различных промышленных сферах.

Материал можно приобрести как в листах, так и в рулонах. Для производства листового используется алюминий марки «АД1», соответствующий требованиям ГОСТа 21631-76 и ГОСТа 4784-74. Отличительные черты – простота формовки и механической обработки, коррозионная устойчивость. Чистота сплава в процентном отношении обозначена цифрами, деформируемый металл – буквами.
Это деформируемый сплав, для легирования которого используется магний. Цифрой обозначается содержание главного легирующего элемента (1 % магния). Отличительные черты материала – хорошая свариваемость, пластичность, коррозионная стойкость. Марки алюминия находят применение в производстве строительных конструкций и деталей в промышленной сфере.
Имеет характеристики аналогичные «АМг1», однако с двухпроцентным содержанием магния. Легко режется. Высокая электропроводность обусловлена небольшим включением примесей.
Содержит 3 % легирующего вещества – магния. Выпускается в форме рулонов и листов. Основные характеристики: отличная пластичность, коррозионная устойчивость, свариваемость. Из марок алюминия «АМг3» изготавливают средние по прочности конструкции, сварные баки, промышленные трубопроводы, гидравлическое оборудование, каркасы и обшивку железнодорожных вагонов.
Листы с 5%-ным с содержанием магния. Из марок авиационного алюминия изготавливают химические емкости, используемые под давлением, трубопроводы, сварные внешние конструкции, обшивку речных и морских судов, самолетов и грузовых автомобилей.
Деформируемый сплав, используемый так же, как и «АМг5», но с содержанием 6 % магния.
Алюминиевые листы, в которых содержится 1–1,6 % марганца. Материал характеризуется легким свариванием, пластичностью, коррозионной устойчивостью. Его используют в производстве судовой обшивки, строительных конструкций, радиаторов, емкостей для напитков, декоративных элементов, химических емкостей, эксплуатируемых под высоким давлением.
Для производства «ВД1» используется дюралюминиевый деформируемый сплав высокой прочности, легированный магнием и медью. Отличается пластичностью, простотой обработки, коррозионной устойчивостью. Чтобы усилить стойкость к коррозии, применяют дополнительное плакирование, т. е. наносят слой чистого алюминия.
Различные марки алюминия широко применяются во всех сферах промышленности. Металл входит в пятерку наиболее распространенных в мире. В естественных условиях он является составной частью различных руд. Добавляя другие компоненты, создают различные марки алюминия, обладающие улучшенными характеристиками, например, более высокой коррозионной устойчивостью, прочностью, жаростойкостью.
Свариваем алюминий без аргона
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Правда ли так надежна пайка алюминия проволокой? Давайте проверим
Сварить алюминий не так сложно, как вы думаете. Оказывается, вы можете сварить алюминий без всякой аргоновой сварки! Теперь, чтобы запаять детали из алюминия, будь то радиатор, рама велосипеда или ваша любимая кастрюля, не придется искать специализированную мастерскую и отдавать большие деньги. Теперь все можно спаять дома! Но так ли все надежно это соединение?

Соединение получается не хуже сварного. И уж точно надежней любой холодной сварки. Для достижения идеальных результатов нужна практика. Потратьте немного времени и потренируйтесь на любых обрезках алюминиевых труб и результат не заставит себя ждать.
Для сварки мне понадобилось:
Горелку я покупал у себя в магазине, но можно также заказать в Китае. Мне попалась горелка, предназначенная специально для пайки низкотемпературными припоями. Температура нагрева 1300 градусов Цельсия. Горелку покупал за 8 долларов.


Пайка алюминия своими руками
Прежде чем паять сломанную деталь, настоятельно советую попрактиковаться на обрезках трубок. Вам нужно научиться понимать, когда деталь достаточно прогрелась что бы ее можно было паять и в тоже время, нужно не перегреть деталь. Иначе ее можно пропалить.
Я тренировался на обрезке трубки 8 мм. Сделал 2 пропила и принялся варить. Первая попытка не удалась. Я перегрел деталь и пропил превратился в крупную дыру.
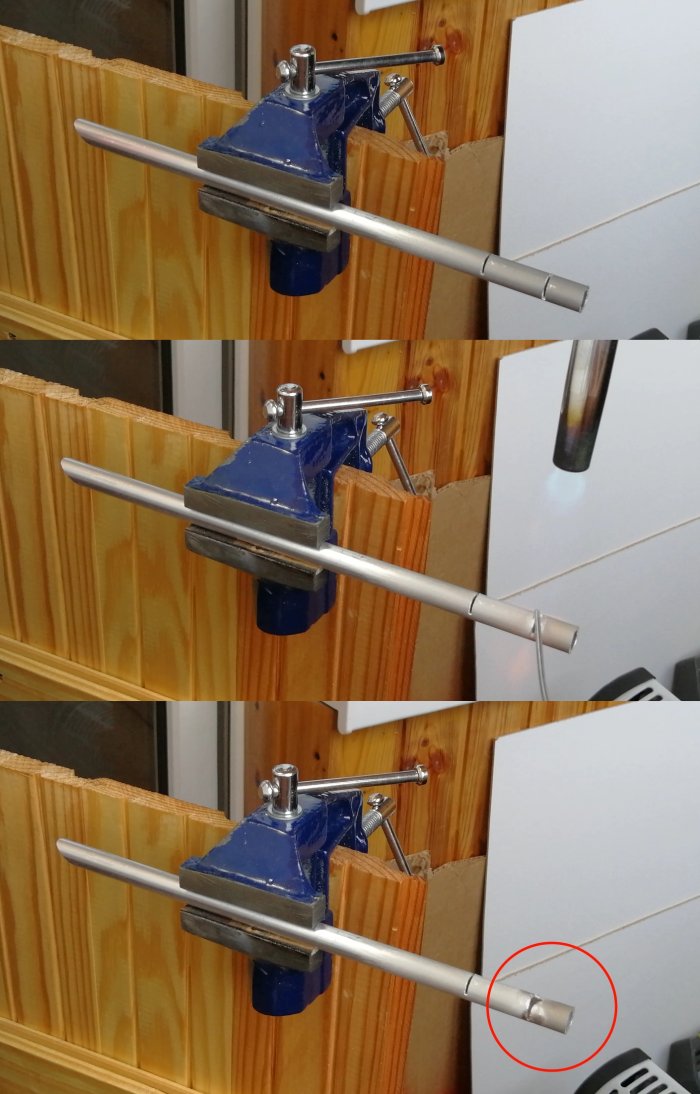
Вторая попытка была удачнее. Правда остались небольшие наплывы на трубке. При желании, их можно легко зачистить наждачной бумагой.

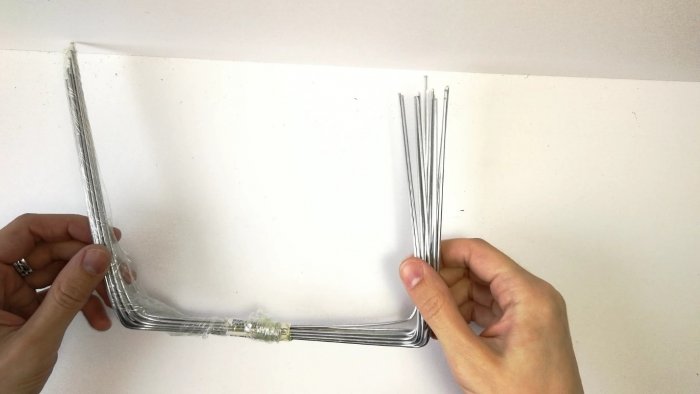
Теперь попробую более сложный вид спайки. Попробую спаять 2 трубки. Для этого разрезал трубку под углом и зафиксировал в тисках.


После сварки я зачистит угол от остатков флюса и наплывов алюминия. Получилось достаточно красивое соединение.

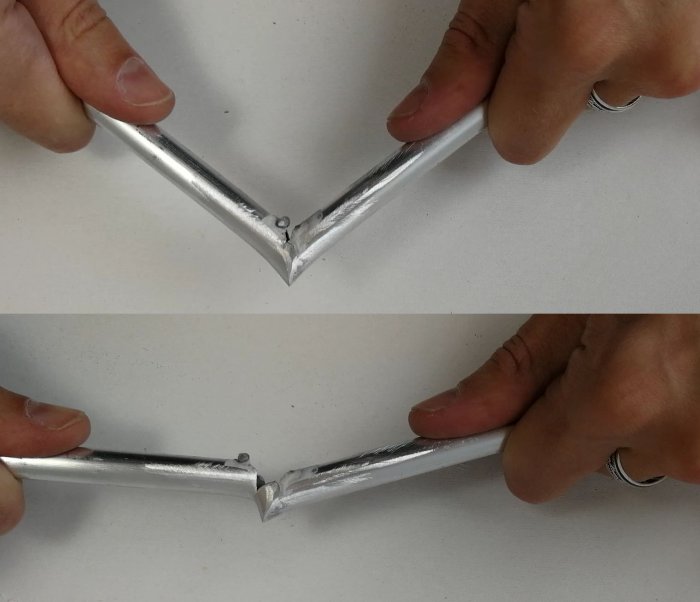
Трубку удалось разорвать. Нижний шов я прогрел слабо, а вот верхний оказался крепким орешком. Трещина пошла не по шву, а ушла в сторону.

Дальше попробую заварить профильную алюминиевую трубу. Стенки у нее толще чем у предыдущей трубки, поэтому прогревать ее нужно дольше.

Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.

Тогда я увеличил мощность горелки и еще немного прогрел припой. И вот тогда он весь растекся по детали и заполнил пропил.



Шов получился отличный. Если зачистить более мелкой наждачкой, то он станет практически незаметным.
Напоследок, решил попробовать запаять стальные винт и гайку.


Я попробовал открутить гайку пассатижами. В итоге только слизал всю резьбу болта, а гайка так и не сдвинулась с места.

При пайке я заметил, что по цвету пламени можно определить прогрелась деталь или нет. Пламя у горелки синего цвета, а когда деталь прогревается, пламя становится красным. В этот момент лучше всего наносить припой.
Способ мне очень понравился. Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Появились новые задумки для моих самоделок.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Читайте также: