Аппарат для газовой сварки и резки
Обновлено: 03.05.2024
Регуляторы предназначены для понижения давления и автоматического поддержания постоянного рабочего расхода газа.
Редукторы предназначены для понижения и регулирования газа и поддержания постоянного рабочего давления.
Регуляторы расхода для углекислого газа УР-6-5 предназначены для понижения и регулирования давления или расхода углекислого газа, поступающего из баллона и автоматического поддержания постоянным заданного давления или расхода газа при питании сварочных постов и установок в среде защитных газов.
ПУ-1-36В – подогреватель предназначен для работы от источника питания переменного или постоянного тока с напряжением 36 В.
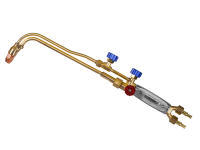
Горелка ацетилено-кислородная инжекторная со сменными наконечниками предназначена для сварки, пайки высокотемпературными припоями, нагрева, плавления и других технологических процессов.
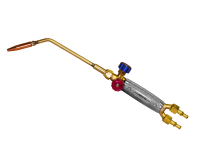
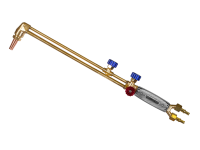
Резак предназначен для ручной газокислородной разделительной резки листового и сортового металла из низкоуглеродистых сталей толщиной до 300 мм.
Cмеситель сварочного газа АR/CO2 «Mixer» предназначен для получения двухкомпонентных сварочных газовых смесей стабильного состава с изменяемым соотношением газов.
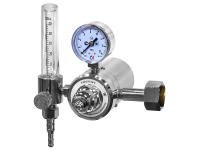
Регулятор расхода КЕДР У-30/АР-40/2 с 2 ротаметрами предназначен для понижения давления защитного газа, подаваемого из магистрали или баллона, и поддержания постоянного заданного расхода при питании постов сварочного оборудования для MIG/MAG и TIG-сварки.
Резак универсальный, внутрисоплового смешения газов, вентиль КР, толщина реза до 300 мм, диаметр присоединяемых рукавов 6/9 мм, L=500, угол наклона головки - 95 градусов, вес 1,0 кг (20 шт/кор).
Углекислотный редуктор c радиальным подключением. Корпус изготовлен из алюминия, крышка из специального пластика. Поставляется в комплекте с универсальным ниппелем.
Универсальный регулятор расхода газа с двумя ротаметрами для углекислоты и аргона.
Углекислотный редуктор серии МИНИ в алюминиевом корпусе. Поставляется в комплекте с универсальным ниппелем и прокладкой входного штуцера.
VARTEG УРГ-40 - регулятор расхода газа, предназначен для понижения давления газа, поступающего из баллона, и автоматического поддержания заданного расхода постоянным.
Универсальный регулятор расхода газа с одним ротаметром для углекислоты и аргона.
Универсальный регулятор расхода газа подогревателем на 36В и с одним ротаметром для углекислоты и аргона. Радиальное подключение. Отличается уменьшенными габаритами и весом.
Рукав газовый чёрный кислородный 6,3мм. (бухта 40м, 3 кл). При сварочных работах применяется для подачи под высоким давлением к сварочному оборудованию кислорода для резки металлов и газовой сварки.
Универсальный регулятор расхода газа с одним ротаметром для углекислоты и аргона. Радиальное подключение. Отличается уменьшенными габаритами и весом.
Редуктор баллонный кислородный одноступенчатый ПТК БКО-50-12,5 предназначен для понижения давления рабочих газов, поступающих из баллона, и автоматического поддержания постоянным заданного рабочего давления этих газов при питании постов, установок газовой сварки, газовой резки, пайки, наплавки, нагрева и других процессов газопламенной обработки.
Аргоновый регулятор расхода газа с манометром и манометром-расходомером. Корпус изготовлен из алюминия, крышка из специального пластика. Поставляется в комплекте с универсальным ниппелем.
Регулятор расхода газа GasIQ Minex Ar/Mix 30 л/мин 3/4-3/8 газовый редуктор с расходомером стрелочного типа.
Баллонный одноступенчатый редуктор предназначен для понижения давления газа, поступающего из баллона, и автоматического поддержания постоянным заданного рабочего давления.
Пропановый резак для ручной разделительной резки металла из низкоуглеродистых сталей толщиной до 20 мм. Укомплектован наружным и внутренним мундштуками. При замене наконечника из резака можно сделать горелку.
Машины для резки листов CG-30 I предназначены для прямолинейного раскроя листового металлопроката толщиной от 5 мм, а также вырезки деталей с помощью циркульного устройства. Регулировка скорости перемещения плавная. Данные аппараты обладают высоким уровнем точности, скорости и качества резки труб.
Универсальный регулятор расхода газа с подогревателем на 220V и одним ротаметром. Регулятор предназначен для углекислоты и аргона.
Кислородный редуктор серии МИНИ в алюминиевом корпусе. Поставляется в комплекте с универсальным ниппелем и прокладкой входного штуцера.
Устройство для подогрева углекислого газа, аргона, азота и других не агрессивных газов. Рабочее напряжение питания подогревателя – 220 В.
Резинотканевый рукав для ацетилена, пропан-бутана и метана при давлении не более 0,63 МПа. Подходит для сварки полуавтоматом. Продажа рукава осуществляется бухтами. Указана цена за 1 метр рукава.
Горелка газовоздушная вентильная ГВ-901Р предназначена для нагрева изделий из черных или цветных металлов, сушки, обжига, а также нагрева поверхности рулонных битумных материалов при выполнении кровельных работ.
Универсальный регулятор расхода газа с двумя манометрами-расходометрами для углекислоты и аргона.
Редукторы предназначены для понижения давления газа, поступающего из баллона, и автоматического поддержания постоянным заданного рабочего давления при газопламенной обработке.
Регулятор расхода газа У-30/АР-40-5 с двумя манометрами-расходометрами для углекислоты и аргона предназначен для понижения давления газа и автоматического поддержания постоянным заданного расхода при питании постов и установок в среде защитных газов.
Регулятор расхода КЕДР У-30/АР-40/1 с ротаметром предназначен для понижения давления защитного газа, подаваемого из магистрали или баллона, и поддержания постоянного заданного расхода при питании постов сварочного оборудования для MIG/MAG и TIG-сварки.
Горелка Г2А мини инжекторного типа, предназначена для ручной ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов. Толщина свариваемого металла до 4 мм.
Подогреватель газа ПЭГ-1 предназначен для подогрева проходящего через него углекислого газа, аргона, азота и других не агрессивных газов.
Особенности газового сварочного аппарата
Из всех известных способов обработки металлов газовая сварка – самый распространённый и недорогой, что объясняется сравнительно низкой стоимостью используемого энергоносителя. И действительно, цена на применяемые при сварке газы, такие, к примеру, как пропан, бутан, ацетилен и кислород несравнима с тем же показателем для относительно дорогого метода сварки электрической дугой.
Поэтому способ соединения свариваемых заготовок сгораемыми газовыми смесями получил широкое распространение не только в промышленном производстве, но и в быту. А для работы с газами нужен соответствующий сварочный аппарат.

Области применения
Доступность и относительная дешевизна монтажных работ с применением газовых сварочных аппаратов определили и сферу их использования в практической деятельности человека. Методы газовой сварки широко применяются в следующих ситуациях:
- при проведении большинства видов строительных и монтажных работ;
- в коммунальном хозяйстве (при ремонте и замене газовых, тепловых и водных магистралей);
- в металлургии, автомобиле- и судостроении, а также при проведении высотных работ на строящихся объектах любых категорий сложности;
- в частных подсобных хозяйствах (при наличии соответствующего оборудования и профессиональных навыков).
В домашних условиях этот вид сваривания деталей применяется не так часто, однако при наличии соответствующего разрешения от пожарных служб он вполне допустим.
С помощью газовой сварки и с применением соответствующих аппаратов удаётся соединять практически все виды сплавов, включая цветные металлы (при толщине заготовок до 80-ти миллиметров). В случае меньшей толщины деталей этот способ подходит и для работы с низкоуглеродистыми и нелегированными сталями.
Особенности оборудования
Ещё одним достоинством газовой сварки, влияющим на оценочные характеристики этого метода работ, является невысокая стоимость газового сварочного аппарата и большая по сравнению с другими агрегатами мобильность.
Типовой комплект газового сварочного оборудования состоит из пары баллонов, специальных рукавов или шлангов и горелки, что в общей массе редко превышает 100 килограммов. Баллоны с газом подвозят к месту работ и соединяют с горелкой герметичными прорезиненными рукавами. По сути это и есть сварочный аппарат или газовый пост.
Редуктор

Для регулировки параметров сварочного процесса (давления газового состава, например) в комплектующий набор оборудования входит специальный редуктор, подключаемый к каждому типу ёмкости индивидуально.
Его основным рабочим параметром, определяющим выбор конкретного вида сваривания, является пропускная способность. То или иное значение этого показателя подбирается в соответствии с условиями проведения работ и применяемых для сварки резаков, в которых осуществляется непосредственное смешивание газов.
Корпус резака делают из специальной углеродистой стали. Он располагает возможностью оперативной замены всех своих составляющих, включая инжектор, клапана и мундштук. Эти универсальные комплектующие могут различаться по мощности (или производительности), определяющей выбор подходящей по типоразмеру горелки.
Горелка
Последний элемент аппарата (имеется в виду горелка) в зависимости от типа используемой газовой сварочной смеси может иметь самые различные исполнения.
Так для ацетиленовой сварки подходят изделия малой и средней производительности с наконечниками от нулевого до седьмого размера (они предназначаются для сваривания металлов толщиной от 0,3 до 30 миллиметров). Нередко применяются горелки, не имеющие инжектора и функционирующие под давлением поступающей смеси газов.
Для сварки пропанобутановой смесью выпускается два типоразмера этих приборов:
- вариант исполнения ГЗУ-3, используемый для сваривания заготовок толщиной от 0,3-х до 7-ми миллиметров;
- модель ГЗМ-4, предназначенная для предварительного подогрева металла.
Помимо рассмотренных видов газового сварочного оборудования используются универсальные или специализированные горелки, предназначенные для обработки всех известных видов газа.
К особенностям рассматриваемого сварочного аппарата и самой технологии газосварки следует отнести взрывоопасность используемых при сплавлении веществ и как следствие – необходимость в крайне осторожном обращении с баллонами. Вот почему рассмотрению этого вопроса следует уделить особое внимание.
Требования к баллонам

В комплект газового оборудования, используемого для сварки и резки металлических конструкций, входят герметически закрывающиеся сосуды или баллоны, в которых газ находится под высоким давлением.
Для содержания любого вида газообразных составов (другое их название – «активные газы») предназначается особая ёмкость, имеющая отличающуюся от других баллонов форму и размеры. Вентили для различных газовых смесей также отличаются по своей конструкции.
Кислородные баллоны, в частности, изготавливаются из бесшовных труб, производимых на основе углеродистых или легированных сталей, и рассчитаны на работу под высоким давлением.
При газовой сварке с более низким показателем давления могут применяться трубные конструкции сварного типа с рабочей ёмкостью до 40 литров (изготавливаются согласно ГОСТ 949–73).
Порядок производства сварочных баллонов для ацетилена нормируется требованиями ГОСТ 5948–60, в соответствии с которыми предписывается применять двухкамерные ёмкости, обеспечивающие более эффективное выравнивание давлений.
Рабочие ёмкости для пропанобутановых смесей изготавливаются согласно ГОСТ 15860–70, в котором оговариваются их основные параметры (вместимость и предельное давление).
Все виды перечисленных сварочных емкостей должны быть надёжно защищены от попадания на их вентильное устройство технических масел и жиров, что может привести к взрывоопасной ситуации.
Поскольку эти составляющие сварки газом относятся к разряду изделий повышенной взрывоопасности – к обслуживающему их персоналу предъявляются предельно жёсткие требования.
Без предварительного обучения и оформления разового допуска на проведение работ непросто получить разрешение даже на их транспортировку.
Бытовая сварка
При подготовке организации работ с применением газового сварочного аппарата в бытовых условиях должны соблюдаться особые меры предосторожности, которые в условиях производства контролируются в штатном режиме.
Основное внимание следует уделить безопасным приёмам обращения с газовыми баллонами, для перевозки которых в пределах строительной площадки вполне подходит простейшее средство передвижения (тележка, например).
Однако при использовании такого транспорта необходимо помнить о том, что баллон с ацетиленом должен надёжно закрепляться в вертикальном положении. Переносить же газосварочное оборудование с места на место (на короткие дистанции) вполне по силам двум физически здоровым мужчинам.
Несмотря на простоту используемых газовых аппаратов, данный вид обработки металлических заготовок требует высокой квалификации каждого частного исполнителя.
В заключении ещё раз надо отметить, что газосварка относится к самым дешевым методам обработки металлов плавлением, не требующим наличия поблизости электрических сетей. Благодаря указанному преимуществу этот способ сварки используют в отдалённых районах и сельских местностях, лишённых централизованного электроснабжения.
Устройство аппаратов для газовой сварки и резки
Газосварка – это процесс, в котором сваривание металлических деталей происходит за счет оплавления стыков и сварочной проволоки высокотемпературным пламенем.
Пламя образуется благодаря сжиганию ацетилена, пропана или бутана в атмосфере кислорода. Оборудование для резки и сварки с помощью пламени часто используется при соединении заготовок из стали, ремонте чугунных изделий, сваривании цветных металлов и резке всевозможных металлических материалов.

Оборудование для газосварки
В комплект аппарата для газовой сварки или резки входят:
- горелка или резак;
- кислородный и ацетиленовый шланг;
- кислородный баллон;
- ацетиленовый генератор или пропановый баллон;
- редукторы.
Каждая деталь газового аппарата имеет большое значение, и обойтись без нее нельзя. Но можно составить комплект аппарата для газовой сварки, покупая приборы постепенно, заменяя их, подбирая нужные параметры.
Горелка и резак
Горелка – это основная часть аппарата. По конструкции газовые горелки для сварки и резки мало отличаются друг от друга. К средней части подсоединяются наконечник, есть вентили, которые регулируют подачу окислителя и горючего. Газовая горелка часто имеет пьезоподжиг. Кислород и ацетилен попадает в нее по шлангам, закрепленным в рукоятке.
По способу подачи горючей газовой смеси горелки делятся на инжекторные и безинжектроные. Горелки для сварки и резки бывают газовыми и жидкостными (распыляется бензин или керосин), однопламенными и многопламенными. Согласно ГОСТ горелки бывают микромощные, малой, средней и большой мощности.
Самые распространенные – газовые горелки малой и средней мощности. Первые могут варить металл толщиной 0,2-7 мм, вторые варят металл толщиной от 0,5 мм до 30 мм. Все зависит от выбора насадки, которых в малых газовых горелках 4, а в средних 7.
При работе с ацетиленовым генератором в смесительной камере аппарата за счет разрежения, возникающего при выходе кислорода в камеру, засасывается ацетилен.
Резак в отличие от обычной газовой горелки имеет два канала. По одному идет горючая смесь кислорода и ацетилена, по другому, чистый кислород, который образует режущую струю.
Кто пользовался газовым резаком, тот не задают себе вопрос, как резать металл и чем разрезать. Резак вне конкуренции. Им работать проще и дешевле, по сравнению со сварочным инвертором.
Ацетиленовые генераторы
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3 категории:
- генераторы низкого давления до 0,1 атмосферы;
- среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
По способу получения газа генераторы делят на пять видов:
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.
«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция. При падении давления вытесненная вода поступает обратно в камеру. Аппарат применяется в передвижных сварочных постах.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
Баллоны, редукторы, проволока

Ресиверы (технические баллоны) с кислородом или пропаном рассчитаны на хранение при давлении 150 атмосфер. Чтобы его можно было использовать в сварочном процессе, применяются понижающие редукторы. Ресиверы и редукторы имеют цветовую маркировку.
Кислородные газовые баллоны окрашиваются в голубой цвет, ацетиленовые в белый. Шланги тоже имеют такие же цветовые маркировки. Газовые шланги с красной полосой рассчитаны на давление до 6 атмосфер, с синей – до 20 атм., а шланги с желтой полосой предназначены для перекачки бензина или керосина.
На каждом баллоне устанавливаются по 2 манометра. Один контролирует давление в резервуаре во время сварки или резки, другой в шланге.
Для газовой сварки и резки необходима сварочная проволока, иногда требуется флюс. Перед использованием проволоку необходимо очистить от ржавчины, краски, жира и других загрязнений.
При сварке заготовок из алюминия и других цветных металлов требуется флюс, он защищает их от воздействия воздуха. В качестве него применяют борную кислоту и буру.
Особенности газосварки
Технология газовой сварки и резки на соответствующем аппарате имеет свои нюансы в зависимости от характеристик металла. Сварку низкоуглеродистых сплавов делают любым газом.
При газовой сварке легированных сталей используют проволоку с примесью хрома и никеля. Чугунные изделия варят специальным пламенем, предотвращающим образование белого чугуна.
При газовой сварке медных предметов зазор должен быть минимальным, а пламя большой мощности. Используется присадочная медная проволока и раскисляющий флюс. Латунные изделия сваривают при большой подаче кислорода с использованием латунной проволоки.
Плюсы и минусы газосварки

Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Технология процесса газовой сварки или резки проста. Процесс легко регулировать, уменьшая или увеличивая энергию пламени. Невысокая температура пламени позволяет проводить постоянный визуальный контроль через темные очки.
К минусам работы на газовом аппарате относится очень медленный нагрев свариваемых изделий, особенно при сопоставлении с электродуговой сваркой. Зона нагрева при газосварке очень большая.
При соединении толстостенных изделий производительность значительно ниже, чем при производстве работ электросваркой, и она плохо поддается автоматизации.
Запрещается проводить газовую сварку вблизи огнеопасных веществ. При работе с газовым аппаратом в помещениях должна быть предусмотрена вентиляция. Ацетиленовый генератор должен находиться на дистанции более 10 м от места сварки или резки металла.
Генератор должен иметь достаточно воды, а количество карбида кальция не превышать объем загрузочной корзины. Запрещено использовать кислородные ресиверы с содержанием газа меньше нормы. В процессе сварки пламя направляется в противоположную сторону от газовых ресиверов. Сварочные работы проводятся в очках и спецодежде.
Газосварочное оборудование и материалы
Оборудование для газовой сварки – ряд профессиональных устройств для создания условий плавления присадок под воздействием теплового газового воздействия.





Гелий, Максимальное рабочее давление 0,36 МПа, Максимальная пропускная способность 50 м³/ч, Максимальное давление срабатывания предохранительного клапана 0,8 МПа, Алюминий



Углекислота, Максимальное рабочее давление 0,6 МПа, Максимальная пропускная способность 6 м³/ч, Максимальное давление срабатывания предохранительного клапана 0,7 МПа, Латунь




Пропан, Максимальное рабочее давление 1,6 МПа, Диапазон давлений на выходе от 2 до 3,6 МПа, Максимальная пропускная способность 1,2 м³/ч


- ёмкость с горючим газом;
- кислородный баллон;
- современную сварочную горелку;
- кислородный редуктор и аналог, предназначенный для горючего газа;
- сварочные шланги, рукава и т.д.
Газовый сварочный аппарат предназначен для нагревания деталей и расходного материала. Высокотемпературное воздействие создаётся горением газа в кислородной среде. Данная технология предусматривает работу с различными металлами, в частности: углеродистыми и низколегированными сталями. Современный аппарат для газовой сварки и резки незаменим в условиях строительных и ремонтно-восстановительных работ. Ограничением по использованию данного вида оборудования является повышенный газовый фон.
Вместе с газосварочным оборудованием могут использоваться различные виды горючих смесей, которые и классифицируют данный вид воздействия. Наиболее популярные из них: ацетилен-кислородная и бутан-кислородная сварка. Качественный аппарат для газовой сварки и резки обеспечивает безопасность работы с высокоактивными горючими веществами.
Аппарат для газовой сварки и резки: что это и как выбрать?
Сварка и резка с применением горючего газа — это давно известная и часто применяемая технология. С помощью газосварочного оборудования можно сварить практически любой металл, поскольку горелка позволяет плавно регулировать температуру пламени, а значит подстраивается под температуру плавления заготовки. Также эта технология позволяет не использовать электроэнергию, так что вы сможете варить даже в полевых условиях.

В этой статье мы напомним об этой простой, но эффективной сварочной технологии, а также подробно объясним, что такое аппарат для газовой сварки и резки, каковы его характеристики и существует ли он на самом деле. Мы также расскажем, как подобрать комплект оборудования для выполнения газовой сварки и резки.
Общая информация
Для начала напомним о технологии. Газовая сварка и газовая резка — это метод сварки/резки металла с использованием кислорода и ацетилена (или любого другого горючего газа). Кислород и газ используются по отдельности и поставляются в баллонах. Эта технология широко применяется даже в 21 веке, поскольку позволяет осуществить сварку и резку без электричества.
Суть технологии проста. К баллонам с газом и кислородом с помощью шлангов подсоединяется газовая горелка, которая используется для смешивания и последующей подачи этой смеси. При выходе из сопла смесь поджигается. Температура при горении газа и кислорода может достигать 3000 градусов по Цельсию, и этого более чем достаточно для плавления большинства металлов. Швы формируются либо за счет основного металла, либо с применением присадочной проволоки.
Для выполнения газовой сварки/резки необходимо собрать так называемый сварочный пост. Он состоит из двух баллонов (один с горючим газом, другой с кислородом), газового редуктора, двух шлангов (для ацетилена используется шланг для горючего газа, обозначенный красным цветом, а для кислорода — синим), а также горелки или резака.

Как видите, никакой аппарат для газовой сварки и резки здесь не фигурирует. Эта технология в принципе не подразумевает использование сварочного аппарата, поскольку он питается от сети и работает по совершенно другому принципу. Отсюда можно сделать вывод, что фраза «аппарат для газовой резки/сварки» — это просто заблуждение несведущих сварщиков.
В случае с газовой сваркой и резкой правильнее говорить «комплект оборудования» или «газосварочный пост». Но никак не «аппарат для сварки и резки газом».
Как выбрать оборудование?
Оборудование и аппаратура для газовой сварки требуют тщательного подбора. Далее мы подробно расскажем основные особенности, которые вам нужно учесть при выборе всех комплектующих.
Сварочная горелка/резак
Сварочная горелка или резак — это главный компонент во всей цепочке. Именно в горелке или резаке смешивается кислород с горючим газом. Также горелка/резак используется для регулировки подачи газовой смеси. Благодаря этому можно довольно точно подстроит температуру горения пламени. Так вы сможете варить металл с любой температурой плавления, не превышающей 3000 градусов.

Как не трудно догадаться, горелка используется для сварки металла (точнее, для плавления кромок), а резак — для резки.
У горелок и резаков отличается мощность. Для дома лучше выбрать маломощную горелку, она компактна и весит немного, так что вам будет удобно с ней работать. Мы не рекомендуем выбирать горелку с запасом по мощности, поскольку вы переплатите и получите не самый удобный «инструмент» в работе из-за ее веса.
Большинство горелок предназначены для смешивания кислорода с ацетиленом, а большинство резаков — для смешивания кислорода и пропана. Учитывайте это перед покупкой.
Шланги
Шланги необходимы для подачи газа из баллонов в горелку или резак. Всего используется два шланга. Один для кислородного баллона, другой — для баллона с горючим газом. Оба шланга подсоединяются к горелке/резаку.
В большинстве своем, шланги изготавливают из прочной, но гибкой резины. Если в качестве горючего газа используется керосин или бензин, то нужно выбирать бензостойкий шланг.
Что касается длины шлангов, то здесь мнения разнятся. Но мы считаем, что все зависит от объема баллонов. Чем больше объем, тем длиннее должен быть шланг, чтобы вам не пришлось перетаскивать тяжелый баллон из места в место. Если вы используете баллоны объемом 10 литров, то можете купить обычные короткие шланги и не беспокоиться.
Обращайте внимание на цвет шлангов. Для горючего газа выбирайте шланг, окрашенный в красный цвет. А для кислорода — окрашенный в синий.
Редуктор газовый
Редуктор предназначен для понижения давления газа и контроля за его расходом. Устанавливается прямо на газовый баллон. При этом редуктор используется не просто для понижения давления, а для его стабилизации до необходимого уровня. Этот простой прибор предназначен не для снижения давления до нулевой отметки. Это важно понимать.

У редуктора есть два датчика, с помощью которых можно осуществлять настройку. На одном датчике показывается давление, а на другом можно проследить расход газа. Прибор очень удобен и прост в применении.
Выбирая редуктор, обращайте внимание на его цвет. К примеру, редукторы для ацетилена окрашивают в черный цвет, чтобы их можно было отличить от других. Вы не можете использовать любой редуктор с горючим газом. Необходимо учитывать сам газ и подбирать редуктор исходя из этого.
Баллоны
Как мы уже упомянули выше, используется два баллона — с горючим газом (чаще всего ацетиленом) и кислородом. Их так же окрашивают в различные цвета. Не запутаетесь.

У каждого баллона есть резьба, на которую накручивается вентиль подачи газа. На вентиль устанавливается редуктор (о нем мы говорили выше), а к редуктору уже подключаются шланги, которые затем подсоединяются к горелке или резаку. Система очень простая.
Для домашних работ подойдут баллоны небольшого объема. Они компактны и их без проблем можно перевезти в багажнике вместе со всеми остальными комплектующими. Для профессиональной сварки и резки необходимо использовать баллоны объемом 40 литров. Но вы должны понимать, что в таком случае мобильность сильно снижается и вы точно не сможете забраться с этим баллоном в труднодоступное место. Эта проблема решается с помощью длинных шлангов.
Обращайте внимание и на вентили. Для кислородного баллона лучше выбрать латунный вентиль, а для ацетиленового баллона — стальной. Но ни в коем случае не наоборот. Также не устанавливайте на ацетиленовый баллон медные вентили, это запрещено.
Вместо заключения
Сварка с применением горючего газа — это очень простая, но действенная технология, проверенная временем. Для ее применения не нужно электричество, достаточно двух баллонов, горелки и комплекта шлангов. Многие ошибочно полагают, что существует некий аппарат, предназначенный для газовой резки и сварки. Но это заблуждение. Эта технология не предусматривает применение никакого сварочного аппарата. Только вы, горючий газ, кислород и горелка/резак.
При выборе всех комплектующих обращайте внимание не только на стоимость, но и на характеристики, качество сборки. Обязательно просите технический паспорт на баллоны.
Отнеситесь с особой внимательностью к выбору сварочной горелки или резака. Ведь именно в них смешивается кислород и горючий газ. А это, в свою очередь, очень опасно для жизни и здоровья сварщика. Словом, не скупитесь и приобретите более-менее качественные комплектующие. Так вы не только сохраните свою жизнь, но и будете лучше выполнять работу. Желаем удачи!
Читайте также: