Аппарат для электромуфтовой сварки своими руками
Обновлено: 16.05.2024
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Сварочный трансформатор для электросварных ПНД муфт.
wal-er
Привет! Столкнулся с необходимостью работы с ПНД трубами и выяснилось что на ряду с резьбовыми ПНД соединительными муфтами (отличающимися условной надежностью) есть сварные электромуфты для ПНД трубы. Их отличие высокая надежность и сравнительно не высокая стоимость. Единственная проблема в том что трансформатор для сварки электромуфт стоит весьма дорого. Соответственно счастливые обладатели данного девайса монополизируют цены и в зависимости от настроения обозначают ценник.
Сама муфта устроена до обидного просто - в ПНД ластик определенной формы внутри намотана нихромовая нить. На муфте указано время прогрева в секундахи и напряжение необходимое для прогрева. Ниже указано время остывания. И ВСЁ. Речь идет о тубах диаметром D25 и D32 по сути малые диаметры. Сам сварочный трансформатор по сути понижающий блок с таймером. Силу тока не знаю. все здесь -
mechanic
@wal-er, у китайцев от 30 тыс стоят. Я не думаю что там шибко дешевле будет самому сделать. Но репу почесать можно.
Евегний
Вижу что тема не развилась. Мне тоже интересен такой аппарат. Нужен трансформатор на 40 вольт и как то организовать что бы можно было выставлять силу тока и время.
Эдуард Анисимов
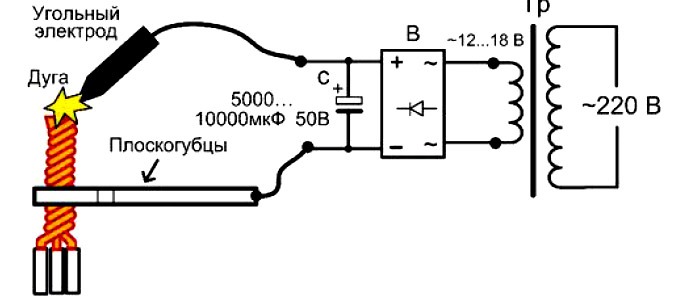
Автомобильный аккумулятор. Импульсный повышающий блок питания.
Простейший таймер.
Мощность блока питания рассчитывается исходя из нагрузки. Не зная параметров нагрузки не известно какой БП нужен.
Практик
Эта тема не для профи,у них есть дорогущее оборудование и все мануалы к нему.Эта тема для тех, кому надо сварить пару стыков небольших ПЭ труб.
Можно конечно взять оборудование в аренду(2-3 Кр в сутки) но Жаба и тут.
Поэтому разбираемся со штртхкодами.
.
Наклеенными Непосредственно на муфту.Некоторые фирмы прямо в лоб
На наклейке печатают Напругу сварки,время сварки,время остывания.Его ( (остывание)кстати мало кто скрывает,его можно превышать ,важно до этого времени не шевелить готовую сварку.А вот остальные параметры в штрихкоде-
Иногда только в нем-это чтобы читала только машина.
Покапавшись в И-нете нашел-таки нужные картинки.
На муфте 2 штрихкода-верхний визуально более длинный в нем 24 символа нам нужен и нижний , чуть короче(иногда на желтом фоне) хотя в нем 28 символов- не нужен.Первые 8 символов верхнего кода слева направо-код производителя,9-11 это dy муфты, 13-14 знаки - это Напруга сварки, 15-17 - сопротивление спирали в Ом,
19-21 - время сварки в сек.Если на 20 месте стоит 9 то время сварки в мин.
Время остывания обычно пишут текстом с буквами СТ=.
Иногда параметры сварки отлиты прямо в пластике муфты.
Прочитав параметры сварки, у меня это 16 в, 0,4 Ом получаем ток
16/0,4=40 А и мощность 16×40=640 Вт и подавать это надо
21 сек.Охлаждать не менее 5 мин. Все.
Такую мощность и ток способен дать любой трансформаторный сварочник,
Но ошибиться с током чревато потерей муфты..
..
Здесь я привожу ВАХ свартранса А1, А ,А2 и нашей муфты ОВ.
При правильно установленном токе эти кривые пересекутся в точке С,
Что будет давать 16 Вольт при 40 А.При повышенном токе кривые пересекутся в точке С1 и муфта сгорит , при пониженном- в точке С2-будет
Непровар,т.е. свищ.Т. образом задача сводится к быстрому подбору напряжения на муфте ( 16 В ) при предварительно установленном токе 40 А. Я буду пробовать быстрыми включениями ( 1 сек вкл , 1 мин - откл на охлаждение ) измеряя тестером напряжение на муфте пока не попаду в рабочую точку.После этого буду варить весь
Цикл=21 сек.Кстати фирмачи рекомендуют добавлять на 8 % время сварки при понижении на 10 градусов температуры в месте работ и убавлять пр и жаре.Это все теория-в ближайшее время проверю на практике.
Да и не забываем про электробезопасность.
.
Сегодня заварил.Напряжение выставил 115 в с ЛАТРА на сварочник время дал 22 сек.Ток был 37 А, напрянажение на выходе сварочного транса было 19 в.Заварилось все на 5 +++. Выкладываю фотку распила сварки.Походу все ОК.(На заднем фоне в кадр случайно комп попал).

Вот теперь я думаю тема реально закрыта.Промышленное качество сварки за копейки.
.
Электромуфтовая сварка: принцип работы
Сварка остается одним из наиболее надежных методов соединения, а в некоторых случаях единственным. И отчасти популярность технологии обеспечивает не только ее эффективность, но и развитие, так как появляются новые методы варки. К примеру, электромуфтовая сварка, об особенностях работы с которой пойдет речь.

Что такое электромуфтовая сварка
Электромуфтовая сварка предполагает применение особой муфты. Она сделана из пластика, внутри — электрическая спираль. Из-за электрического тока эта спираль нагревается и нагревает заодно и трубопровод, на который надета. Так, для использования электромуфтовой сварки подойдут только ПНД и любые пластмассы, потому подобный метод соединения предполагает, что пластик или полиэтилен немного расплавится под действием высоких температур, а потом склеится. Остыв, соединение станет цельным и наиболее крепким, так как структура получится неразрывной.

Преимущества и недостатки
В числе преимуществ электромуфтовой сварки такие характеристики, как:
- Можно делать почти при любой погоде, в любой сезон.
- Ремонтирует трубы без необходимости удаления их целиком или частями.
- Простота варки, так как нужно лишь ровно соединить трубы нагревательной деталью. Далее электромуфтовая варка идет автоматически.
- Подойдет для соединения материалов любой толщины, а также диаметра (от 2 см).
- Соединение получается долговечным, так как материалы на стыках проникают друг в друга.
- Детали для аппарата дорогие, но отличаются долговечностью. Муфтовый сварочный аппарат имеет низкое энергопотребление.
- Этот метод подходит для работы в полевых условиях, когда нужно произвести быстрый ремонт.
- Муфтовая варка не делает диаметр трубопровода меньше, поэтому ее можно применять в ливневых и дренажных системах, а не только тех, что с постоянным давлением.
- Полиэтилен не теряет гибкость, если соединить трубы из него таким способом.
Если говорить о недостатках, то основным будет дороговизна сварочного аппарата и деталей.
Но этот недостаток сочетается с преимуществом долговечности этих деталей, так что их не нужно покупать часто.
Устройство сварочного аппарата
Универсальный электромуфтовый сварочный аппарат — это легкое, компактное устройство с низким потреблением электроэнергии. Работает от розетки или небольшой электростанции, и даже от аккумуляторной батареи.
В состав электромуфтового устройства входят:
- Предохранительный трансформатор.
- Блок управления с микропроцессором.
- Электронный регулятор напряжения.
- Несколько индикаторов, обозначающих тот или иной этап работы.
- Устройство памяти, сохраняющее значения даже после аварийного отключения.
- Омметр, вольтметр.
- USB порт.
- Кнопка включения/выключения.
- Регулятор температуры.
- Защитные элементы на случай коротких замыканий.
Также в составе могут быть инструменты, помогающие снизить количество брызг, а еще уровень шума во время электромуфтовой варки. А также нередко есть считывающая функция, которым можно отсканировать код на трубопроводе, из-за чего устройство автоматически подберет режим для ее варки.

Оборудование и инструменты
Для того чтобы сделать сварку муфт, потребуются инструменты. В их числе:
- Сварочный аппарат с муфтами (или тройниками-седлами).
- Фитинги.
- Позиционер.
- Маркер для разметки.
- Обезжириватель, ветошь и другие средства для предварительной очистки.
- Труборез, который позволит выровнять торцы.
Для электромуфтовой сварки используются специальные штуцеры, их помещают вокруг будущего соединения. А металлические катушки помещаются в те самые фитинги. Сами штуцеры будут всегда чуть больше диаметра трубопровода, чтобы проще было надевать, и они в любом случае смогут правильно нагреть место стыка. Гораздо важнее разместить муфту ровно, чтобы катушки не переместились, иначе можно сделать соединение кривым или вовсе с разрывами.
Фитинг делается из полиэтилена с высокой плотностью, нагревательная спираль в нем всегда закрыта, чтобы избежать повреждений.
Позиционер — это часть, в которой закрепляется узел, что должен быть сварен. В него попадают трубы, когда на них надеваются муфты.
Технология электромуфтовой сварки
Чтобы правильно применить сварочный аппарат для электромуфтовой сварки, потребуется выполнить следующие шаги:
- Зачистить трубы, чтобы подготовить их к сварке. Это делается щеткой, потом обезжиривателем и другими средствами.
- Сделать торцы ровными, чтобы они могли плотно состыковаться друг с другом.
- Снять с обеих труб небольшой слой стружки с помощью зачистного инструмента.
- Если сечение овальное, ее потребуется выровнять.
- Когда зачистка закончена, на торцы нужно надеть муфту.
- Закрепить узел.
- Подключить к сети аппарат для муфтовой сварки, проверить его на исправность.
- Подсоединить кабели к нагревателю.
- Настроить аппарат для электромуфтовой сварки ПНД труб на нужный режим, выставить температуру и время.
- Муфтовая варка будет проходить автоматически, ее этапы будут отмечаться индикаторами на сварочном аппарате. Сначала будет происходить нагревание, потом консолидация, когда начинается основное плавление. Стабилизация, при которой температура все еще повышается, позволяет трубам как можно равномернее скрепиться друг с другом.
- Когда электромуфтовая варка заканчивается, кабеля отсоединяются. Теперь нужно оставить свежий узел для остывания, температура должна снижаться естественным путем. Это последний, четвертый этап.
Внимание!
По окончании работ на узел наносят номер и другие данные, если необходимо.
Сварка электромуфтами становится все популярнее для пластмассовых труб благодаря своей простоте и качеству получаемых соединений. Поэтому теперь соединять пластиковые трубопроводы стало намного проще, а такая технология обязательно будет развиваться дальше, делая процесс варки легче и комфортнее.
Сварка полиэтиленовых труб
Для создания систем водоснабжения, тепловых и канализационных сетей часто используют легкие полиэтиленовые трубы, рассчитанные на низкое давление (ПНД). Им не страшна коррозия, водоводы можно без дополнительного экранирования прокладывать под землей. Наибольшую популярность получили варианты сварки ПНД труб, герметичные швы намного надежнее резьбовых соединений.

Работа с оборудованием, которое применяется для сварки труб из полиэтилена, не требует специальных навыков. Разводку водоснабжения или систему водоотведения в частном доме реально сделать своими руками.
Особенности и применение
Пластиковые ПНД по ГОСТу разрешено использовать при транспортировке питьевой воды. Сохраняют герметичность и целостность структуры при нагреве до +90°С, не боятся промерзания грунта. Спокойно переносят воздействие агрессивной среды канализационных стоков, на внутренней гладкой поверхности не образуются известковые отложения. Трубопровод эксплуатируется без ремонта свыше 50 лет. Из пластика делается современная канализация, она не засоряется в стыках, легко чистится с помощью химических средств.
Выпускают ПНД различного диаметра, начиная с 10 мм. Из марки 80 монтируют инженерные сети диаметром до 90 мм. Для внутренней разводки нужны трубы меньшего размера, 2 или 32 мм, лучше выбирать изделия марки 100, у них хорошая пропускная способность, они удобно монтируются. ПЭ 63 используют в дренажных системах, коллекторах.
Способы соединения полиэтиленовых труб
При помощи разных способов получают разъемные и однородные соединения. Фланцевый применяется для монтажа ПНД большого диаметра с толстыми стенками, когда необходимо перейти к резьбовому соединению:
- с запорной арматурой;
- переходниками;
- клапанами,
- распределительными устройствами.
Другой способ получения разборного соединения – использование компрессионных фитингов. Обжимные резьбовые устройства используются при сборке водопроводных систем небольшого диаметра.
Высокотемпературные технологии основаны на методе диффузионного сцепления: пластик в месте соединения нагревается до температуры плавления. Сварка ПЭ труб широко применяется при монтаже водных сетей любого диаметра. Герметичное неразъемное соединение получают тремя способами:
- сваркой встык, когда торцы соединяют без использования дополнительных уплотнителей;
- в раструб, один конец делает чуть больше, получается кольцевое соединение двух поверхностей;
- с использованием электромуфт, они расплавляются в районе стыка, образуют диффузное соединение большой площади.
Стыковой метод
Сварка полиэтиленовых труб большого диаметра чаще делается стыковым методом. Концы располагают в специальных зажимных устройствах, выравнивающих трубы по направляющим. С помощью специальной пилы торцы выравниваются, плотно соединяются. Электронагреватель размягчает полиэтилен, когда он становится вязким, торцы сжимаются с определённым усилием, чтобы обеспечить герметичность.
Для сварки полиэтиленовых труб встык нужно специальное электрооборудование. Сварочный аппарат оснащен регулятором температуры нагрева пластика. Стыковой сваркой ПНД труб монтируют магистрали. Прочный шов не уменьшает гибкость водоводов.
Электромуфтовый способ
Высокотемпературное фитинговое соединение применяется там, где нет возможности соединить ПНД стыковым методом. Для электромуфтовой сварки труб ПНД нужен только переносной блок питания. Электромуфту подключают за клеммы, разогретый пластик плотно облегает стык. При муфтовом соединении важно не передержать провода на клеммах и оцентровать концы перед заправкой в нагревающийся фитинг, чтобы исключить перекос магистрали. Фитинги бывают с открытой и закрытой спиралью, различаются по диаметру и длине.
Сварка враструб
Этот метод используется при монтаже ПНД небольшого диаметра, применим в домашних условиях. При раструбной сварке полиэтиленовых труб нужны фитинги, в которые будут вставлять концы. Соединение враструб удобно использовать, когда в системе много поворотов, тройниковых стыков. Монтаж осуществляется сварочным аппаратом – паяльником. Одновременно нагревается наружная поверхность трубы и внутренняя часть фитинга. Когда пластик достигает температуры пластичности, части соединяются с усилием, чтобы во время сварки сцепление происходило во всей нагретой поверхности. Важно соблюдать температурный режим, чтобы поверхность прогревалась только на определенную глубину.
Разновидности сварочных аппаратов
По функциональному назначению аппараты для монтажа ПНД делятся на два класса:
- устройства, соединяющие ПНД встык или враструб;
- аппараты подключения электромуфт.
Основные части сварочных аппаратов для полиэтиленовых труб:
- трансформатор;
- мощностной модуль обеспечивает токоподачу необходимого напряжения;
- регулятор режима нагрева.
Аппараты для стыковой пайки
Модели паяльников конструктивно похожи, они бывают разной формы, размера, мощности. Есть универсальные агрегаты с механическим и гидравлическим приводом, они создают нагрузку при соединении ПНД большого диаметра.
Виды аппаратов стыковой пайки полиэтиленовых труб:
- Сварочное зеркало. Круглым нагревательным элементом сложно выполнить аккуратное соединение, ручной аппарат применяется при монтаже подземных или подвальных участков трубопроводов.
- Сварочный аппарат оборудован станиной, на нее крепится паяльник, центратор. Автоматический сварочный аппарат сжимает разогретые поверхности с помощью рычажного механического устройства или гидравлического привода. Аппараты подбираются по размеру свариваемых труб.
Пайка с помощью электромуфты
Аппараты для муфтовой сварки полиэтиленовых труб выпускают в двух модификациях: с ручной и автоматической регулировкой со сканером, считывающим маркировку. Они очень экономичные, легкие, удобны в транспортировке.
Вспомогательный инструмент
При монтажа трубопроводов кроме оборудования для сварки необходимо иметь:
- труборез гильотинного типа;
- калибровщик – инструмент, восстанавливающий профиль после транспортировки;
- фаскосниматель, им зачищают и выравнивают свариваемые торцы.
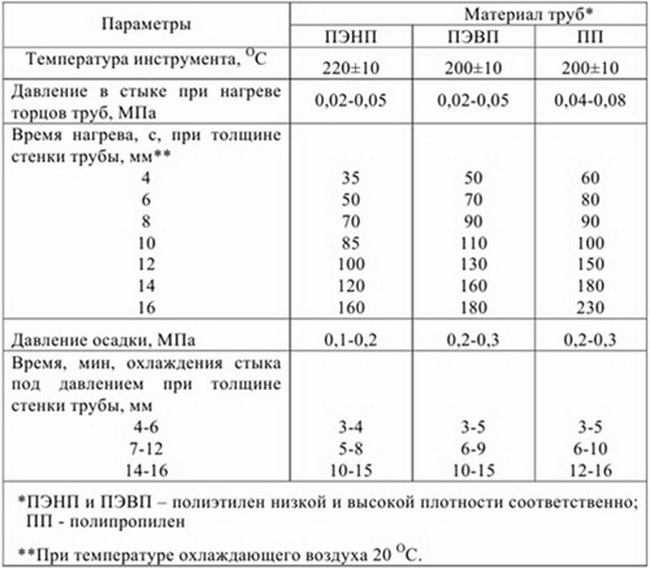
Технология и поэтапный процесс сваривания
- Предварительно зачищают торцевые поверхности, снимают все заусеницы, выравнивают срез. После этого пластик хорошо обезжиривают.
- Торцы труб после стыковки фиксируют в центраторе, допустимый зазор – 3 мм.
- В месте шва устанавливают разогретое сварочное зеркало; его нагревают, выставляя температурный режим согласно технологии, значение находят по таблицам, прилагаемым к инструкции зеркала.
- Концы с силой прижимают к горячему зеркалу.
- Затем ослабляют зажим центратора, вынимают паяльник.
- Разогретые поверхности сжимают с усилием, производится оно руками, рычажным или гидроусилителем.
Контроль качества швов
После сварки осматривают стык, шов должен иметь форму валика с симметричным наплывом пластика. Допускается небольшое смещение стенок, не более 10% от величины диаметра. На шве не допускаются трещины, пузыри и другие дефекты.
Контроль качества сварных соединений полиэтиленовых труб производится обязательно, от этого зависит срок службы водовода. Если валик образовался маленький, шов необходимо переделать, ошибка в том, что торцы были недостаточно разогреты или сжаты без усилия. Если валик пластика на шве слишком большой – паяльник в зоне стыка находился слишком долго. Такой шов недопустим на водоводах диаметром до 20 мм, он будет уменьшать просвет внутреннего сечения.
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.

Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора. не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Читайте также: